
Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
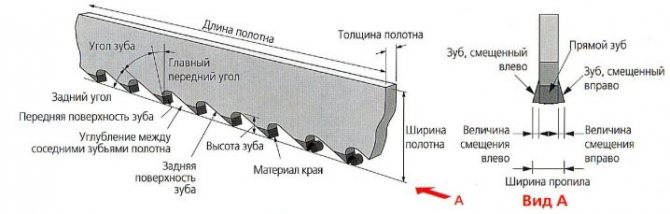
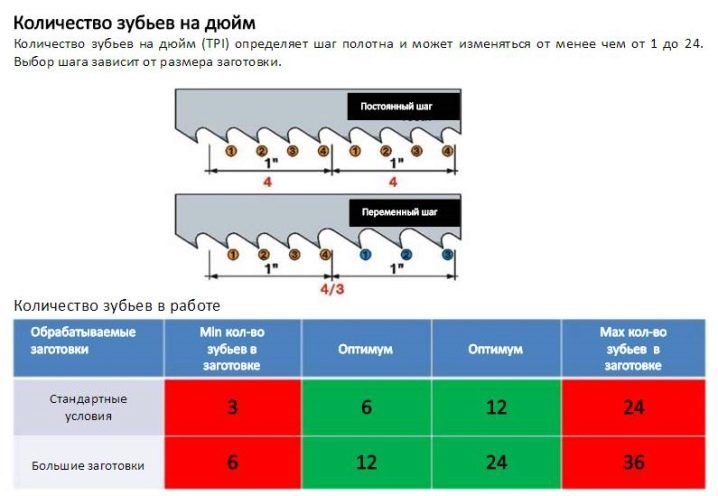
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).

Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Эксплуатация
Резка металла ленточнопильным станком требует соблюдения определённых особенностей:
- Учитывать скорость подачи заготовок, чтобы не повредить пильное полотно.
- Проверять надежность закрепления заготовки в тисках на рабочем столе.
- Если нет системы подачи охлаждающей жидкости, поливать место обработки, пильное полотно водой во время разрезания деталей.
