Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.
Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Оборудование для работы с фрезами по дереву
Фреза – это основная деталь практически любого деревообрабатывающего инструмента. Ее можно установить:
- в обычную дрель;
- фрезерный станок (фрезер);
- промышленное оборудование.
Электроинструментом можно проводить грубую и более тонкую обработку дерева с высокой скоростью.
Дрель
Применение фрез дает возможность домашним умельцам значительно расширить функциональные возможности обычной дрели, предназначенной только для сверления. При этом дрель превращается в универсальный инструмент, при помощи которого можно будет обрабатывать детали, изготовленные из различных пород дерева.
Используя фрезы по дереву, предназначенные для работы с дрелью, можно получать отверстия большого диаметра без применения специальных насадок на дрель типа балеринка или коронка (корончатая насадка).
Для работы с дрелью используют только пальчиковые фрезы, режущие кромки которых имеют самую разнообразную форму. Кроме того галтельные, кромочные (четвертные) и конусные фрезы часто оснащают опорным подшипником, с помощью которого ограничивают глубину врезания лезвий в древесину.
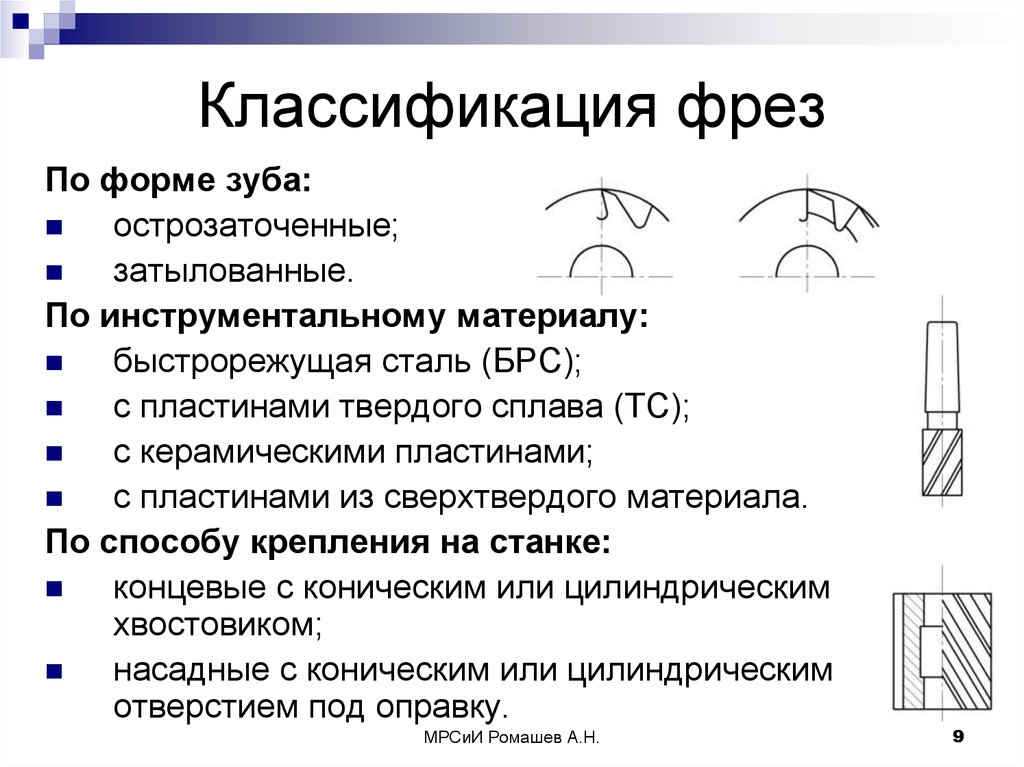
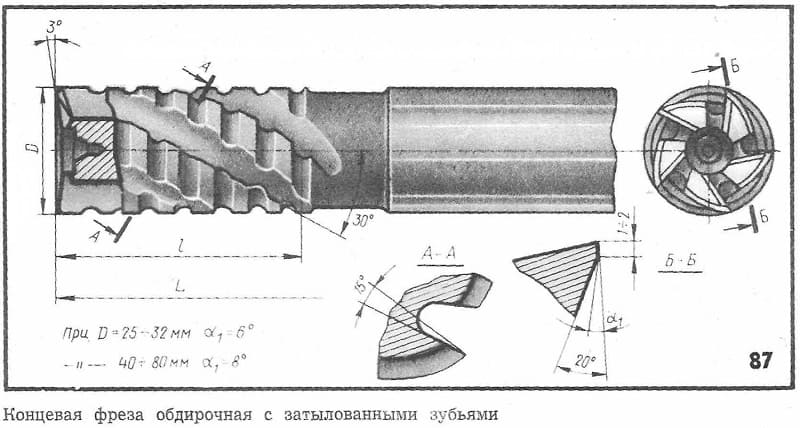
Режущие лезвия могут быть заостренными или затылованными. У заостренных зубьев передняя и задняя поверхности плоские, причем затачивают по задней поверхности.
При этом во время перезаточки режущая часть может изменить свои геометрические размеры. Избежать этого можно, используя инструмент с затылованными лезвиями. У них плоской выполнена только передняя поверхность, по которой и осуществляется заточка. Перезатачивать такие фрезы можно много раз, не опасаясь, что изменится геометрия режущих кромок.
Фрезер
Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и изделий из них. Он отличается от дрели наличием регулируемой опорной платформы и способностью работать на высоких оборотах (до 30 тыс. об/мин). С помощью фрезера можно с высоким качеством:
- сращивать разные заготовки, соединяя их способом «шип/паз» (кромочные работы), снимать фаску с бруса;
- врезать фурнитуру, замки, петли;
- формировать объемные формы на плоских поверхностях (декорирование);
- вырезать деревянные заготовки, имеющие сложную конфигурацию.
Читать также: Соединение коннектора с кабелем интернета
Для выполнения этих работ используют кромочные, пазовые, копировальные и концевые фрезы по дереву.
Пазовые фрезы используют, когда нужно получить углубления определенной формы, например, в форме буквы Т (Т-образные), полукруглые или типа «ласточкин хвост».
Кромочные фрезы используются при изготовлении кромок на деталях из дерева. Как правило, их оснащают упорным подшипником, который предотвращает излишнее погружение инструмента в тело детали. Кроме того, он позволяет регулировать глубину вылета. Если подшипник не предусмотрен, то надо применять параллельный упор или шаблон.
