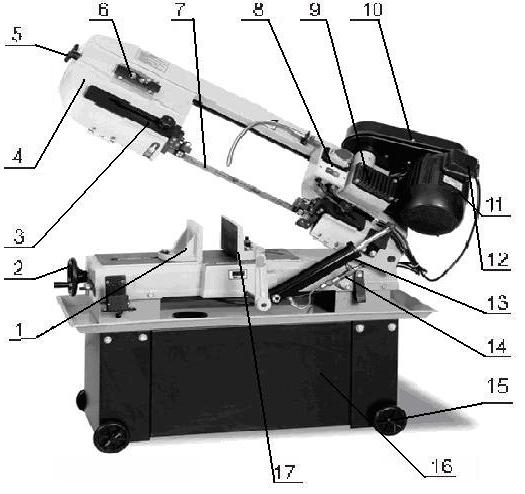
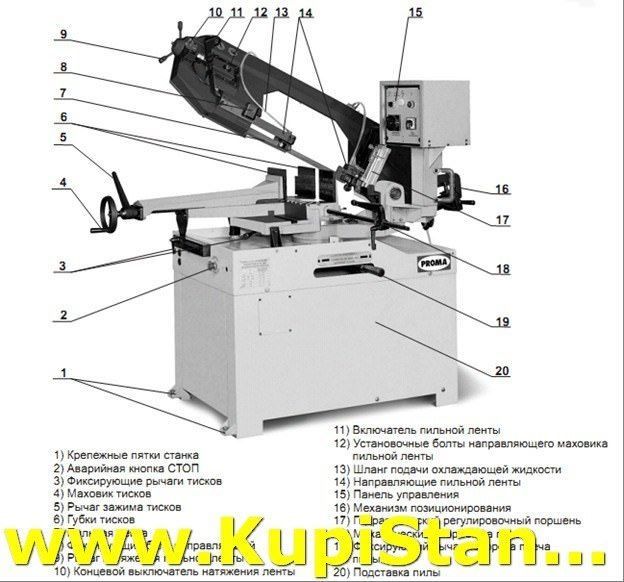
Классификация ленточнопильных станков
Если рассматривать такой параметр, как конструкция ленточнопильного оборудования, то можно выделить следующие группы:
- Консольные. При работе этого оборудования консоль все время двигается вверх и вниз, при этом она закреплена на шарнире, который также обеспечивает ее вращение. При помощи этих станков можно выполнять резку фасонного профиля, труб, а также сплошного и сортового проката. Также в продаже можно встретить неповоротные и поворотные модификации станков. Особую группу образуют автоматические, полуавтоматические и ручные модели;
- Одностоечные. В них в роли главного рабочего узла выступает горизонтальная пильная рама, которая движется по вертикальной стойке. На фоне их у двухстоечных станков пильная рама движется параллельно двум вертикальным стойкам, которые зафиксированы по обеим сторонам рабочего подвижного стола. Чтобы воспользоваться режимом наклонной и комплексной резки, приходится применять вращающийся стол. Портальные модификации предусматривают в качестве рабочего места фиксированный стол, а также имеются модели, где портал оснащен подвижной пильной рамой. В рамках этой группы оборудования можно выделить неповоротные и поворотные модификации, а также автоматические и полуавтоматические;
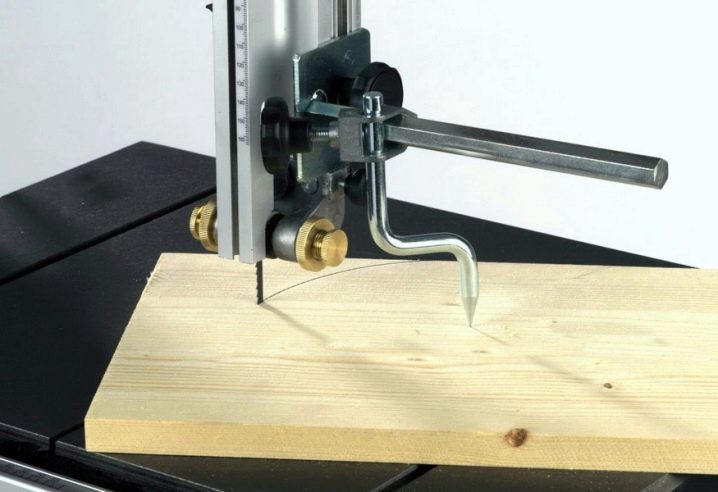
- Вертикальные ручные. При работе этого оборудования заготовку не фиксируют в тисках, подача ее осуществляется самим оператором. В роли рабочего узла выступает стационарная пильная рама. Под видом этих станков являются вертикальные наклоняемые рамы для резки, используя которые можно выполнять резку в наклонном режиме по отношению к столу, именно поперек него и двигается рама. Вертикальные станки с подвижной рамой получили применение при выполнении резки в продольном и поперечном направлении, где в качестве обрабатываемых изделий выступают крупногабаритные плиты, поковки, отливки и пр. При использовании подобного оборудования рама двигается как поперёк, так и вдоль стола. Для контроля работы станка используется ЧПУ;
- Поворотные горизонтальные. С их помощью выполняется резка в наклонном режиме по отношению к оси обрабатываемого изделия. При использовании пильной рамы имеется возможность выбрать угол размещения по отношению к обрабатываемой детали по двум осям. В случае применения подобных схем обработки есть возможность для использования схемы с поворотом стола или применения губок тисков.
