Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А,
ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками
марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно
сказывается на производительности, поэтому, при изготовлении конструкции из
среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения
на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость
их затруднена. Для сварных конструкций эти стали не используются и необходимость
в их сваривании возникает, как правило, при ремонтных работах. В большинстве
случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее
5% легирующих элементов. Оценивая
свариваемость сталей этой группы, можно сказать, что при сварке под флюсом
их свариваемость существенно не отличается от нелегированных малоуглеродистых
сталей. Но, легирующие элементы в составе стали повышают склонность сталей к
росту зёрен в
зоне термического влияния, а при высокой скорости охлаждения в них могут
возникать неоднородные структуры закалочного характера.
Для
сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации
до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М,
АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок
Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов.
Для современных среднелегированных сталей характерно легирование многокомпонентное,
комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования
повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная
стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам.
Чем
выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их
чувствительность к образованию
горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно
выбирать композицию шва. Кроме этого, необходимо использовать технологические
приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы
шва и снизить скорость охлаждения.
Для
сварки конструкций из среднелегированных сталей сварка под флюсом получила
достаточно широкое применение. Для такой сварки используются низкокремнистые
флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и
др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу
шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными
флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М,
Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих
элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение
в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость
сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря
постоянству процесса сварки и, как следствие, химической однородности металла
шва
Это очень важно для высоколегированных сталей, учитывая, что даже незначительная
химическая неоднородность металла шва может стать причиной образования в нём
кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным
переходом к основному металлу, что позволяет повысить стойкость к коррозии по
сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку
диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по
ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ,
Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для
сварки жаропрочных высоколегированных сталей применяются фторидные флюсы
марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки
коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием
кремния марок АН-26, АНФ-14.
Преимущества и недостатки полуавтоматической сварки
Механизированная сварка завоевывает все большее число поклонников не только среди профессионалов, но и среди любителей.
Перед началом работы на полуавтоматическом оборудовании необходимо взвесить все его достоинства и недостатки. Преимуществами являются:
- Возможность без повреждения покрытия сделать неразъемный шов на оцинкованных деталях. При этом используют медную проволоку.
- Способность работать с чугуном, алюминием и конструкционной сталью.
- Возможность варить тонкие листы металла толщиной ≤ 0,5 мм.
- Малая чувствительность к коррозии заготовки и ее загрязнению.
- Удобство работы, когда сварщик сразу видит шов, шлак не закрывает его.
- Стоимость работ невысока, сравнивая ее с иными способами изготовления неразъемных соединений.

Но есть и недостатки работы с использованием полуавтоматического оборудования. Разлет брызг металла достаточно велик при работе без газа. Излучение дуги сильнее и появляется необходимость использовать защитную одежду и маску.
Несмотря на перечисленные неудобства, данный тип соединения используется в различных отраслях производства. Наиболее часто он применяется в ходе ремонта транспорта и в автомобилестроении, но всегда с защитным газом – аргоном, гелием, углекислотой.
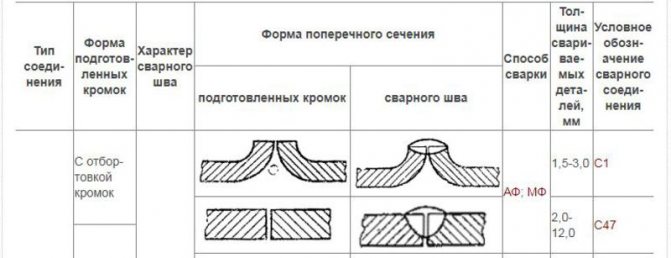
ГОСТ 8713-79 С. 9
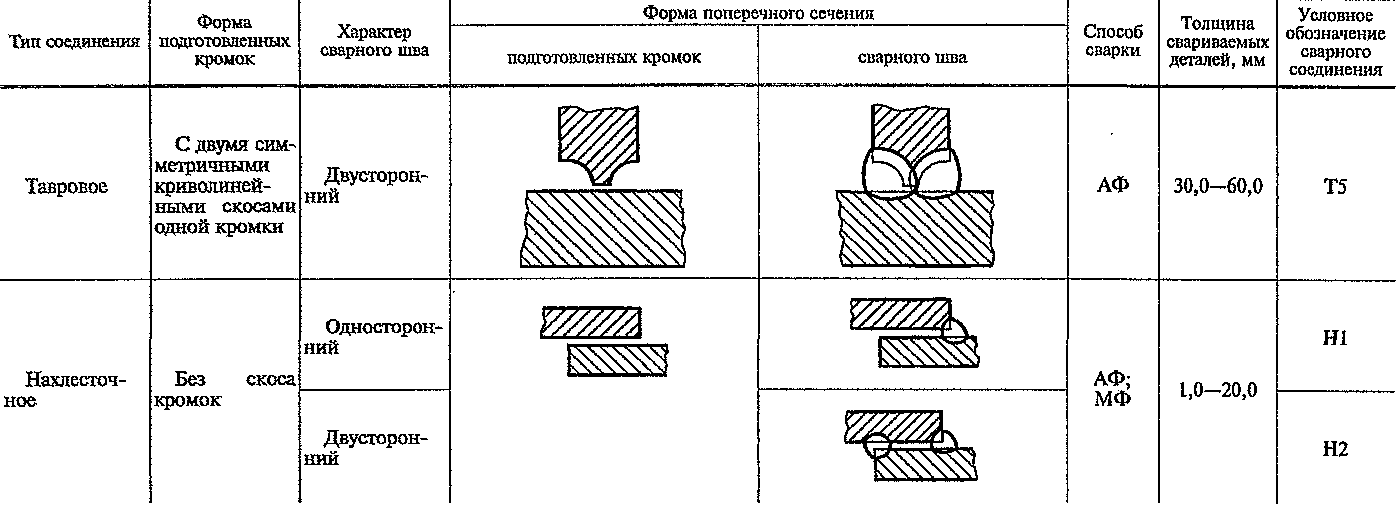
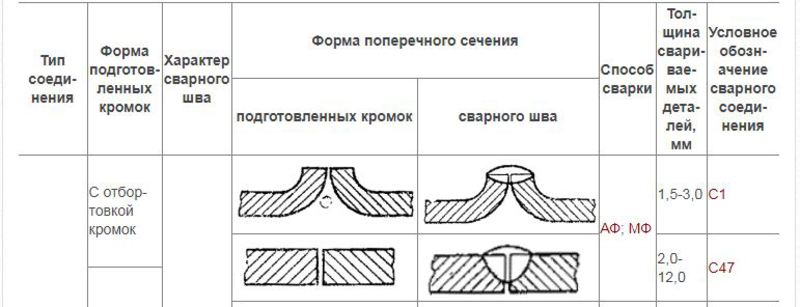
Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Способ сварки | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | ||
подготовленных кромок | сварного шва | |||||||
Тавровое | С двумя симметричными криволинейными скосами одной кромки | Двусторон ний | м | Ш | АФ | 30,0-60,0 | Т5 | |
Нахлесточ- ное | Без скоса кромок | Односторон ний | V/////A Ш^ | АФ; МФ | 1 to О О | Н1 | ||
Двусторон ний | nil | Н2 |
(Измененная редакция, Изм. № 2, 3).
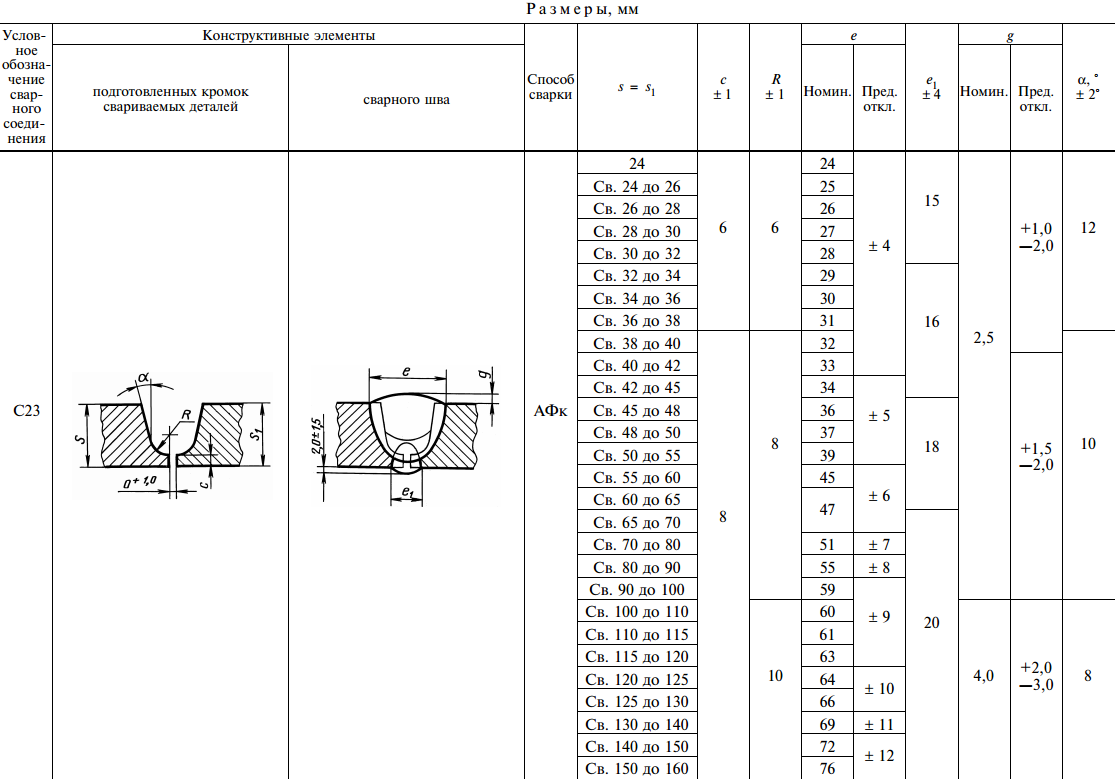
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать предварительно наложенных подварочных швов условно зачернены.