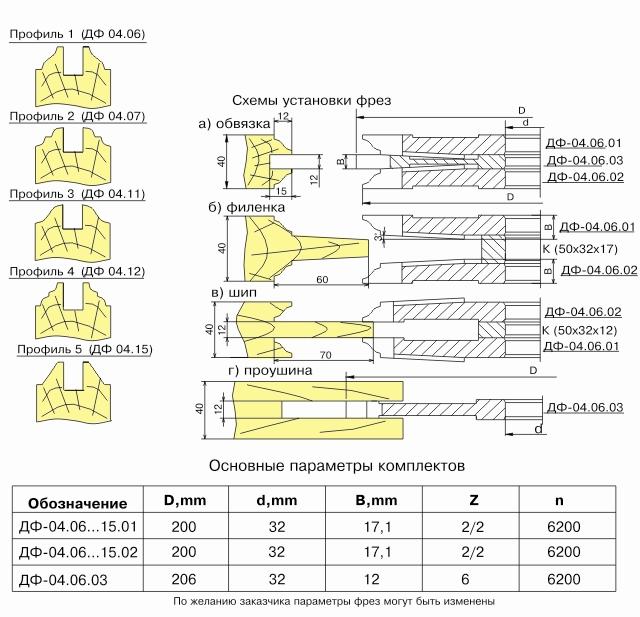
Для декоративной обработки филеночных деталей используются фигирейные фрезы горизонтального типа. Они достаточно тяжелые и имеют большой диаметр. Учитывая большие усилия, которые необходимы при работе с такими фрезами, их оснащают хвостовиком, диаметр которого составляет 12 мм. Их применяют на стационарном оборудовании.
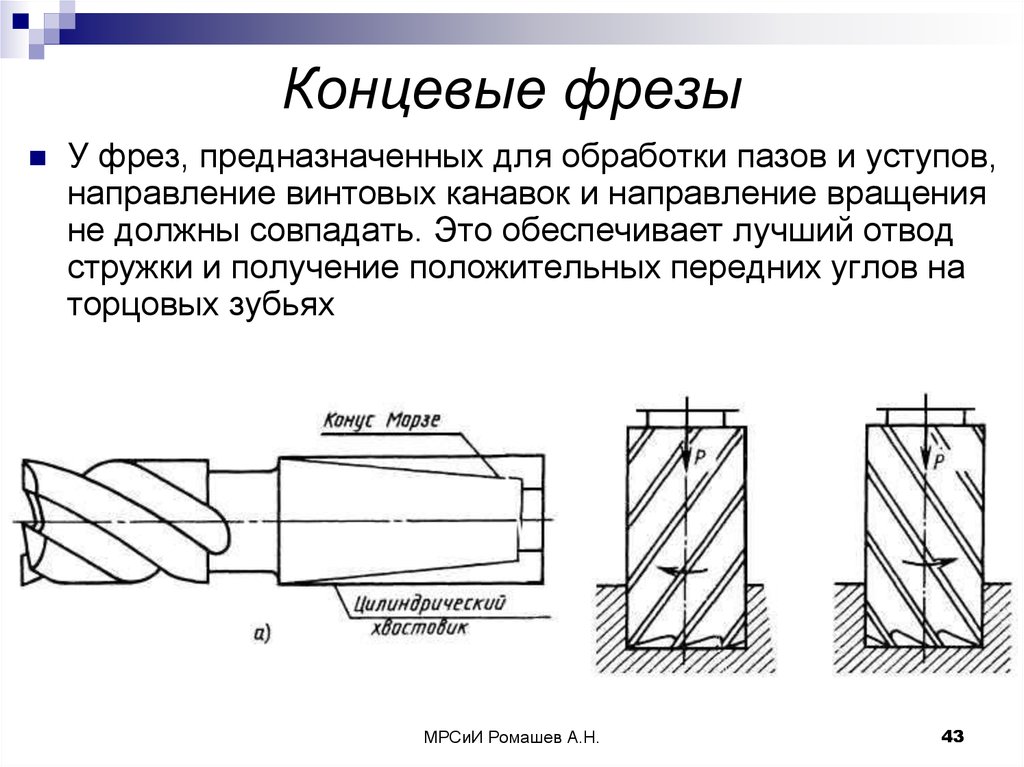
У концевых фрез по дереву для ручного фрезера режущие кромки расположены на торце рабочей поверхности. Кроме того в работе принимает участие и боковая кромка, что позволяет перемещать вращающую фрезу в плоскости опорной площадки. Качество обработки поверхностей определяется количеством режущих лезвий. Как правило, концевые фрезы имеют монолитную конструкцию, но встречаются и составные.
Отдельную группу концевых изделий составляют фрезы Шейпера – шарошки (борфрезы).
Используют их на промежуточных этапах обработки, а также в случаях, когда необходимо осуществить финальную доводку конфигурации детали. Их режущая кромка представляет собой крупные насечки (зубья)
Работая с шарошкой, важно правильно выбрать режим. Это позволит избежать поджога дерева, который возможен при повышенном числе оборотов. А оригинальная борфреза «кукуруза» (шарошка с винтовым расположением зубцов) обеспечит снижение нагрузки на вал электромотора фрезера
А оригинальная борфреза «кукуруза» (шарошка с винтовым расположением зубцов) обеспечит снижение нагрузки на вал электромотора фрезера.
Копировальные фрезы – это редко встречающийся вид инструмента для ручного фрезера. Они отличаются не только количеством режущих кромок, но и размещением опорных подшипников, которые могут располагаться с любой стороны. В некоторых моделях предусмотрено два подшипника (сверху и снизу). Во время работы подшипник двигается по шаблону, благодаря чему обрабатываемая заготовка приобретает заданную форму.