Технические параметры.
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
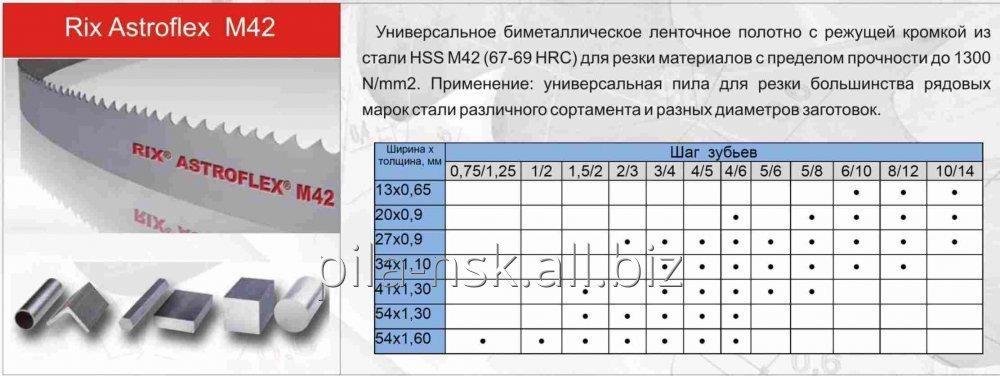
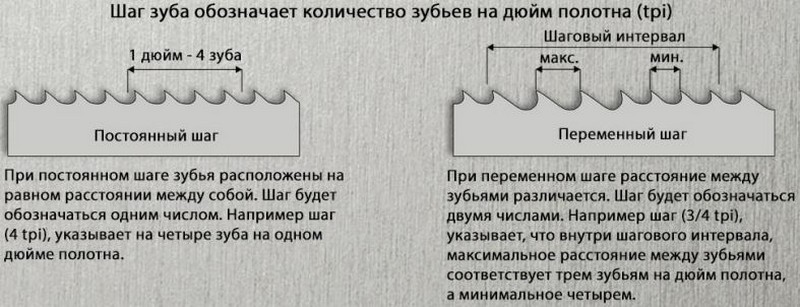
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы — производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.
| Постоянный шаг (например 14) | Переменный шаг (например 8/12) |
Выбор полотна для ленточной пилы
Чтобы приобрести правильный инструмент, необходимо проверить его на соответствие ряду параметров. Такая предусмотрительность позволит добиться ровной линии среза, отсутствия трещин и сколов на заготовке. Для режущего инструмента выпускаются полотна нескольких типов, которые предназначены для работы:
- с камнем;
- металлом;
- деревом;
- синтетическими материалами.
Как выбрать ленточную пилу по металлу?
Для работы с различными металлическими заготовками требуются полотна определенных типов:
- для резки высокоуглеродистых сталей подходят инструменты из композитных сплавов марки М-51;
- низко- и среднеуглеродистых сталей — биметаллическое полотно для ленточной пилы марки М-42;
- продолжительной резки жаростойких сталей — модели SP;
- резки титановых заготовок и никелевых сплавов — инструменты типа ТСТ.
Как подобрать ширину полотна
Размеры полотен ленточных пил по дереву и металлу следует выбирать с учетом характера работ. Ширина инструмента варьируется в пределах 14–80 мм. Стандартными считаются режущие части на 31–41 мм.
Чем шире пила, тем ровнее получится пропил. Так что при отсутствии инструкции для обычной резки выбирайте максимально широкое полотно, которое подходит для ленточнопильного станка. В этом случае материал будет подаваться максимально быстро.
Для контурного распила выберите пилу настолько узкую, чтобы она могла использоваться для вырезания углов и фигур в материале.
Зубцы ленточной пилы: основные параметры
Количество зубцов
Первый момент, на который следует обратить внимание, — количество зубцов. При определении этого параметра учитывайте:
- чем больше зубцов, тем ровнее распил толстостенных заготовок;
- при небольшой плотности зубцов уменьшается нагрузка на площадь заготовки;
- при большом количестве режущих кромок напряжение при выполнении операций распределяется на всю поверхность пилы.
Размер зубцов. При определении размеров зубцов учитывайте следующие рекомендации.
- Зубцы стандартных размеров подходят для разделки тонкого материала и фигурной резки.
- Крупные зубцы приспособлены для глубоких пропилов.
- Режущие кромки малой высоты — оптимальный выбор для разделки тонкостенных листов.