- Использовать защитные очки, чтобы металлическая пыль не попала в глаза.
- Смазывать подвижные элементы маслом раз за месяц.
- Очищать оборудование после проведения работ.
Нельзя перегружать ленточную пилу, длительное время работать на максимальной мощности без остановок.
Ленточнопильные станки позволяют разрезать металлические заготовки под разными углами. С их помощью из листов вырезаются пластинки сложной формы. Чтобы эффективнее работать с оборудованием, требуется ознакомиться с характеристиками, узнать особенности технологического процесса.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.
Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS – ленточнопильный станок по металлу.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
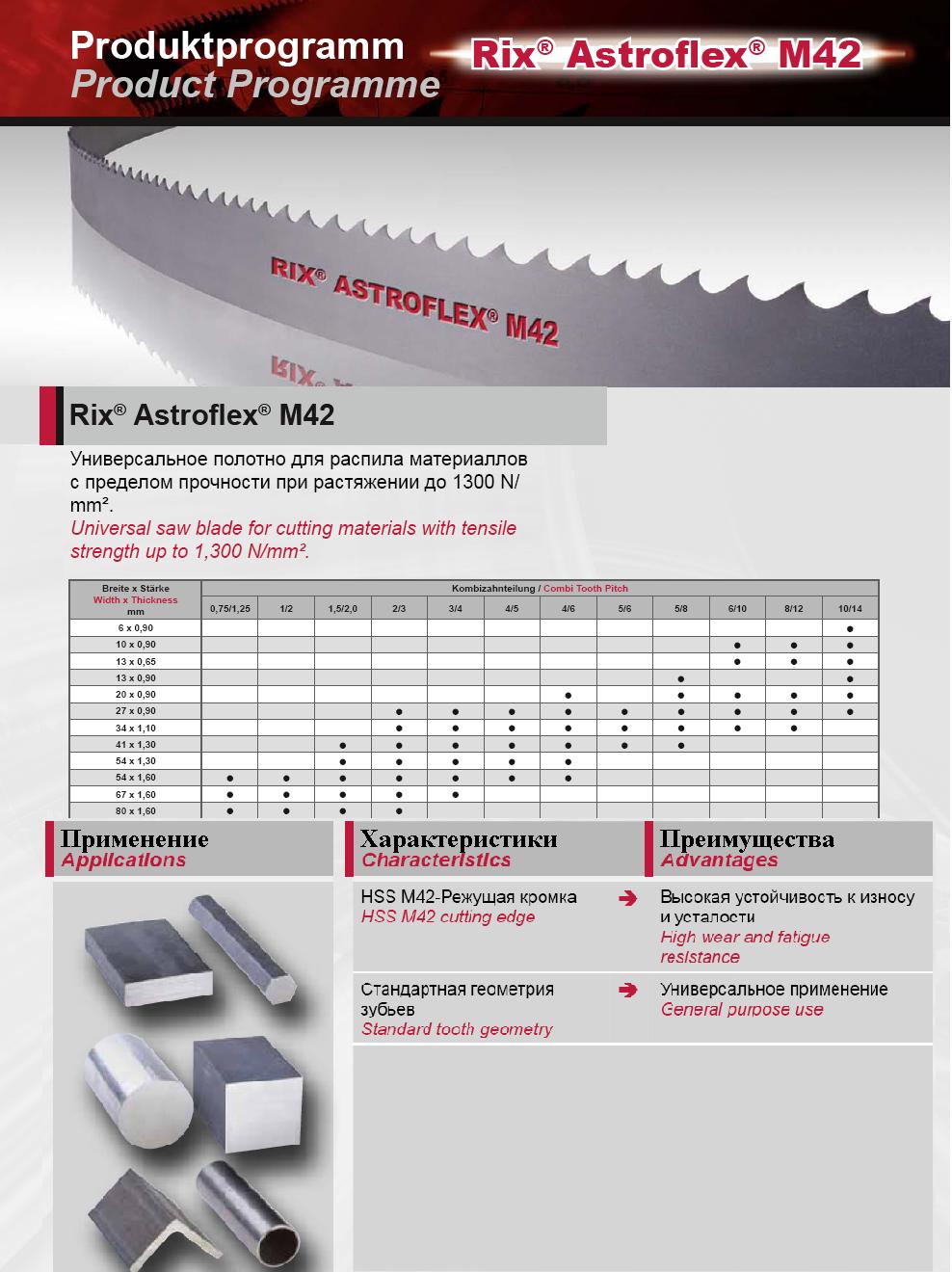
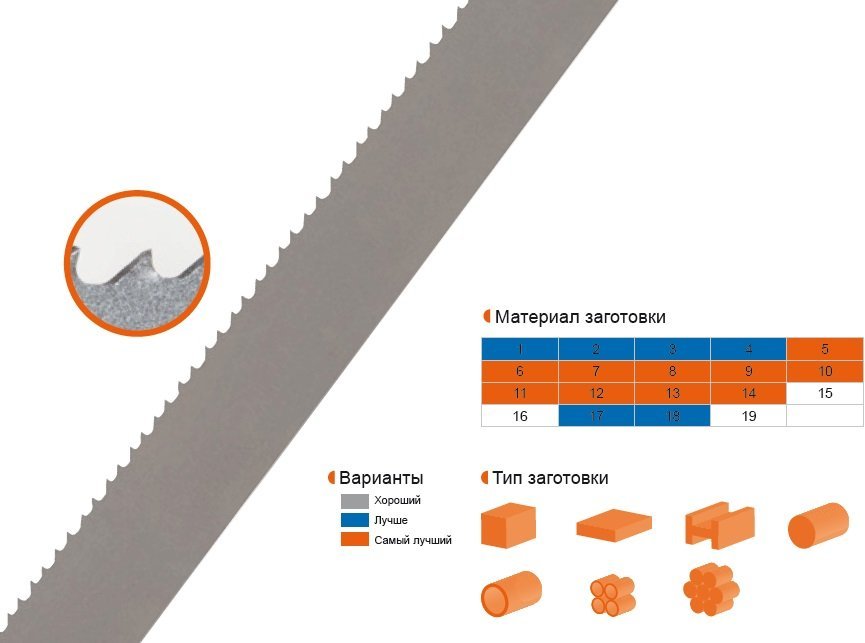
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
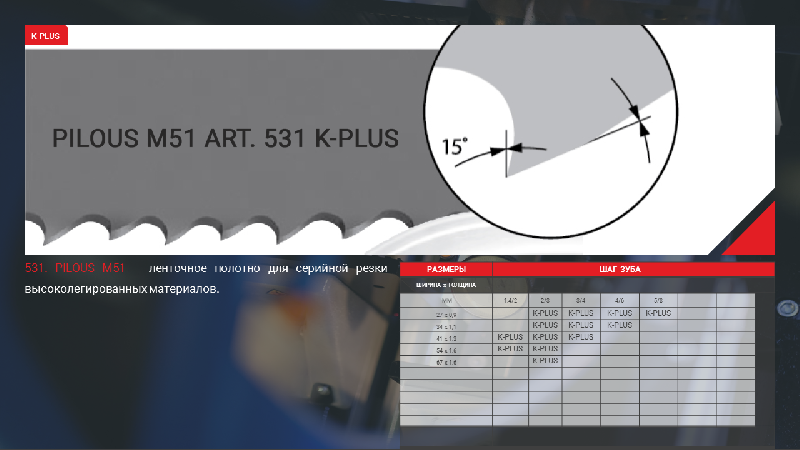
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
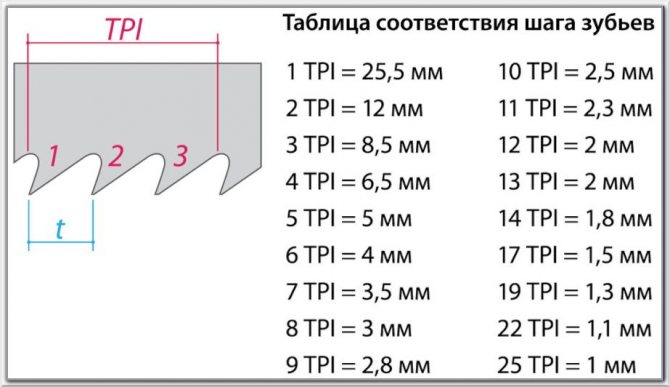
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.


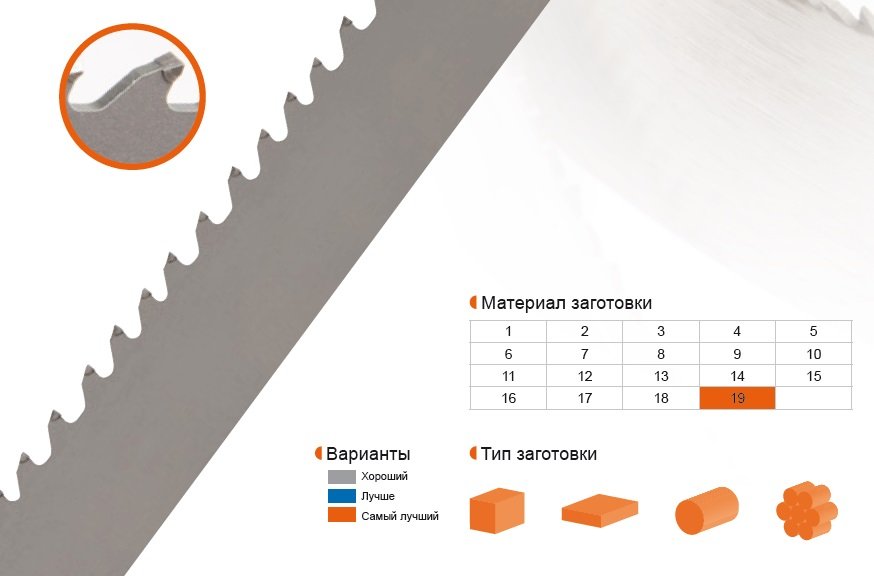





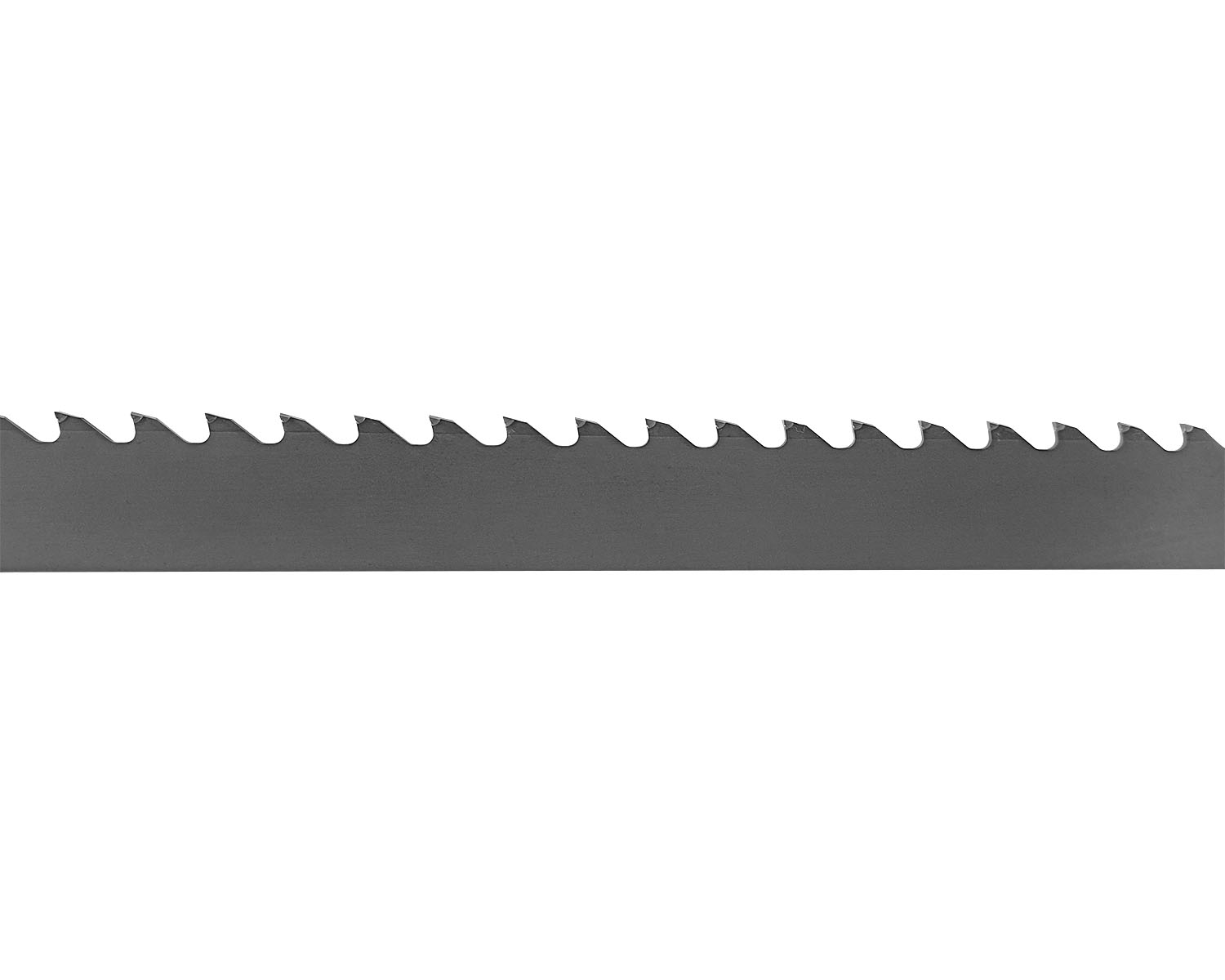
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
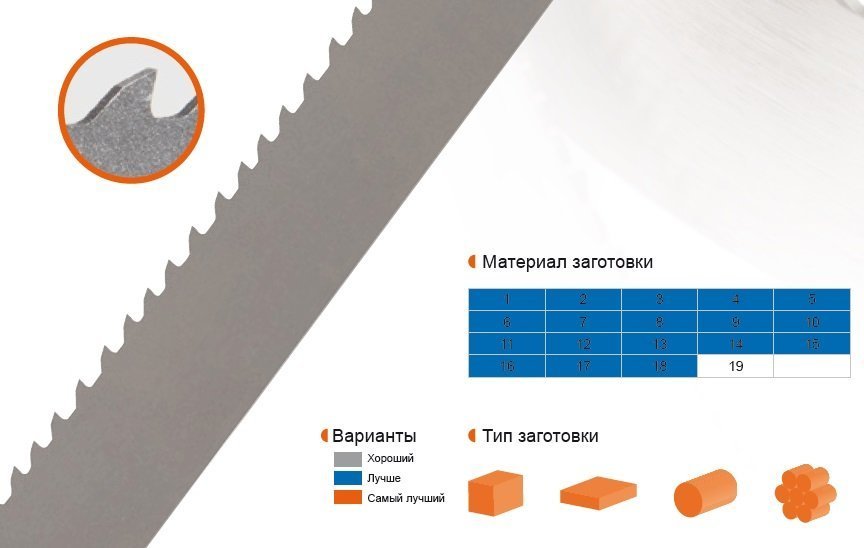
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Критерии выбора
Нет универсального изделия, которое сможет удовлетворить все запросы покупателя
Поэтому при покупке придется обращать внимание на ряд моментов. Например, ширину нужно подбирать исходя из типа работ
Она варьируется в диапазоне 14-80 мм. Стандартом принято считать модели на 31-41 мм. Чтобы не запутаться, можно обратиться к инструкции имеющегося станка. Как правило, в ней всегда указываются основные характеристики нужного полотна. Следуя конкретным параметрам, можно приобрести правильный вариант, благодаря которому станок будет работать высокопроизводительно.

