
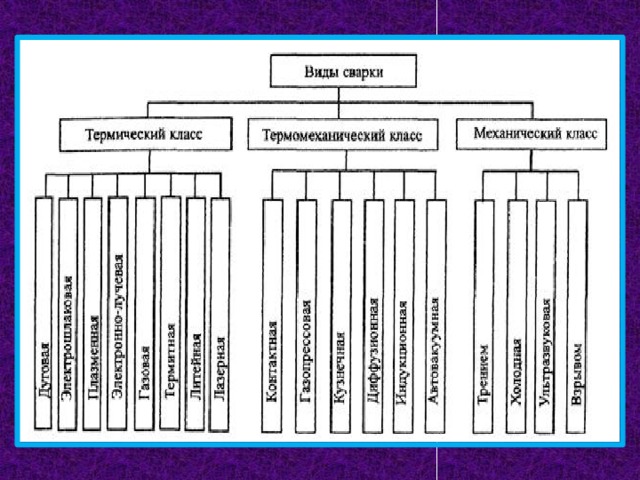
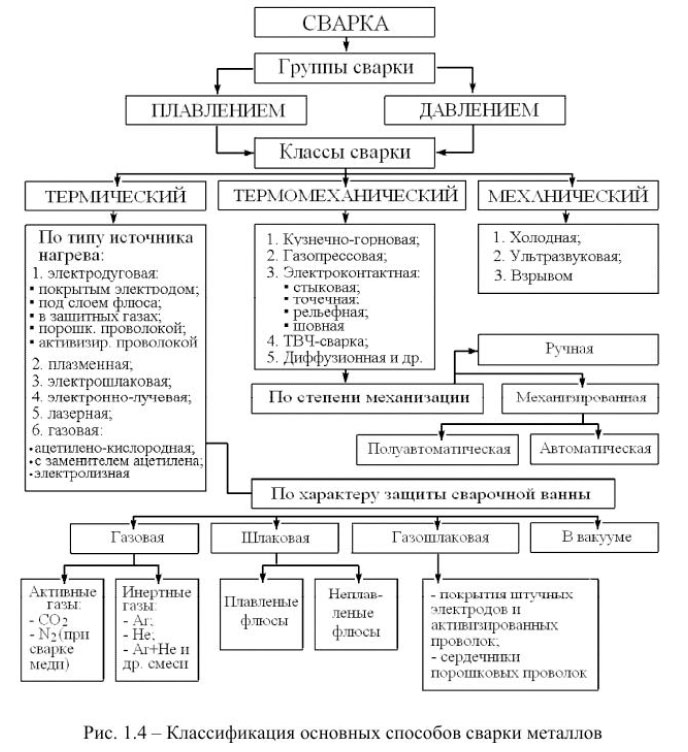
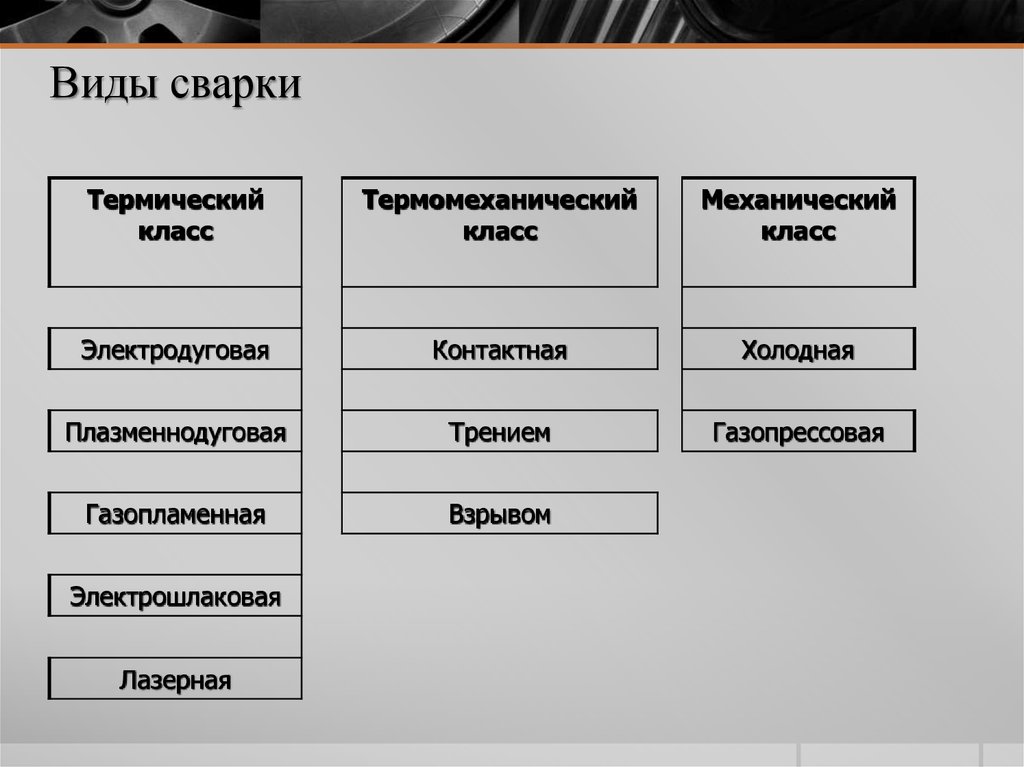
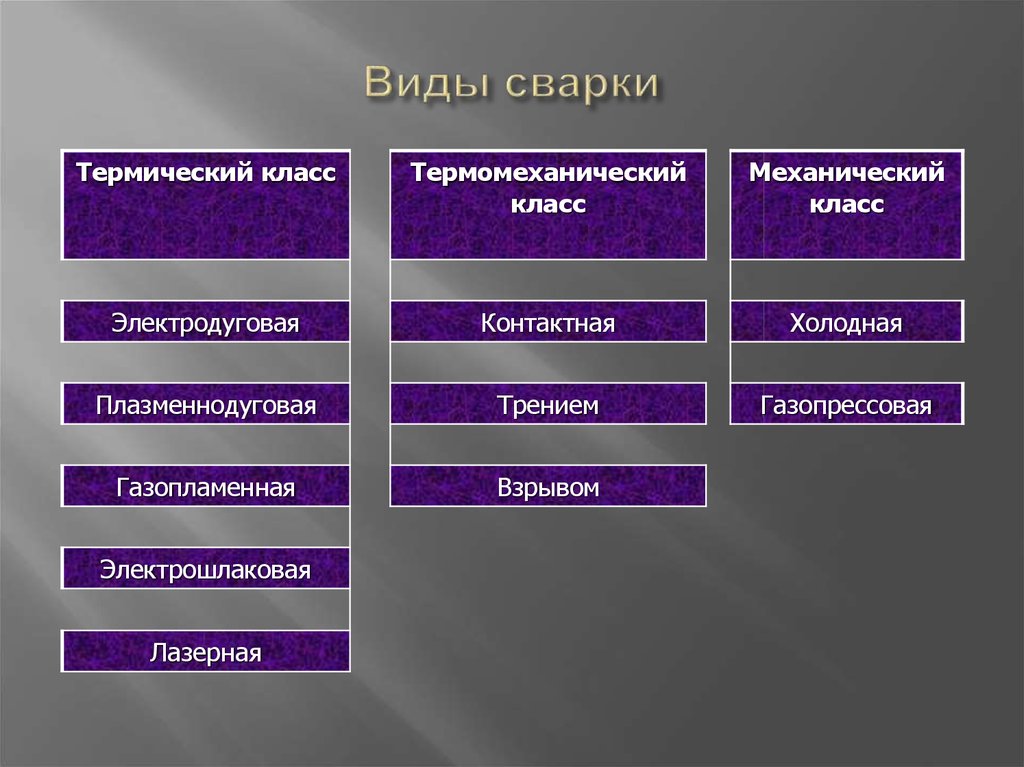
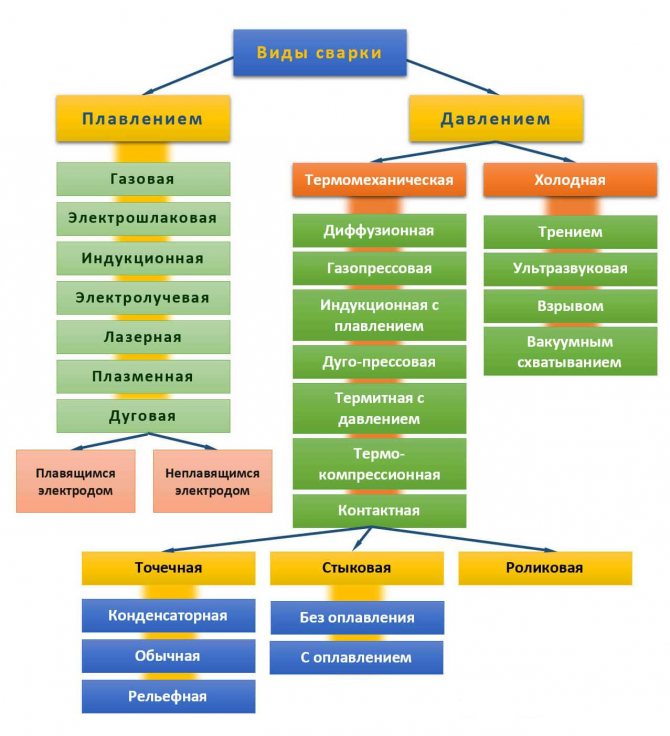
