
Маркировка пильного диска для циркулярной пилы
К выбору диска всегда
приступают после изучения маркировки.
Полотно диска
обязательно маркируют. Чтобы маркировка сохранялась на длительное время, у
качественных дисков её делают лазером. Краска при длительной эксплуатации
стирается, а информация с маркировки нужна не только во время покупки диска, но
и при его многократном использовании.
Маркировка пильного диска
Благодаря маркировке
пользователь узнаёт:
1. Бренд и логотип изготовителя
К известным брендам
относят диски марок: Bosch, Hammer, Makita,
«Зубр», «Атака» и другие. Это диски высокого качества. В то же время на рынке
есть много дисков среднего качества, которые изготовлены в Китае.
2. Назначение диска
Циркулярной пилой
распиливают разные материалы. Это не только дерево, но и ламинат, резина,
алюминий, ДСП.
3. Внешний размер диска
Размер ограничивается
пространством под кожухом пилы. Этим параметром определяют глубину пиления.
Ручные пилы работают с дисками 130‒250 мм.
4. Размер посадочного отверстия
Режущий диск должен
хорошо фиксироваться на валу. Это необходимое условие безопасной работы. Диски
выпускают с посадочными отверстиями от 16 до 32 мм.
5. Ширина пропила
От толщины полотна
зависит пропил. Тонкий диск делает узкий пропил, но диск недолговечный. У диска
с толстым полотном широкий и неаккуратный пропил. Для ручного инструмента
выбирают диск 3,2 мм.
6. Количество зубьев
На пильных дисках