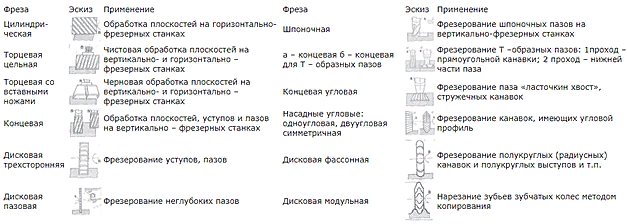
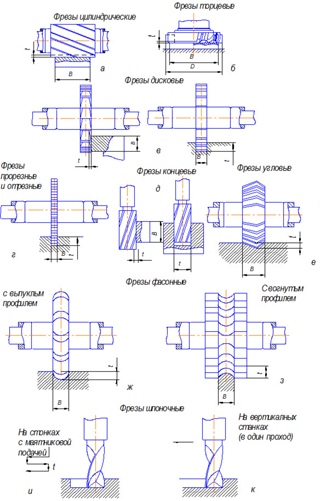
Виды
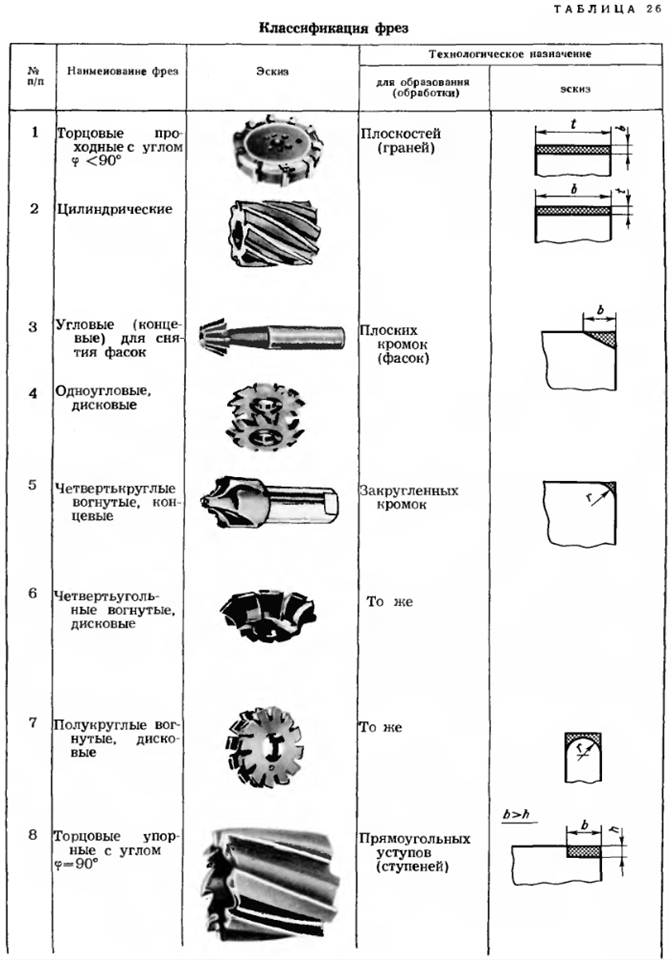
Фрезы для металлообработки классифицируют в зависимости от формы, которая зависит от направления приложения усилия к режущей кромке. Выделяют следующие типы:
- дисковые;
- торцевые;
- цилиндрические;
- угловые;
- концевые;
- фасонные;
- червячные;
- кольцевые.
Рассмотрим все разновидности последовательно.
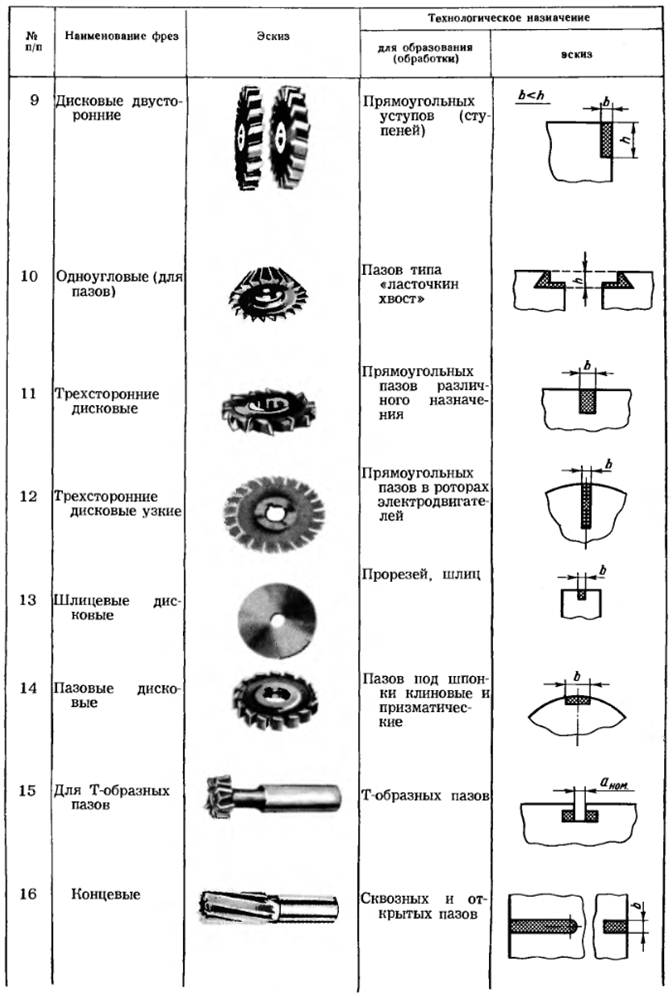
Дисковые
Этот тип инструмента получил широкое применение на профильных станках, а также на автоматах продольного вытачивания заготовок. Выделяют следующие разновидности дискового инструмента:
С помощью дисковых фрез делают прорези в заготовке, а также делят ее по длине (для отрезания)
Выбирая подходящий тип оснастки, нужно уделять внимание следующим параметрам:
- Диаметр. При прорезях в заготовке диаметр фрез определяется в зависимости от максимальной глубины паза от поверхности заготовки. В случае отрезания заготовки диаметр инструмента подбирается по глубине реза.
- Ширина. Здесь все зависит от того, паз какой ширины нужно выточить. Требуется минимизировать расходы станочных машино-часов, а также износ инструмента. Исходя из этих соображений, выбирается та ширина, которая будет оптимальной для формирования требуемой конструкционной особенности формируемой детали.
Материал дисковой фрезы. Здесь различают:
Принцип простой: металл обрабатывается инструментом, сделанным из более твердого металла.
Количество зубьев на диске. В зависимости от того, какой материал требуется обработать, определяется сплав, из которого должна быть сделана фреза, а также ее необходимая форма (минимальное количество зубьев). От этого зависит ее стоимость.
Торцевые
Они используются на оборудовании для формирования у заготовок плоских и ступенчатых поверхностей.
Каждый ее зуб представляет собой стандартный резец, при этом его режущие кромки размещаются исключительно в торцевой поверхности.
Ось фрезы располагается перпендикулярно по отношению к обрабатываемой плоскости заготовки.
Основную нагрузку несут боковые режущие кромки. При этом ее зубья воздействуют на деталь не все вместе и сразу, а по очереди (то есть, упор производится не всей плоскостью инструмента). Это дает возможность обрабатывать заготовки равномерно.
Особенности торцевого инструмента:
- наличие большого количества режущих кромок (лезвий);
- повышенная жесткость, что требует и жесткости закрепления инструмента в шпинделе станка.
Эти черты позволяют обеспечивать торцевым фрезам повышенную производительность обработки металла (если сравнивать, к примеру, с цилиндрическими). Однако для торцевого инструмента требуется корректно подобрать охлаждающую и смазывающую жидкость. В связи с его потенциально более высокой производительностью, более качественное охлаждение и смазка нужны здесь для сохранения его режущей способности.
