
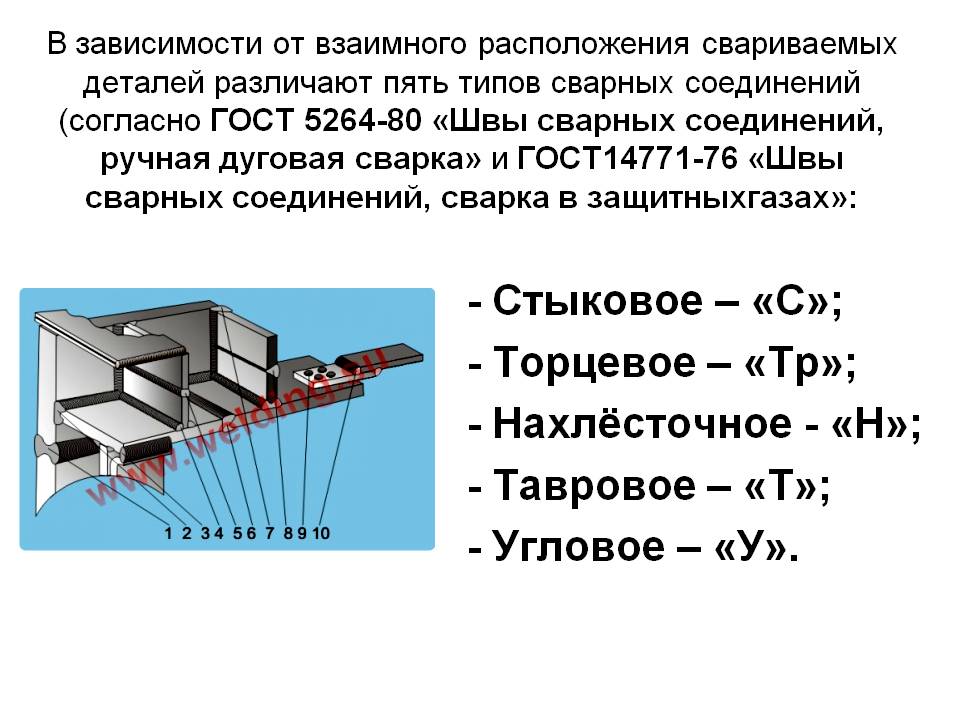
Классификация сварочных швов
Имеются многочисленные типы и виды сварных соединений и сварных швов. Это вызвало потребность в их четкой классификации. Она разработана в зависимости от многих факторов. Классификация учитывает технологические особенности швов, их пространственное положение, размеры. Достоинством такого дифференцирования является применение обозначений на каждый тип сварного шва.
Существует много различных позиций, по которым имеется классификация, включающая существующие виды сварки и типы сварных соединений.
Положение шва в пространстве
Немаловажную роль играет расположение шва в пространстве.
Нижнее положение является самым выигрышным. Шов при этом получается прочным и надежным. При верхнем, который иначе называют потолочном, положении, сварщику приходится принимать неестественную позу. Долго сохранять ее весьма трудно. А ведь одним из условий получения качественного шва является непрерывность процесса.
Для повышения точности следует использовать короткую дугу, а ширину шва делать не превышающей диаметр электрода. Для выполнения потолочного шва требуется не только получение профильного образования, но и приобретение практических навыков при более благоприятных условиях.
При выполнении швов во всех положениях существует проблема стекания вниз расплавленного металла. Нижнее положение при этом является самым выигрышном. Потолочное и нижнее положения относятся к горизонтальным. Стекание металла, являющееся чрезмерным, уменьшают, снизив температуру нагрева. Это можно сделать, увеличив скорость передвижения электрода, или регулярно прерывать дугу, давая возможность остыть металлу.
Вертикальный шов часто встречается в конструкциях, но самым простым вариантом не является. Если шов расположен вертикально, то вниз устремляться будет не сварочная ванна целиком, а только отдельные капельки. Если сварка осуществляется по направлению сверху вниз, то эти капельки начнут быстро застывать, образуя своеобразную преграду. Поэтому вести сварку при вертикальном способе следует снизу вверх. Свариваемые детали при вертикальном положении должны быть надежно зафиксированы.
Протяженность шва
Сварочные швы и соединения разделяются по их протяженности. По этому признаку шов бывает сплошным и прерывистым. При выполнении прерывистого шва в нем предусмотрены определенные интервалы, имеющие постоянный размер. Сварные швы прерывистого характера бывают различными. Они так же, как непрерывные, могут быть односторонними и двусторонними.
Такая градация отражается на обозначении шва в чертежах. При этом вводится такое понятие, как шаг шва.
Форма поверхности
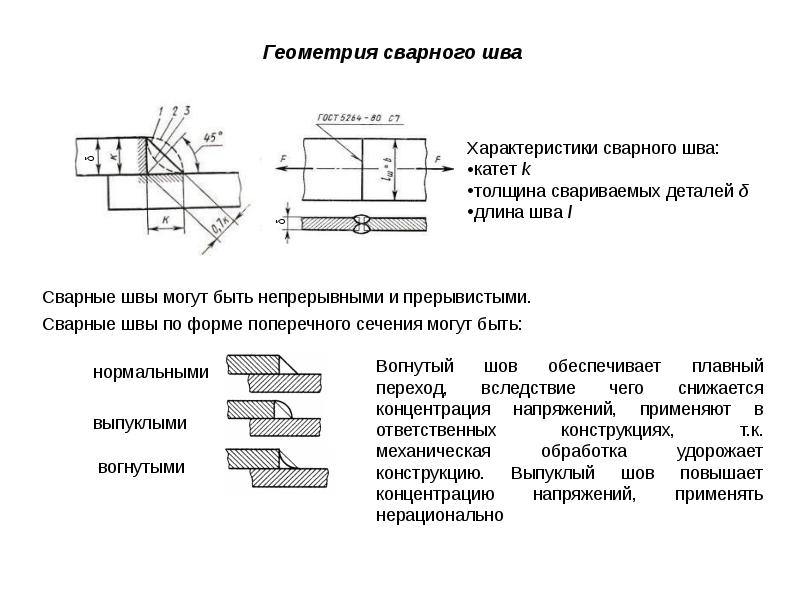
Виды сварных швов разделяются по форме, которая имеет их наружная поверхность.
Каждый вид имеет свои преимущества. Играет роль, какую нагрузку выдерживает сварной шов. Когда предстоят статические нагрузки, то целесообразно применять выпуклый шов. Он имеет несколько слоев, что ведет к дополнительному расходу электродов и удорожанию сварочного процесса.
Если предстоит сварка тонких металлических листов, то лучше применять вогнутую форму. Если сварное изделие при эксплуатации будет подвергаться динамическим нагрузкам, то следует выполнять плоские швы или вогнутой формы. Такой выбор объясняется тем, что не будет большого перепада между поверхностями шва и основного материала.
В зависимости от условий эксплуатации типы сварных швов разделяются на рабочие и нерабочие. Рабочим предстоит выдерживать значительные нагрузки, что заставляет предъявлять к ним повышенные требования. Нерабочие просто осуществляют функцию соединения. Однако, если предполагается их использование при не совсем благоприятных погодных условиях, то необходим тщательный контроль за отсутствием трещин и внутренних пустот.
Когда предстоит сварка тонких металлических листов, то лучше выполнять ее ниточным швом. При наплавочном способе больше подойдет уширенный вариант.
Количество слоев
Виды швов в сварке зависят от количества выполняемых слоев. Однослойные швы выполняются за один проход, а многослойные являются многопроходными. Многослойный вариант используют для соединений, имеющих определенную конфигурацию.