Шаг зубцов полотна ленточной пилы должен совпадать с параметрами ответной части на станке. Наиболее рационально при выборе инструмента пользоваться такими рекомендациями:
- крупный постоянный шаг подходит для разделки тонкостенных листов небольших размеров;
- частые равномерно расположенные зубцы удачны при раскрое больших полотен обрабатываемого материала;
- ленты с переменными зубцами подходят для обработки мягкого материала (пластика, цветного металла, древесины).
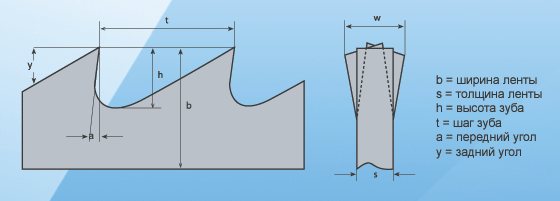
Изображение № 1: Определение шага зубцов ленточной пилы
Производители разрабатывают к номенклатуре изделий специальные руководства по подбору шага зубцов для различных типов проката (цельных заготовок, профилей, листов, труб).Разводка зубцов определяет качество разделки материала, уровень вибраций во время операции и скорость стачивания инструмента.
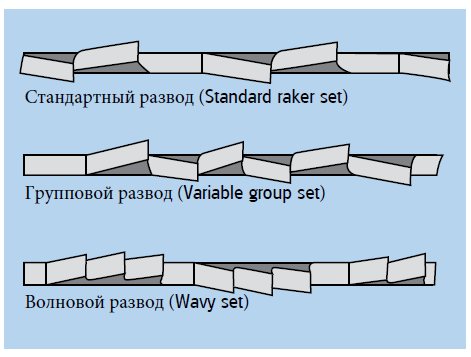
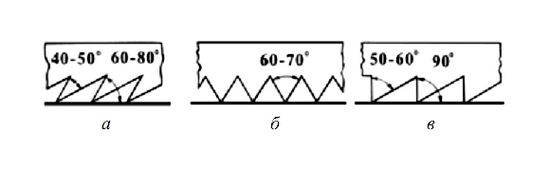
Изображение №2: схемы разводок зубцов ленточной пилы
По этому параметру все полотна делят на 3 группы.