Цилиндрические
Такой тип фрез предназначается для горизонтально-фрезерного оборудования для обработки поверхностей заготовок. Различают следующие разновидности цилиндрического инструмента:
- с прямыми зубьями;
- с винтовыми зубьями.
Особенность фрезы с винтовыми зубьями отличается плавностью обработки заготовки, а потому они весьма распространены на предприятиях. Инструменты с прямыми зубьями в основном применяется для фрезерования узких плоскостей.
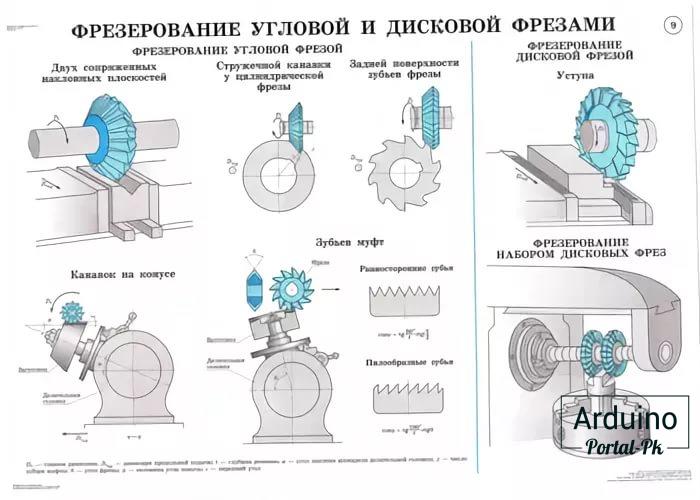
Угловые
Они используются для обработки угловых пазов и наклонных плоскостей у заготовки. Такие фрезы бывают:
- одноугловые: оснащаются рабочими кромками, которые располагаются на торце конической поверхности;
- двуугловые: кромки расположены на двух конических поверхностях.
С их помощью ускоряется процесс обработки заготовки детали и, соответственно, экономятся машино-часы оборудования.
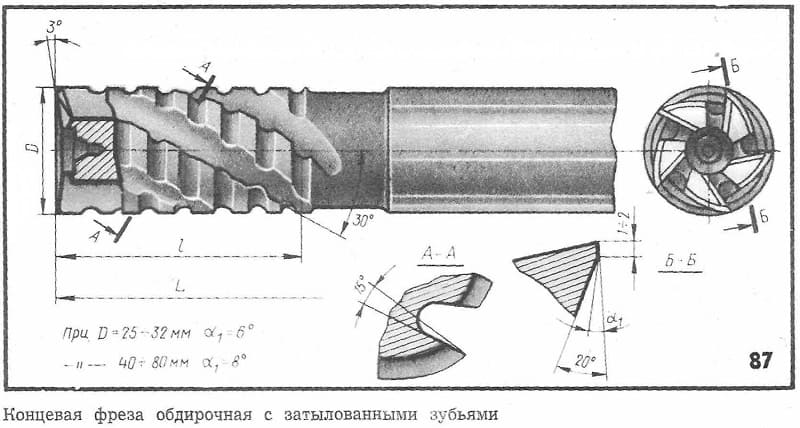
Концевые
Применяются для формирования глубоких пазов в корпусных деталях, например, в контурных выемках.
Основную работу выполняют зубья фрезы, расположенные на ее цилиндрической поверхности.
Кроме того, присутствуют и вспомогательные рабочие кромки, которые зачищают дно образуемой канавки.
Зубья концевых фрез бывают винтовыми и наклонными.
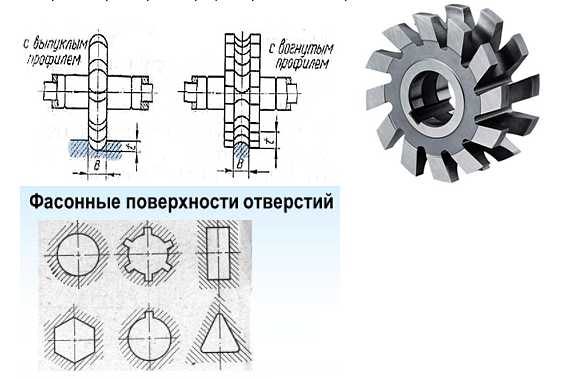
Фасонные
Фасонные фрезы используются для придания профиля поверхностям незамкнутого типа. Кроме того, они подходят для формирования канавок. С помощью фасонного инструмента можно создать сложный профиль, в том числе для заготовок, которые имеют существенную разницу между своими габаритными размерами, между длиной и шириной. Фасонные фрезы имеют 2 типа зубьев:
Классификация концевых фрез
Специализированной расширенной спецификации для концевых фрезеров нет, по этому они классифицируются по общим для фрезерного инструмента спискам с добавкой отличительных для них признаков. Ниже приведены главные разделы спецификации, используемой для разных видов концевых фрез по металлу:
По производственному назначению
В этом разделе выжным признаком считается вид и форма поверхности которая обрабатывается. На основании этого выделяют такие варианты данного инструмента:
- общего использования;
- с торцевой режущей частью;
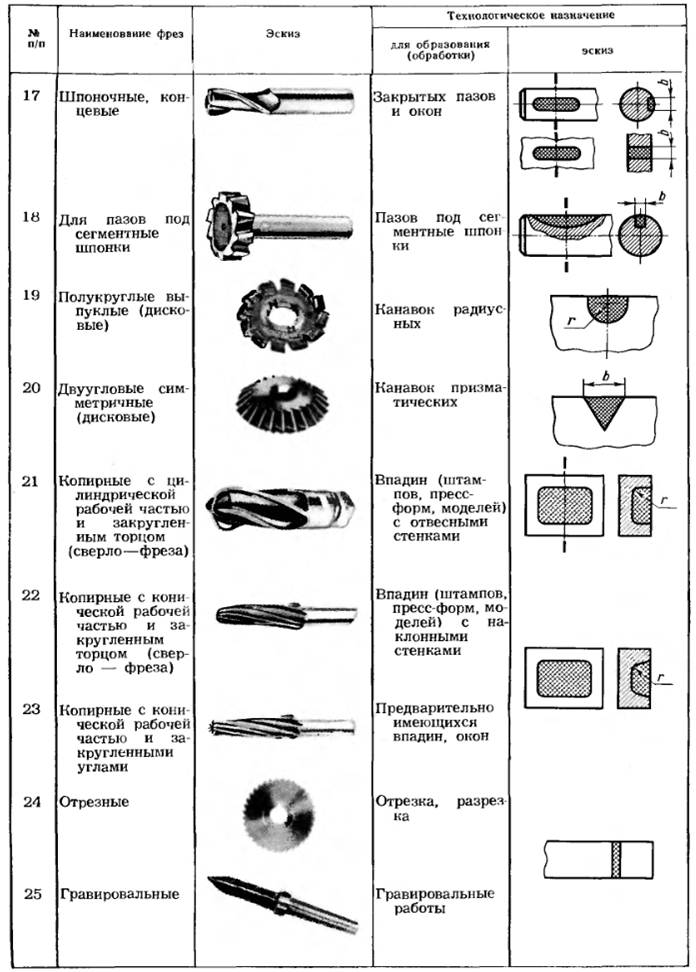
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ заставляет изготовителей отпускать концевые фрезы 2-ух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и части которая режет. Но кроме этого на рынке можно найти фрезы концевые как продолговатые, так и очень короткого размера (этническое наименование — «пальчиковые»). Помимо типов и соотношений длин ГОСТом определяются виды хвостовиков (разные типы конусообразных и цилиндрических), а еще размерные ряды диаметров. Очень часто в товарном производстве применяется фреза концевая с конусообразным хвостовиком.