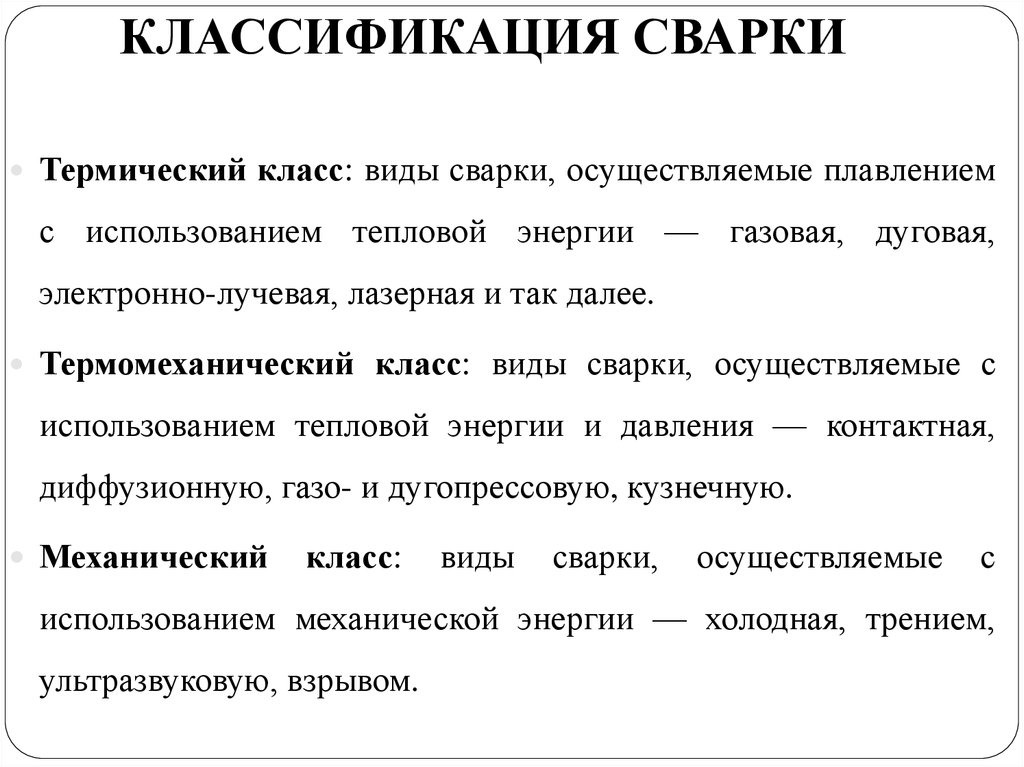
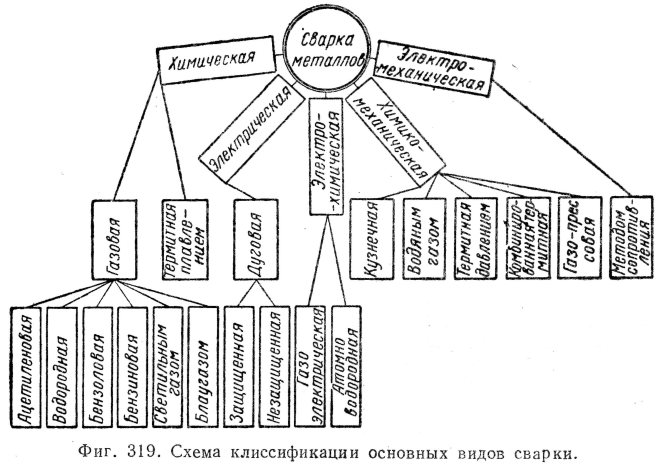
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса — кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.

Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
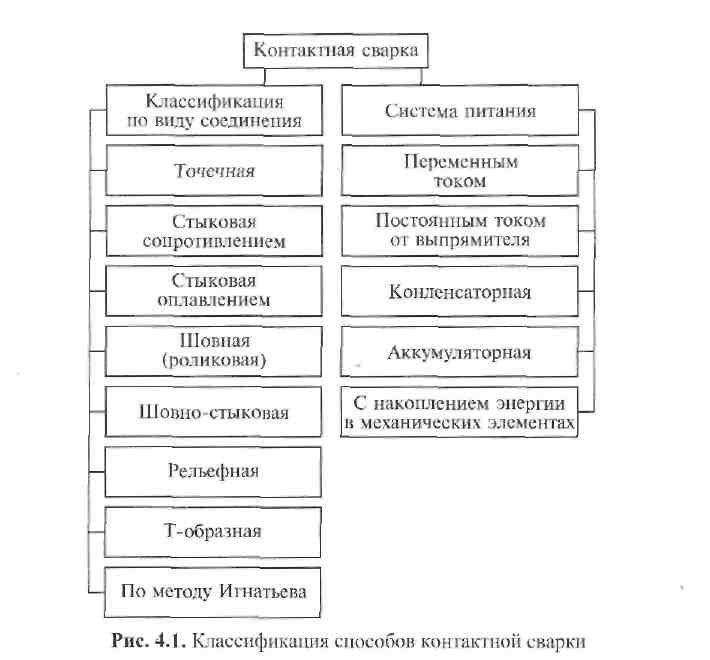
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
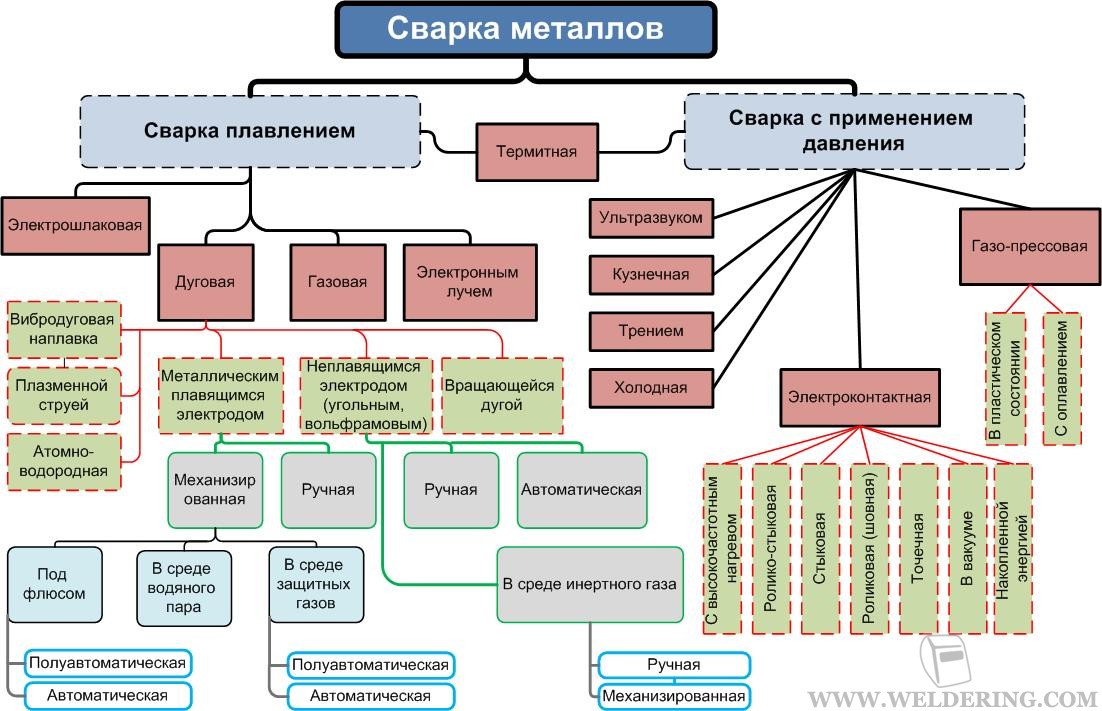
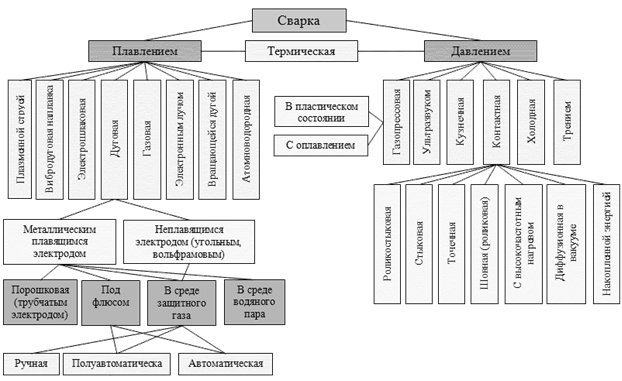
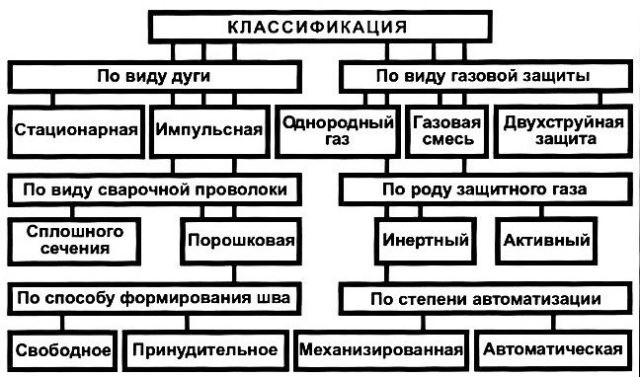
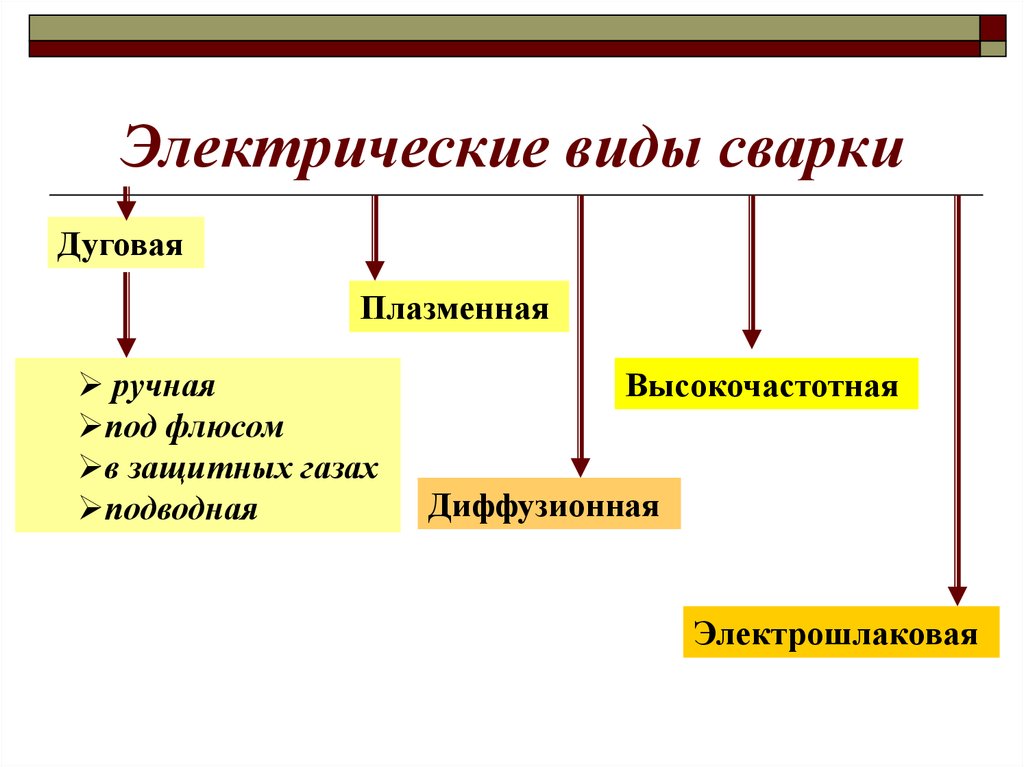
У этого вида сварки есть несколько разновидностей:
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую.
- Лазерная сварка. Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Техника сварки металлоконструкций.
Для швов различной протяженности необходимо применять специальные методы сварки.
Короткие швы протяженностью >250 мм выполняются «напроход». Это когда сварщик зажигаю дугу ведет ее от одного края изделия к другому без остановки в процессе сварки.
Швы протяженностью 1000 мм называются средними. Такие швы правильно выполнять от центра изделия и перемещаться к краям. Наилучший способ осуществлять 2 сварщикам параллельно. При таком подходе два сварщика ведут работу к краю шва, стараясь выполнять ее с одинаковой скоростью.
Длинными называются швы протяженность которых превышает 1000 мм. Для соединения столь протяженных швов используется несколько различных методов. Первым является обратноступенчатый способ. При его выполнении шов делиться на участки, которые заваривают путем провара 150-200 мм шва. Останавливаясь и выполняя следующий шов так, чтобы его конец пришел в начало предыдущего. Сварка идет в одном направлении, а расположение нового участка в противоположном. Это легко понять посмотрев на картинку ниже.
Аналогично обратноступенчатым методом можно произвести сварки от середины изделия к краям. Два сварщика выполняют работу на своей половине изделия. Этим способом можно заварить, как и за один проход изделие малой толщины, так и толстые, несколькими проходами. Участок каждого сварщика делится на более мелкие участки.





Процесс, как и в предыдущем случае идет в одну сторону, а наложение новых швов в другую.
Еще один способ – вразброс. Шов делиться на равные участки количеством 5-6 участков. Далее варят участок по центру. Также накладывая швы небольшой протяженности в противоположном направлении от направления сварки. Далее варятся наиболее удаленные участки по краям и завершают процесс средних участков шва. Каждый из этих методов значительно сократит деформации конструкции после сварки.