- Волнистый профиль. Зубцы расположены в виде волны по всей длине полотна ленточной пилы, имеют разный угол наклона. Волнистый профиль используют для резки тонких материалов и заготовок небольших размеров.
- Стандартная разводка. Элементы кромки размещены попеременно в обе стороны, один зуб — в центре. Стандартная разводка подходит для пиления крупных металлических секций на горизонтальных станках, контурного пропила и обработки материалов на оборудовании с вертикальной подачей.
- Групповая разводка. Зубцы на кромке расположены попарно с левой и правой сторон. Такие инструменты обеспечивают максимальную скорость и чистоту срезов при небольшой нагрузке на режущую деталь.
Качество заточки определяют на глаз, ориентируясь на такие критерии:
- острота зубцов;
- однородность материала режущей кромки;
- ровность линии кромки.
Важно! Уточните при покупке, можно ли полотно затачивать и сколько допускается циклов обновления режущей кромки
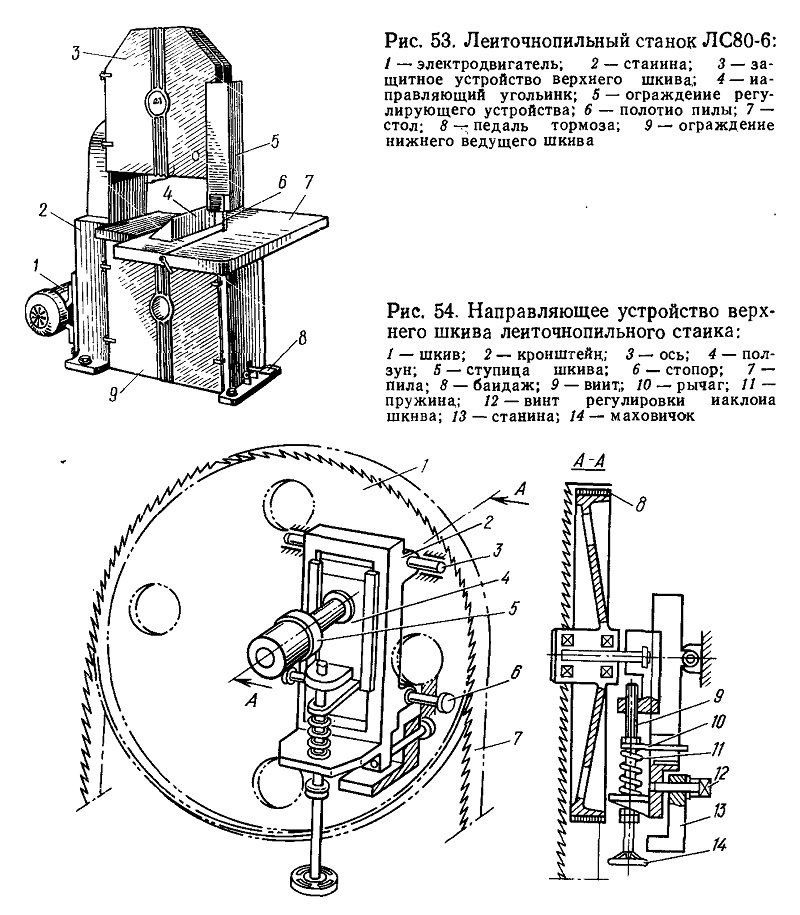
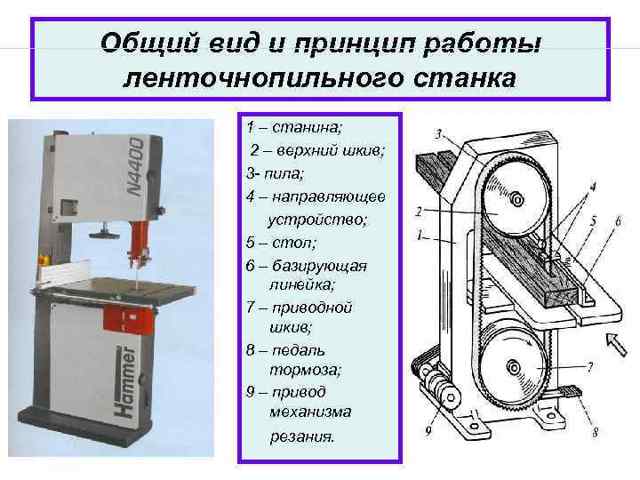
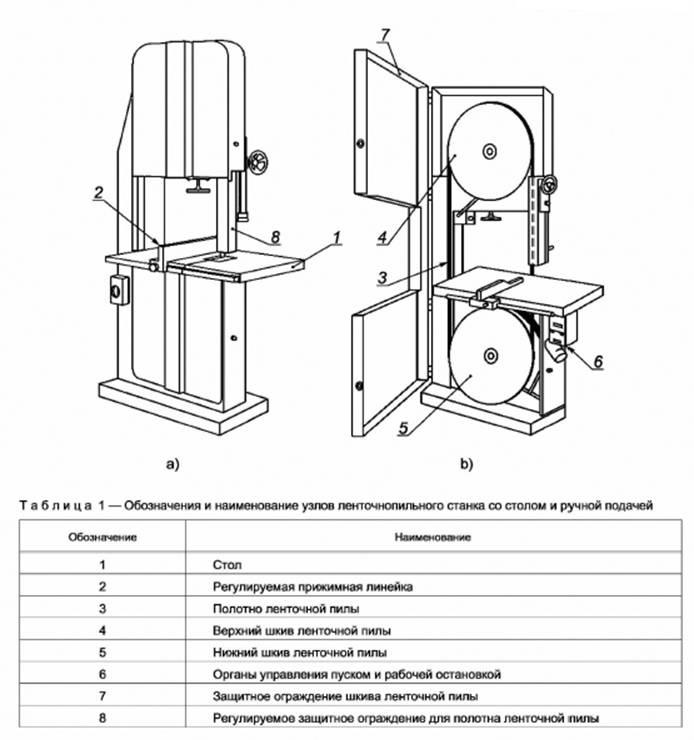
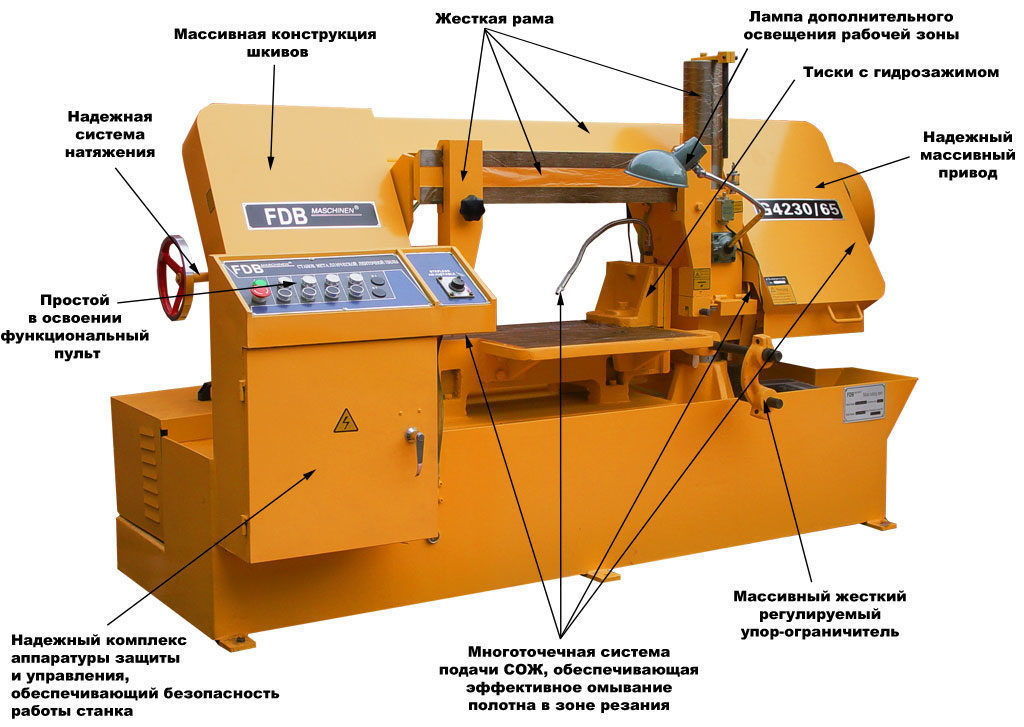
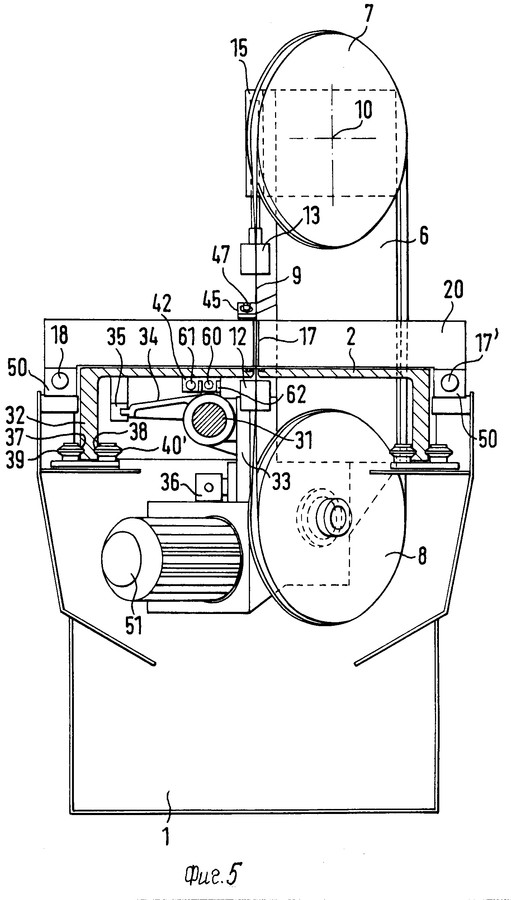
Устройство и принцип работы
