
Виды
Сегодня на рынке представлен широкий выбор напильников. Многие из видов отличаются универсальностью и могут одинаково хорошо подходить как для работ с деревом, так и с металлом. В зависимости от того, как выглядит рабочая часть, инструменты делят на виды, и у каждого есть свое название.

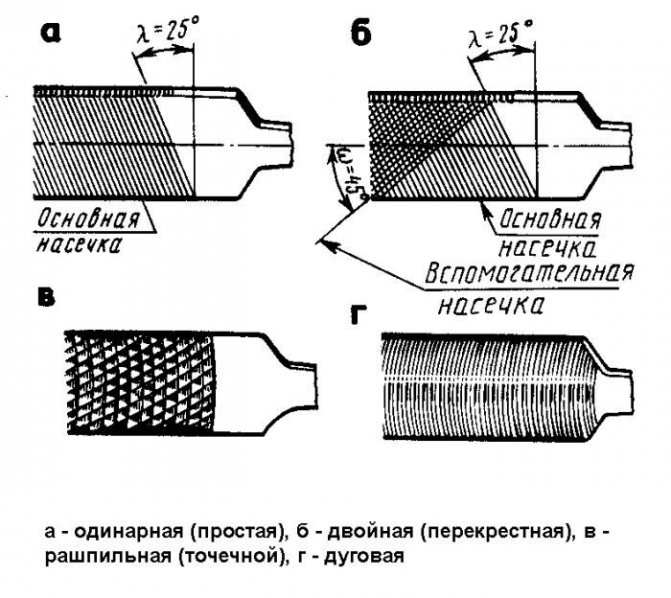
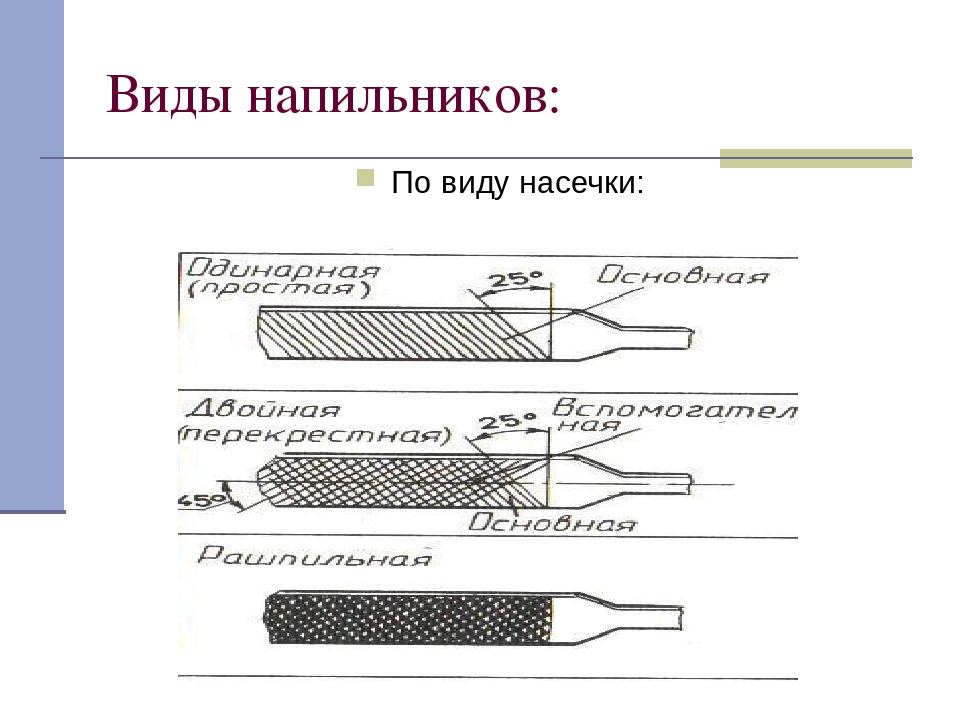
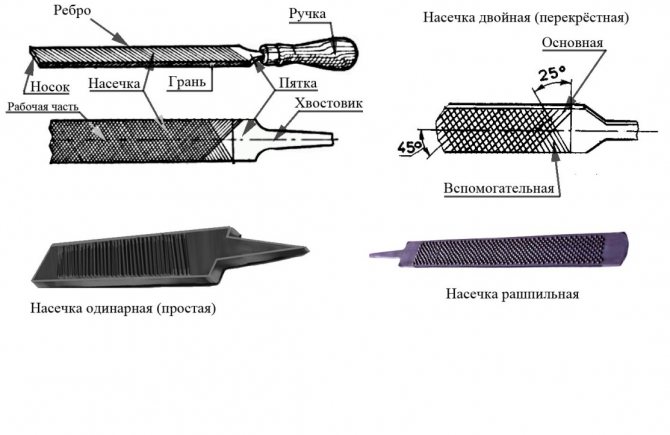
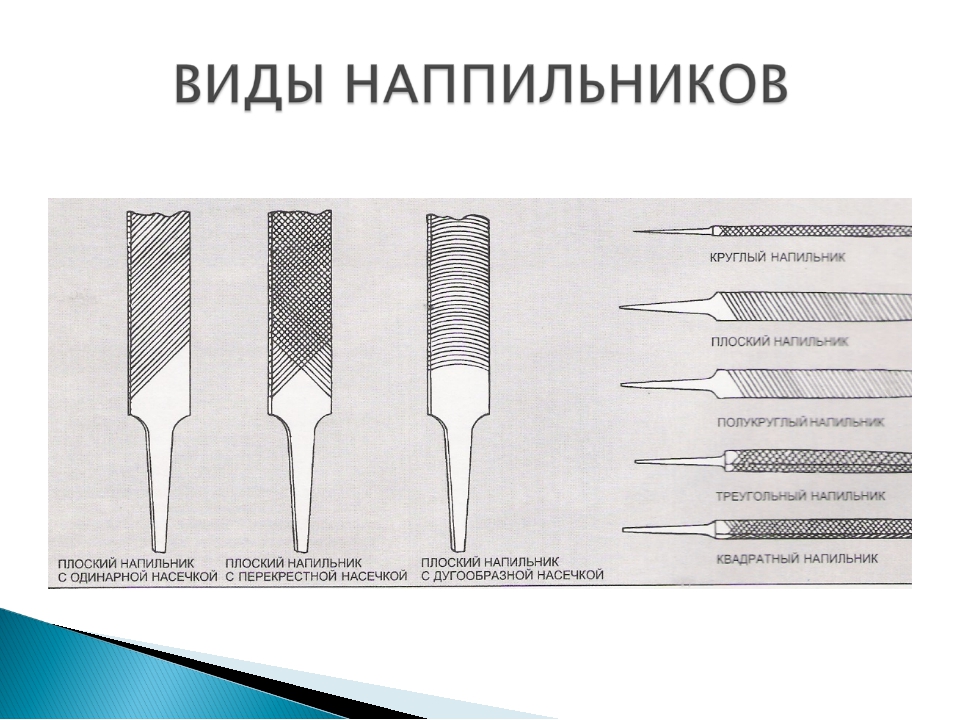
С одинарной насечкой
На поверхности одинарных напильников нанесены линии с направлением в одну сторону. Обычно их используют при работе с мягкими типами металлов, древесиной и пластиком. Так же эффективно можно применять приборы для затачивания ножовок, предназначенных для дерева.

С двойной крестовой насечкой
Двойная или перекрестная насечка выглядит как линии, нанесенные в две стороны. В итоге образуется фигура, которая выглядит как ромб. Эта насечка известна еще как крестовая. Она высокоэффективная, так как позволяет выполнять работы с большой скоростью. Таким инструментом можно не только снять металлический слой, но и перемолоть стружку в пыль. Чаще всего прибор с двойной насечкой применяют, когда надо обработать твердый металл, например, сталь, чугун или бронзу.

С дуговой насечкой
Бороздки фрезерно-дуговые необходимы в тех случаях, когда необходимо показать хорошее качество и высокую скорость. Напильники с таким видом насечки выбирают для работы с деревом и цветными типами металлов.