Тип зубьев
Зубцы режущей ленты имеют особое расположение. Оно не прямое, а отклоненное в стороны от плоскости основной ленты. Вид такого расположения называют разводкой, которая бывает разной. На сегодняшний день она делится на три типа: прямую, волнообразную и чередование.
Поочередное отклонение зубьев в правую и левую стороны позволяет обеспечить более широкую форму реза. При этом исключается застревание ленты в обрабатываемой заготовке. Чаще сегодня покупают полотна, у которых разводка такова:
- направо, прямо, налево;
- направо, налево по очереди;
- волной с изменением угла наклона зуба.

Полотна первого типа применяют в работе с пакетами сплошных заготовок, труб и профилей. Второй вариант считается универсальным, однако, как показывает практика, лучше он показывает себя в работе с мягкими металлами. Третий тип разводки применяют в работе с тонкостенными трубами и малыми размерами заготовок.
Форма
Форма зубьев у ленточных полотен также разнится. Разработанные стандартные решения позволяют выбрать вариант с учетом потребностей покупателя.
- Кромка с зубьями NORMAL располагается по направлению вверх относительно полотна. У данной формы не наклонена фаска, используют ее при резке деталей из высокоуглеродистой стали.
- HOOK имеет фронтальный наклон 10 градусов. Резать такими зубьями можно сплошные прутья разного сечения, выполненные из легированной стали. Также данным полотном можно резать толстостенные заготовки.
- Вариант RP характеризуется наклоном режущей кромки 16 градусов. Полотна с такой формой зубьев покупают для работы с цветными сплавами. Также можно использовать такую ленту для реза труднообрабатываемого сплава.
- Форма MASTER считается универсальной и наиболее распространенной. Ее наклон фаски может составлять 10 и 15 градусов, здесь же имеется шлифовка продольной кромки, что позволяет снизить шероховатость обработанного края.
Полотна для ленточнопильных станков по металлу могут различаться и количеством зубьев. Выбор шага напрямую влияет на качество реза. При постоянном шаге число зубьев может составлять от 2 до 32 на 1 дюйм. При этом чем больше их количество, тем меньшей должна быть толщина резки заготовки. В аналогах с переменным шагом количество зубьев варьируется в диапазоне от 2 до 14 на 1 дюйм. Выбор правильного шага зуба подбирают с учетом толщины стенок труб и профилей, с которыми придется работать в дальнейшем.
Скорость реза
Режим резки будет зависеть от разных показателей. Одним из них является обрабатываемый материал. Придется учитывать группу стали и сплав, а также размер самой детали и шаг зубьев. Здесь же придется выбирать конкретную торговую марку, поскольку этот фактор тоже определяет качество и эффективность полотна.
Скорость вращения лент неодинакова, при покупке продавцы укажут на это
Важно определиться и со скоростью подачи ленточного полотна, так как в идеале каждый зуб пилы должен срезать стружку конкретной толщины. У каждого станка своя заданная скорость, а потому подбирать нужное значение придется исходя из этого
Конечно, можно пойти экспериментальным путем, купить ленту и смотреть на ее эффективность уже по стружкам. Однако лучше изначально подбирать нужный вариант, ведь от этого напрямую зависит качество выполняемой работы. Кроме того, важно понимать, что производительность полотна и ее ресурс не бесконечны.
Скорость вращения ленты и подача считаются ключевыми критериями. Опираясь на них, подбирают модификации полотен, шаг зубьев, разводку.

Аппарат для работы с металлом
Все инструменты для резьбы делятся на несколько видов, но основным и самым удобных является вертикальный тип. Именно такой станок при работе позволяет перемещать заготовку, в то время как другие виды крепко закрепляют её.