Выполнение многопроходного шва является более сложным. Каждый новый слой следует накладывать быстро, пока не остыл предыдущий. К тому же надо успеть убрать шлак, образовавшийся ранее. На механические характеристики многослойного шва оказывает положительное действие то, что при наложении последующего шва, в предыдущем происходит отжиг.
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные – для наружных видимых стыков;
- штриховые (пунктирные) – для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.
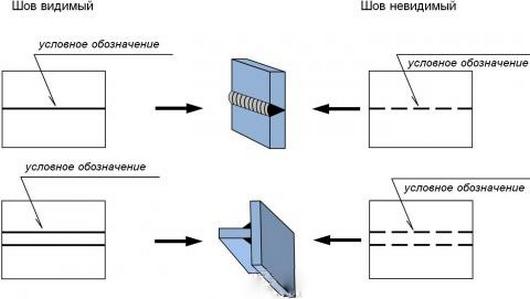
В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый – под ней.



Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
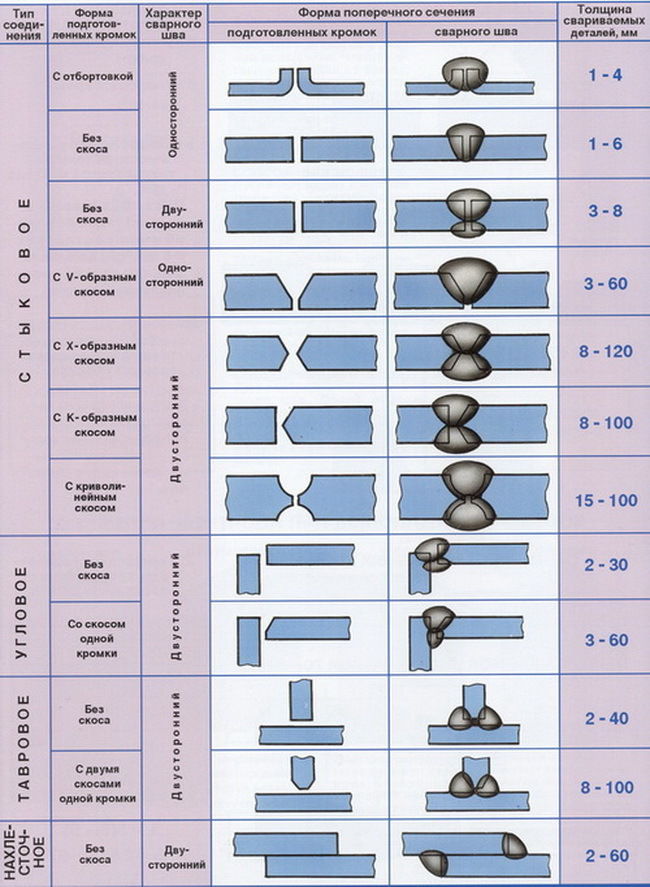
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.

По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую – при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
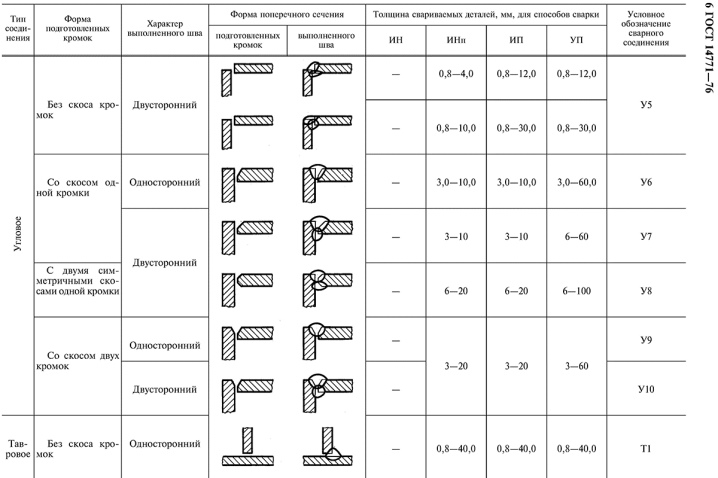
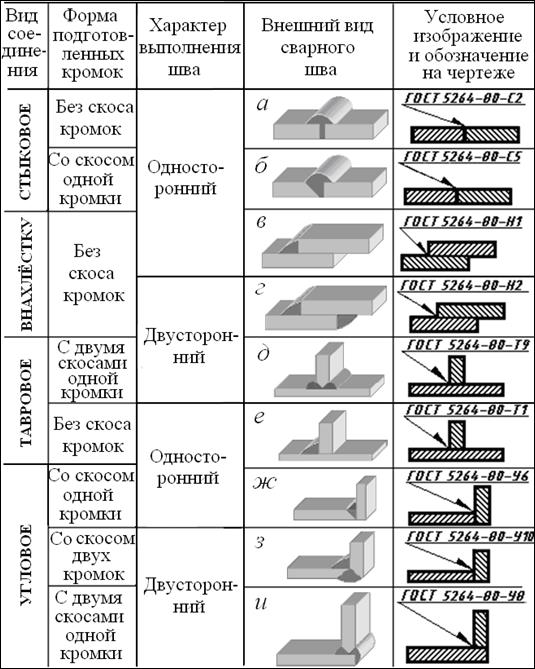
Таблица стыковых соединений
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Таблица сварных швов углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двусторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Таблица выполненных внахлестку стыков
| Характер стыкового соединения | Без скоса |
| Как выглядит двусторонний стык | |
| Обозначение прерывистого сварного шва |
Согласно общеустановленных международных стандартов швы также различаются между собой в отношении пространственного положения:
- вертикальные и горизонтальные;
- сваренные в нижнем положении и потолочные.
Учитывая положение стыка существуют также разные способы снятия кромок. Если тщательно зачистить и подготовить кромки перед сварочным процессом, то соединительный стык будет обладать рядом преимуществ:
- экономичность. Количество используемого для наплавления металла сводится к минимуму;
- эффективность. Намного быстрее выполняется сваривание за один проход;
- прочность. В полученном сварном соединении прочностные характеристики нисколько не уступают показателям прочности, которыми обладает основной металл.
Чтобы получить в процессе сварки результат с исключительным качеством, то обязательно нужно указывать в технической документации тип сварочного стыка и вид снимаемой кромки.
Дефекты сварочных соединений
Сварочные работы относят к особо ответственным. И это понятно. Сварку используют и при изготовлении емкостей, работающих под давлением, и трубопроводов и котлов. И от качества выполненного соединения зависит работоспособность и, главное, безопасность работы оборудования. Практически на всех производствах и строительных площадках. Где используют сварку, применяют различные методы контроля качества. В соответствии с требованиями ГОСТ 3242-79 для контроля сварочных соединений предусмотрено несколько способов контроля. Среди них такие, как:
- Визуальный, его применяют при контроле неответственных соединений.
- Ультразвуковой — его применяют для контроля разных типов соединений.
На особо ответственные, например, на мостовых конструкциях или трубопроводах высокого давления, сварщик должен оставить отпечаток личного клейма.
Рейтинг: 0/5 — 0 голосов
Нестандартные швы
Соединения, в которых четко не указаны размеры конструктивных элементов называют нестандартными. Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.
На приведенном ниже фото можно детально рассмотреть, как на чертеже показывается сварка, выполненная нестандартными швами.
В процессе сварочных работ вследствие неравномерного нагрева стыковых соединений образуется остаточная деформация укорочения, которая становится причиной появления остаточных напряжений.
Разные факторы влияют на распределение таких напряжений: режим сварки, геометрические параметры соединительного шва и многие другие. Если принимать ко вниманию толщину соединяемых элементов, то в этом плане может возникать объемное или плоское состояние напряжения.
Границы нестандартного стыка изображаются основными сплошным линиями, а находящиеся в пределах шва конструктивные элементы – тонкими сплошными линиями.