Безопасность и оборудование
Если сварщик не соблюдает технику безопасности при работе с током или газом, это может привести к смерти. Опасно сваривать под дождем или в сырую погоду, с мокрыми руками или ногами. Опасность возникает, если сварщик работает с горючими газами. При работе с ними нельзя допускать падения газовых баллонов, попадания на них посторонних веществ, масел: это приводит к взрывам. Еще сварщик может получить ожоги или повредить глаза ярким светом. Поэтому для сварки нужна специальная экипировка.
Если сварщик работает на предприятии постоянно, он бесплатно получает спецодежду, обувь и краги — рукавицы из плотной ткани. Это касается и вахтовиков. Самозанятые сварщики покупают эти вещи. Из одежды понадобится куртка и штаны или комбинезон из огнестойкой брезентовой ткани.
Профессиональные комбинезоны сварщиков шьют из огнестойкой ткани. Они защищают тело от искр: от шеи до ног
Сварочный аппарат работнику приобретать необязательно — выдадут на предприятии. Мой муж купил сварочный аппарат, чтобы подрабатывать в селе, на вахты аппарат не возит. Анатолий выбрал легкое устройство небольшой мощности
Важно, чтобы аппарат подключался к розетке 220 вольт
Перспективы в будущем
Профессия сварщик очень значима на рынке труда: сейчас в России нехватка специалистов в этой области. Многие компании ищут сварщиков, готовых к трудностям на производстве, предлагая им зарплату выше средней. Очевидно, что профессиональный сварщик высоко востребован и будет оставаться таковым пока работают предприятие и не остановится строительство.
Мнение эксперта
Александр Баранов, сварщик V разряда:
– Профессия сварщика хороша тем, что ты можешь видеть результат своей работы, она является значимой для общества. За свою карьеру я занимался кораблестроением в Санкт-Петербурге, варил трубопроводы на Севере, занимался сборкой металлоконструкций для новых зданий. Все это очень ответственно, здесь нельзя допустить ошибок, но результат всегда впечатляет.
Однако работу сварщика нельзя назвать простой. Мои коллеги, я в том числе, имеют профессиональные заболевания. Здесь неизбежно ухудшается зрение, появляются изменения в легких, проблемы с суставами из-за длительной физической нагрузки. В настоящее время улучшается защитное снаряжение у сварщиков, модернизируются рабочие костюмы, которые снижают нагрузку на организм, однако полностью травм и заболеваний избежать не удается.
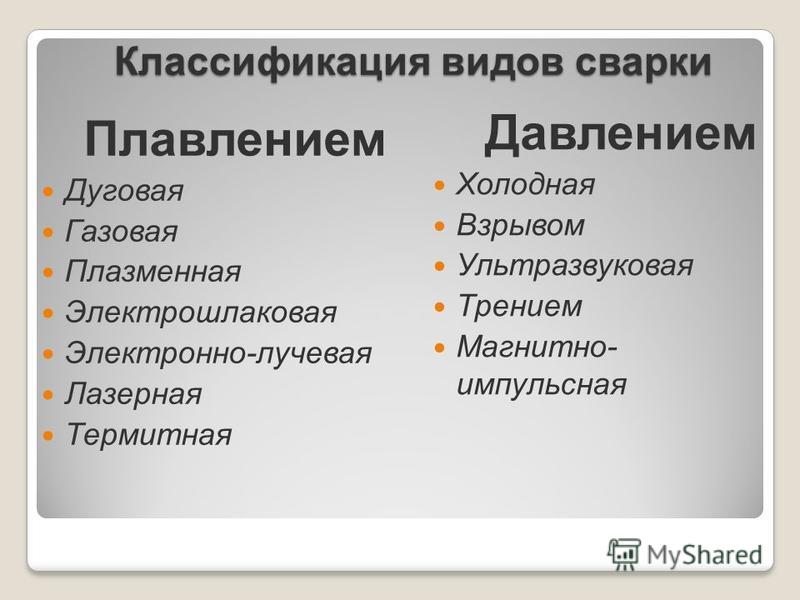
Механический класс сварки
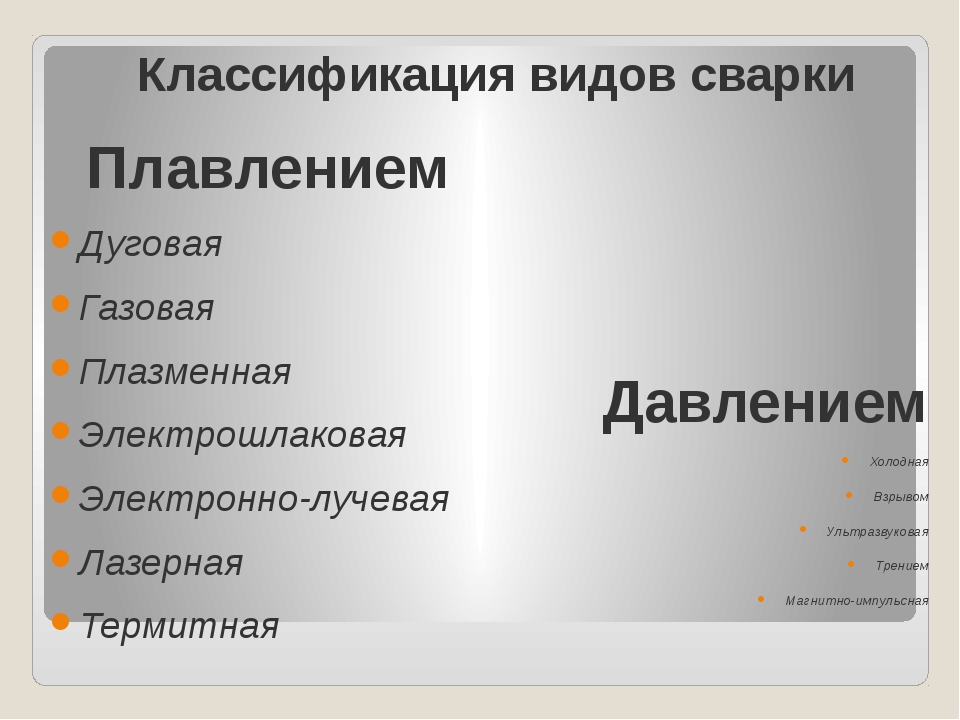
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.