Размеры, мм
указанным в табл. 2—52, сечения
Таблица 2
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = | R | i | ||||
подготовленных кромок свариваемых деталей | сварного пша | ||||||||
С1 | <о | bife | АФ; МФ | 1,5-3,0 | s—l,5s | s—3s |
Размер для справок.
С. 10 ГОСТ 8713-79
Конструктивные элементы | |
подготовленных кромок свариваемых деталей | сварного шва |
ъ | |
Номин. | Пред. откл. |
Условное
обозна
чение
сварного
соединения
Способ
сварки
е, не более
Номин.
Пред.
01КЛ.
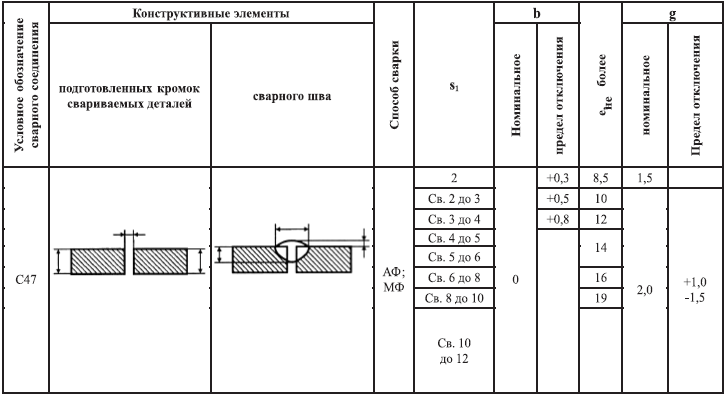
С47
Аф;
Мф
o,6S^a< 0,7 S
Св. 2 до | 3 |
Св. 3 до | 4 |
Св. 4 до | 5 |
Св. 5 до | 6 |
Св. 6 до | 8 |
Св. 8 до | 10 |
Св. 10 до | 12 |
Примечание. Способ сварки МФ для s < 3 мм применять не рекомендуется.


+0,3
+0,5
+0,8
+1,0
8,5
10
12
14
16
19
21
1,5
2,0
+ 1,0
+1,0
-1,5
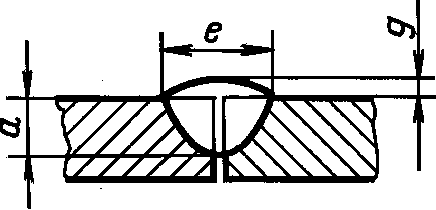
Размеры, мм
Таблица 4
Услов
ное
обозна
чение
сварного
соеди
нения
Конструктивные элементы | |
подготовленных кромок | сварного шва |
Способ
сварки
S = Sj | Ь | е, не более | g | ||||
Номин. | Пред. ОТКЛ. | Номин. | Пред. ОТКЛ. | Номин. | Пред. ОТКЛ. | ||
2 | 0,0 | +1,0 | 12 | 1,5 | +1,0 | 1,0 | +1,0 |
Св. 2 до 3 | 1,0 | + 1,0 | |||||
Св. 3 до 4 | 16 | 2,0 | о + 1 | 1,5 | о + 1 | ||
Св. 4 до 5 | 1,5 | ||||||
Св. 5 до 6 | 21 | ||||||
Св. 6 до 7 | 2,0 | + 1,5 | 2,0 | +1,0 -2,0 | |||
Св. 7 до 10 | 26 |
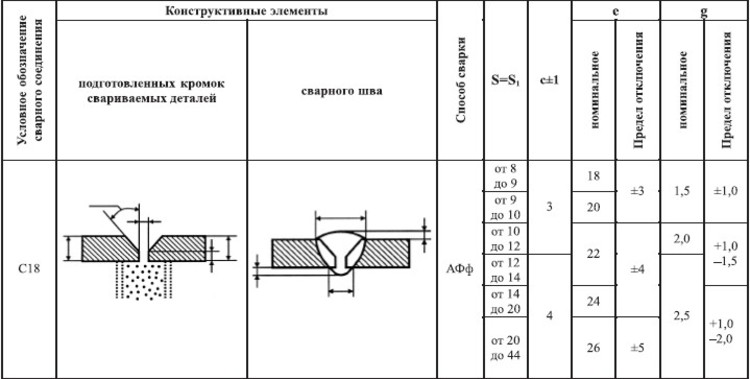
С4
АФф
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1л при полном проплавлении кромок. Значение ei должно быть от 4 мм до 0,5е.