Кроме полотна, в состав ленточных пил входят еще устанавливаемые поверх него режущие детали. Когда зубчатый аппарат начинает крутиться, заготовки разделяются на части. В узких пилах ширина рабочих зубцов не превышает 5 см. В широких она минимум на 3 см больше. Но значительную роль играет и геометрия режущих зубьев.


Если высота этих частей – свыше 20% по отношению к ширине рабочей зоны, велик риск поломки полотна из-за избыточной нагрузки
Внимание надо обращать, конечно, и на точность расстановки зубьев. Если промежутки, отделяющие их друг от друга, окажутся слишком малы, из-за накопления опилок инструмент выйдет из строя
Кроме режущей части и ее основания, ленточная пила всегда имеет стол для обрабатываемой заготовки и специальный двигатель. Рабочая поверхность в самодельных конструкциях изготавливается из толстого дерева.


Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
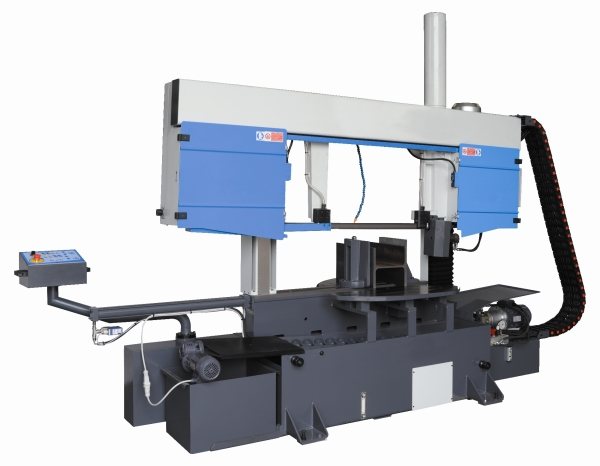
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
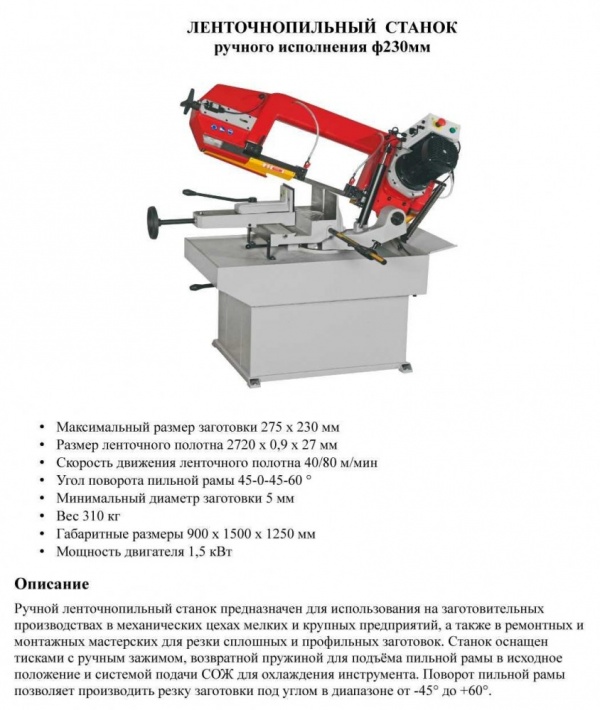
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки. 3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.