Условные обозначения
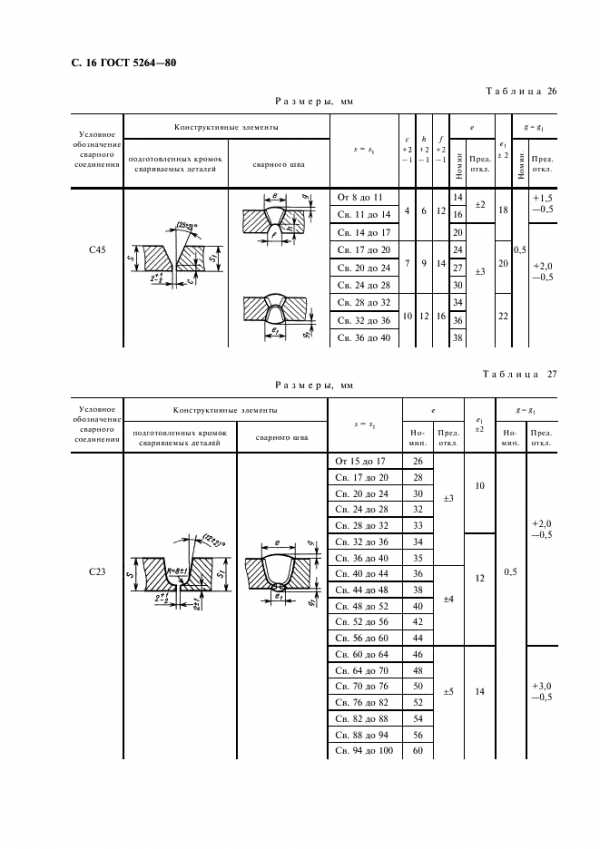
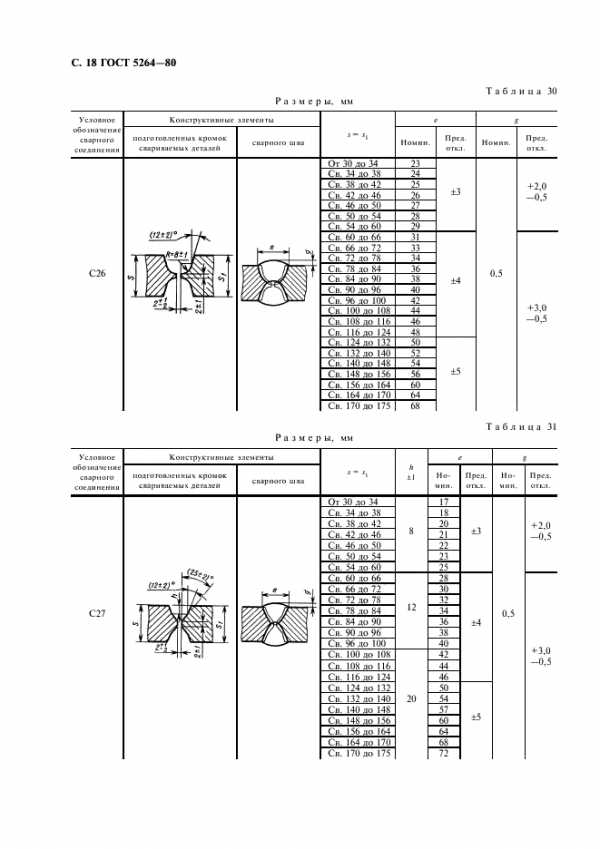
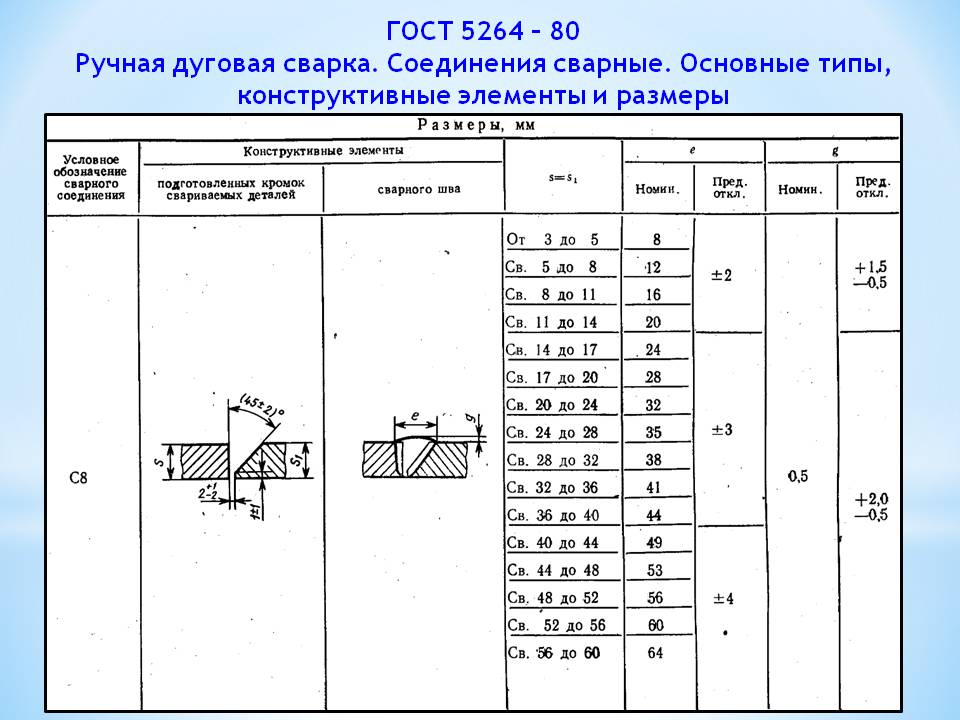
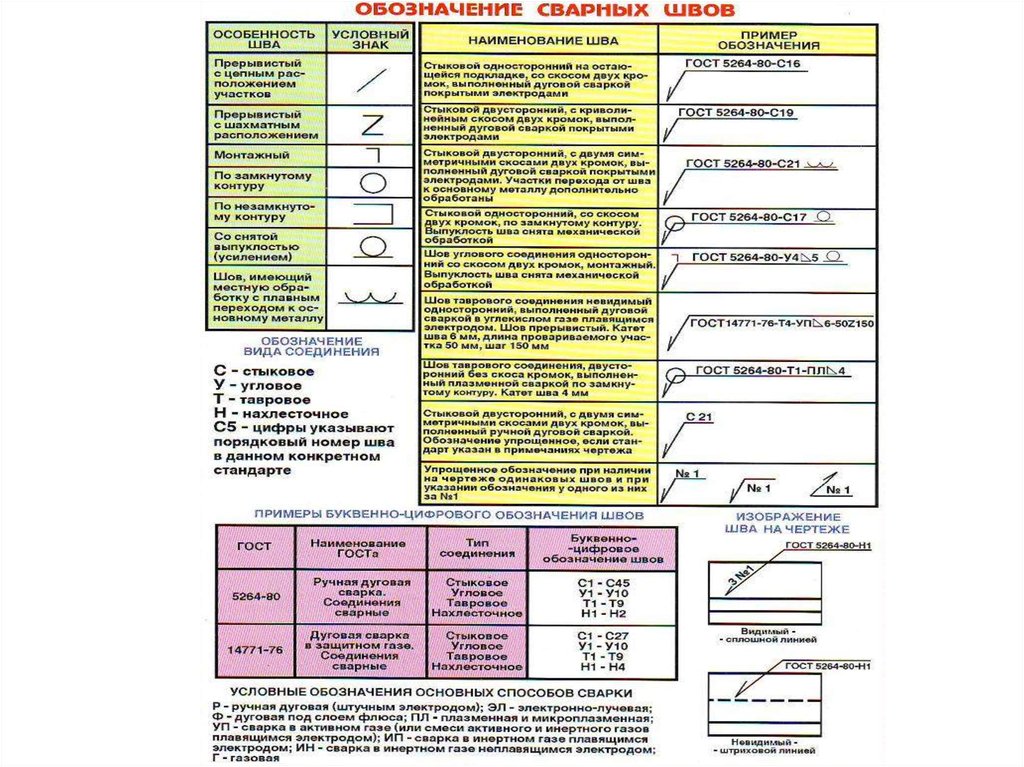
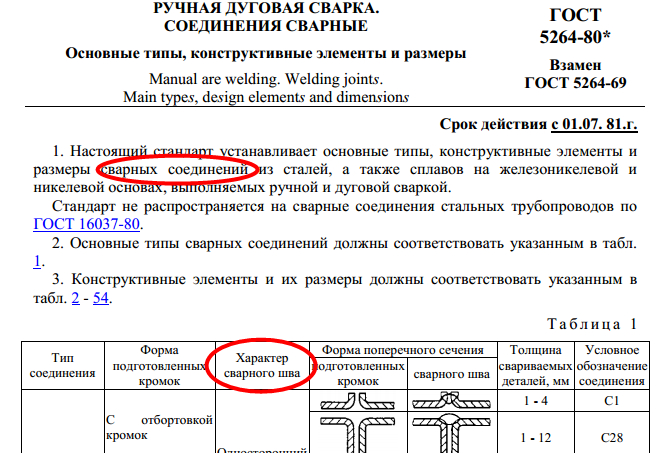
Сварные швы по ГОСТ 5264-80 имеют обозначение на чертеже с указанием характеристики соединения, разделки и варианта исполнения. Буквенно-числовое обозначение располагается на полке стрелки, которая указывает на шов. Расшифровка указывает:
- ГОСТ, по которому изготавливается деталь.