Сборка стыков труб
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смешение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны был, зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам.
Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трехчетырех местах но окружности стыка.
В правильно собранном стыке просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке — не более 3 мм.
При сборке труб и других элементов, имеющих продольные и спиральные швы. последние должны быть смещены один относительно другого. Смещение — не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.
Последовательность сборки стыка с подкладным кольцом:
- устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
- делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ни точным швом с катетом не более 4 мм;
- зачищают ниточный шов от шлака и брызг;
- надвигают на выступающую часть подкладного кольца стыкуемую трубу;
- устанаваливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
- проверяют правильность сборки;
- приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
Приварка подкладного кольца
Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик. Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Конструкция стыков трубных элементов по РД 153-34.1-003-01
| Подготовленные кромки свариваемых деталей | Способ сварки | Наружный диаметр, мм | Конструктивные размеры | |||
| S, мм | a, мм | b, мм | α, град | |||
| Разделка без скоса кромок и без подкладного кольца | РД | ≤ 159 | 2 — 3 | 0,5 — 1,5 | — | — |
| РАД | ≤ 100 | 1 — 3 | ≤ 0,3; (0,5 — 1,5) | — | — | |
| Г | ≤ 100 | 1 — 3 | 0,5 — 1,5 | — | — | |
| ААД | ≤ 159 | ≤ 4 | ≤ 0,3 | — | — | |
| АФ | ≥ 200 | 4 — 8 | 1,5 — 2,0 | — | — | |
| V-образная разделка без подкладного кольца | РД, МП | любой | 3 — 5 | 1,0 — 1,5 | 0,5 — 1,5 | 30±3; (25 — 45) |
| РД, МП | любой | 6 — 14 | 1,0 — 2,0 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| АФ | ≥ 200 | 15 — 25 | 2,0 — 2,5 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| КСС | ≥ 32 | 4 — 25 | ≤ 0,5;(1 -2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
| РАД, АДД | ≤ 630 | 2 — 10 | ≤ 0,5; (1 — 2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
| Г | ≤ 159 | 3 — 8 | 1 — 2 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| V-образная разделка с подкладным кольцом | РД | >100 | £ 16 | 7 — 9 | — | 15 ±2 |
| РД | > 100 | £ 16 | 7 — 9 | — | 7 ±1 | |
| РД | >100 | £5 | 2,5 — 3,5 | — | 30+3; (25 — 45) | |
| МП | >100 | >5 | 8 — 9 | — | 30±3; (25 — 45) | |
| МП | ≥ 133 | 2 10 . | 8 — 9 | — | 15 ± 2 | |
| АФ | >200 | 4 — 5 | 4 — 5 | — | 15 ± 2 | |
| АФ | >200 | >5 | 6 — 7 | — | 15 ± 2 | |
| Двухскосная разделка без подкладного кольца | Зазор a без скобок — при выполнении корневого слоя аргонодуговой сваркой без присадочной проволоки, в скобках — с присадочнойУглы скоса кромок α в скобках — предельно допустимые | |||||
| МП | ≥ 133 | ≥ 16 | 1,5 — 2,5 | 1,5 — 2,0 | 10 ± 2 | |
| КСС | ≥133 | ≥ 10 | ≤ 0,5; (1 — 2) | 1,5 — 2,0 | 10 ± 2 | |
| Чашеобразная разделка без подкладного кольца | КСС | ≥ 108 | ≥5 | ≤ 0,5; (1 -2) | 3 ±0,2 | 15 ± 2 |
| РД — ручная дуговая сварка РАД — ручная аргонодуговая сварка ААД — автоматическая аргонодуговая Г — ручная газовая ацетиленокислородная МП — полуавтоматическая в углекислом газе АФ — автоматическая дуговая сварка под флюсомКСС — комбинированная: корень шва выполняется РАД, а остальные слои — РД или МП |
Подготовка кромок деталей и сборка конструкций под сварку
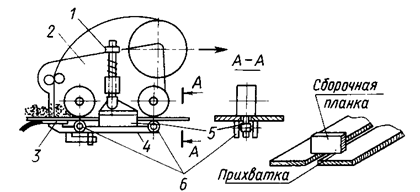
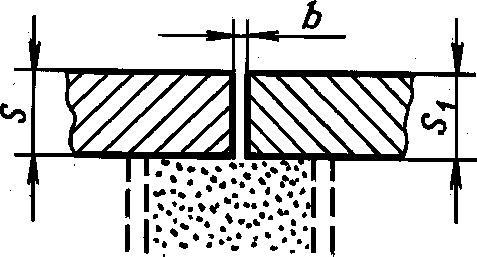