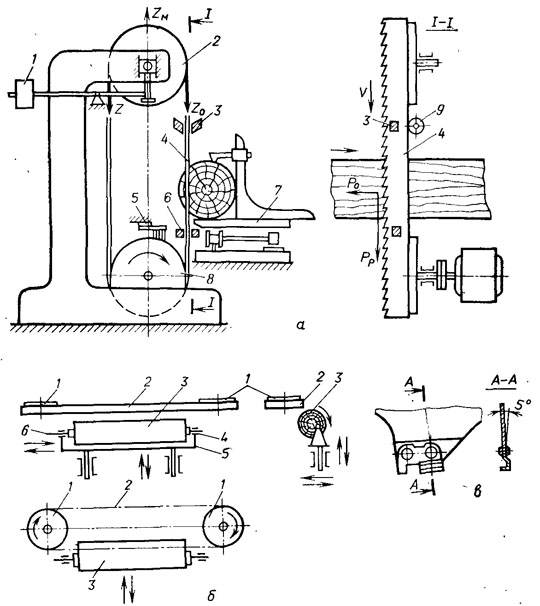
Принцип работы ленточнопильных станков
Основной принцип работы ленточнопильных станков заключается в распиливании заготовок с помощью непрерывно двигающейся замкнутой стальной ленточной пилы.
Благодаря такому принципу, ленточнопильные станки имеют ряд преимуществ:
- Резка выполнятся быстро, точно и чисто.
- В работу берутся различные по твердости материалы, включая и особо прочные металлы.
- Аппараты хорошо справляются с заготовками повышенной толщины.
- Оборудование позволяет выполнять ряд достаточно сложных видов распиловки, включая и криволинейное пиление.
- Движение полотна в станках осуществляется в сторону рабочего стола, поэтому отдача и выброс заготовки в сторону оператора исключается.
- Пропил выполняется очень узкий, поэтому опилок здесь мало, чем достигается экономия изначального материала.
- Многие ленточнопильные станки дешевле циркулярного оборудования, обладающего аналогичными функциями.
- Агрегаты довольно компакты, для работы им нужна небольшая площадь. Существуют и настольные варианты.
- При выполнении операций станки издаю мало шума, что позволяет использовать их в мастерских, находящихся, например, рядом с жилыми домами.
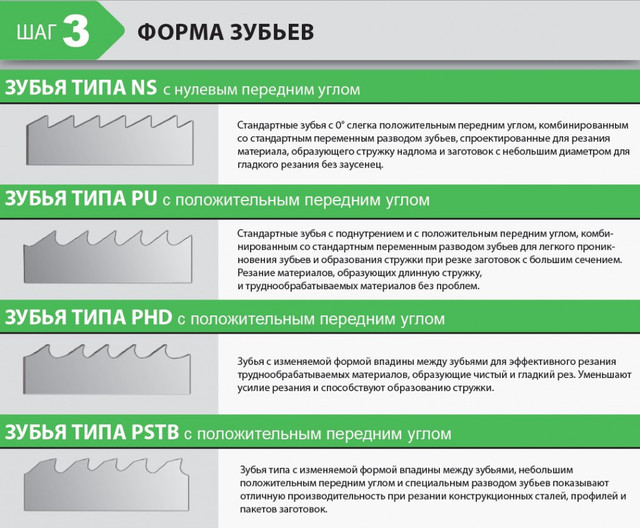
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться исходя из черт обрабатываемого материала. Это выражается в форме зуба и расстоянии меж отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Смотрится это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому совсем подходит для фигурной резки;
- NU – кромка режущая с широким шагом зубьев, что обеспечивает высшую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль употребляют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, зависимо от материала. Например, для распиловки твёрдой древесины и металла употребляются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большущим расстоянием меж зубьями, что позволяет ускорить производственный процесс.
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и черт разрезаемых материалов. Инструмент для древесины а может быть столярным и делительным. Считается 3-ий тип, предназначенный для распилки бруса, бревен. Подобные подвиды имеют свои свойства и форму зубчиков.



Угол заточки ленточных пил по дереву выбирается компанией-производителем из суждений нескольких моментов. Главный в числе их – чем материал тверже, тем передний угол должен меньше. Ниже приведена таблица с основными параметрами пил.
Заточка
Это основной шаг правки режущей кромки, который может выполняться 2-мя способами.
Полнопрофильная заточка пил делается эльборовым кругом, установленным в особенном точильном станке.