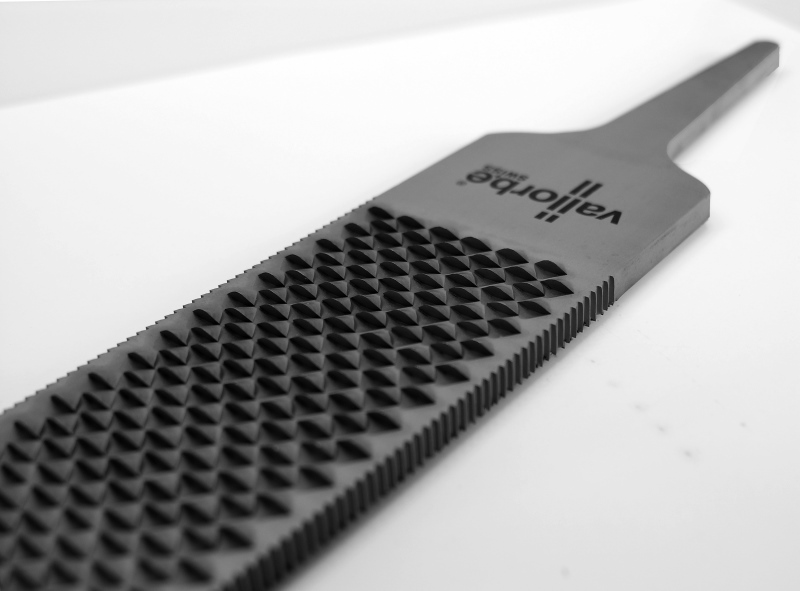
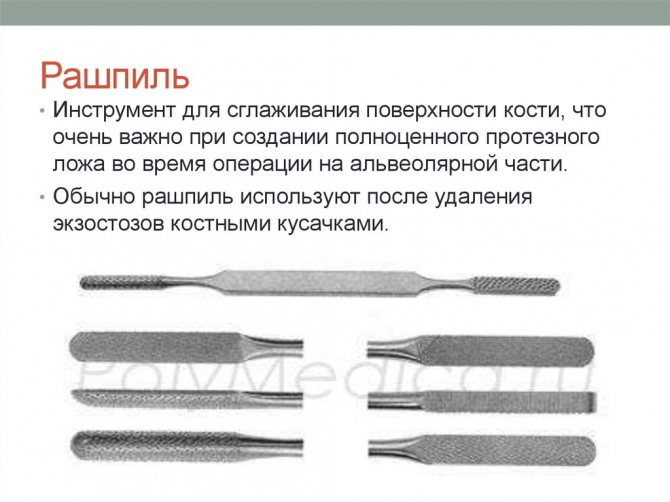
Рашпили
Напильник под названием рашпиль имеет крупные зубья. У этого вида высокая производительность. Однако надо учитывать, что качество работы может быть не совсем желаемым, так как прибор довольно грубый. Он предназначен для древесины, камня и пластмассы. С металлами им не работают.

Штампованные напильники
Штампованная точечная насечка выглядит как маленькие заусенцы на полотне. Эти режущие части отлично подходят, если надо обработать мягкие материалы вроде кожи, дерева или резины.

Надфили
Надфилями называют маленькие напильники с мелкой насечкой. Их рекомендуют использовать, когда надо обработать труднодоступные места на деталях или поверхностях. Приборы этого вида могут быть обычными для металла или дерева, а также с алмазным напылением – для твердых поверхностей (керамика, камень, стекло). Нередко надфили нужны ювелирам и художникам для создания гравюр.

Насадки на электроинструмент
Конечно, ручные напильники отличаются низкой стоимостью, но при работе с ними надо прикладывать немало физических усилий. Упростить работы по шлифовке можно, если использовать электрический инструмент. Сегодня у многих производителей имеются модели автоматизированных напильников. Они так же, как и ручные, делятся на несколько видов.
Сетевые модели высокопроизводительные и работают от обычной сети в 220 В. Нередко их еще называют шлифовальными или ленточными, так как на рабочей части имеется узкая абразивная лента. Основной недостаток такого прибора в том, что он является прототипом плоского напильника.
Аккумуляторным инструментам не нужно питание от розетки. По факту мотор работает от аккумулятора. Рабочим органом прибора в данном случае является ленточная насадка.
Пневматические напильники при работе используют энергию сжатого воздуха. Основное достоинство инструментов данного вида в доступной стоимости. Сжатый воздух позволяет работать с хорошей скоростью. Однако прибор необходимо подключать шлангом высокого давления к компрессору.
Применение надфиля
Только правильное использование надфиля позволяет существенно продлить его эксплуатационный срок. Среди рекомендаций отметим:
- Нельзя проводить обработку по масляному пятну, запрещается попадание смазывающих веществ.
- Не стоит забывать о том, что изделие не рассчитано на воздействие большого механического воздействия.
- Стоит учитывать, что обработка твердых сплавов, если рабочая часть не предназначена для этого, приводит к быстрому износу режущих кромок. Слишком мягкие сплавы могут стать причиной забивания стружкой.

После использования инструмента следует провести его очистку. Кроме этого, запрещается класть надфиль на металлические части, оказывать ударную нагрузку. Даже незначительный скол становится причиной существенного снижения эксплуатационного срока и основных качеств.
Ручки для напильников своими руками
Настоящие мастера оснащают имеющийся у них инструмент ручками, изготавливаемыми своими руками. С появлением пластических масс появился более широкий выбор материалов для самодельного изготовления.
Если имеется токарный станок, то ручку можно выточить из древесины твердых пород: орех, береза, ясень. В интернете довольно много чертежей, пользуясь которыми, изготавливается подходящая рукоятка.





Некоторые мастера используют эпоксидную смолу, чтобы изготовить необычную рукоять.
- Сначала подбирают возможные пористые материалы, которые можно пропитать эпоксидной смолой. Чаще всего используют ткани разного цвета. Создается микарта – многослойная ткань, пропитанная эпоксидкой.
- Их укладывают в желаемой последовательности.
- Разводят эпоксидную смолу согласно прилагаемой рецептуре.
- Смачивают каждый слой.
- Укладывают в выбранной последовательности и помещают под пресс.
- После завершения полимеризации образуется новый материал – микарта.
- Из микарты вытачивают ручку для напильника.