Государственные нормы формируют лишь общие требования к фрезерному инструменту. Вместе тем изготовители мирового маштаба рекомендуют разные новаторские конструкции. Их примером послужат концевые модульные фрезы, в которых режущая часть фиксируется к хвостовику при помощи точного винтового соединения. Иная занимательная разработка — концевая шестизубая обгонная фреза с нижними и верхними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования нестандартных профилей поверхностей обрабатываемых изделий к этому всему к инструменту общего назначения была сделана большая группа фасонных концевых фрез. Среди них ключевыми являются радиусные и фигурные пазовые фрезерные инструменты, а еще фрезеры для 2D и 3D обработки. Главные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конусообразные и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл кромки резки и снятия ею одного слоя припуска именуется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью считается однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

По мимо этого есть просторная классификация концевых фрезеров, которая основана на геометрии и формах режущих поверхностей, зубов и кромок.
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.




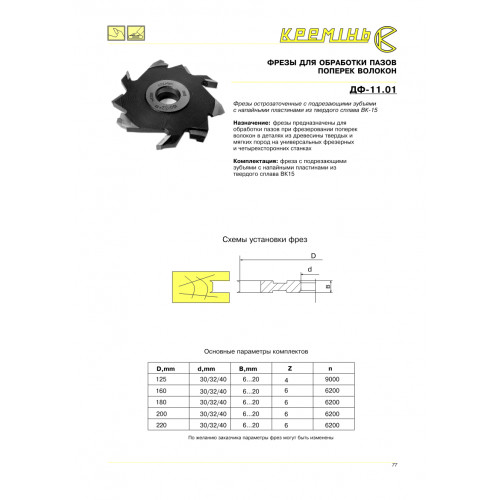
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
Особенности конструкции
Современная зуборезная фреза представлена фасонным вариантом исполнения с затылованным зубом. Среди конструктивных особенностей отметим нижеприведенные моменты:
- Устройство имеет центральное отверстие, которое предназначено для установки оправки. Дисковая зуборезная модульная фреза при помощи оправки крепится в шпинделе. Диаметр отверстия под оправку выбирается в зависимости от стандартов, установленных в ГОСТ. За счет этого существенно упрощается задача, связанная с выбором наиболее подходящей оснастки. По торцевым сторонам создается небольшая фаска, за счет которой упрощается монтаж.
- Инструмент получает главное вращательное движение с определенной скоростью. При этом заготовка закрепляется на столе, который также получает возвратно поступательное движение. Все параметры выбираются в зависимости от типа инструмента, а также применяемого материала при изготовлении заготовки.
- Длина рабочей части также варьируется в достаточно большом диапазоне. Все зависит от размеров обрабатываемой заготовки и других моментов. Длина модульной фрезы оказывает влияние на основные параметры обработки, так как за счет увеличения рабочей поверхности увеличивается количество снимаемого материала за один проход.
- Современная конструкция модульной фрезы характеризуется определенным профилем зуба. Он выбирается в зависимости от впадин между зубьями нарезаемого колеса. Форма зуба представлена рабочим участком, который оформлен по эвольвенте с переходной кривой. Оформление проводится по радиусу с определенными координатами центра.
Рассматриваемые модульные цилиндрические и шлицевые фрезы представлены весьма сложной конструкцией. При этом зубья могут быть расположены под углом 30 градусов или другим, все зависит от типа заготовки.
Особое внимание уделяется форме профиля. Для аналитического расчета формы зуба и других параметров могут проводиться самые различные расчеты. Наиболее важными можно назвать следующие:
Наиболее важными можно назвать следующие:
При расчетах уделяется внимание исходным данным. Геометрическая форма может характеризоваться достаточно большим количеством особенностей. Примером можно назвать число зубьев и показатель модуля
При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба. Следующий шаг заключается в расчете радиуса заменяющихся окружностей. Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие
Примером можно назвать число зубьев и показатель модуля. При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба. Следующий шаг заключается в расчете радиуса заменяющихся окружностей
Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие
Рассматриваемые расчеты проводятся при применении самых различных формул. Самостоятельно выполнить расчеты достаточно сложно, погрешность может привести к снижению точности рабочей поверхности.
К выбору материалов также предъявляется достаточно большое количество требований. Установленные стандарты в ГОСТ 5950-73 определяют то, что при изготовлении модульной фрезы должны использоваться марки 9ХС, ХВГ, ХВСГ. Показатель закалки должен быть в пределе от 62 до 64 HRC. За счет выполнения термического улучшения сплава существенно расширяется область применения изделия, а также снижается скорость износа поверхности.
В случае, когда проводится обработка заготовок из легированных конструкционных сталей выбирается быстрорежущая сталь Р6М5 и Р6М3. Эти стандарты указываются в ГОСТ 19265-73, показатель твердости должен быть в пределе от 63 до 65 HRC. До более высокой твердости могут закалывать сталь Р9К5, которая обходится намного дороже других марок.
Тип применяемого материала при изготовлении модульной фрезы во многом определяет область применения, допустимые режимы резания и стоимость изделия. Как правило, тип применяемого материала указывается производителем при маркировке.