- Буквенно-числовое обозначение.
- Способ сварки, аппарат.
- Катет.
- Для прерывистых швов длина провариваемых участков.
На чертеже видимые швы прочерчиваются жирной линией, невидимые – пунктиром. На боковом изображении прорисовывается форма выступающей за пределы поверхности соединенных элементов части шва.



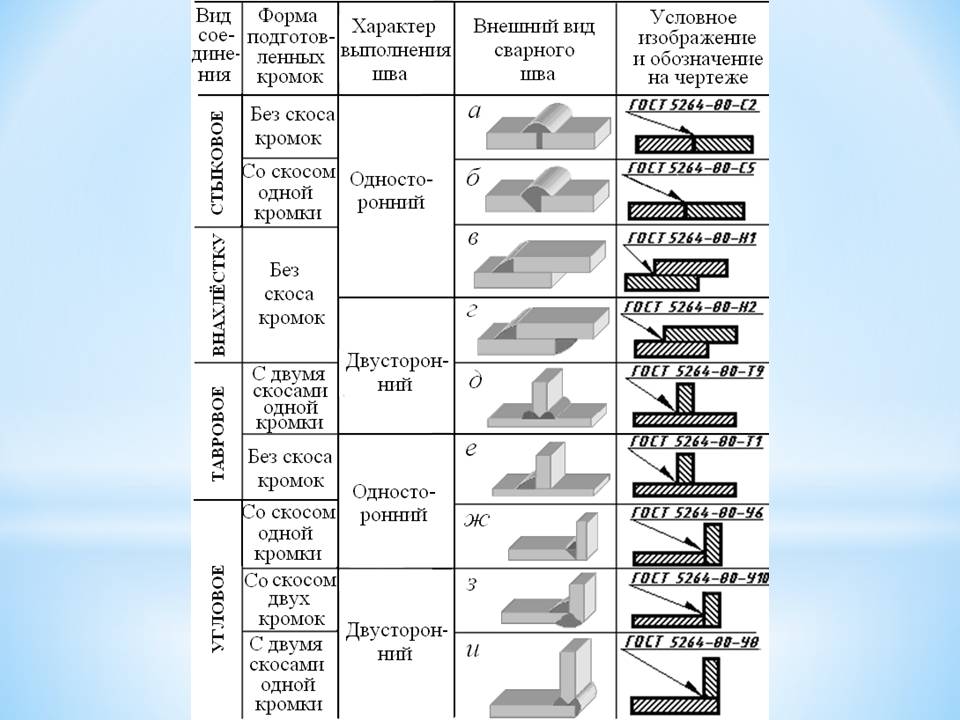
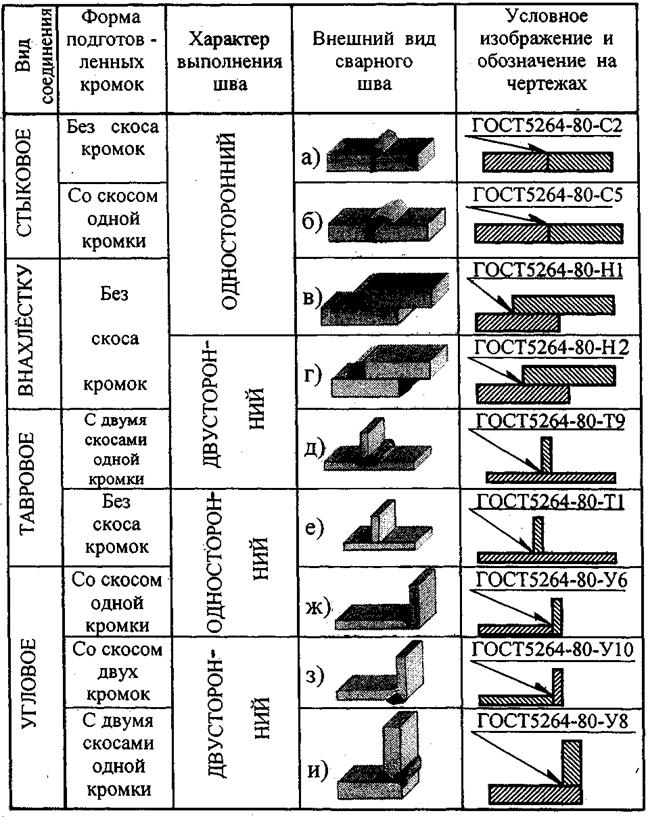
Буква с числом – обозначение характера стыка электродуговой сварки:
- соединенные встык, С1 – С25;
- торцами под углом, У1 – У10;
- тавровые , Т1 – Т11;
- нахлесточные и накладные, Н1 – Н3.
Для швов, производимых на полуавтоматах, в среде защитных газов и другими способами вид соединения обозначается теми же буквами. Отличие технологии сварки определяется цифрами и выполняется о другим нормативным документам. Например, если применяется защитный газ, указывается ГОСТ 14771-76.
В конце маркировки характеристики соединения при необходимости устанавливают дополнительные обозначения. Наклонная линия характеризует прерывистый шов стыкового соединения. Z ставят на тавровый стык и накладное соединение с шахматным расположением провариваемых отрезков.
Металлоконструкция имеет по контуру замкнутые, незамкнутые соединения. Они обозначаются кругом и квадратом без одной стороны. Марка свариваемого материала может указываться в маркировке или технологической карте.
Начальник конструкторского бюро проектирования крупных металлоконструкций завода ХСМК Долгополов С. В.: Если при изготовлении детали используются однотипные швы, обозначение может быть упрощено до стрелки с небольшой полкой. Она может иметь только схематическое обозначение характеристики шва и даже не иметь полки, только стрелка. Определить расположение соединения, с какой стороны от проекции чертежа оно находится, проще всего по маркировке: над линией видимый шов, невидимый – ГОСТ и все характеристики пишутся под линией полки».