количество резцов разное. Это необходимо для работы с разными материалами и
выполнения разных распилов. Оптимальным считают возможность иметь 5 и более
дисков с разным количеством зубьев.
7. Скорость вращения
Параметр, зависящий от
возможностей циркулярной пилы и от диаметра диска. Его определяют по количеству
оборотов в минуту. На больших скоростях диска распил получается более
качественным.
8. Направление вращения
По указанию стрелки
происходит распил материала. В противоположном направлении не только не будет
распила, но и не обеспечится безопасная работа с режущим инструментом.
Для окончательного
выбора пильного диска переходят к осмотрам и проверкам.
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.
Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.







Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
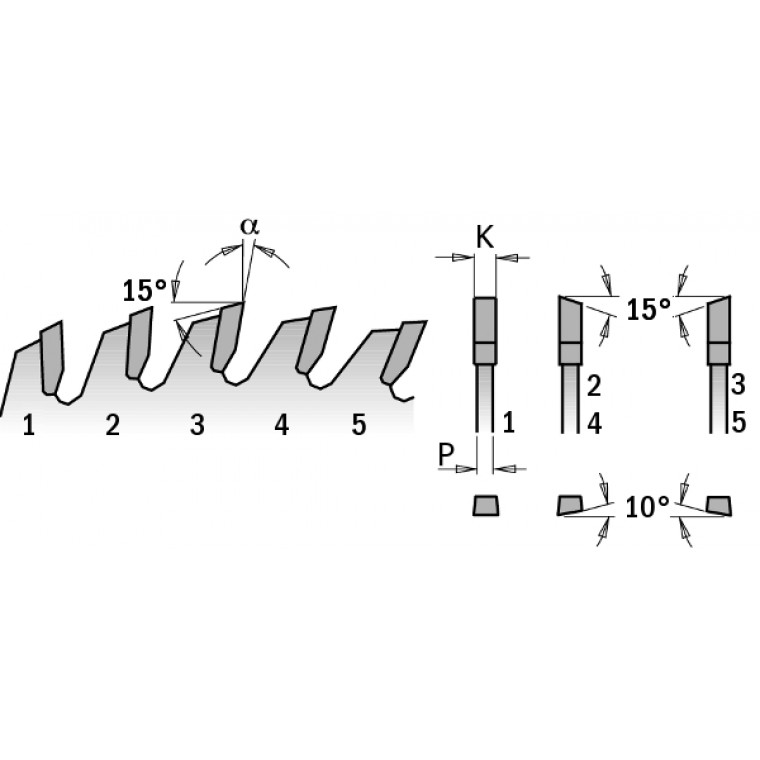
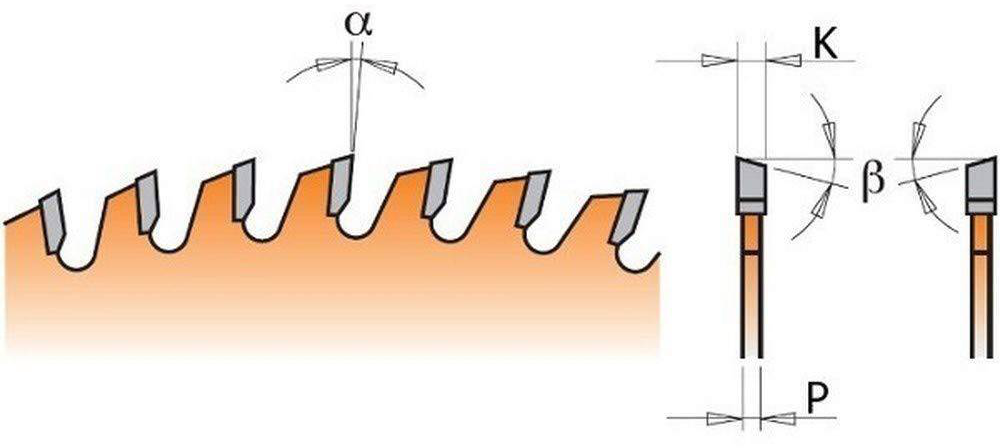
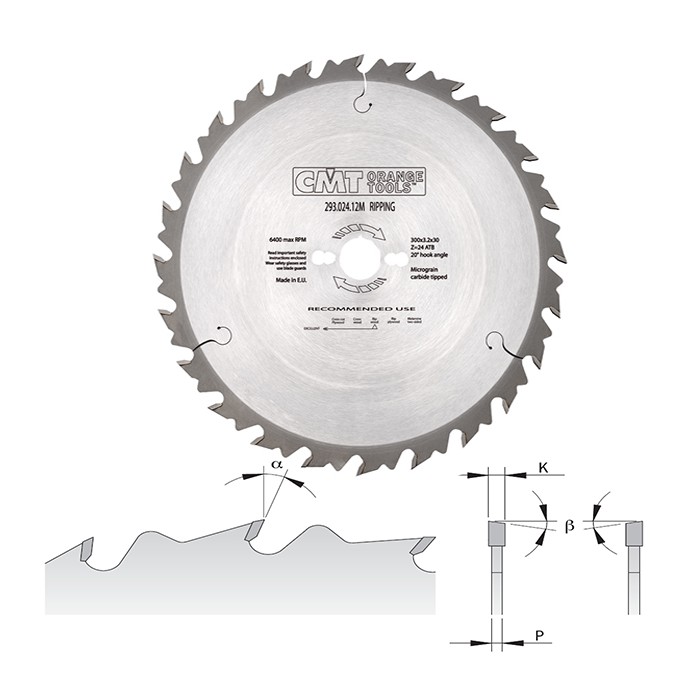
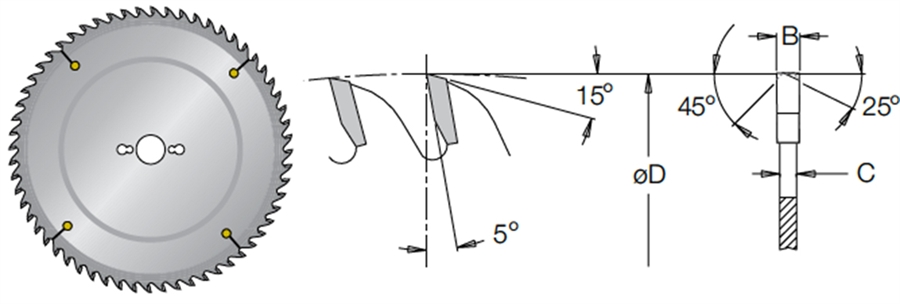
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Приспособление для развода зубьев пилы
Разводка режущей кромки в разные стороны позволяет исключить вероятность застревания полотна на момент работы. Примером можно назвать случай, когда при разрезе толстого бревна полотно нельзя сдвинуть с места и вынуть. Также пила может заклинить по причине нагрева металла и его расширения, горячая часть может разогреть смолу и превратить его в своего рода клей.