Это на 100 процентов автоматическая операция, в какой требуется пользуются мастера. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, для правки разных инструментов заточной элемент должен находиться в ассортименте.
Заточка зубьев делается вручную по другому говоря на спец оборудовании.
Сначала естественно возвратить остроту зубьев в самые недлинные сроки, как досадно бы это не звучало работа просит определённых возможностей. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки употребляются алмазные, эльборовые и корундовые круги. Помните, что при выполнении этой процедуры зубьям придаётся только острота, изготовленная после разводки полотна геометрия должна остаться неизменной.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено
Это лишняя нагрузка, которая затупит зубья или сломает их.




Рекомендации по заточке
Станок для заточки ленточных пил
Принципную значимость имеет верный выбор типа заточного круга. Он должен соответствовать марки стали, из занят} изготовлена ленточнаяпила. Для конструкций из инструментальной стали употребляются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
Зависимо от технических возможностей делают полнопрофильную обработку или каждой режущей части в отдельности. Сначала понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта делается обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие деяния по следующей инструкции.
- Наждак направляется вниз. В то время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный шаг позволяет удалить микротрещины и неровности. Принципным моментом является снижение поверхностного натяжения, которое является основной предпосылкой деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его кромка режущая.
По такой же методике происходит обновление всех других зубьев. Принципно, чтобы значения углов входа и выхода были везде похожими. По другому при различиях геометрии в одной из частей ухудшаться эксплуатационные характеристики.