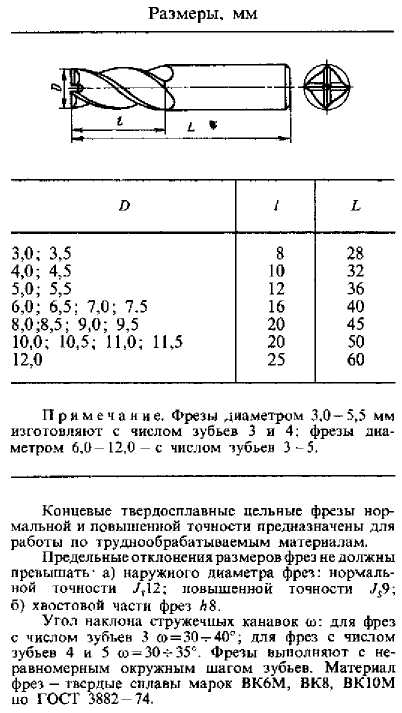
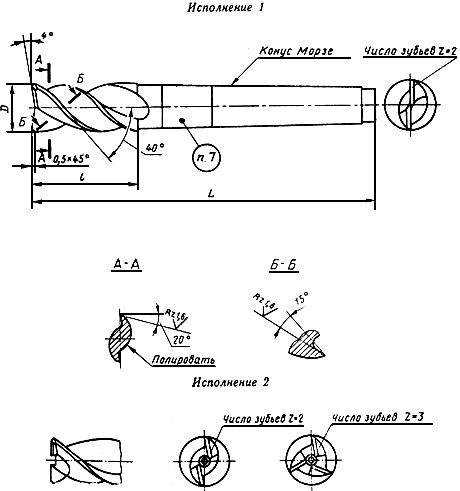
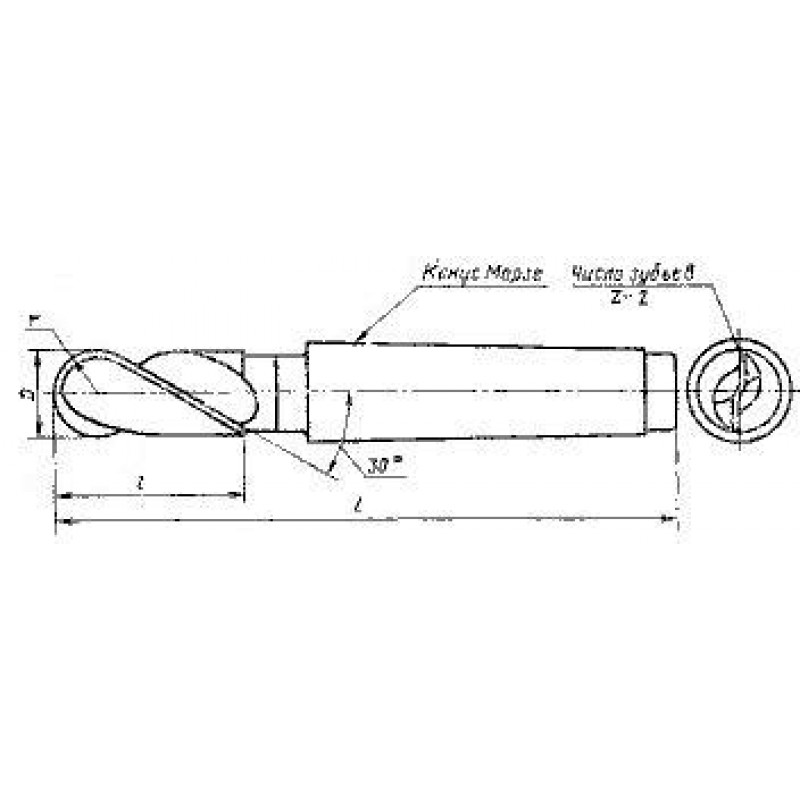
3 Технические требования
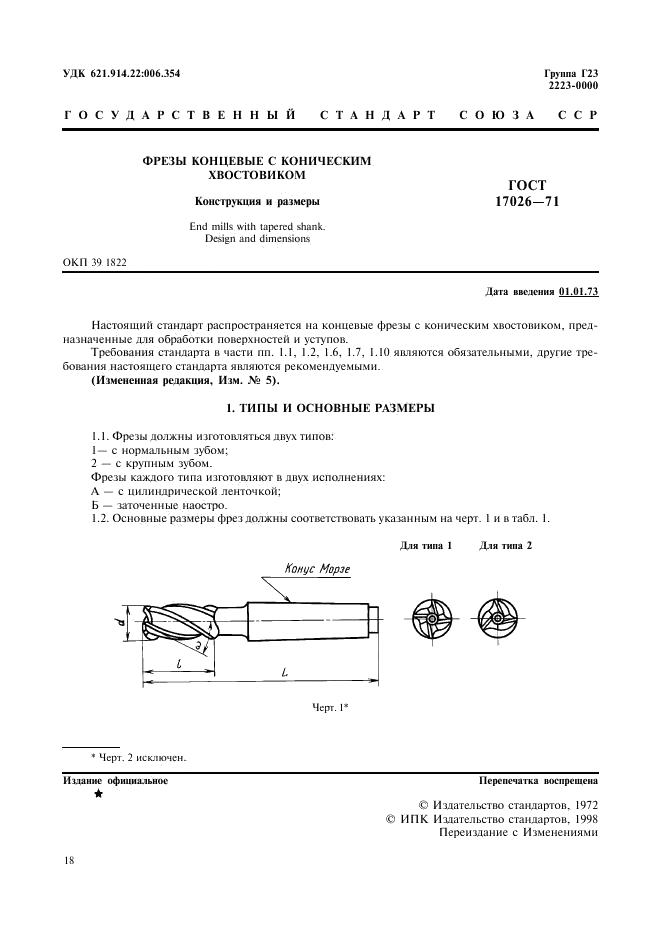
3.1.1 Концевые цельные твердосплавные фрезы с цилиндрическим хвостовиком следует изготовлять двух типов:
1 – с короткой режущей частью;
2 – с длинной режущей частью.