Использовать приспособление для разводки зубьев ножовок следует для того, чтобы избежать подобных проблем. Не стоит забывать о том, что допущенные ошибки при работе могут привести еще к большим проблемам. Провести рассматриваемую процедуру можно при применении следующих инструментов:
- Встречаются специальные механизмы. Они позволяют в ручном режиме провести смещение отдельных элементов относительно друг друга. Стоит учитывать, что подобный вариант исполнения изготавливается под определенные изделия.
- Чаще всего используются механические разводки. Они позволяют проводить изменение угла положения, а также их ширины. Этот инструмент характеризуется более высокой эффективностью в применении.
- Подручный вариант исполнения не предназначен для работы с ножовкой по дереву, но может применяться для этого. Примером назовем плоскогубцы и другие подручный инструменты, встречающиеся практически в каждой мастерской.
Если пиление проводится часто, то специалисты рекомендуют приобрести специальное приспособление, позволяющее быстро выставить требуемый угол.
Заточка дисковой пилы: классический метод
Существует несколько различных методик по заточке дисковых пил, однако нижеследующая методика является классической. Затачивать начинают с задней поверхности. Передняя часть, которая при работе набегает на материал, остается в неизменном положении.
Для того чтобы начать затачивать диск, можно оставить диск прямо в станке либо вынуть из станка и закрепить в тиски. При первом методе обязательно нужно обесточить станок, вынув шнур из розетки. Чтобы закрепить диск в одном положении, используются 2 бруска, которые фиксируют его как клинья. Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
Все последующие зубья нужно точить с той же интенсивностью и количеством движений.
При работе в тисках принцип действия тот же. Некоторые более опытные мастера выполняют заточку на весу, однако для этого нужно иметь большой опыт. После полной заточки диск вставляется обратно в станок. Далее нужно распилить какой-нибудь ненужный деревянный брусок, одновременно следя за работой пилы
Нужно обратить внимание на то, нет ли посторонних шумов и неровного движения бруса. Если наблюдается посторонний шум или скрип, необходимо взять фломастер и плотно зафиксировать его возле пилы
Затем медленно поворачивать диск. В итоге будет видно, где высота зубьев больше или меньше остальных.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.







Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Поэтапная инструкция
Дисковые пилы затачивают с изнаночной плоскости, обращенной к распиливаемой заготовке. При желании можно заточить пилу, предварительно вынув ее из станка, хотя это и необязательно.
Если вы решили производить заточку в станке, то сперва следует отключить машину от сети, чтобы она случайно не запустилась. Закрепите диск в неподвижном состоянии, прижав к пиле с обеих сторон деревянные бруски.
Маркером обозначьте резец, с которого начинаете заточку
Важно запомнить, сколько движений напильником вы сделали, поскольку все последующие резцы должны быть заточены точно так, как первый.
Стремитесь сделать поверхность резцов как можно более гладкой. Оставшиеся зазубрины приведут к быстрому изнашиванию инструмента.
По окончании работы воткните вилку станка в розетку и проверьте качество заточки, использовав для распилки ненужный брусок
Громкий шум и неровная работа свидетельствуют о том, что зубья имеют разную высоту. Коснитесь маркером резцов и поверните диск против часовой стрелки. Оставшаяся отметина позволит определить выступающие зубья, длину которых нужно будет уменьшить при помощи напильника.
Не допускайте чрезмерного затупления пилы. Допустимый радиус скругления резцов – 0,2 мм. Помимо значительно меньшей производительности при работе с затупленным инструментом, заточка такой пилы требует в разы больше времени, заточка пилы в терпимом состоянии. Степень изношенности легко определить как по внешнему виду резцов, так и по оставленному ими пропилу.
Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.
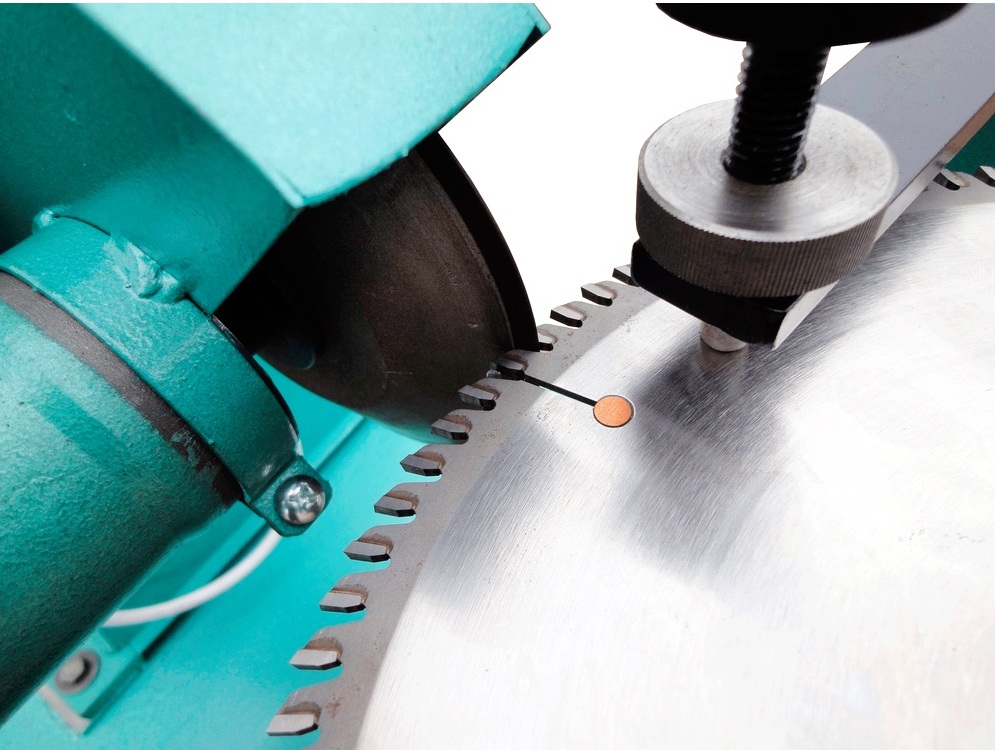
Болгарка для заточки дисковой пилы
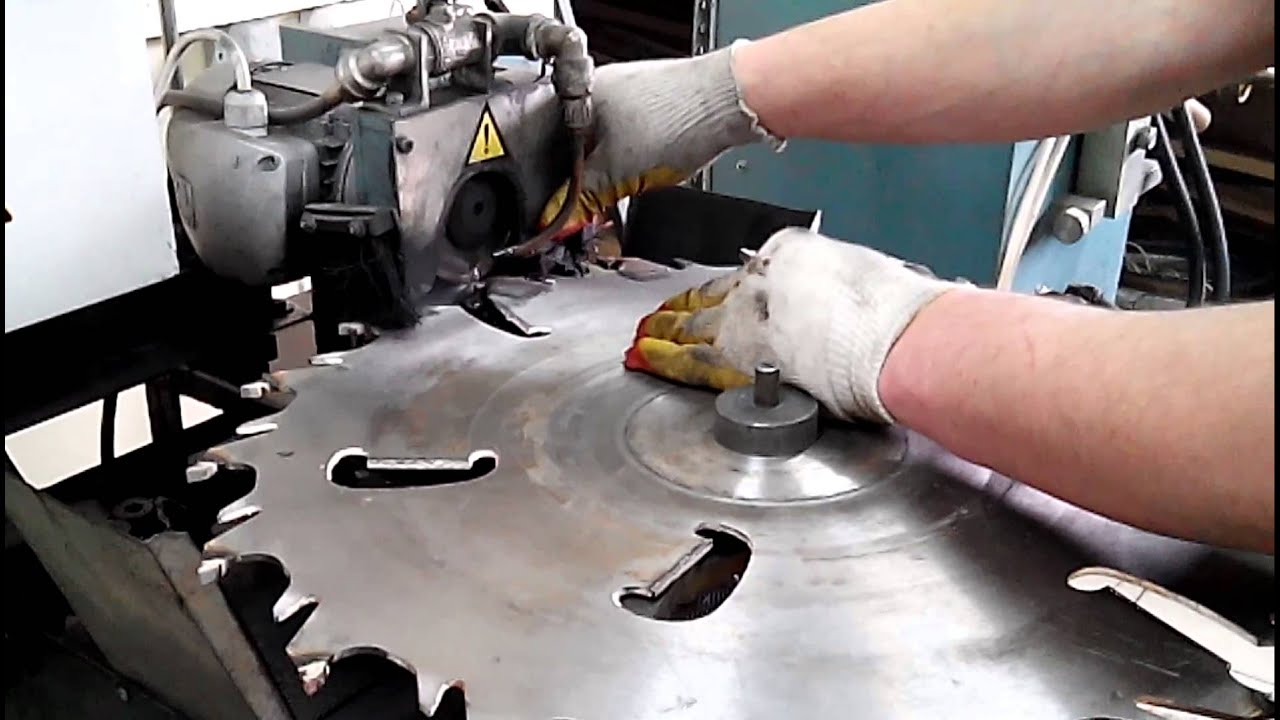
Использование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточить твердосплавный диск можно вручную, оселком, но эффект будет слабым. Без специальных устройств невозможно выдержать угол и снять равномерный слой со всех плоскостей.
https://youtube.com/watch?v=fcn9qfFhD10
Виды дисков
Для работы с древесиной недостаточно приобрести хороший электрический инструмент с одним отрезным кругом. Этот повсеместно востребованный материал имеет множество сортов. И у каждого из них своя твердость и упругость.
К тому же в процессе работы возникают задачи различной сложности. И для их решения требуется индивидуальный подход. То есть, применение определенной насадки, подходящей для самой качественной обработки. Поэтому арсенал мастера должен быть укомплектован на все случаи жизни.
Пильный диск по дереву для циркулярки выпускается всего в двух видах. Монолитная конструкция полностью состоит либо из высокоуглеродистой стали, либо быстрорежущей. Недорогое изделие способно справиться с любой древесиной. А кроме этого может распиливать полимерные сплавы.








Хорошим достоинством литого диска является простота заточки. При этом ее можно делать многократно и самостоятельно. Из-за этого инструмент имеет очень большой ресурс работы.
Набор литых пильных дисковИсточник prom.st