Метод сварки трением с перемешиванием
Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
Разновидности холодной сварки металлов
При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.
После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.


Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.
Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Кому подойдет профессия сварщика?
Работа сварщика достаточно тяжелая и вредная для глаз, поэтому очень важно иметь крепкое здоровье и хорошее зрение. Хороший специалист должен обладать отменным терпением: подчас ему приходится работать в замкнутых пространствах и тесных комнатах, находясь продолжительное время в неудобной позе
Хороший сварщик должен отличаться упорством, трудолюбием и смелостью
Ему важно быть ловким и достаточно гибким. Выполнение потолочных швов всегда требует особого мастерства, поэтому квалифицированного сварщика можно назвать виртуозом
Нельзя забывать и об аккуратности. Это качество тоже должно быть присуще хорошему специалисту по сварке
Очень важно делать работу не только быстро и в соответствии с техническим заданием, но и аккуратно. Сварные швы квалифицированного сварщика приятно рассматривать, они ровные, без подтеков и иных изъянов
Трансформатор – ветеран пенсионного возраста
Многие мастера считают трансформаторы устаревшими аппаратами, место которым на заводах утилизации. Есть и другие точки зрения. Попробуем разобраться.
Это действительно самый старый профессиональный сварочный аппарат, применяемый в сварке. Одновременно и самый простой по своему устройству. Главная задача трансформатора – преобразование электрического тока, а если точнее – снижение напряжения до приемлемого уровня для сварки.
Конструкция трансформатора предельно проста: один из самых главных элементов – сердечник. На нем расположены две обмотки – первичная и вторичная. Одна из них работает как статичная, вторая двигается относительно первой, происходит движение одной обмотки на фоне неподвижности другой.
Этот процесс обеспечивает изменение тока в сторону понижения. На этом участке могут быть разные варианты механизма действия, но главное остается одним: снижение напряжения тока для того, чтобы подача тока на дугу была устойчивой.

Сварочный трансформатор.
Особенность трансформаторов – только переменный ток на выходе. Этот факт говорит не в пользу качества сварочного шва. Дело в том, что при переменном токе металл имеет свойство разбрызгиваться в разные стороны. Варить нужно с использованием рутиловых или фтористо-кальциевых электродов, диаметр самых оптимальных сечений – около 1,5 – 2,5 мм.
Электроды нужно выбирать, исходя из максимальной силы тока и напряжения в устройстве.
Как у любого другого технического устройства, у трансформаторов есть свои преимущества и недостатки.
Положительные свойства сварочного трансформатора следующие:
- Они просты в конструкции, и, следовательно, удобны в обслуживании.
- Чрезвычайно высокая надежность.
- Недорогие по стоимости.
- У них довольно высокая производительность – до 90% коэффициента полезного действия.
Теперь сравним их с недостатками трансформатора:
- Массивность: большой вес и крупные габариты.
- Высокий расход электроэнергии, так как много нужно на предварительный разогрев самого аппарата. Охлаждение вентилятором тоже требует немалой энергии.
- Высокая зависимость от сетевого напряжения: при его понижении качество выходного сварочного тока снижается в значительной степени.
И еще один важный фактор. Для того, чтобы варить с использованием трансформаторов, нужны довольно серьезные навыки. Для новичков это непросто, у них часто возникают трудности с удержанием качественной дуги.


Итак, что у нас вышло по трансформаторам: серьезные габариты, высокий расход энергии, нужны предварительные навыки сварки. Стабильность дуги и качество швов не всегда идеальные. Зато дешевые по стоимости. Имеют перспективы? Да, конечно, эти перспективы со временем тают.
Самым подходящим определением будет «уходящие аппараты». Трансформаторы подходят тем, для кого больше всего важны критерии низкой цены, долговечности и надежности.
Соблюдение каких норм требует технология электродуговой сварки
Чтобы получить полное представление о приемах выполнения неразъемных соединений металлов путем нагревания и расплавления, необходимо ознакомиться с техникой безопасности при работе со сварочными аппаратами. Начинающие специалисты нередко пренебрежительно относятся к защитным мероприятиям, что приводит к тяжким последствиям.
Отдельное внимание следует уделить безопасному использованию электрооборудования. Перед выполнением работ нужно проверить надежность изоляции силового кабеля
Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности.
Работы должны выполняться с применением средств индивидуальной защиты. В первую очередь необходимо обезопасить глаза. В процессе электродуговой сварки выделяется большое количество ультрафиолетовых лучей, которые несут опасность для зрения работника. Для защиты глаз используется специальный щиток с затемненным стеклом.
Техника исполнения работ
Сварочные работы выполняются с помощью энергии тепла, производимой электрическим разрядом. Для формирования сварочной дуги применяют электроды. Эти приспособления плавят края соединяемых деталей и способствуют соединению жидкого металла путем формирования шва. Электроды представляют собой проволоку определенного диаметра, на которую наносится специальный шлакообразующий слой. Для разных материалов и сплавов предназначаются свои виды электродов.
ГОСТ: сварка ручная электродуговая
Существует отдельная система стандартов, определяющих особенности технологии электродуговой сварки. В нее входят типы соединений, качество электродов, требования по сплавлению алюминиевых деталей и т. д. Так, методика формирования сварных швов при изготовлении металлоконструкций регулируется ГОСТ 5264-80 (прямой/скошенный/скошенный с замком шов).
ГОСТ 14771-76 описывает нормы электродуговой сварки в газовой среде. Существуют также стандарты, которые определяют методы работы со сварочным оборудованием. На промышленных предприятиях к выполнению требований нормативов и стандартов относятся со всей серьезностью. Профессиональный специалист обязан знать и выполнять требования ГОСТ. Электродуговая сварка в бытовых условиях не так строго, но все же также должна выполняться согласно стандартам. К примеру, по ГОСТ 26-291-79 можно определить, какие именно электроды нужно использовать по технологии для того или иного металла.