При длительном контакте круга с металлом может резко повыситься температура по последней. Для устранения этого эффекта употребляют особенные охлаждающие воды, поступающие непосредственно из станка. Подача делается постоянно, чтобы избежать формирования зоны накала. В этой части механическая крепкость будет ухудшена.
Для избежания появления зазубрин перед обработкой древесины нужно проверить наличие там стальных компонент
Также особенное внимание уделяется фиксации и равномерной подаче заготовки для распиливания
READ Как Разобрать Пилу Stihl 180 Видео
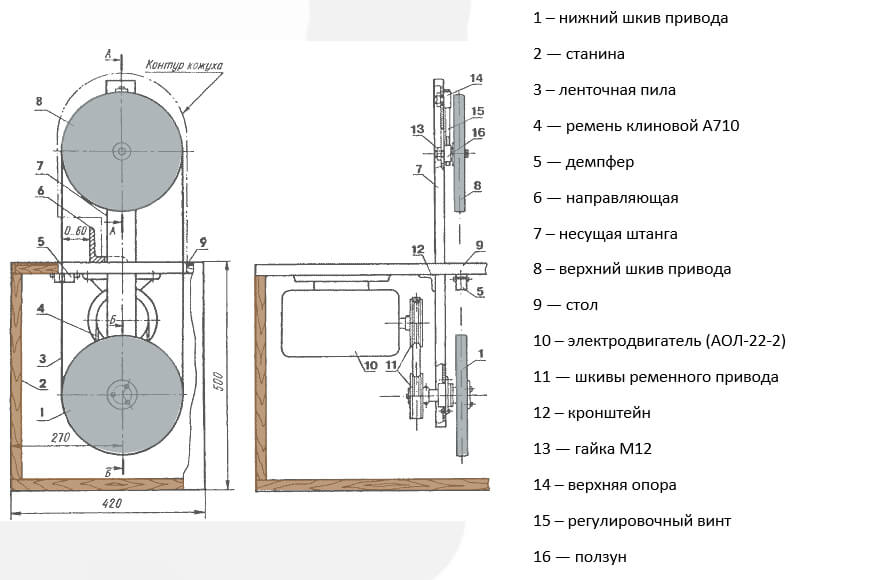
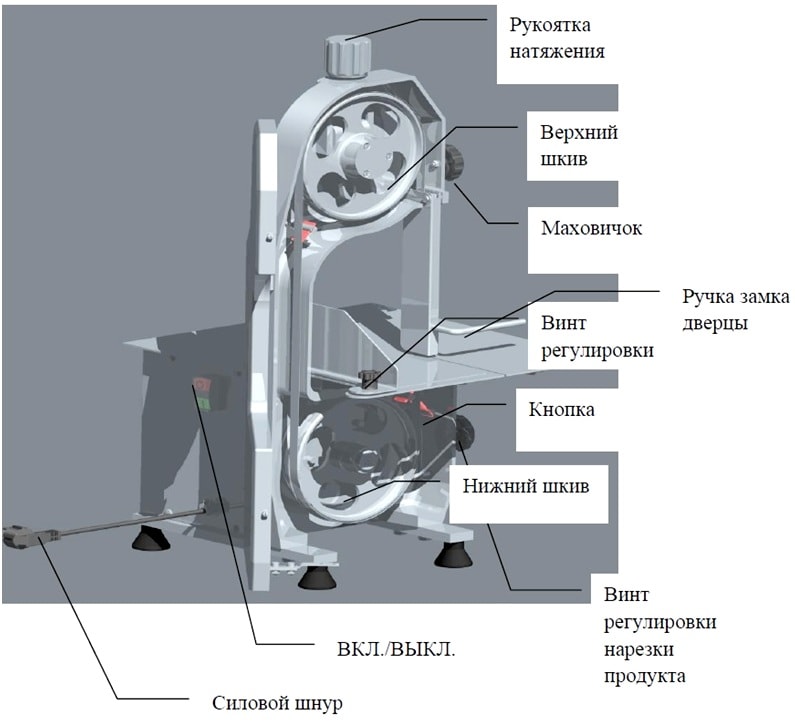
Что такое — ленточнопильные станки
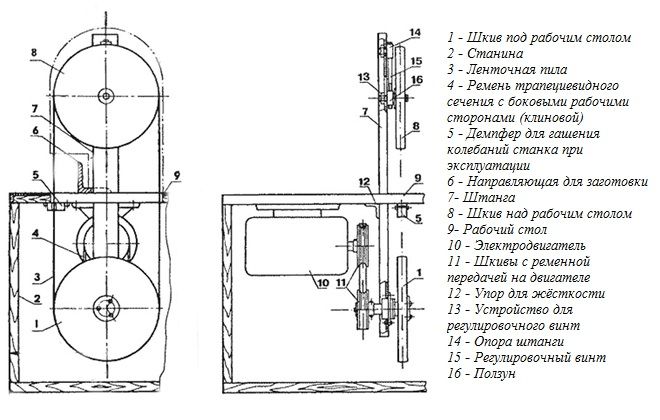
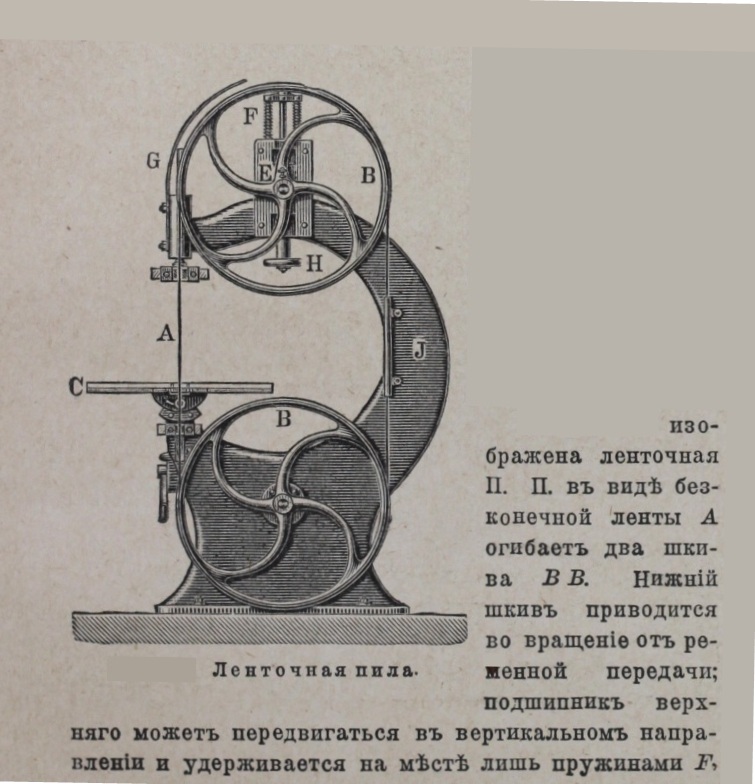
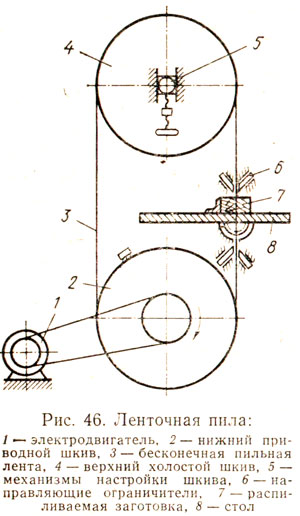
Ленточнопильные станки — аппараты, у которых в качестве главного рабочего инструмента выступает ленточная пила. В свою очередь, ленточная пила представляет собой замкнутую металлическую полосу, натянутую на два или три больших шкива (колеса), и непрерывно обращающуюся вокруг них.
Ленточная пила в станках характеризуется следующими параметрами:
- толщиной,
- высотой,
- длиной,
- количеством зубьев на дюйм,
- разводкой,
- углом заточки,
- и так далее.
Шкивы крепятся к пильной раме, представляющей собой прочный каркас. Один из шкивов выступает как приводный элемент, которому от мотора передается движение для вращения ленточной пилы. Другой шкив является натяжным, так как в процессе выполнения операций он производит нажим и отвечает за натяжение ленты.
Скорость ленточной пилы.
Режим резания определяется несколькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба
Немаловажное значение при этом играет, какой компанией выпущено полотно. Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости ленточной пилы, для конкретного вида оборудования. Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала
К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы
Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала
К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.






Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.
 Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).