Дефекты сварочных соединений
Сварочные работы относят к особо ответственным. И это понятно. Сварку используют и при изготовлении емкостей, работающих под давлением, и трубопроводов и котлов. И от качества выполненного соединения зависит работоспособность и, главное, безопасность работы оборудования. Практически на всех производствах и строительных площадках. Где используют сварку, применяют различные методы контроля качества. В соответствии с требованиями ГОСТ 3242-79 для контроля сварочных соединений предусмотрено несколько способов контроля. Среди них такие, как:
- Визуальный, его применяют при контроле неответственных соединений.
- Ультразвуковой — его применяют для контроля разных типов соединений.
На особо ответственные, например, на мостовых конструкциях или трубопроводах высокого давления, сварщик должен оставить отпечаток личного клейма.
Разделка кромок под сварку
Для создания прочного и качественного сварного шва кромки соединяемых изделий проходят необходимую подготовку и им придается определенная форма (V, X, U, I, K, J, Y – образная). Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Порядок подготовки кромок:
- Очищение краев металла от ржавчины и загрязнений;
- Снятие фасок определенного размера – в зависимости от способа сварки;
- Величина зазора – в зависимости от типа сварных соединений.
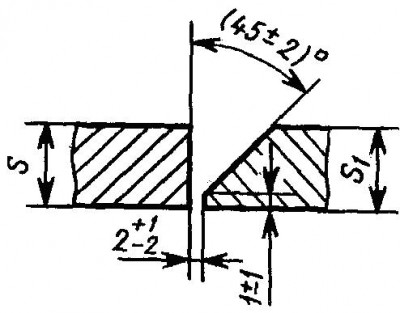
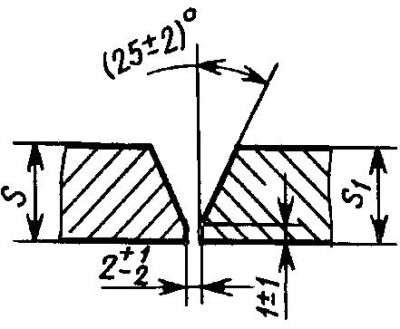
Параметры подготовки кромок:
- Угол разделки кромок – α;
- Зазор между кромками –b;
- Притупление кромок –c.
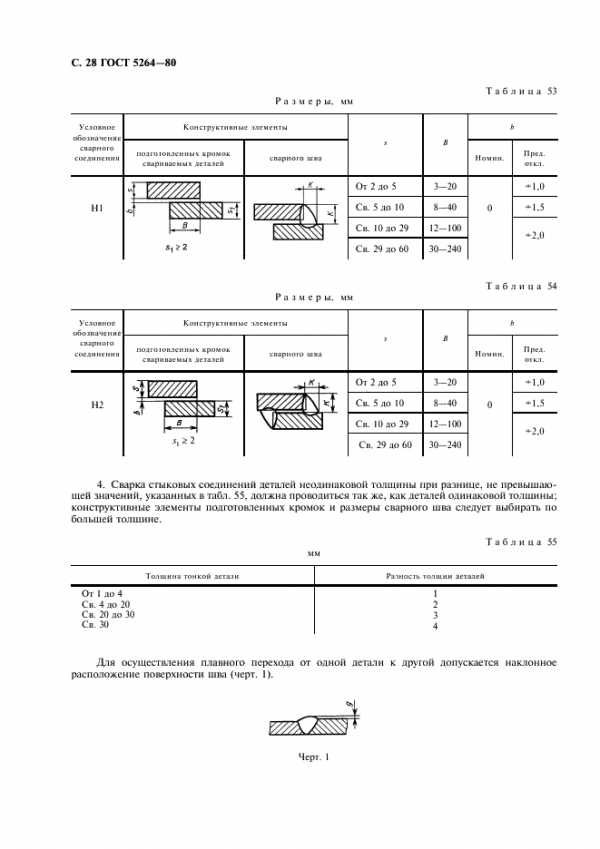
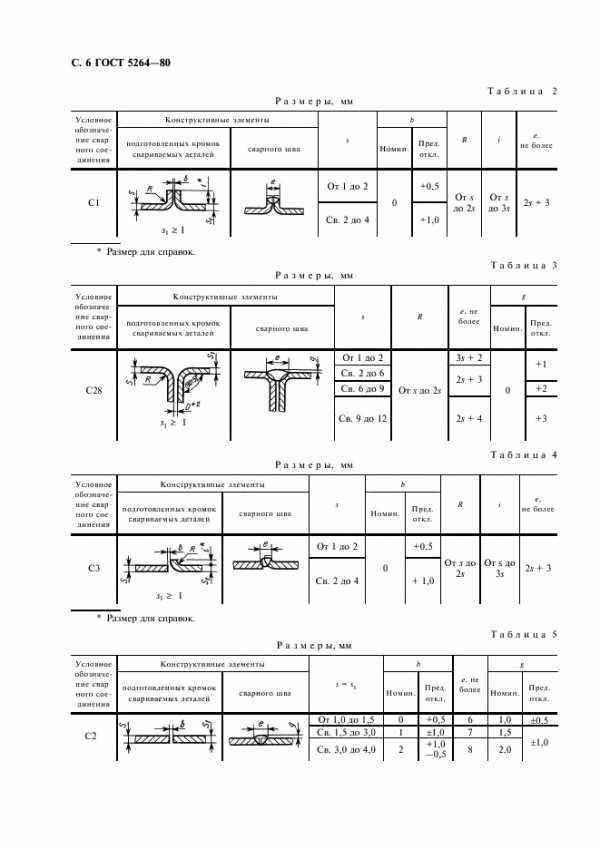
В таблице 2 приведены особенности подготовки кромок в зависимости от толщины металла.
Таблица 2
| №,п/п | Толщина металла, мм | Разделка кромки | Угол, α | Зазор b,мм | Притупление кромок c, мм |
| 1 | 3-25 | Односторонняя V-образная | 50 | – | – |
| 2 | 12-60 | Двухсторонняя X-образная | 60 | – | – |
| 3 | 20-60 | Односторонняя, двухсторонняя U-образная | – | 2 | 1-2 |
| 4 | >60 | I-образная | – | – | – |
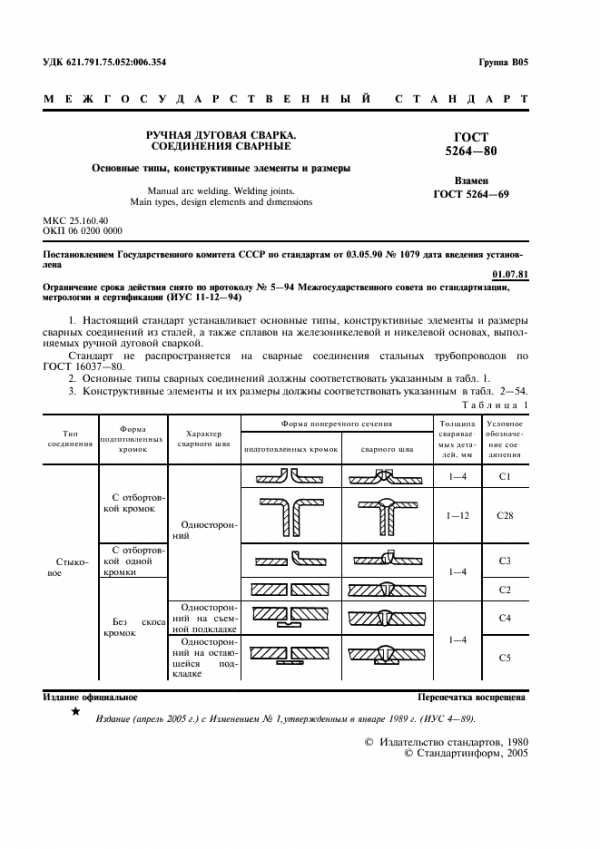
2.2 Обозначения сварных швов
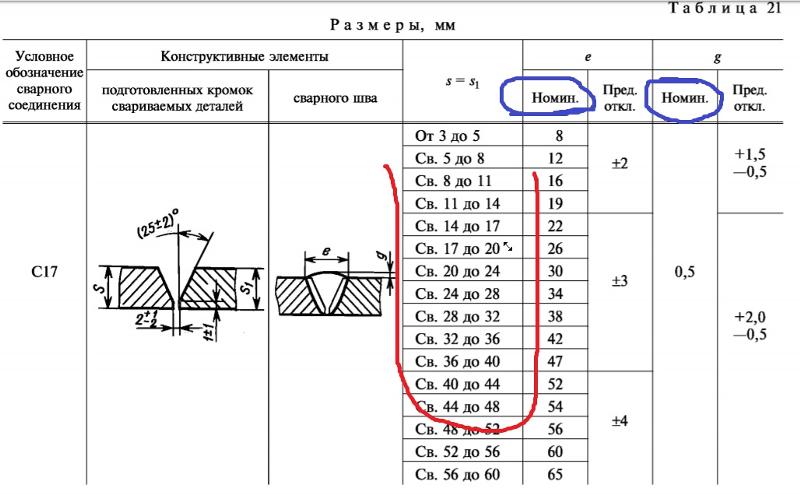
Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72.