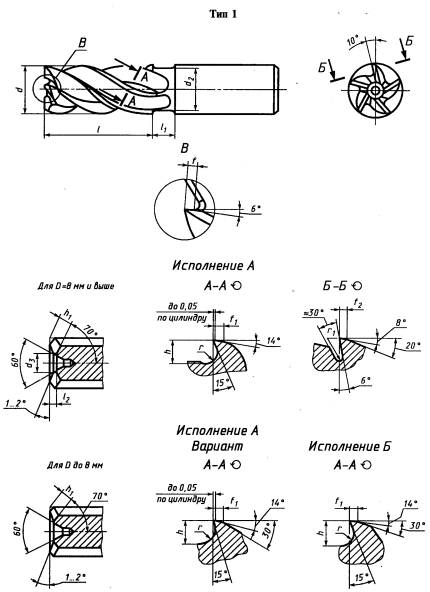
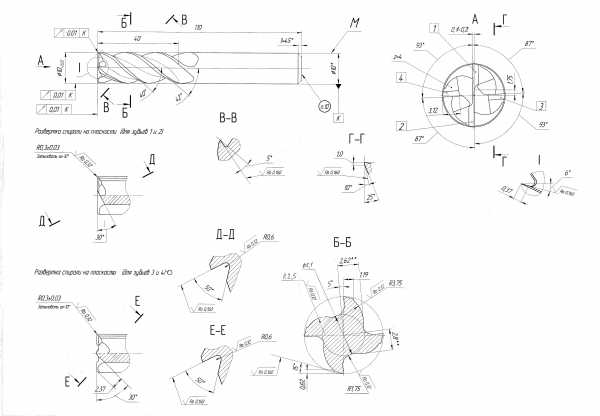
3.1.2 Основные размеры фрез с гладким цилиндрическим хвостовиком должны соответствовать указанным на рисунке 1 и в таблице 1.
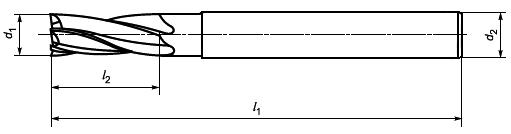
Рисунок 1
Таблица 1
В миллиметрах
h10 | h6 | Тип 1 | Тип 2 | ||||
при числе зубьев | при числе зубьев | ||||||
2 или 3 | 4 | 2 или 3 | 4 | ||||
1,0 | 3 | 38 | 3 | 3 | – | – | – |
1,5 | 4 | ||||||
2,0 | 38 | 6 | 7 | ||||
6 | 50 | 57 | |||||
2,5 | 3 | 38 | 38 | 7 | 8 | ||
6 | 50 | 57 | |||||
3,0 | 3 | 38 | 4 | 5 | 38 | ||
6 | 50 | 57 | |||||
3,5 | 6 | 10 | |||||
4,0 | 54 | 5 | 8 | 8 | 11 | ||
4,5 | |||||||
5,0 | 6 | 9 | 10 | 13 | |||
6,0 | 7 | 10 | |||||
7,0 | 8 | 58 | 8 | 11 | 63 | 13 | 16 |
8,0 | 9 | 12 | 16 | 19 | |||
9,0 | 10 | 66 | 10 | 13 | 72 | ||
10,0 | 11 | 14 | 19 | 22 | |||
12,0 | 12 | 73 | 12 | 16 | 83 | 22 | 26 |
14,0 | 14 | 75 | 14 | 18 | |||
16,0 | 16 | 82 | 16 | 22 | 92 | 26 | 32 |
18,0 | 18 | 84 | 18 | 24 | |||
20,0 | 20 | 92 | 20 | 26 | 104 | 32 | 38 |
Примечания1 Размеры, указанные в таблице 1, также применимы для фрез с цилиндрическими хвостовиками с лысками.2 Допускается изготовление фрез с . |



Пример условного обозначения фрезы концевой цельной твердосплавной типа 1, диаметром режущей части 3 мм, диаметром хвостовика 6 мм, с числом зубьев 2, из твердого сплава марки ВК8: |
Фреза 1-3-6-2-ВК8 ГОСТ 32405-2013* |
3.1.3 Фрезы следует изготовлять праворежущие, леворежущие – по заказу. |
_______________* В бумажном оригинале наименование и обозначение стандарта выделено полужирным курсивом. – .
3.1.4 Фрезы с двумя центральными режущими зубьями на торце – пазовые. Фрезы не менее чем с тремя зубьями также могут быть с центральными режущими зубьями на торце.
3.1.5 Размеры хвостовиков фрез – по ГОСТ 25334*.
_________________
* На территории Российской Федерации действует ГОСТ Р 52965-2008.
3.1.6 Центровые отверстия – по ГОСТ 14034.Допускается изготовление фрез диаметром до 4,5 мм включительно с наружным центром со стороны хвостовика.3.1.7 Угол наклона стружечной канавки:30°-40° – для фрез с числом зубьев 2 или 3;30°-35° – для фрез с числом зубьев 4.3.1.8 Фрезы следует изготовлять с неравномерным окружным шагом зубьев. Неравномерная разбивка шага зубьев приведена в приложении А.Примечание – Допускается изготовление фрез с равномерным окружным шагом.3.2 Характеристики3.2.1 Фрезы следует изготовлять из твердого сплава марок ВК6-М, ВК8, ВК10-ХОМ по ГОСТ 3882. Допускается изготовление фрез из других марок твердого сплава по заказу потребителя.3.2.2 На режущих кромках фрез не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, сколов, черновин на шлифованных поверхностях.3.2.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более: 1,6 – для передних и задних поверхностей главных режущих кромок; 0,63 – для поверхности хвостовика; 3,2 – для поверхности вспомогательных режущих кромок и поверхности фасок; 20 – для остальных поверхностей.Примечание – Шероховатость передних поверхностей выдерживается на высоте не менее 1/3 глубины стружечной канавки. |
3.2.4 Предельные отклонения размеров фрез должны быть, мм, не более:
+2,0 | – | для | общей | длины | фрез | типов | 1 и 2; | ||||||
+1,0 | – | для | длины | режущей | части | фрез | до | 10 мм | включ.; | ||||
+1,5 | – | “ | “ | “ | “ | “ | св. | 10 | “ | 22 мм | “ | ; | |
+2,0 | – | “ | “ | “ | “ | “ | “ | 22 мм. |
3.2.5 На задней поверхности фрез вдоль режущих кромок допускается ленточка шириной, мм, не более: | |||||||||||||||||||||