Видео: напильники “кубинские”.
Виды напильников
Современные школьники, оказываясь в инструментальных цехах на экскурсии, часто с усмешкой разглядывают инструмент, которым пользуются слесари инструментальщики. Рядом могут стоять сложные станки, способные в течение нескольких секунд срезать толстые слои металла.
А слесари обрабатывают деталь с помощью ручных приспособлений с ручками, водят ими по заготовкам, добиваясь нужного размера или вида детали. Часто для уточнения каких-то особенностей просматривают результаты труда через лупы.
Однако особо тонкую доводку изделия порой нельзя доверить машине. Только с помощью напильника или его младшего брата – надфиля можно добиться требуемых параметров. Эти инструменты используются для снятия слоя металла.
Чаще всего на прочной стальной полосе имеется насечка. Это невысокие зубья, расположенные в определенной последовательности (нанесена специальная насечка). Специальным стандартом (ГОСТ 1465-80) утверждены правила расположения зубьев и их форма.
Для изготовления используются углеродистые стали (У9…У11) или специальные сплавы железа с легирующими элементами. Напильники проходят термообработку, в результате которой поверхностная твердость достигает до 54…60 HRC (твердость по прибору Роквелла).
Для удобства использования на конце имеется треугольный или цилиндрический хвостовик. На хвостовик надевают рукоятку. Ее изготавливают из разных материалов (древесина, оргстекло, металл). Профессионалы предпочитают пользоваться деревянными ручками из березы или ореха.
Важно! Чтобы ручка не раскалывалась при вбивании хвостовика, на конце устанавливается металлическое кольцо
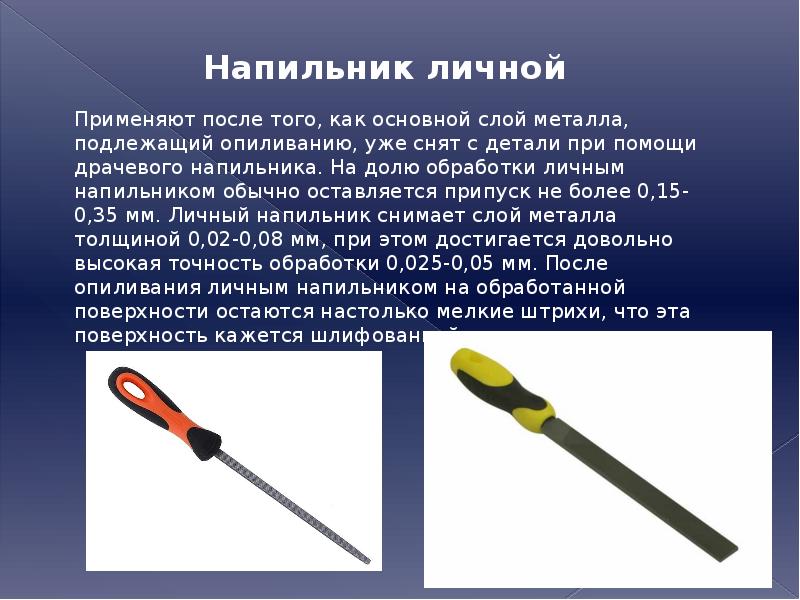
Назначение
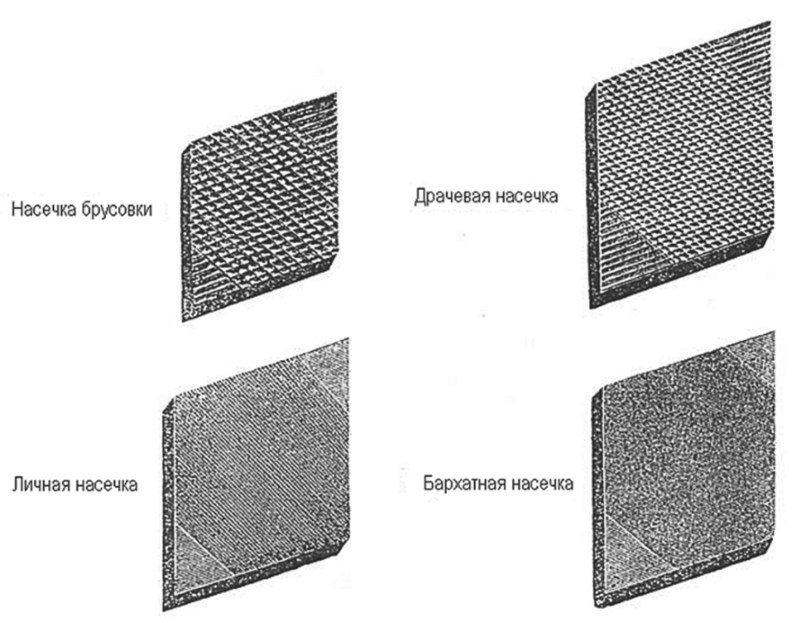
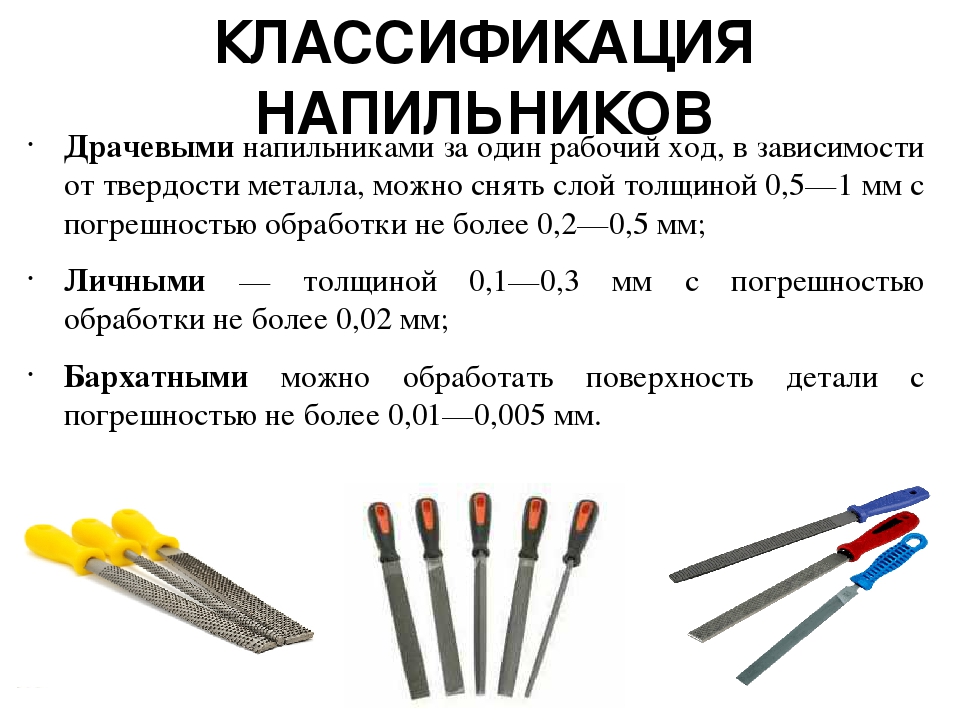
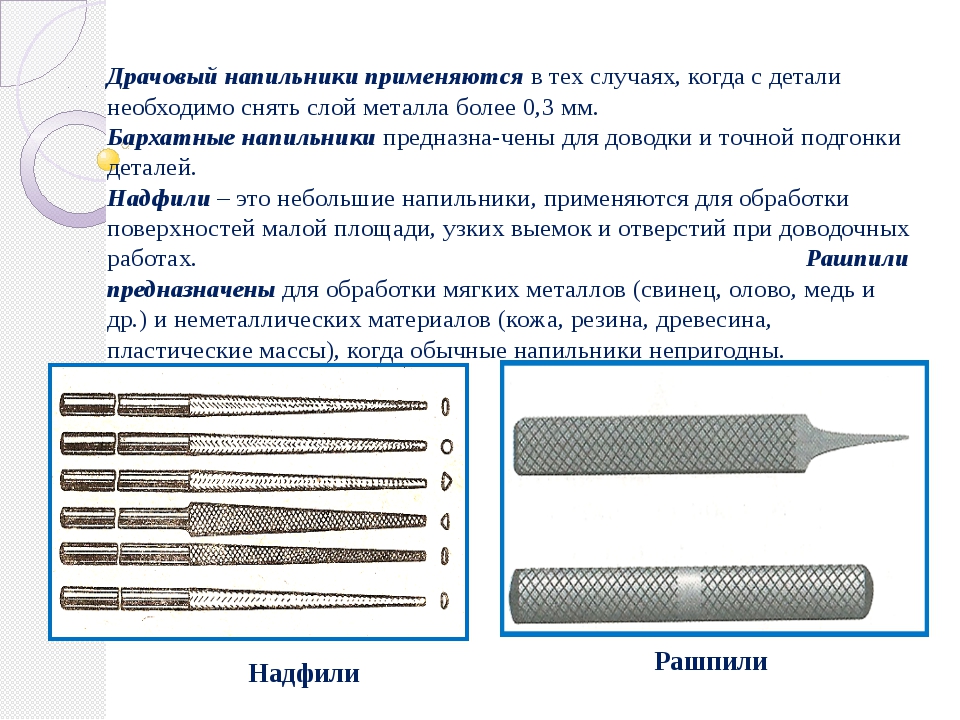
Драчевый напильник используется для снятия слоя материала большой толщины (до 0,15 мм) с поверхности заготовки за один проход инструмента в результате возвратно-поступательного движения. Такой эффект возникает благодаря наличию на полотне изделия рельефных насечек, образующих острые зубья. Чем меньше насечек нанесено на единицу длины изделия, тем крупнее зуб. Драчевые напильники имеют самую грубую насечку.

Напильниками выполняются операции:
- зачистка электрических контактов;
- заточка других инструментов;
- снятие заусенцев и окалины;
- удаление грязи, ржавчины и старой краски;
- подгонка деталей под размер.
Рифленая поверхность обеспечивает заданный уровень точности и чистоты при минимальных физических затратах.
Секреты ухода за напильниками
Как и за другим ручным инструментом, за драчевым напильником следует своевременно ухаживать, за счет чего существенно продлевается эксплуатационный срок. Несмотря на применение металла, драчевый напильник весьма хрупкий. Основными рекомендациями можно назвать следующее:
- Не допускается совершение ударов по металлическим предметам. Это правило должно соблюдаться на момент проведения работы и хранения. Чаще всего повреждения допускаются на момент сваливания всех инструментов в один ящик. Идеальным выбором можно назвать использование специального ящика с различными гнездами, которые и предназначены для хранения отдельных инструментов.
- Специалисты запрещают класть драчевый напильник на металлическую поверхность. Это связано с тем, что в подобном случае можно лишиться части зубьев. Если работы проводятся часто, то нужно заблаговременно подготовить специальную деревянную подставку. Подобный материал более мягкий и подходит для подобного применения.
- Изделие должно храниться вдали от высокой влажности. Это связано с тем, что влага становится причиной появления коррозии, из-за которой существенно снижается эксплуатационный срок.
- Нельзя допускать контакт изделия с любыми смазочными материалами. Некоторые проводят смазку поверхности для исключения вероятности появления коррозии, однако это серьезная ошибка. Снятие металла с поверхности осуществляется за счет трения, а смазка снижает эффективность.
- Не рекомендуется проводить работу, связанную со снятием окалины напильником. Это связано с тем, что особые свойства металла становятся причиной быстрого затупления канавок. Если иного инструмента под рукой нет, то рекомендуется выбирать старый драчерный напильник.
- Существенно увеличить эксплуатационный срок рассматриваемого изделия можно за счет его первого применения при обработке мягких материалов. Только после этого приступают к работе с твердыми сплавами. Кроме этого, нельзя использовать драчевый напильник для работы с материалам, для которого он не предназначен.
- Если инструмент приобретается для обработки мягких сплавов, то рекомендуется рабочую поверхность покрыть мелом. За счет этого исключается вероятность залипания стружки. Подобная проблема зачастую становится причиной существенного снижения эффективности проводимой обработки. Если не предпринять никаких действий перед непосредственным выполнением работы, то после провести очистку от стружки будет весьма затруднительно, особенно в случае работы с мягкими сплавами.
- Часто встречается ситуация, когда поверхность драчевого напильника покрыта большим количеством масла. Решить подобную проблему можно за счет очистки поверхности древесным углом.
https://youtube.com/watch?v=-rWxWfg12Uc
Соблюдение относительно небольшого количества рекомендаций позволяет существенно продлить срок службы драчевого напильника. Стоит учитывать, что даже незначительный дефект может существенно снизить эксплуатационный срок.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.