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый – сплошной основной линией (рисунок 17.а – 17.в), невидимый – штриховой (рисунок 17.г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17. б).
От изображения шва или одиночной точки проводят линию- выноску с односторонней стрелкой, указывающей место расположения шва. Линию-выноску предпочтительно выполнять от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18. а).
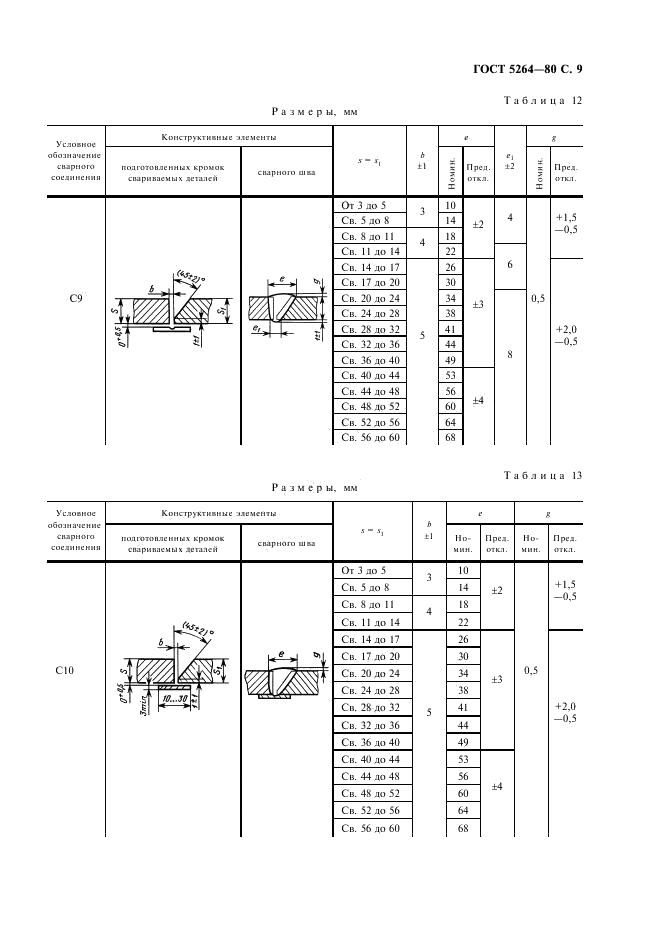
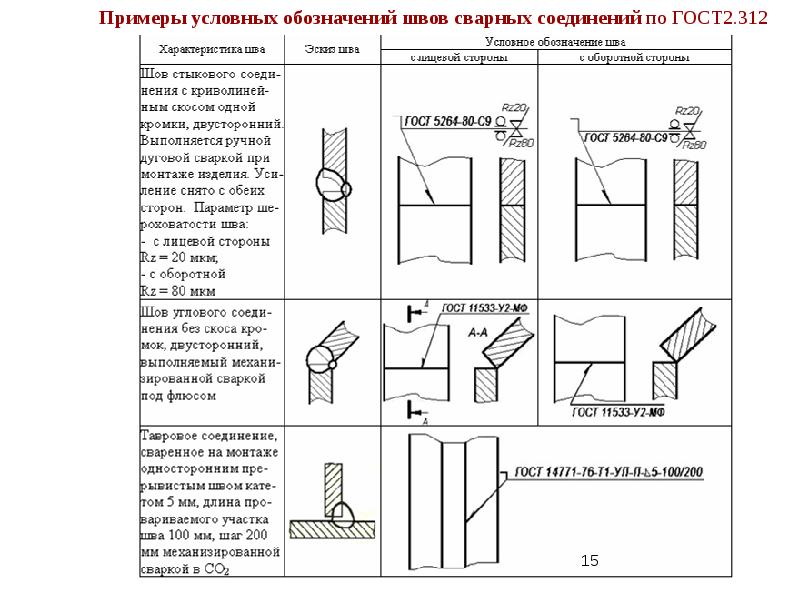


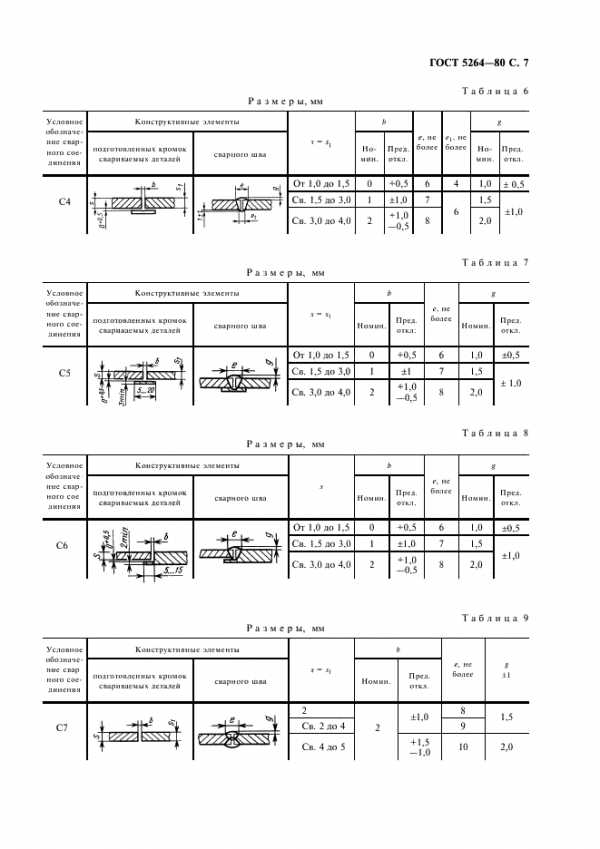

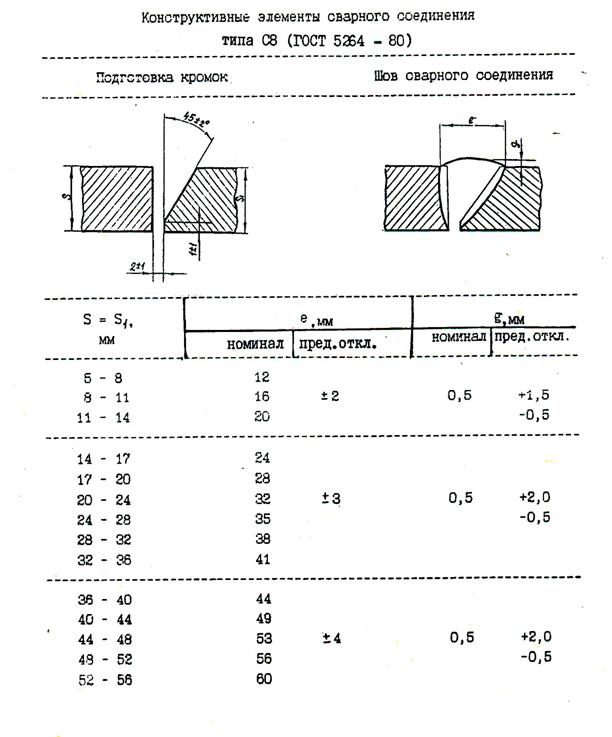