Подготовка деталей и сборка конструкции для сварки под флюсом должны выполняться особенно тщательно. Это вызвано жидкотекучестью расплавленного металла и флюса, глубоким проваром. Поэтому требуется соблюдать высокую точность размеров разделки кромок и равномерности зазора между ними. Тип разделок кромок и их размеры, а также условия их сборки и сварки зависят от конструкции сварного соединения, состава (марки) свариваемого материала, условий сварки и т, д. и обычно указываются в технических условиях на изготовление конструкций или должны соответствовать ГОСТ 8713—79*. После разметки деталей их вырезают, используя механические способы, газовую или плазменную резку. После этого, если необходимо, разделывают кромки согласно чертежу. Иногда операции вырезки детали и подготовки кромок совмещают. Кромки подготовляют также механическими способами, газовой или плазменной резкой. Перед сборкой деталей свариваемые кромки зачищают по всей длине на ширину 25—30 мм металлическими щетками, шлифовальными кругами и т. д. от грата, масла и других загрязнений до металлического блеска. Влага и образующийся при пониженных температурах конденсат должны удаляться подогревом или обдувкой горячим воздухом. Особенно тщательно следует зачищать торцы свариваемых кромок, предупреждать попадание в зазор между кромками остатков шлаковой корки, грязи и др. При сборке соединения под сварку используют струбцины, скобы в другие приспособления для фиксации кромок в требуемом положении. Для сборки стыка на прихватках их длина должна быть 50—80 мм, а сечение должно быть около 1/3 сечения шва, но не более 25—30 мм2. Расстояние между прихватками 300—800 мм.
Прихватки можно заменять сплошным швом небольшого сечения («беглым» швом), выполняемым вручную электродом хорошего качества или механизированно в защитных газах или под флюсом. Сварку желательно начинать со стороны, обратной «беглому» шву. После сварки поверхность прихваток и «беглого» шва, а также кромок зачищают и осматривают. Не допускаются подрезы и трещины, которые следует исправлять выплавкой или вырубкой н подваркой. При сварке прихватки и «беглый» шов должны полностью перевариваться.
В начале шва, где возможен непровар, и в его конце, где образуется кратер, если они находятся на краю изделия, устанавливают эаходные и выходные планки размером до 100×150 мм с толщиной, равной толщине свариваемого металла. При сварке с разделкой кромок в заходной и выходной планках кромки также разделывают. Требуемый режим сварки необходимо проверять сваркой опытных образцов и контролем размеров полученного шва.
Перед началом автоматической сварки желательно на холостом перемещении автомата проверить правильность направления электрода относительно свариваемых кромок. В процессе сварки положение электрода корректируют с помощью указателей или копиров.
При механизированной сварке различных типов сварных соединений держатель полуавтомата может находиться на весу или опираться костылем на изделие. Поперечные колебания электрододержателем позволяют получить уширенные швы, но глубина провара при этом уменьшается. Качество шва зависит от умения сварщика равномерно перемещать электрододержатель со скоростью, обеспечивающей необходимые размеры шва.
Преимущества и недостатки сварки под флюсом
Сущность процесса сварки под флюсом определяет его особенности по сравнению с ручной дуговой сваркой.
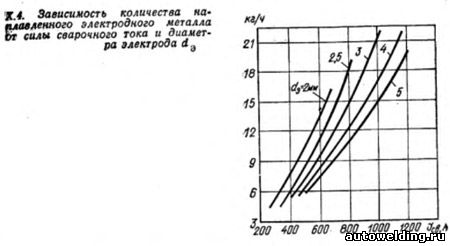
Производительность по сравнению с ручной сваркой увеличивается в 5—12 раз. При сварке под флюсом ток по электродной проволоке проходит только в ее вылете (место от токоподвода до дуги). Поэтому можно использовать повышенные (25—100 А/мм2) по сравнению с ручной дуговой сваркой (10—20 А/мм2) плотности сварочного тока без опасения значительного перегрева электрода в вылете в отслаивания обмазки, как в покрытом электроде. Использование больших сварочных токов резко повышает глубину проплавления основного металла И появляется возможность сварки металла повышенной толщины без разделки кромок. При сварке с разделкой кромок уменьшается угол разделки и увеличивается величина их притупления, т. е. уменьшается количество электродного металла, необходимого для заполнения разделки. Металл шва обычно состоит приблизительно на 2/3 из переплавленного основного металла (при ручной дуговой сварке соотношение обратное). В результате вышесказанного растут скорость и производительность сварки (рис. Х.4). Под флюсом сваривают металл толщиной 2— 60 мм при скорости однодуговой сварки до 0,07 км/ч. Применение многодуговой сварки позволяет повысить ее скорость до 0,3 км/ч.