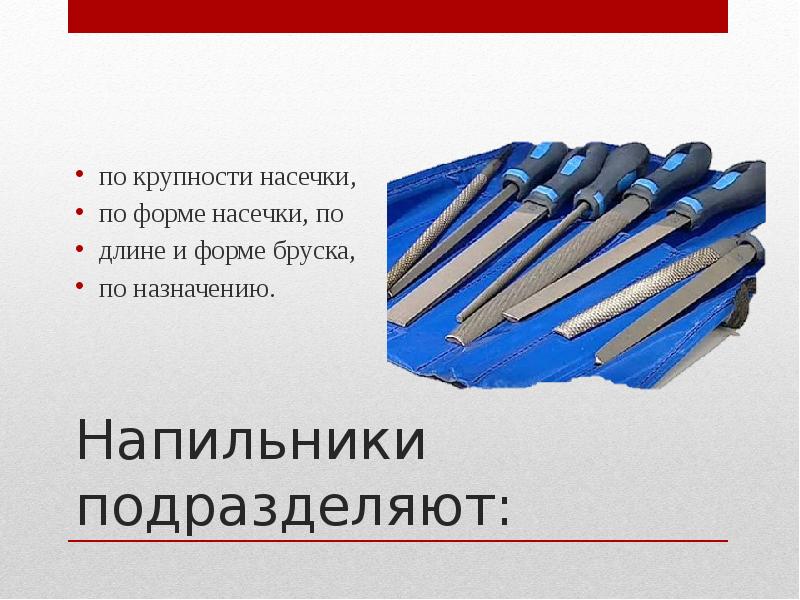
Какую насечку выбрать
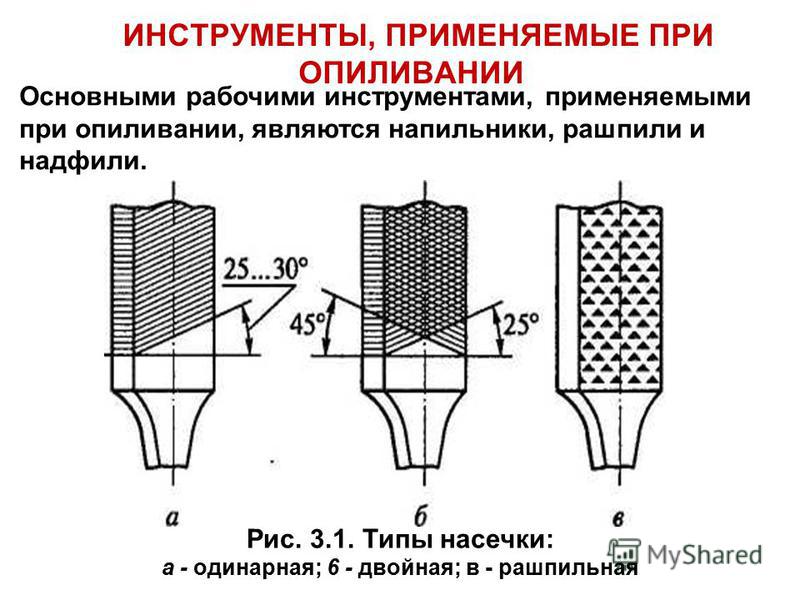
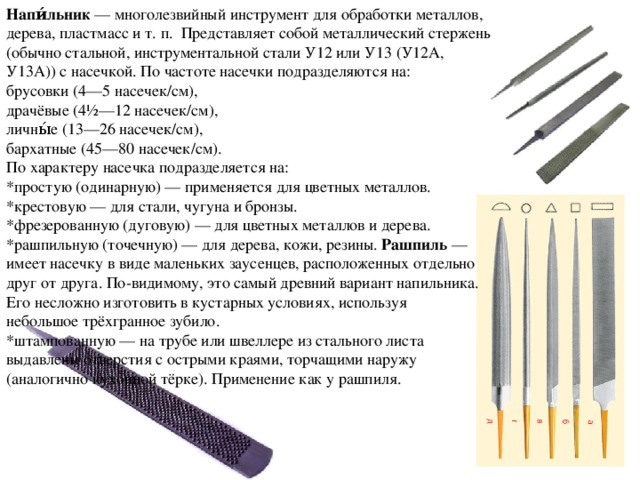
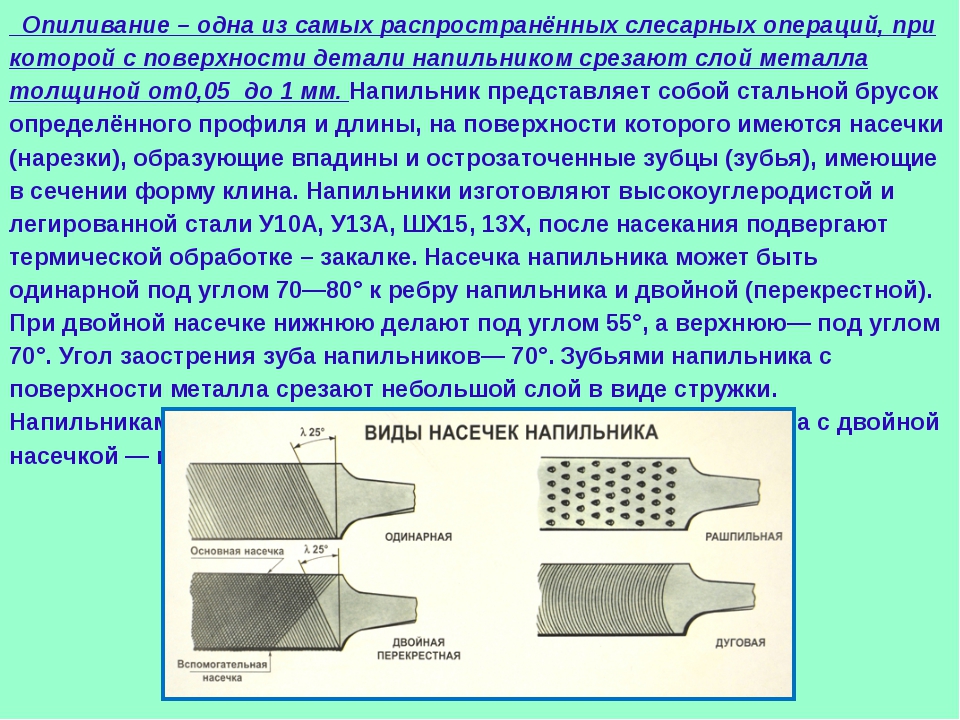
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
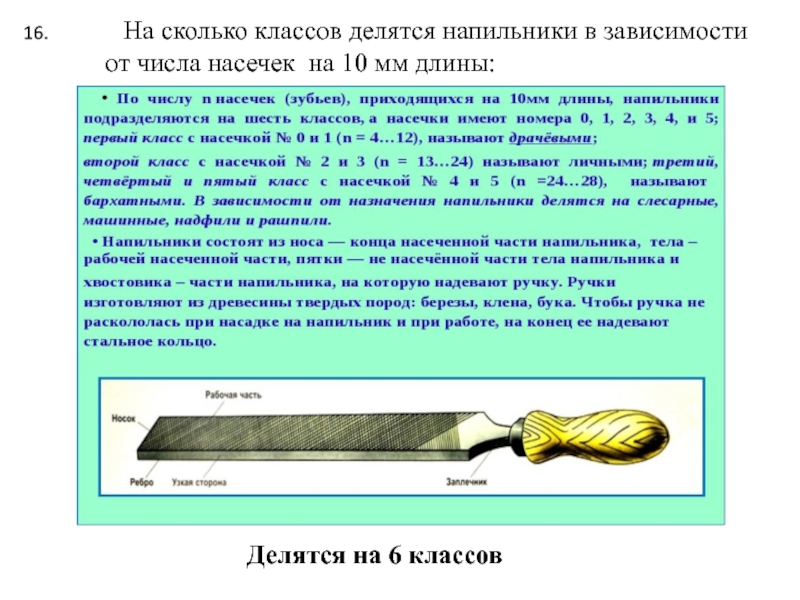
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
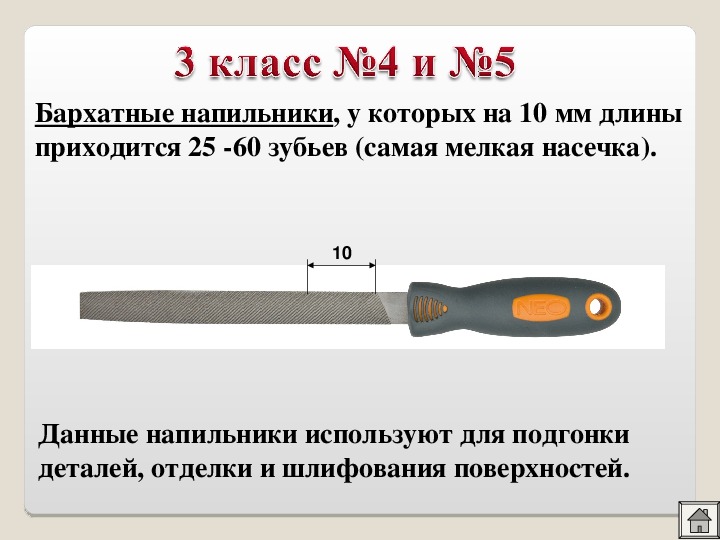
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Особенности применения инструментов ручного точения
Есть весьма условное деление по назначению. Выделяют основные категории.
- Слесарные – наиболее распространённые напильники. Их используют на любом промышленном предприятии. В домашних мастерских и личных хозяйствах нетрудно встретить подобный инструмент.
- Надфили используются для тонкой работы. Основными пользователями являются ювелиры, слесари-лекальщики. Без мелкого инструмента трудно невозможно обрабатывать труднодоступные места. Например, Михаил Тимофеевич Калашников уже будучи известным конструктором автоматического оружия дорабатывал отдельные детали самостоятельно с помощью набора надфилей.
- Заточные напильники (в основном треугольные и ромбовидные) используются для заточки зубьев на ножовках, пильных цепях и в других местах, где требуется восстановить требуемую остроту режущих кромок.
- Рашпили – особый класс инструментов, используемых для обработки древесины и иных неметаллических материалов. Их отличает наличие зубьев особой точечной формы. Иногда рашпили называют драчевыми напильниками, хотя – это не совсем верно.
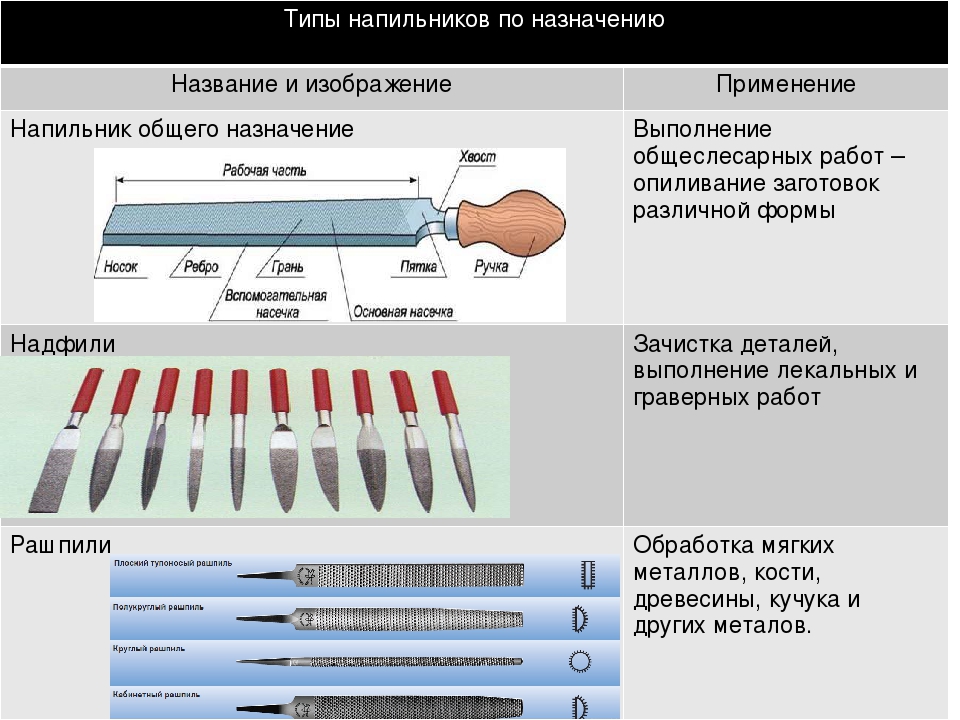
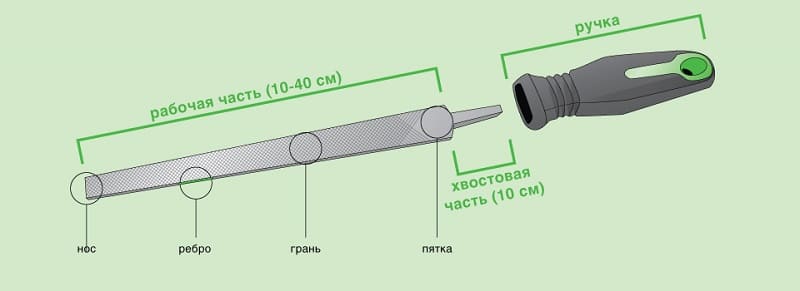
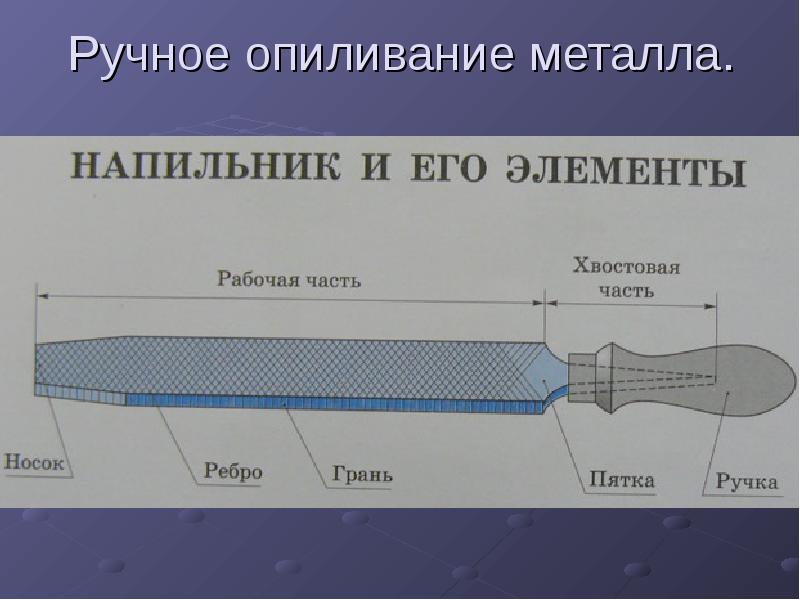
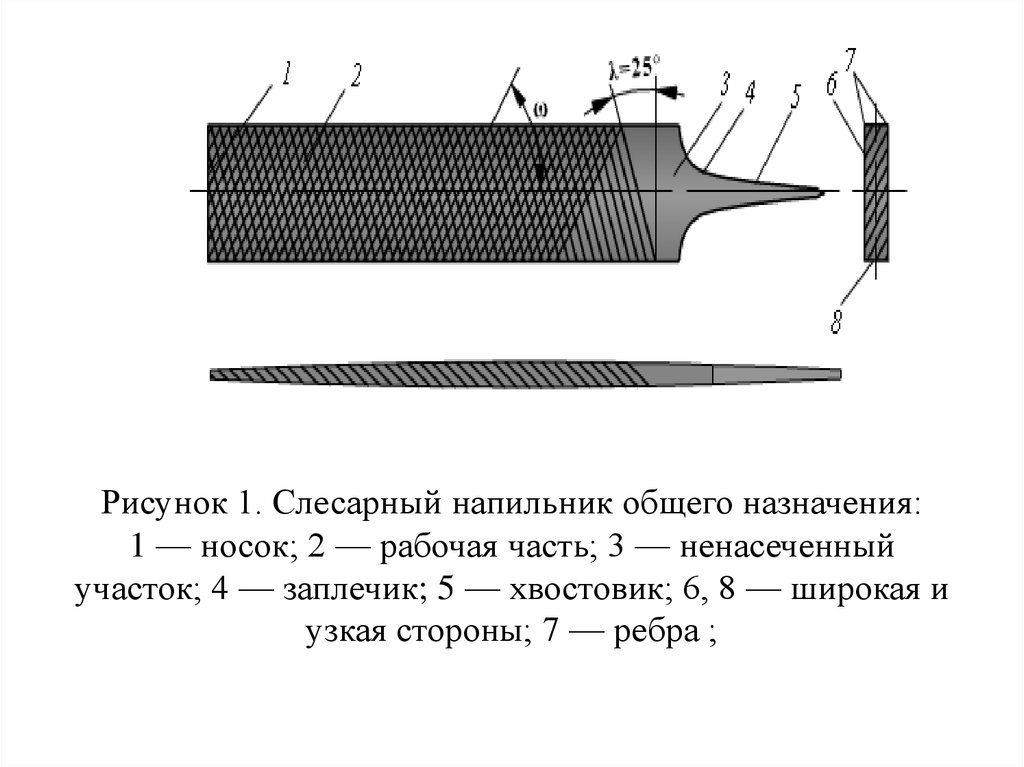