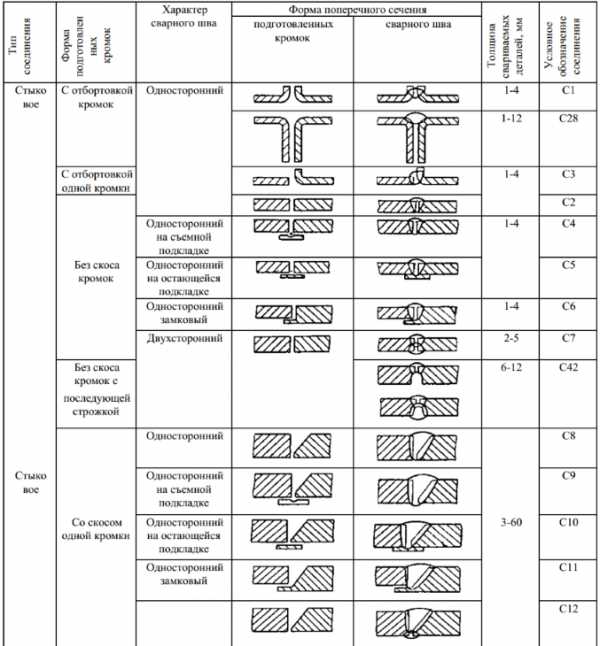
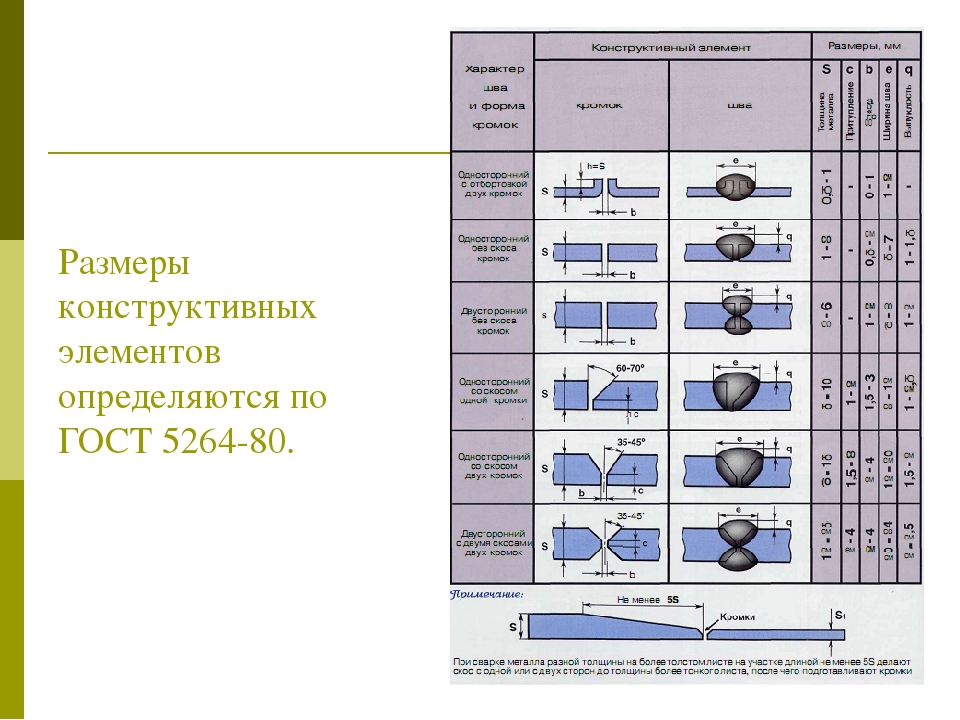
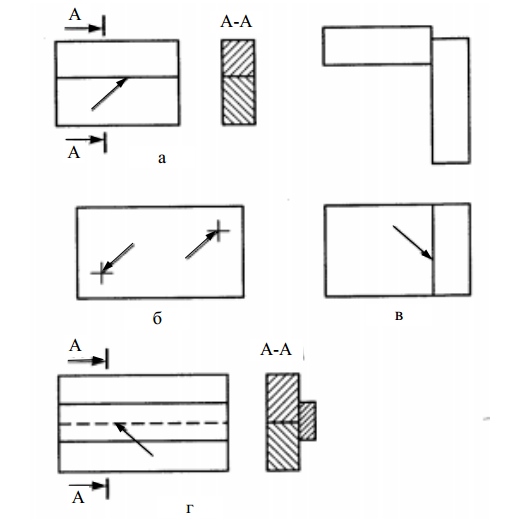
Рисунок 18 – Изображение сечения многопроходного шва (а) и нестандартных швов (б)
Нестандартные швы (рисунок 18.б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу.
На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Дополнительные данные стыковых соединений
К дополнительной информации относят следующие особенности соединительных швов:
- круговой стык. В такой разновидности кружок является обозначающим символом;
- монтажный стык. Здесь флажок выступает в качестве обозначения.