Основная классификация подразделяет аппараты по материалу, для которого они будут использованы:
- Для резьбы по металлу.
- Для обработки синтетических материалов.
- Для дерева.
- Для камня.
А также инструмент делится в зависимости от зубьев. Здесь выделяются ленты с незакаленным зубом, которые отличаются довольно низкой стоимостью, но работают с минимальной скоростью подачи около 7 метров в минуту. Ленты же с закалёнными зубьями имеют высокую износостойкость и более высокую скорость подачи, но такой аппарат дороже.
Правила выбора инструмента
В арсенале каждой пилорамы и мастерской имеются ленточные пилы по металлу. Как выбрать качественный аппарат:
Для начала нужно выбрать две или три фирмы, которые занимают лидирующие позиции на рынке и отличаются своей надёжность и качеством.
Важное место занимает соотношение цены и затрат на обслуживание. Аппарат в первую очередь должен быть без изъянов, легко затачиваться, легко распиливать материал.
Количество зубьев. Специалисты рекомендуют приобретать пилы, число зубьев на которых кратно трём
Именно такие аппараты обеспечивают нормальную и долгую работу инструмента.
Специалисты рекомендуют приобретать пилы, число зубьев на которых кратно трём. Именно такие аппараты обеспечивают нормальную и долгую работу инструмента.







https://youtube.com/watch?v=DoIIwx4mCqI
Основные производители пил
 Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Ещё одной фирмой, зарекомендовавшей себя на рынке, является Wood-mizer, которая изготавливает аппараты для разных условий. Первой разновидность — это стандартные пилы. Но даже у такого вида инструмента есть свои особенности, а именно Wood-mizer делает зубья прочнее с помощью электромагнитной индукции, что позволяет увеличить промежуток между заточкой. А также фирма производит инструменты для промышленных предприятий и для распилки сверхпрочных металлов и древесины.
Arntz — знаменитая германская фирма, которая приобрела популярность во всём мире. Пилы этой марки изготовлены из материалов, имеющих в своём составе кобальт, что делает инструмент прочным и износостойким. Особенностью этой марки является то, что у пилы имеется функция увеличения скорости.
Именно эти производители ленточных пил являются самыми надёжными, проверенными временем и имеют множество положительных отзывов.
Виды зубьев ленточных пил
Полотно для ленточнопильного станка оснащается зубьями в количестве от 1 до 32 на один погонный дюйм. Если выбор ленточного полотна требует непостоянного шага зуба, то их количество находится в диапазоне от 0,75/1,25 до 10/14 на дюйм. От плотности зубьев зависит их число, которое пребывает в зоне реза одновременно. Оптимально — 3-5.
Зубья режущей кромки расположены не прямолинейно, а отклонены в стороны от плоскости основной ленты. Вид этого отклонения называется разводкой пилы. Зубья поочередно наклонены в правую и левую сторону, что обеспечивает более широкую, чем толщина полотна, линию реза и исключает его застревание в материале. Наиболее часто используется разводка трех видов:
- вправо, прямой зуб и влево;
- вправо и влево поочередно;
- волнообразная разводка с изменяемым углом наклона зуба.
Форма разводки полотен
Первый вид используется при резании пакетов сплошных заготовок, труб, профильного проката. Волнообразная — для труб, особенно тонкостенных, проката малых размеров с небольшой толщиной стенок. Стандартная вправо/влево практически универсальная, но лучше всего себя проявляет при резке мягких материалов — меди, алюминия, цветных сплавов и пластика.
Скорость ленточной пилы.
Режим резания определяется несколькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба
Немаловажное значение при этом играет, какой компанией выпущено полотно. Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости ленточной пилы, для конкретного вида оборудования
Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала. К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы.