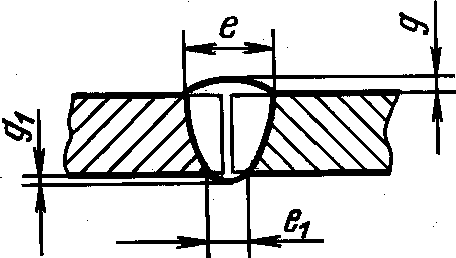
Высокое качество металлов шва и сварного соединения достигается за счет надежной защиты расплавленного металла от взаимодействия с воздухом, его металлургической обработки и легирования расплавленным шлаком. Наличие шлака на поверхности шва уменьшает скорость кристаллизации металла сварочной ванны и скорость охлаждения металла шва В результате металл шва не имеет пор, содержит пониженное количество неметаллических включений. Улучшение формы шва и стабильности его размеров, особенно глубины проплавления, обеспечивает постоянные химический состав и другие свойства па всей длине шва. Сварку под флюсом применяют для изготовления крупногабаритных резервуаров, строительных конструкций, труб и т.д. из сталей, никелевых сплавов, меди, алюминия, титана и их сплавов.
Экономичность процесса определяется снижением расхода сварочных материалов за счет сокращения потерь металла на угар и разбрызгивание (не более 3 %, а при ручной сварке достигают 15%), отсутствием потерь на огарки. Лучшее использование тепла дуги при сварке под флюсом по сравнению с ручной сваркой уменьшает расход электроэнергии на 30—40 %, Повышению экономичности способствует и снижение трудоемкости работ по разделке кромок под сварку, зачистке шва от брызг и шлака. Сварка выполняется с применением специальных автоматов или полуавтоматов. Условия работы позволяют сварщику обходиться без щитков для защиты глаз и лица. Повышаются общий уровень и культура производства.
Недостатками способа является повышенная жидкотекучесть расплавленного металла и флюса. Поэтому сварка возможна только в нижнем положении при отклонении плоскости шва от горизонтали не более чем на 10—15o. В противном случае нарушится формирование шва, могут образоваться подрезы и другие дефекты. Это одна из причин, почему сварку под флюсом не применяют для соединения поворотных кольцевых стыков труб диаметром менее 150 мм. Кроме того, этот способ сварки требует и более тщательной сборки кромок под сварку и использования специальных приемов сварки. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
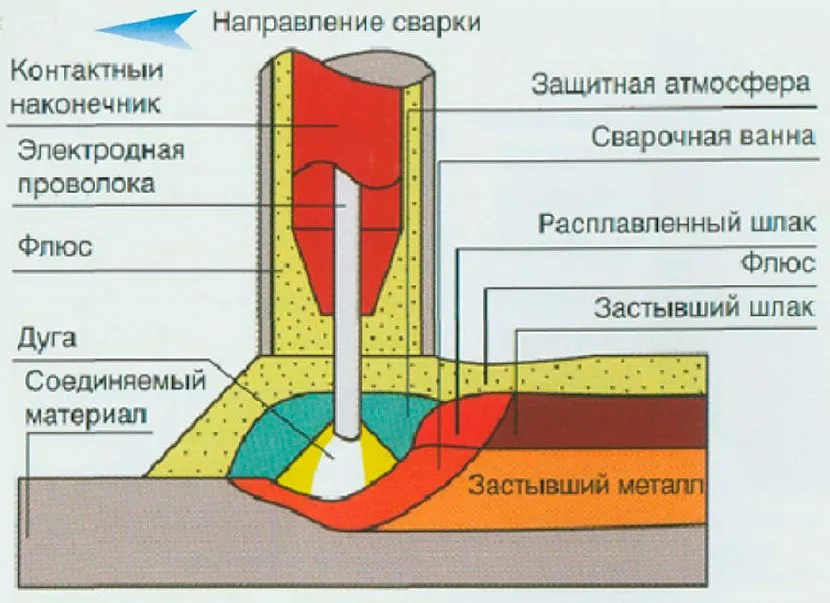
Процесс сварки
Когда детали свариваются с использованием флюса, горение дуги происходит с помощью оригинального гранулированного порошка. Высокая температура вызывает плавление электрода и окружающих его гранул. В результате появляется эластичная плёнка, которая окружает сварочную область.
Плёнка закрывает доступ кислорода к сварочной дуге. Шов получается без трещин и раковин. После остывания флюс обращается в шлак, равномерно закрывающий шов. Когда операция завершена, твёрдая корка удаляется механическим путём. Оставшийся флюс используется для проведения дальнейших операций. Такое «сыпучее одеяло» годится для проведения работ на различном оборудовании.