Напильник — что это за инструмент и его конструктивные составляющие
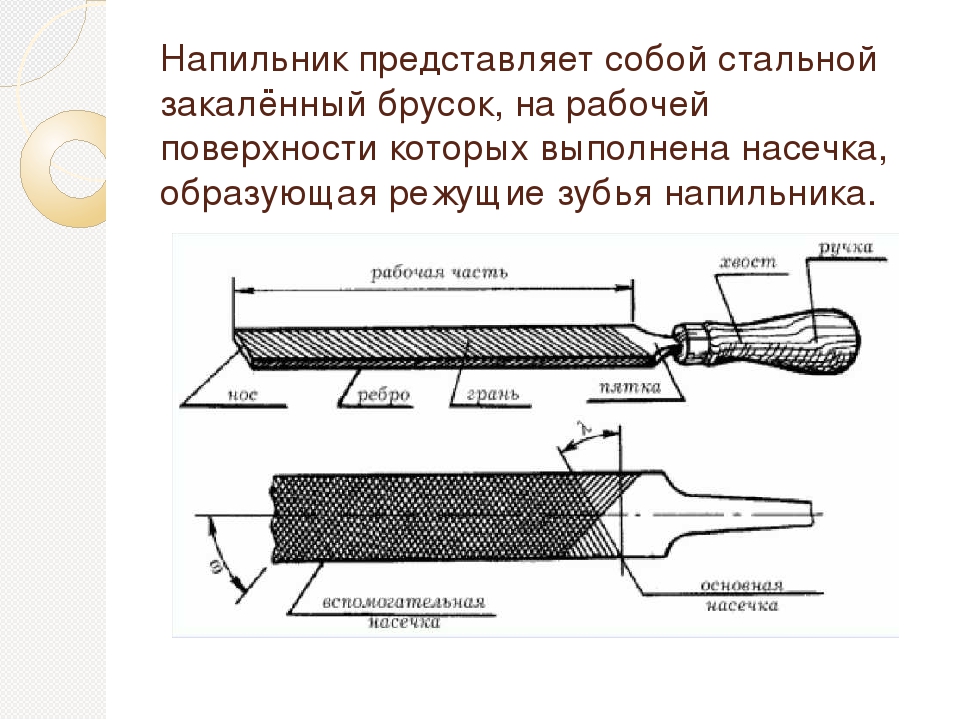
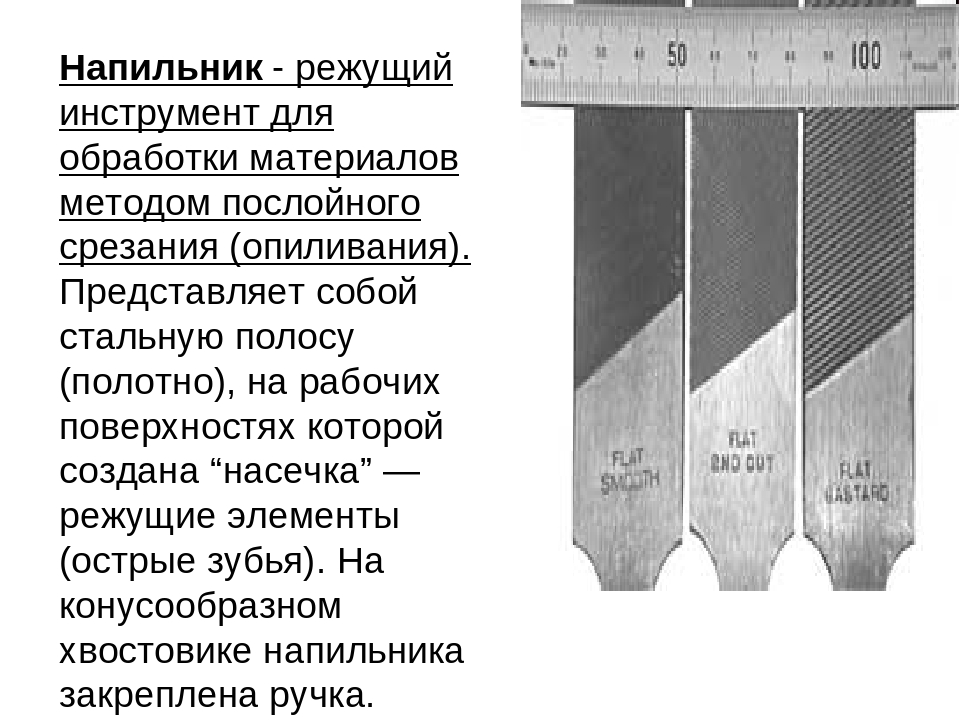
Для обработки металлических и деревянных заготовок используются разные инструменты. Главное предназначение напильников — стачивание верхнего слоя с металлических и деревянных заготовок. С конструкцией этого приспособления знакомы даже дети, так как инструмент представляет собой металлический многолезвийный брус разной формы с рукояткой. Для изготовления бруска используется сталь специальных марок — ШХ15 и У10А. Это стали, состоящие из 1,1-1,25% углерода, то есть с низким его содержанием. Наружная поверхность металлической части имеет насечки, посредством которых осуществляется шлифование поверхности.
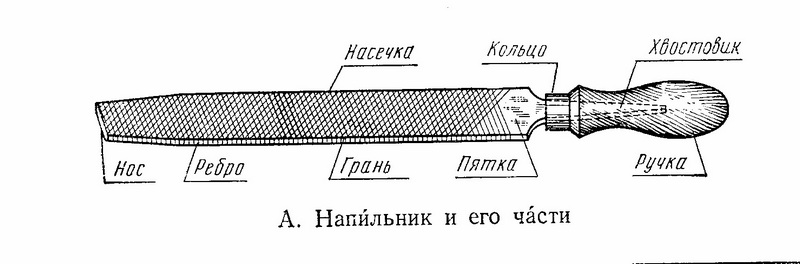
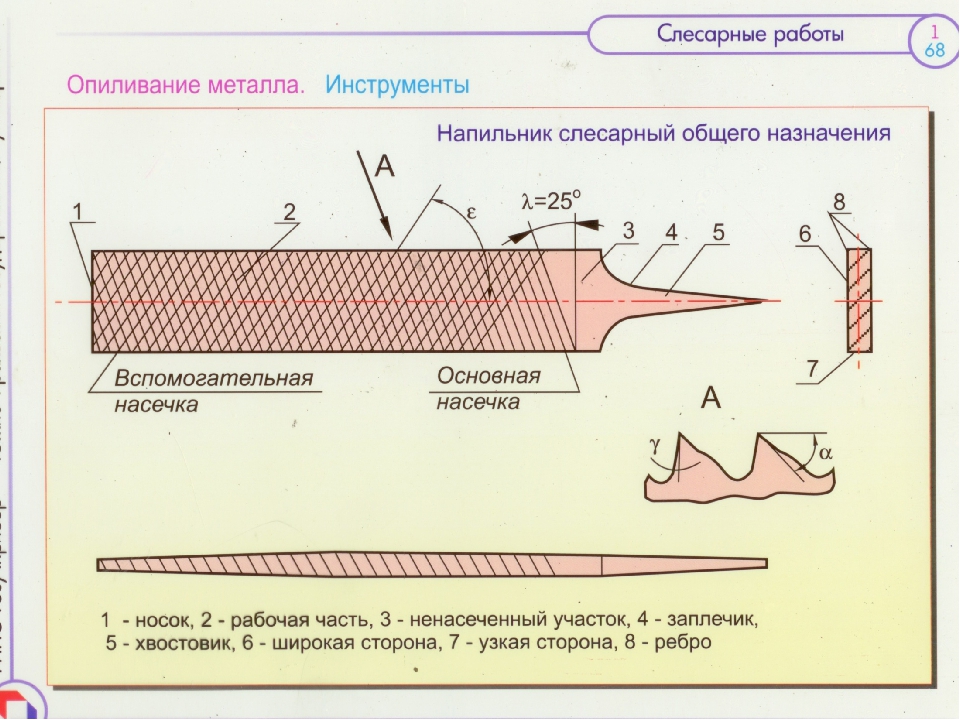
Главными конструктивными элементами приспособления являются:
- Стальной брус — может иметь прямоугольную, круглую, треугольную форму, на наружной поверхности которого наносятся насечки. Эти насечки представляют собой режущие грани, которыми выполняются действия по стачиванию слоя металла. Насечки образуют рифленую поверхность (многолезвийную часть), позволяющая получить высокую точность при обработке деталей
- Рукоятка — служит для управления инструментом. Для ее производства применяется древесина или пластик (очень редко встречаются металлические ручки). Современные напильники оснащаются рукоятками из фибергласса. Рукоятка крепится с металлическим брусом через хвостовик конусообразной формы. Если рукоятка выходит из строя, то ее можно заменить, что является одним из важнейших достоинств напильников