В стандартах можно найти описание соединений конструкционных элементов:
- внахлест (часть одного элемента накрывает поверхность другой детали).
- встык (детали свариваются в одной плоскости).
- соединение углом.
- торцовая сварка в форме «Т».
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. Предприятие укомплектовано новейшим профессиональным оборудованием – промышленными полуавтоматами и инверторами для электродуговой сварки.
Огромный опыт и высокая квалификация специалистов ООО «Треком» в области электродуговой сварки позволяет компании выполнять заказы любой сложности в точном соответствии с требованиями действующих ГОСТ.
Вы можете позвонить нам по телефону или
Основные параметры
 Основные технические характеристики полуавтомата ПАТОН ПСИ 160.
Основные технические характеристики полуавтомата ПАТОН ПСИ 160.
В качестве примера рассмотрим основные характеристики оборудования сварщиков, работающих ручном режиме. Речь идет о трансформаторах, выпрямителях и продукте полупроводниковых технологий – инверторе. С их помощью можно соединять большинство металлов и сплавов: начиная с алюминия и заканчивая нержавейкой.
Наиболее важными параметрами являются:
- Напряжение. Для бытовых аппаратов этот показатель составляет 220 В. Приборы промышленного назначения работают от 380 В.
- Потребляемая мощность. Важный параметр, который определяет возможности агрегата. Единицей измерения является киловатт. От мощности зависит максимальная величина сварочного тока.
- Продолжительность включения. Показывает процентное соотношение режима работы к режиму отдыха на максимальных показателях силы тока за десятиминутный интервал. Например, ПВ 60 % указывает на то, что за 10 минут аппарат будет работать только 6 минут. У трансформаторов этот показатель, как правило, не превышает 50-60 %. Инверторы демонстрируют большую выносливость – их ПВ варьируется в диапазоне 70-80%.
- Напряжение холостого хода. Чем выше этот параметр, тем проще протекает процесс образования дуги.
- Габаритные размеры и масса. От этих показателей зависит удобство размещения и транспортировки аппарата. Современный инвертор можно спокойно перемещать по площадке усилиями одного человека.
Также следует обращать внимание на требования к эксплуатации. Опытный специалист обязан знать, проводом какого сечения должно производиться заземление сварочного трансформатора
Для большинства моделей достаточно использовать медный кабель, диаметром 6 мм. В качестве альтернативного материала подойдет стальной прут, сечением не менее 12 мм.





Для промышленных предприятий выпускают аппараты с несколькими постами сварки. В этом случае к каждому посту необходимо подключать балластный реостат, для регулировки параметров тока.
Классификация сварных конструкций
Единых способов деления полученных методом сварки элементов на категории не существует. Однако можно классифицировать конструкции по технологии формирования, назначению, рабочим качествам.
По способу изготовления заготовок
При соединении стальных деталей получают такие виды конструкций:
- литоштампованные или литосварные;
- листовые;
- штампосварные;
- кованосварные.
По назначению
С учетом сферы применения конструкции бывают:
- машиностроительными;
- судовыми;
- авиационными;
- строительными;
- вагонными;
- иными.

Сварка судовой конструкции.
По особенностям использования
На основании условий эксплуатации конструкции делятся:
- На балки – детали, работающие на поперечный изгиб. Путем жесткого соединения таких элементов получают рамы.
- Колонны – детали, подвергающиеся сжатию и продольному сгибанию.
- Решетчатые элементы, которые состоят из прутов, объединяемых в узлы. Они испытывают как растяжение, так и сжатие. Категория подразделяется на арматурные каркасы, фермы, мачты.
- Конструкции, подвергающиеся повышенному давлению. При их изготовлении нужно соблюдать требования к герметичности швов. К этой категории относятся емкости и резервуары, трубопроводы.
- Транспортные корпусные конструкции. Такие виды испытывают воздействие динамических нагрузок. К их жесткости предъявляются повышенные требования. Конструкции должны иметь достаточную прочность при небольшом весе. К транспортной категории относятся автомобильные кузова, корпусы вагонов.
Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.
Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.
Понятие процесса

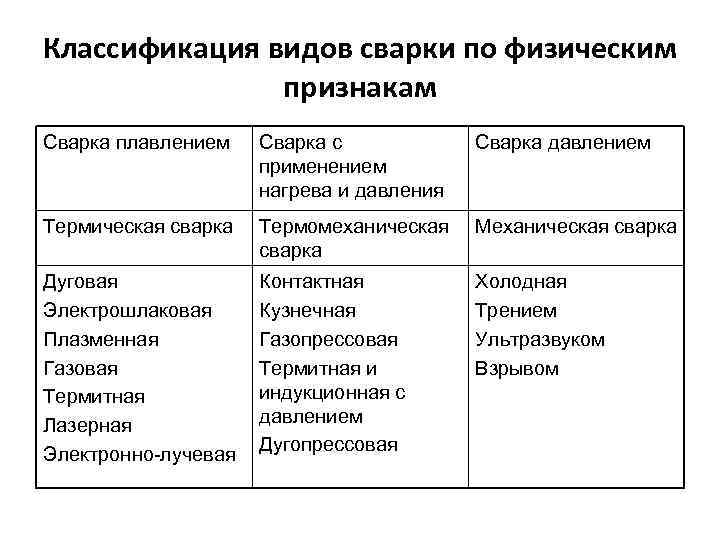
Физические признаки
Металлы отличаются высокой температурой плавления. Без дополнительных факторов площадь контактные части свариваемых изделий не будут взаимодействовать друг с другом. Для изменения агрегатного состояния металла требуется повысить его температуру. По достижению определенного уровня создаются условия, при которых появляется возможность выполнить стыковку деталей с получением крепкой межатомной связи между поверхностями.