https://youtube.com/watch?v=NR_v3zTWwuk
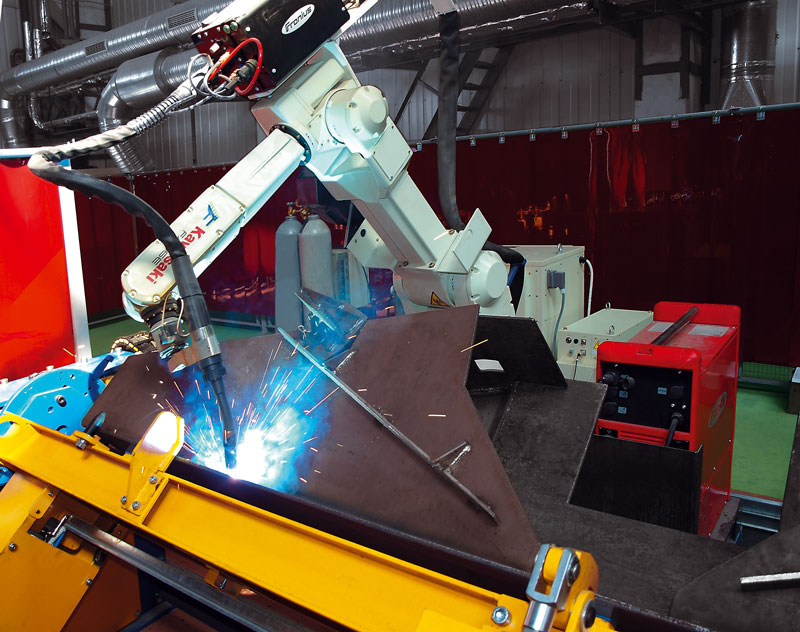
Где применяется автоматическая сварка
Автоматическая наплавка под слоем флюса является универсальным и эффективным методом, который высоко ценится в производстве. По этой причине он нашел широкое применение в разных областях – от домашних мастерских до крупных промышленных предприятий, включая сваривание труб с разным размером диаметра.
Автоматическая наплавка под флюсом может использоваться в следующих разновидностях работ:
- при проведении монтажа конструкций со сложным строением;
- при соединении металлов, которые имеют большую площадь поверхности для сцепки;
- соединение любых видов металлов и сплавов вплоть для сваривания разнородных по составу деталей.
Именно использование флюсов сделало этот вид сварочного процесса востребованным и уникальным. Дело в том, что порошок способен обеспечить высокую защиту от негативных внешних воздействий, он оказывает положительное воздействие на качество сварного соединения, повышает его прочность.

Для справки! Изначально флюсы использовались при работе с низкоуглеродистой сталью. В настоящее время их применяют в соединении сложных и капризных металлов, к примеру, тугоплавких металлических основ, различных стальных сплавов.
По этой причине технология автоматической сварки стала популярной, ее сейчас широко применяют в следующих случаях:
- сваривание вертикальных соединений с принудительным или свободным формированием шва;
- монтаж труб с разным калибром, включая изделия с большим диаметром;
- соединение кольцевых швов со сложным рабочим процессом по удержанию сварочной ванны и растеканию металла, с ручным подвариванием, на станках ЧПУ.
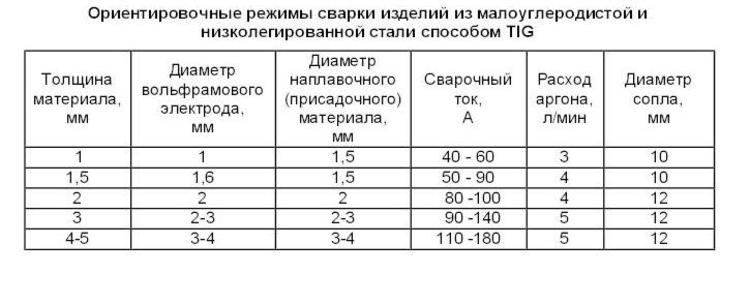
Режимы
Как варить аргоном новичку при сварке в домашних условиях, подскажут справочные таблицы. Полнота данных поможет определиться предварительно с основными настройками, подкорректировать режимы.
Остаётся проследить, чтобы горелка относительно заготовки находилась под углом более 800, наконечник электрода выступал из сопла на 3–5 мм, и удерживать его при возбуждении дуги в 2–3 мм над деталью.
Токовую нагрузку определяют:
- диаметр электрода (проволоки);
- типы и толщины металла;
- полярность.
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным потоком без пульсации.
Группы опасных технических устройств
Аттестация сварщиков и предваряющее ее обучение необходимы для того, чтобы специалисты на высоком уровне продемонстрировали свое умение работы с опасными техническими устройствами. Наиболее востребованы сотрудники для работы вахтовым методом на:
- НАКС КО. Котельное оборудование включает в себя паровые и водогрейные котлы и трубопроводы, предназначенные для эксплуатации при температурах от 115 градусов по Цельсию и давлении выше 0,07 Мпа; предохранительные приспособления; металлические комплектующие для котельного оборудования.
- НАКС КСМ. Конструкции стальных мостов при изготовлении, ремонте, сварке, монтаже также нуждаются во вмешательстве сварщика, прошедшего аттестацию.