Если взглянуть на фото инструмента, то кроме основных конструктивных деталей, он состоит из множества вспомогательных элементов:
- Грани — насечки на рабочем основании инструмента. Именно они делают из отрезка металла напильник, применяющийся для выполнения целого ряда разных функций
- Ребра — боковые стороны металлического основания, на которых также присутствуют насечки. При помощи этих насечек можно выполнять отпиливание заготовок
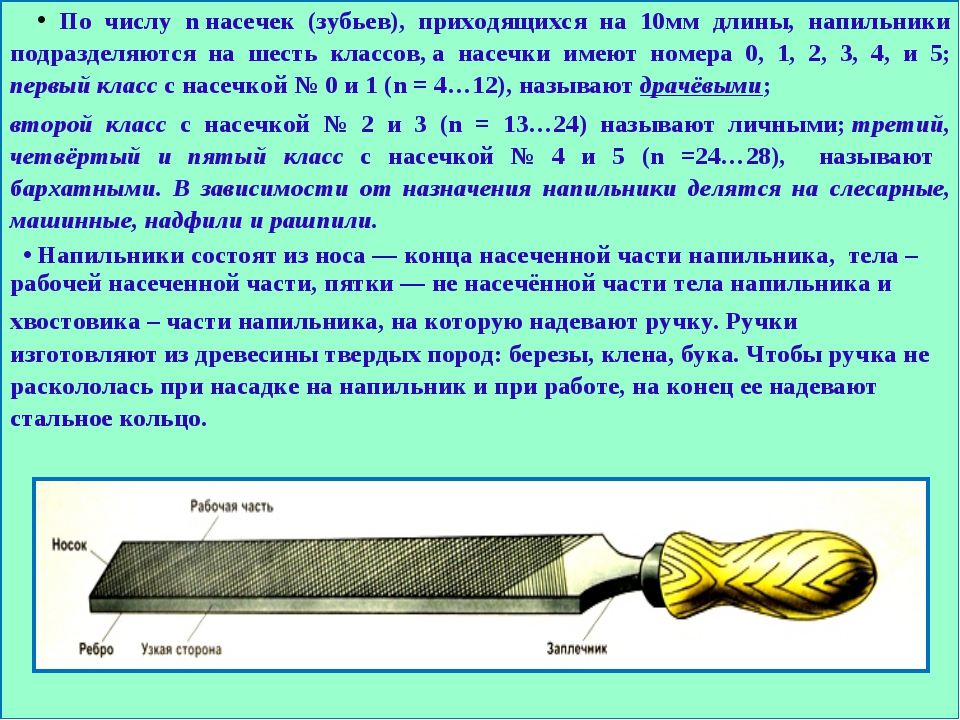
- Носок — торец или передняя часть прибора. Она имеет тупую форму зауженного типа
- Пятка — тыльная часть, на которой отсутствуют насечки. Пятка соединяет полотно с хвостовиком
- Хвостовик — зауженная конусообразная часть, посредством которой к металлической части крепится рукоятка
Простейшая конструкция инструмента позволяет использовать его для решения следующих задач:
- Уменьшение граней различных деталей и заготовок, что выполняется с целью подгона их до необходимых размеров
- Удаление загрязнений и ржавчины с поверхности деталей и заготовок
- Заточка разных инструментов и оборудования
- Шлифовка деталей до соответствующих показателей шероховатости
- Отрезка заготовок — можно использовать в качестве режущего инструмента
- Выполнение фасок, шлицев, радиусов и канавок
Есть один секрет, который поможет каждому мастеру, когда необходимо получить отверстие нужного диаметра. Если под рукой нет сверла нужного диаметра, то получить соответствующий размер отверстия поможет круглый напильник. Для этого нужно просверлить предварительно отверстие такого диаметра, какое имеется в распоряжении сверло. После этого при помощи напильника осуществляется увеличение диаметра до нужного размера.
Изготовление напильников выполняется с соблюдением соответствующих требований. Эти требования предусматриваются ГОСТом 1465-80. Главное требование, предусматриваемое ГОСТом — это обеспечение высокой твердости металлического основания инструмента. Для достижения высоких прочностных параметров, металлическое основание подвергается термической обработке без отпуска. При этом достигается твердость инструмента, соответствующая значениям не менее 54-58 HRC.
Это интересно! Пилочка для ногтей — это ближайший родственник столярного напильника. Инструменты предназначены для выполнения схожих действий, но при этом выполняется обработка разных видов материалов.
Чем отличается рашпиль от напильника? — Станки, сварка, металлообработка