0,02 | для | фрез | диаметром | до | 6 мм | включ.; | |||||||||||||||
0,03 | “ | “ | “ | св. | 6 | “ | 12 мм | “; | |||||||||||||
0,04 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.6 Допуск радиального и торцового биения режущих кромок зубьев относительно оси хвостовика должен быть, мм, не более: | |||||||||||||||||||||
0,015 | для | фрез | диаметром | до | 5 мм | включ.; | |||||||||||||||
0,020 | “ | “ | “ | св. | 5 | “ | 12 мм | “; | |||||||||||||
0,030 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.7 Конусность по всей длине режущей части должна быть, мм, не более: | |||||||||||||||||||||
0,01 | для | фрез | диаметром | до | 5 мм | включ.; | |||||||||||||||
0,02 | “ | “ | “ | св. | 5 мм | “ | 12 мм | “; | |||||||||||||
0,03 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.8 Средний и установленный периоды стойкости фрез при обработке конструкционной легированной стали при условиях испытаний по 5.7 должны соответствовать указанным в таблице 2. Таблица 2 | |||||||||||||||||||||
Диаметр фрезы, мм | , мин | , мин | |||||||||||||||||||
От 1 до 2,5 включ. | 20 | 8 | |||||||||||||||||||
Св. 2,5 | 30 | 12 | |||||||||||||||||||
При обработке других материалов, указанных в 5.7, на средний период стойкости вводится поправочный коэффициент:0,6 – для нержавеющей стали;0,5 – для жаропрочной стали.3.2.9 Критерием затупления является допустимый износ по задней поверхности зубьев фрезы, значения которого должны быть не более указанных в таблице 3. Таблица 3 В миллиметрах | |||||||||||||||||||||
Диаметр фрезы | Допустимый износ | ||||||||||||||||||||
0,15 | |||||||||||||||||||||
Св. 3 до 6 включ. | 0,25 | ||||||||||||||||||||
Св. 6 до 10 включ. | 0,30 | ||||||||||||||||||||
Св. 10 до 16 включ. | 0,35 | ||||||||||||||||||||
Св. 16 | 0,50 | ||||||||||||||||||||
3.2.10 МаркировкаНа хвостовике каждой фрезы диаметром свыше 5 мм должны быть четко нанесены:- товарный знак предприятия-изготовителя;- диаметр фрезы;- длина режущей части;- диаметр хвостовика для фрез диаметрами 2; 2,5; 3 мм;- марка твердого сплава.Маркировку фрез диаметром менее 5 мм следует указывать на этикетке, вкладываемой в упаковку.3.2.11 Транспортная маркировка и маркировка потребительской тары – по ГОСТ 18088.3.2.12 Упаковка – по ГОСТ 18088. |






Возможности фрезерных станков
Современное фрезерное оборудование становится все более универсальным и эффективным. Самой продвинутой его разновидностью, безусловно, являются роботизированные комплексы, которые производят комплексную обработку металлических заготовок, самостоятельно выбирая нужных тип оснастки для различных операций, а также устанавливая оптимальный алгоритм вытачивания той или иной поверхности или отверстия.
https://youtube.com/watch?v=w_YyLNXzenE
Фрезерный инструмент способен обрабатывать все типы металлов и сплавов (черных и цветных), а применение инновационных датчиков и комплексных программных методов управления производственным циклом станков позволяет оптимизировать изнашиваемость инструмента и расход машино-часов оборудования.
Это интересно: Как сделать фрезерный стол и станок своими руками
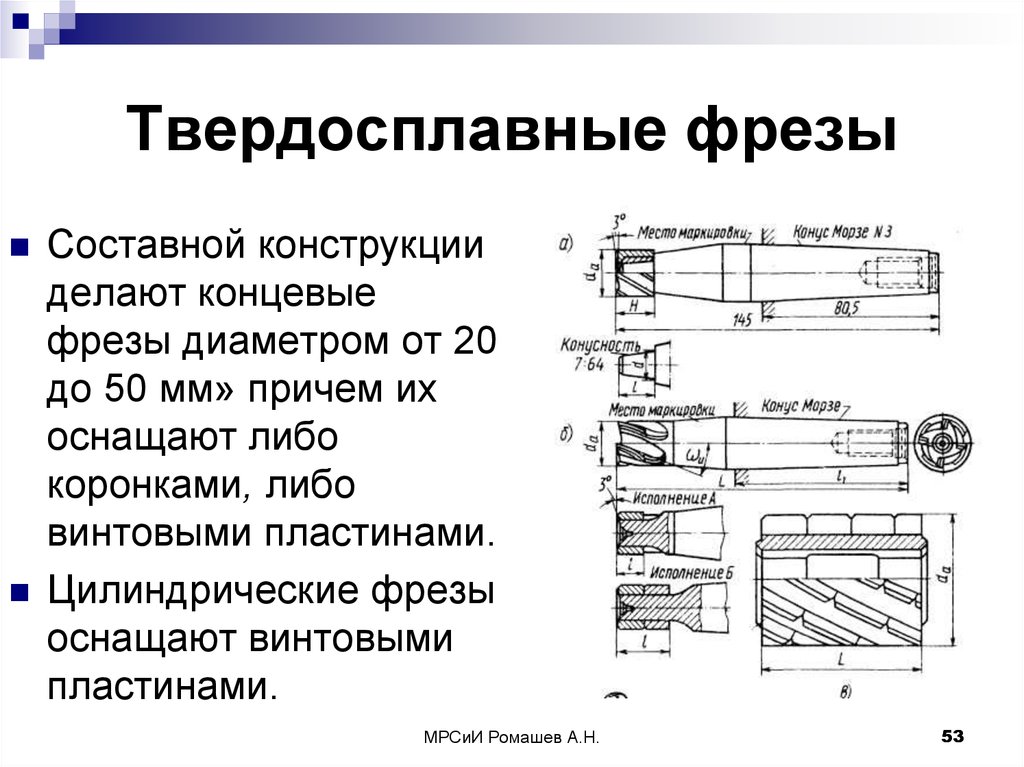
Особенности и применение
Конструктивно концевые фрезы по металлу делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.
Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
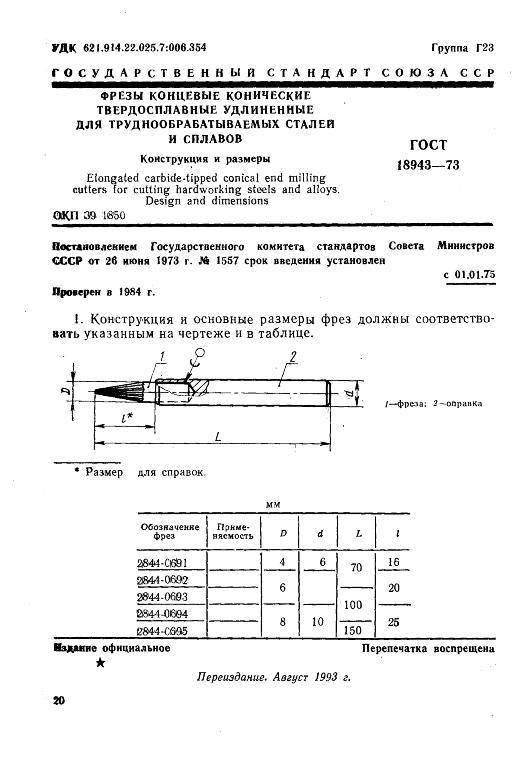
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.