Твердосплавная конструкция изготавливается из инструментальной стали. Но ее зубья сделаны из очень прочных сплавов, в которые добавляется карбид вольфрама. Такое решение позволяет распиливать не только самую капризную древесину, но и обрабатывать многие металлы.
Кроме этого конструкция с твердыми напайками имеет еще ряд достоинств по сравнению с монолитной:
- Разводка зубьев диску не требуется.
- Одна заточка резцов позволяет проработать время, при котором монолитный аналог будет несколько раз перетачиваться. Поэтому ресурс у твердосплавного диска в несколько раз больше.
- Проходит любой материал буквально с идеальным чистым резом и затрачивает на это меньше времени.
Но заточку твердосплавного диска для циркулярной пилы в домашних условиях не выполнить. Для это требуется специальное оборудование. Да и цена на такой инструмент очень высока. Правда эксперты утверждают, что диск успевает окупиться еще до перезаточки. И многие мастера не тратятся на нее, а сразу покупают новый отрезной круг.
Диск с твердосплавными резцамиИсточник s-bol.com
Помимо основных двух видов дисков для циркулярки, следует упомянуть о дисковых фрезах. Инструмент разрабатывался для обработки металла, но многие операции по древесине выполняются именно с его помощью. Например, фрезу применяют, когда нужно выбрать паз у деревянного изделия.
Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.
Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.