Очень часто для черновой обработки изделий применяются специальные инструменты. Классическим набором мастера можно назвать сочетание напильников и рашпиля, оба варианта характеризуются своими определенным особенностями. В большинстве случаев обозначенные инструменты используются для работы с деревом или металлом, а снятие металла может проводится в несколько заходов.
Рашпилем называют одну из разновидностей напильника, который имеет достаточно крупные насечки. Область применения заключается в предварительной обработке материалов (пластмассы, древесины, а также мягкого металла и кожи).
Чистовой инструмент в подобных случаях применяться не может, так как созданные углубления забиваются с высокой скоростью и скорость обработки достаточна мала. Рассмотрим особенности этого инструмента подробнее.
Рашпиль по дереву
Несмотря на достижения в науке и технике, дерево считается одним из самых распространенных материалов на сегодняшний день. Его обработка может проводится при применении самых различных инструментов, в том числе рашпиль. При рассмотрении того, что такое рашпиль отметим следующие моменты:
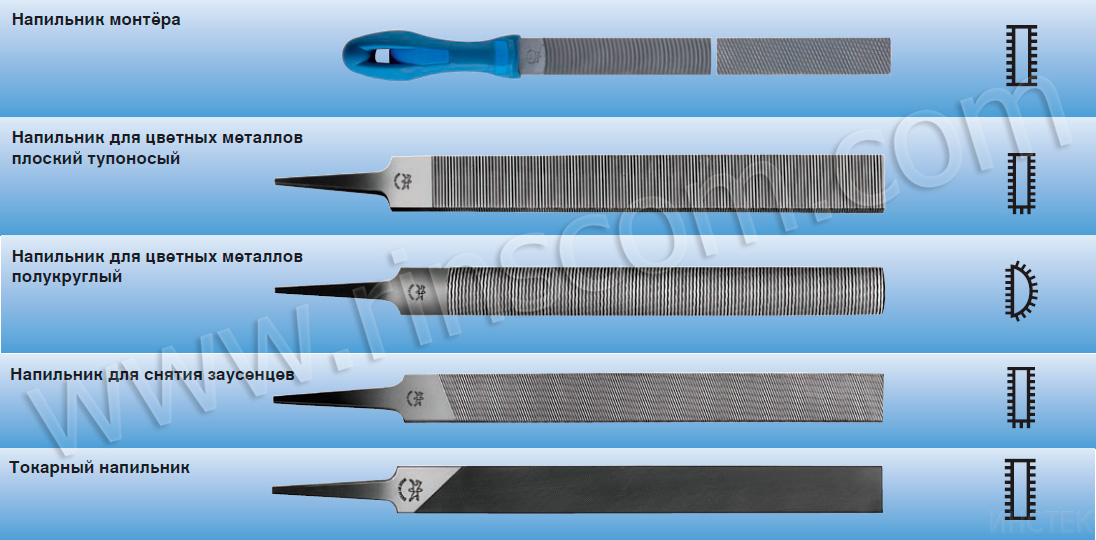
- Самый распространенный вариант исполнения имеет плоскую рабочую часть с тупым носом. Она применяется для снятия материала с плоских и других поверхностей.
- Насечка выполнена в крупном виде. За счет этого обеспечивается образование крупной стружки, которую довольно просто удалить с поверхности. Перед каждым зубом есть специальная канавка, за счет которой упрощается процесс удаления стружки.
- Инструмент делиться на основную рабочую часть и рукоятки. В некоторых случаях рукоятка может сниматься, при изготовлении применяются самые различные материалы.
В целом можно сказать, что напильник рашпиль предназначен для грубой работы. После его применения также требуется проведение доводки и других подобных операций. Степень шероховатости обрабатываемой поверхности весьма велика.
Виды рашпилей
Выделяют довольно большое количество различных видов подобного инструмента. Классификация проводится по различным признакам, наиболее важным можно назвать вид рабочей части:
- Плоские рашпили встречаются намного чаще других вариантов исполнения, как правило, включены в стандартные наборы. Подобная рабочая поверхность может применяться для отделки плоских поверхностей, наконечник может быть зауженным или прямым.
- Встречается и рашпиль полукруглый. В большинстве случаев инструмент с подобной поверхностью используется для обработки полукруглых заготовок. Степень закругления основной части изделия может существенно отличаться.
- Для работы с изделиями, которые обладают необычной формой, часто применяются варианты исполнения с треугольным или другим сложным сечением. Особая форма позволяет проводить снятие материала с углов и других сложных геометрий.
Такой напильник не годится для маникюра
Это я хорошо запомнил со школьных лет, когда мы проходили слесарное дело. Нам раздали детали и задания. Нужно было довести заготовки до определенного размера, с помощью измерительных приборов выяснить, на какую величину должна деталь «похудеть». А главное, правильно назвать и выбрать инструмент. Одна девчонка прогуливала труд, пришла, ничего не понимает. Учитель ее спросил, если она потеряет маникюрный набор, можно ли будет использовать напильник? Она ответила: «Да», он говорит: «Ну, попробуй» – и дал ей самый большой напильник, с полметра длиной, она его еле в руках удержала.