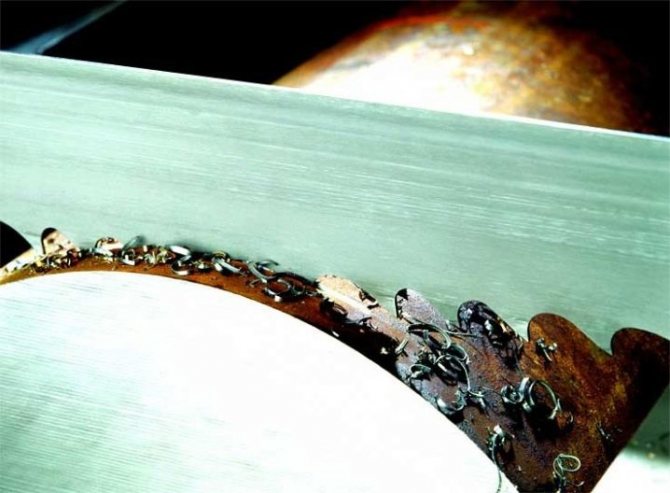
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
| 20Х13, Р6М5 12Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
Методы охлаждения ленточного полотна
Самым эффективным методом применения СОЖ для операции — высокопроизводительная резка металла на ленточнопильном станке — является система подачи СОЖ, текущей сверху через направляющие трубки со стороны входа ленточного полотна в отрезаемую заготовку и стороны выхода ленточного полотна из неё. Применение такого метода подачи СОЖ эффективно уменьшает фрикционное тепло и обеспечивает максимальную смазку, когда ленточное полотно проходит через направляющие по отрезаемой заготовке. Это гарантирует, что СОЖ эффективно поступает в зону резания. Для маленьких ленточнопильных станков, которые не оборудованы баком для СОЖ, маленькая и относительно недорогая система масляного тумана может окупить себя за короткий период времени. Конструктивная форма ленточного полотна часто приводит к высокой потере СОЖ при использовании метода подачи СОЖ через направляющие трубки. Угол подвода направляющей трубки и маленькая толщина канала могут перекрыть лишь ленточное полотно маленького поперечного сечения, таким образом, мало тепла уводится из зоны резания. Следовательно, система масляного тумана обычно эффективнее в обеспечении уменьшения фрикционного тепла от ленточного полотна
Ещё очень важно то, чтобы обе стороны ленточного полотна должны быть смазаны равномерно. Если одна сторона ленточного полотна будет смазано недостаточно, то ленточное полотно обычно будет уводить в сторону более смазанной стороны
Химический состав
В соответствии с ГОСТ 5950-2000 в состав 9ХФ входят:
- Углерод (С) – 0,9% (повышает твёрдость).
- Марганец (Mn) – 0,3-0,6% (увеличивает прочность).
- Хром (Сr) – 0,4-0,7% (защищает от коррозии).
- Молибден (Mo) – 0,2% (даёт возможность закалки материала до высоких показателей HRC, увеличивает плотность).
- Ванадий (V) – 0,15-0,3% (придаёт упругость, защищает от коррозии).
- Никель (Ni) – 0,4% (добавляет ударную вязкость).
- Кремний (Si) – 0,4% (увеличивает прочность, действует как раскислитель и дегазатор для удаления кислорода при плавке металла).
Остальные примеси имеются в незначительных количествах.
Подробно о составе в таблице:
Химический состав 9ХФ.
Устройство и принцип работы
Ленточные станки для резки металла используются не только для разрезания металлических листов, но и разделения дерева, пластика. Благодаря высокой мощности оборудования расширяется спектр применения ленточных пил в производстве. Преимущество резки на ленточнопильном станке — возможность вырезать сложные заготовки из цельных листов, не нужно часто менять режущую часть. Небольшие модели используют на небольших производствах, в частных мастерских.
Чтобы понять принцип работы этого оборудования, необходимо разобраться с его устройством. К ключевым элементам относятся:
- Неподвижная станина, на которой закрепляются остальные детали.
- Корпус из металла или пластика.
- Основной элемент приводного механизма.
- Замкнутый контур который отвечает за резку.
- Отдельный механизм с помощью которого подаются заготовки.
- Система управления.
Мастер выставляет угол реза на полотне, запускает электродвигатель. Подающий механизм перемещает обрабатываемую заготовку под режущую часть. Давление полотна равномерно распространяется по разрезаемой детали. Для изменения положения металлической заготовки, мастер перемещает рабочий стол.
Режимы реза и стойкость
Качественный рез и длительность эксплуатации пилы зависят и от оптимального подбора режима реза — скорости и подачи. Режим зависит от материала заготовки, её размера и профиля. Скорость подбирается по таблицам производителей и на основании практических показателей типа и толщины стружки. При тонкой увеличивается подача или уменьшается скорость, при толстой стружке или наличии голубого отлива снижается скорость подачи или увеличивается скорость реза. Оптимальный вариант – слабо вьющаяся стружка.