Технологичность – главное свойство сварных работ
Применяемые типы сварки зависят от характеристик рабочих элементов, а также производственных условий. Наиболее употребительными являются следующие технологии:
- Дуговая.
- Плазменная.
- Газовая.
- Сварка давлением.
- Стыковая.
- Холодная.
Важность свойств
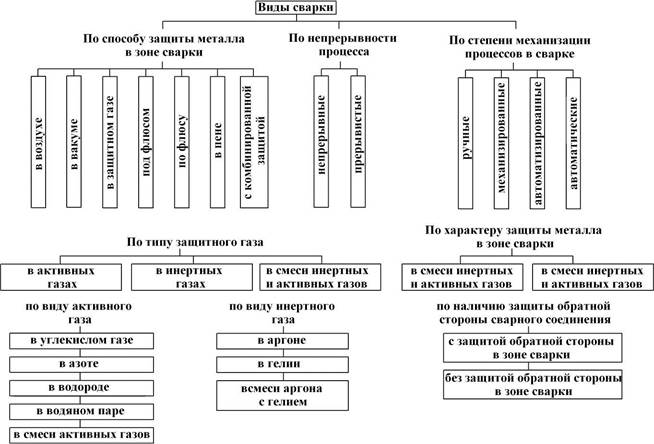
В процессе соединения заготовок необходимо обеспечить надежную защиту зоны температурного воздействия от агрессивного влияния кислорода в атмосфере. В противном случае в области обработки будут активно развиваться коррозионные процессы, ухудшающие качество конструкции. Основные способы предотвращения контакта расплава с воздухом:



- флюс;
- вакуум;
- защитные газы;
- пена.
Флюс можно вносить непосредственно в зону контакта, как при автоматической сварке. Дуговая технология подразумевает использование стержней с флюсовым материалом, который расплавляясь, защищает сварочную область.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
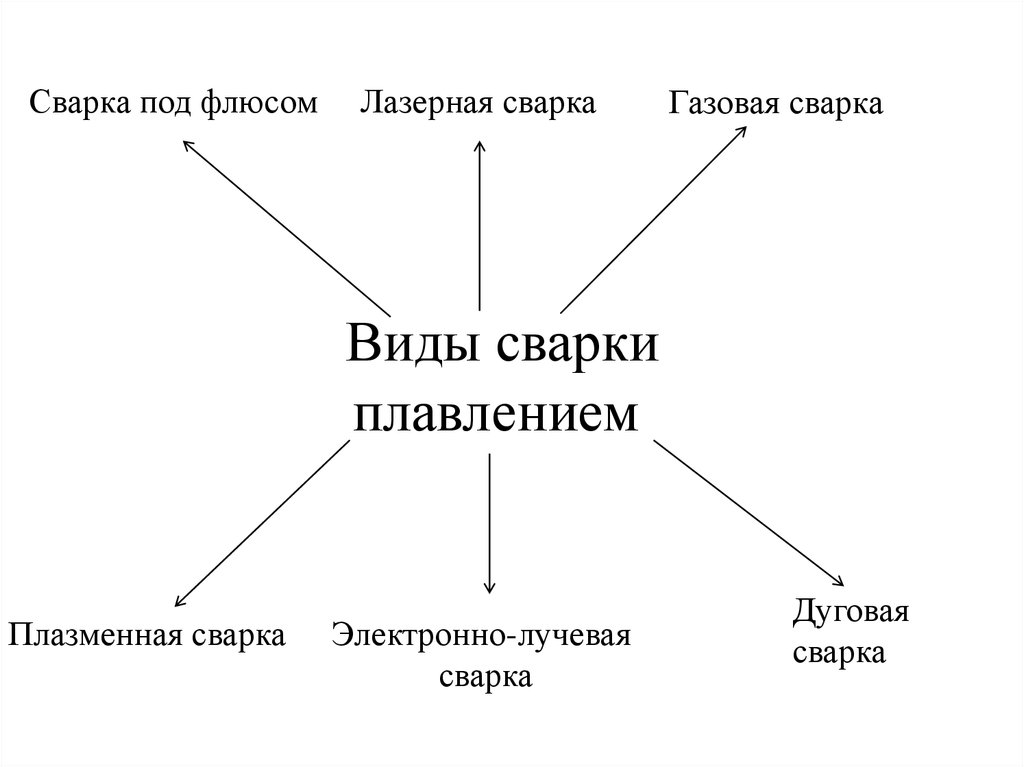
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Газовая сварка
Для газовой сварки применяется смесь кислорода и газа, чаще всего бутана, пропана или ацетилена. Для расплавления металлов используется факельное пламя, а для их соединения сварочная проволока, которая добавляется в полученную ванну.
Для газовой сварки характерно медленное и равномерное расплавление металла. В связи с этим, при сварке толстых металлов существенно теряется производительность.
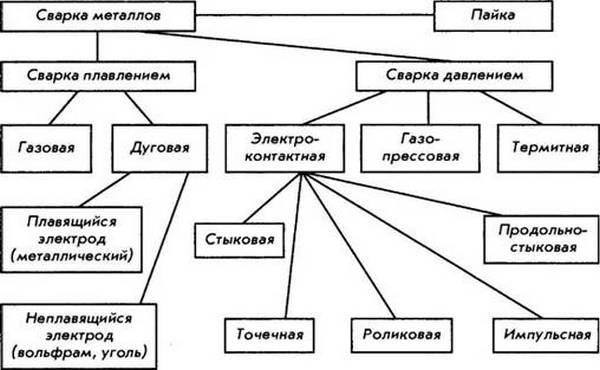
Сварка сопротивлением
Для этих целей ток проходит через металл, а сварочный шов образуется за счет электрического сопротивления.

Различают следующие виды сварки сопротивлением:
- Точечная сварка;
- Стыковая и шовная сварка;
- Контактная сварка — получила наибольшее применение в силу своей эффективности.