Каждый умелец отлично знает всю гамму этих простых, можно сказать дедовских, но необходимых инструментов – напильников. Особенно часто они используются при работе с металлом, в гараже или на даче, при ремонте квартиры. Подгонка деталей по размеру, зачистка от ржавчины, окалины, заусенцев, наконец, шлифование до зеркального блеска, – все эти операции мы выполняем с помощью напильников.

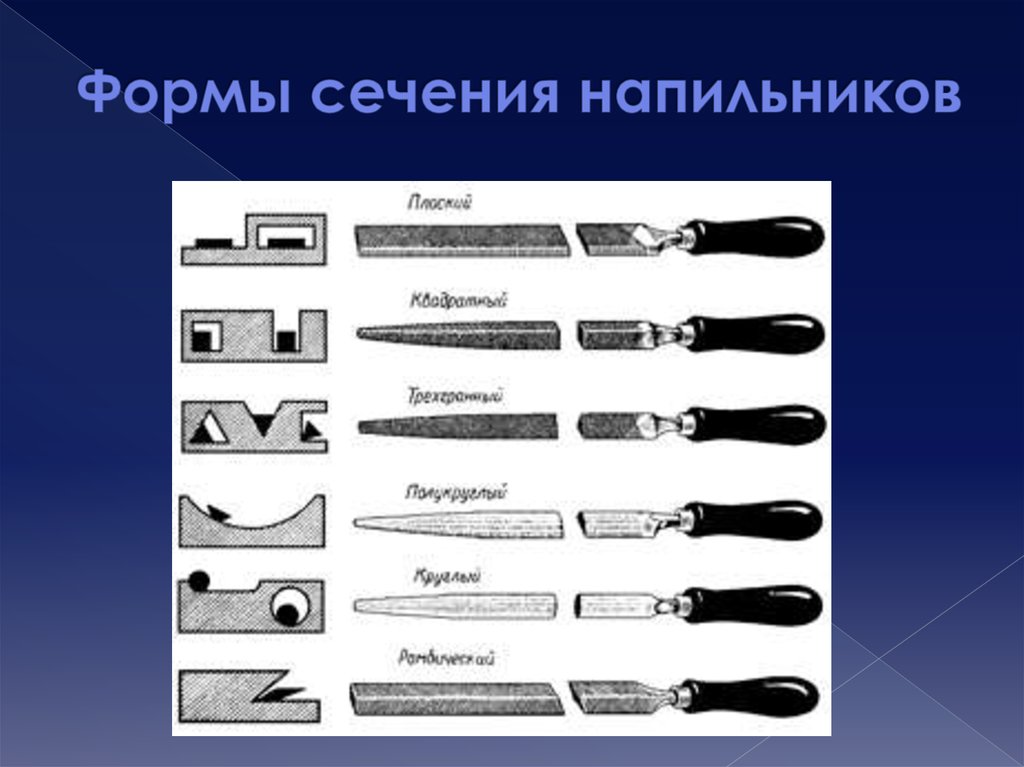
Классификация по форме сечения
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.
Технические требования
3.1. Напильники должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2. Напильники должны изготовляться из инструментальной углеродистой стали марок У13 или У13А по ГОСТ 1435 или из стали 13Х по ГОСТ 5950, профилей номеров 3, 5, 8, 10 по ГОСТ 5210. Допускается изготовлять круглые напильники из стали по ГОСТ 14955.
(Измененная редакция, Изм. N 3).
3.3. Твердость и острота зубьев напильника должны обеспечивать сцепляемость их с контрольной пластинкой, изготовленной из стали тех же марок, что и напильник, двух исполнений по твердости 59 HRC_э; 62 HRC_э.
(Измененная редакция, Изм. N 1, 2).
3.4, 3.5. (Исключены, Изм. N 2).
3.6. Твердость хвостовика напильника на участке от конца до середины его длины не должна превышать 36,5 HRC_э.
(Измененная редакция, Изм. N 1).
3.7. Отношение высоты зуба к нормальному шагу основной насечки должно быть не менее 0,5.
3.8. Передний угол зуба напильника, измеренный в сечении (по вершине зуба), перпендикулярном направлению основной насечки, может быть отрицательным, но не должен превышать минус 10°.
3.9. Предельные отклонения размеров напильников не должны превышать, мм:
длины рабочей части…………………………………….+-5
длины хвостовика……………………………………….+-2,5
ширины плоских напильников, большой диагонали ромбических и
диаметра круглых……………………………………….+-1,6
ширины сторон трехгранных напильников…………………….+1,6
-2,2
толщины для плоских и малой диагонали для ромбических
напильников……………………………………………+-0,8
ширины узкой стороны……………………………………+-0,2
разности ширин двух смежных сторон при большом угле
ромбического напильника…………………………………1
(Измененная редакция, Изм. N 1, 2, 3).



3.10. Предельные отклонения: углов наклона насечки…+-2°, числа основных и вспомогательных насечек на 10 мм длины напильника…+-1 насечка.
(Измененная редакция, Изм. N 2).
3.11. Допуск прямолинейности неоттянутого участка рабочей части трехгранных и круглых напильников — 0,3 мм, ромбических и плоских напильников — 0,5 мм.
(Измененная редакция, Изм. N 1, 2).
3.12. Расстояние конца носка напильника от плоскости неоттянутой части соответствующей стороны напильника должно быть не менее 0,5 мм.
3.13. Отклонение от симметричности оси хвостовика относительно оси рабочей части напильника не должно превышать 0,8 мм.
3.14. На круглых напильниках и на овальной стороне плоских напильников, при насечке рядками, насечки соседних рядков должны перекрывать друг друга.
3.15. На поверхности напильника не должно быть трещин. На рабочей поверхности напильника не должно быть заусенцев, черновин и следов коррозии.
Торец носка напильника должен быть зачищен и не иметь сколов.
Острые кромки на хвостовике должны быть притуплены.
(Измененная редакция, Изм. N 1, 3).
3.16. Разность между наибольшим и наименьшим значениями осевого шага основной или вспомогательной насечки на любом участке рассматриваемой стороны не должна превышать 10% номинального значения осевого шага.
3.17. Смещение заплечиков относительно друг друга вдоль оси напильника не должно превышать 1 мм.
3.18. (Исключен, Изм. N 2).
3.19. Надежность напильников определяется полным 95%-ным ресурсом, равным 5000 рабочих ходов на одну сторону напильника, при условиях испытаний, указанных в разд. 5.
Критерием предельного состояния напильников является потеря производительности, выраженная нормой съема металла за 5000 рабочих ходов менее указанной в табл. 4а.
Таблица 4а
| Тип напильников | Исполнение | Норма съема одной стороной, г (за 5000 рабочих ходов) |
| Трехгранный | 1 | 4,5 |
| 2 | 4,1 | |
| Ромбический | 1 | 3,7 |
| 2 | 3 2 | |
| Плоский | 1 | 5 7 |
| 2 | 5,5 | |
| Круглый | 2 | 3,7 |
Поправочный коэффициент на норму съема металла для напильников, изготовленных из стали 13Х, равен 1,4 по отношению к указанному в табл. 4а.
(Измененная редакция, Изм. N 3).
3.20. На ненасеченной части каждого напильника или на хвостовике около заплечиков должны быть четко нанесены:
товарный знак предприятия-изготовителя;
буква «П»;
марка стали 13Х (марки стали У13А, У13 не маркируют).
(Измененная редакция, Изм. N 2, 3).







3.21. При упаковывании напильников они должны быть отделены один от другого.
3.22. На потребительской таре должна быть указана твердость напильников.
3.23. Внутренняя упаковка напильников — ВУ-1 по ГОСТ 9.014.
3.24. Остальные требования к упаковке, маркировке транспортной и потребительской тары — по ГОСТ 18088.
3.21-3.24. (Введены дополнительно, Изм. N 2).
Этап 1: определение марки стали
Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент. Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже. Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Изделия из инструментальной и легированной стали:
Напильники — У10, У11, У12, У13, ШХ6, ШХ9, ШХ15 Надфили — У10, У11, У12 Рашпили — У7, У7А Шаберы — У10, У12 Стамески, долота — У7, У8 Метчики — У10, У11, У12, Р9, 9ХС, Р18 Сверла по дереву — 9ХС Сверла по металлу -Р9, Р18 Развертки – Р9, Р18, 9ХС Фрезы – Р9, Р18 Зубила, отвертк – У7А, У8А, 7ХФ, 8ХФ Пробойники – У8, У8А Кернеры – У7А, 7ХФ, 8ХФ Швейные иглы- У7А, У8А Пилы-ножовки – У8ГА Полотна лучковой пилы – У8ГА, У10 Ножовочные полотна – У8, У8А, У9, У9А, У10, У10А, У11, У12 Ножницы по металлу – У12А Молотки и кувалды – У7, У8 Топоры – У7 Косы, серпы – У7, У8 Вилы, зубья (клевцы) – У7, У8 грабель Кузнечные инструменты – У7, У8