- НАКС НГДО. НГДО – это нефтегазодобывающее оборудование. К нему относятся: нефтепродуктопроводы, резервуары для хранения продукции, морские трубопроводы и их детали, запорная арматура, оборудование для бурения, добычи нефти и ее переработки и т.д.
- НАКС ОХНВП. Расшифровка: оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. Прежде всего, это оборудование, которое работает в условиях вакуума или давления до 16 МПа; оборудование насосного и компрессорного типа; печи; емкости для хранения взрывоопасных веществ (котлы, контейнеры, баллоны); котлы для утилизации веществ; центрифуги и т.д.
- НАКС СК, что означает – строительные конструкции. Сварка актуальна для трех групп опасных технических устройств: аббревиатура СК1 означает строительные конструкции из металла, СК 2 применяется для обозначения арматуры, СК 3 – металлических трубопроводов. Кроме этих пунктов, к НАКС СК относятся трубопроводы и всевозможные конструкции, изготовленные из полимеров.
Положительные и отрицательные качества
Автоматическая дуговая сварка под слоем флюса является востребованной технологией, которую активно применяют на производствах, предприятиях. При проведении этой технологии можно хорошо сэкономить на материале, при этом качество изделия никак не пострадает. Это осуществляется благодаря специальной эффективной конструкции, которая обеспечивает отличную тягу даже для компонентов с повышенной твердостью.
Автоматическая сварка под слоем флюса обладает целым рядом преимуществ:
- Данный вид сварки обладает повышенной степенью производительности. Она означает показатель метража шва, который производится за час работы дуги. Использование флюса повышает степень производительности сварки почти в 10 раз.
- За счет того во время сварочного процесса соблюдается стабильность и постоянная скорость прохода линии соединение имеет хорошее качество и высокую прочность.
- Закрытая дуга обладает высокой мощностью. Именно это способствует расплавлению металла на большую глубину в процессе сварочного процесса. Именно это избавляет от необходимости проводить разделку кромок под сварку. Но стоит учитывать, что открытая дуга не такая мощная, она требует предварительного разделывания кромок. Без этого условия невозможно получить хорошее сварное соединение.
- Главное преимущество данной технологии состоит в том, что весь процесс производится в автоматизированном режиме. Сварщик не обязательно должен уметь варить, ему достаточно знания того, как проводится настройка используемого оборудования.
- При выполнении автоматического сварочного процесса электрод применяется почти полностью, его потери составляют всего 2 %.
- Во время сварки не образуются брызги от расплавленного металла. Это приводит к экономии самого металла, что положительно отражается на стоимости и производительности сварочного процесса.
- Область сваривания отлично защищена от отрицательного воздействия воздуха и окружающей среды.
- За счет того, что во время автоматического сваривания применяются флюсы, происходит минимальное образование оксидов.
- На протяжении всего процесса наблюдается ровное пламя дуги. Именно за счет этого выходит прекрасная мелкочешуйчатая структура и сохраняется отличный эстетический вид сварного шва.
- От вредных внешних воздействий сварную область отлично защищает флюс. Во время сварки не требуется дополнительно применять специальные защитные устройства.
- Усиленное охлаждение металла после сварочного процесса приводит к образованию прочного и стойкого сварного шва.
- Этот метод обладает простым исполнением, для него не требуется иметь большой опыт, навыки.
Наличие большого количества плюсов делает сварку под слоем флюса востребованной технологией. Действительно этот метод пользуется широкой популярностью во многих областях производства, благодаря ему можно получить качественное и прочное соединение, которое способно прослужить длительное время. Кроме этого этот метод прекрасно подходит для сваривания трубных конструкций разного диаметра.
Но все не стоит забывать про то, что автоматическая дуговая сварка имеет негативные качества, среди которых можно выделить:
- сварка под флюсом, которая осуществляется в автоматическом режиме, является дорогим методом сваривания. Его может позволить далеко не каждый;
- во время процесса достаточно тяжело определить верное расположение материала для фиксации. Это связано с техническими характеристиками технологии;
- сварка может оказывать вредное воздействие на человека, который контролирует и выполняет весь рабочий процесс;
- для проведения процесса требуется дорогостоящее и редкое оборудование, которое имеется только на промышленных предприятиях. По этой причине данный вид сварки редко используется в бытовых условиях;
- перед проведением сварки требуется тщательная подготовка металла;
- не получится провести сваривание металл на весу. Деталь необходимо зафиксировать в горизонтальном положении и предварительно проварить корень сварного соединения.
Важно! При проведении автоматического сваривания сварочный трактор расплавляет часть порошка электрической дугой от проволоки, в результате этого появляется корка на поверхности шва. А другая часть порошка так и остается в виде гранул. После полного завершения процесса требуется очистить весь шлак
После полного завершения процесса требуется очистить весь шлак.