Если в изображении сварочного соединения дополнительно нужно указать:
- в соответствии ISO 4063 код сварочной технологии;
- в соответствии ISO 10042 и ISO 5817 выдвигаемый к стыку уровень качества;
- в соответствии ISO 6947 положение сварки;
- в соответствии ISO 544, 2560, 3581 используемый сварочный материал
то размещать такую информацию необходимо за вилкой, добавленной к сплошной линии-выноске.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
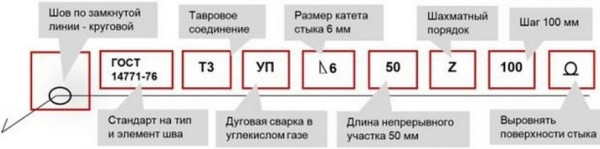
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
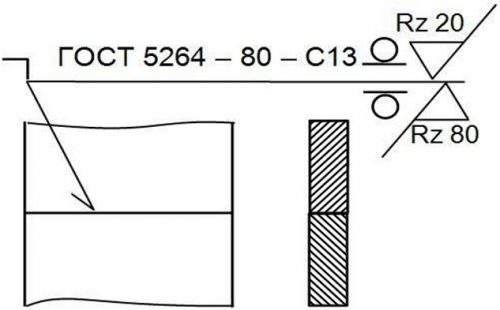
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
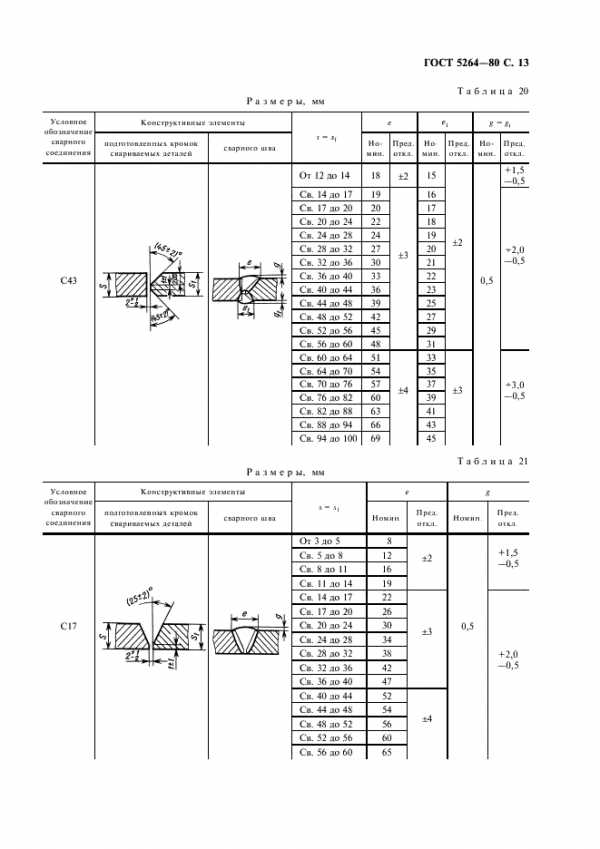
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
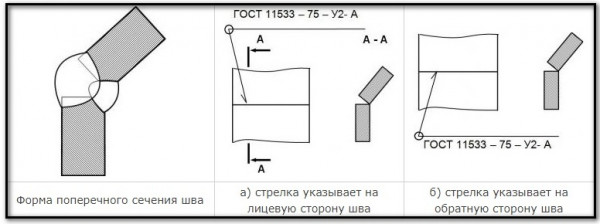
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
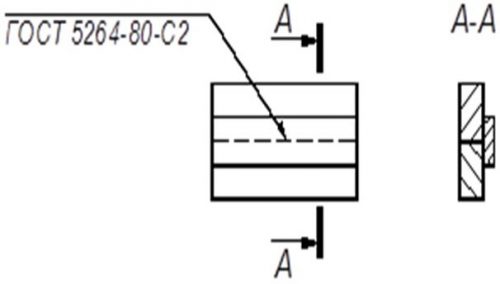
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
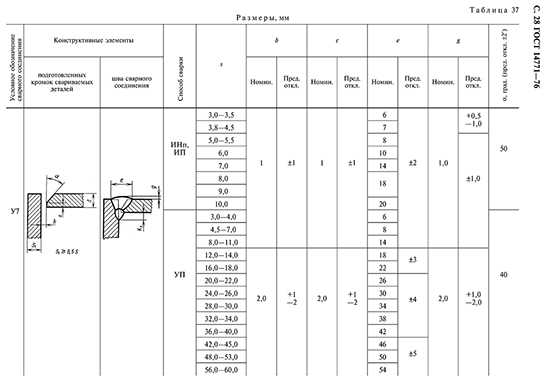
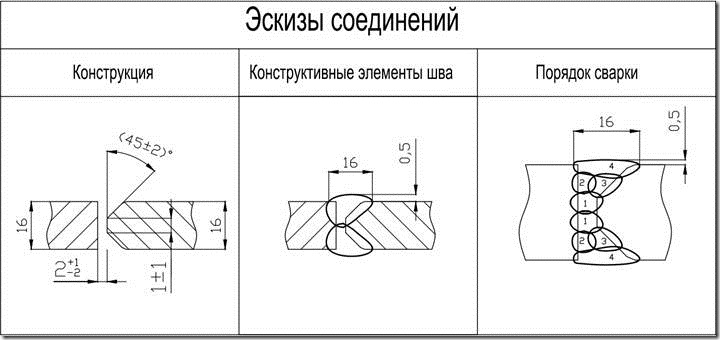
Пример 4
Сварочное соединение под наклоном
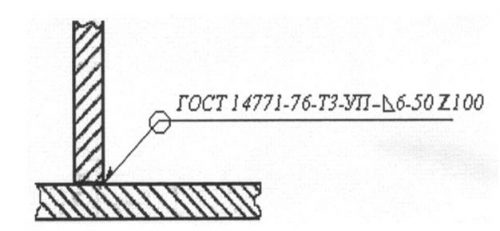
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
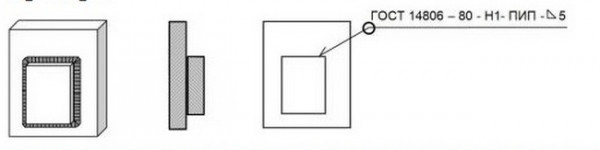
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.

Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.

Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
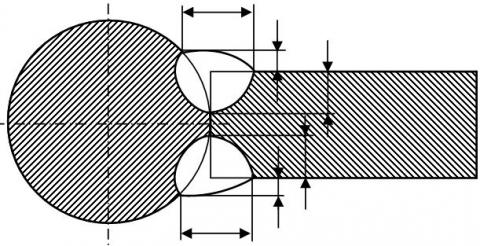
Формы поперечного сечения
В разрезе сварного стыка хорошо видна его форма. Металл электрода или присадки, вместе с расплавленными кромками образует конус, расширяющийся к верху. Боковые границы частично повторяют форму разделки кромок, но проходят дугообразными линиями по основному металлу.
С обратной стороны корневой шов немного выступает за плоскость соединяемых деталей, образуя дугу. Использование подкладок не позволяет металлу из сварочной ванны вытекать. Металл с обратной стороны соединения не вытекает, образует ровную поверхность с плоскостями соединяемых деталей. Кромка перекрывается линией стыка.
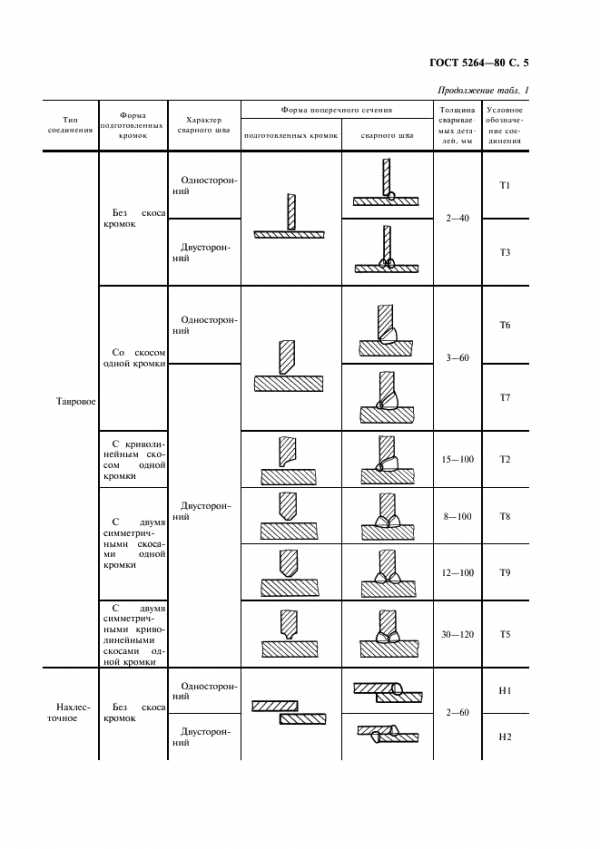
Типы сварных соединений
Для неразъемного соединения между собой металлических деталей сваркой используют различные типы сварных соединений.
Неразъемное соединение деталей выполненных из металлических заготовок и получаемое при помощи расплавления их краев электродуговой или газом. Одновременно с этим происходит наплавка дополнительного металла, это может быть расплавленный электрод или специально подаваемый в зону нагрева пруток. В результате этих манипуляций в месте соединения заготовок образуется сварочный шов.
Для соединения металлических деталей применяют различные виды сварки. Список сварочных технологий довольно большой, но к основным видам можно отнести:
- электродуговую;
- газопламенную;
- плазменную;
- лазерную и многие другие.
Форма и протяженность
 Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
https://youtube.com/watch?v=z1m34-RYFb0
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.

Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Характерные виды брака в сварных швах и соединениях
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.
***