Что же касается стойкости пил, то она зависит от стойкости материала к износу и многих других факторов, в т. ч. стойкости к цикличным переменным нагрузкам и правильной эксплуатации. Как правило, полотна ведущих производителей рассчитаны на 140 – 160 часов работы. Этот показатель можно увеличить путём снятия полотен на релаксацию и, конечно, правильным подбором параметров реза.
Биметалл (Bimetal) — режущая часть полотна, которая напаивается лазером к основе сделанной из пружинной стали, является сложным сплавом нескольких металлов, полученных различными способами. Bimetal HSS М42 (аналог 10Р2М10К8) и HSS М51 (аналог 12Р10М4К10) могут изготавливаться способом взаимного одновременного литья, синхронного прессования либо гальванического нанесения. В случае с ленточными пилами по металлу, разные производители применяют отличные способы их изготовления, от этого и зависит качество полотна, его прочность и срок эксплуатации.
Особенности выбора ленточной пилы
Перед тем как выбрать ту или иную модель ленточной пилы по металлу или другому материалу, помните, что для применения на крупных промышленных производствах для частого применения лучше всего брать более дорогой вариант с высокими показателями прочности. А вот для домашнего нерегулярного применения будет достаточно более дешевого варианта со стандартными прочностными показателями.






Выбор пилы по размерам
Длину и ширину инструмента нужно также подбирать в зависимости от условий использования. Так, нужно соотносить инструкцию оборудования с параметрами режущего инструмента
Если такие данные в сертификате пилы отсутствуют, тогда примите во внимание следующее:
- срез будет ровнее, если полотно пилы будет более широким;
- при работе с грубыми заготовками из металла тонкое лезвие пилы быстро деформируется;
- чем меньше толщина металла, который вы пилите, тем больше вероятность того, что детали деформируются, если пила слишком толстая;
- чтобы выполнить контурную или фигурную нарезку, нужно соотнести ширину режущего элемента и возможность отрезать металл под требуемым углом.
Ширина пила чаще всего колеблется от 14 до 80 мм. Наиболее оптимальный вариант – это показатель порядка 40 мм.
Выбор нужных параметров зубьев ленточной пилы

- чем больше зубьев, тем более качественным будет пропил металла с толстыми стенками;
- а если зубьев меньше, то снижается нагрузка на всю площадь полотна пилы;
- при распиливании металла напряжение распределяется равномерно на всю поверхность пилы с большим количеством режущих кромок.
В большинстве случаев количество зубьев на пиле ленточного типа варьируется от 3 до 24 штук.
Также нужно учитывать не только количество зубьев, но и их размеры. Рекомендации по выбору будут такие:
- зубцы большего размера смогут совершать глубокие пропилы, например, их лучшего брать для нарезки стволов деревьев;
- для распила тонкостенных металлических листов лучше всего, чтобы режущая кромка имела небольшую высоту.
Также шаг зубьев должен соответствовать по размеру ответной части, расположенной на станке. При более рациональном применении требования к шагу следующие:
- при формировании тонкого металлического листа небольшого размера выбирайте постоянный крупный шаг;
- для резки больших полотен нужно выбирать модели с частным и равномерным размещением зубцов;
- для обработки мягких материалов разной природы берите переменный зуб, при этом пила не засоряется и скорость работы будет большей.
Также немаловажный параметр – это разводка зубцов. Она влияет на качество самой работы и на уровень вибрации. Делать выбор нужно согласно следующим рекомендациям:
- волнистый профиль подходит для тонкого металла или небольших заготовок;
- стандартный профиль, где все элементы режущей кромки размещены равномерно с обеих сторон с одним дополнительным зубом по центру, используется для раскройки объемных металлов, для контурной нарезки или же для установки вертикального станка;
- переменный профиль имеет попарное размещение зубьев справа и слева. Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
Качество заточки пилы
Обязательно при выборе ленточной пилы обращайте внимание на качество ее заточки. Проверить этот параметр можно так:
- проверьте зубья на остроту;
- убедитесь в том, что материал конструкции однороден;
- проверьте, насколько ровна линия на режущей кромке.
Также при выборе наиболее подходящей для вас модели пилы обязательно уточняйте, есть ли возможность перезаточить пилу , если в этом будет необходимость, а также сколько существует циклов обновления кромки для той или иной модели пилы ленточного типа.





