
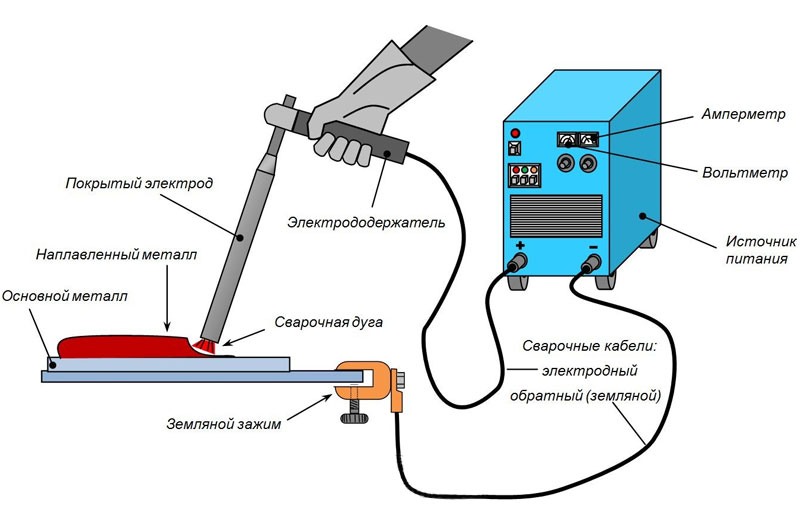
Принцип действия дуговой сварки
По электрическому кабелю большого сечения (16 мм² и более) подводится выходное напряжения сварочного аппарата к держателю с электродом. К другому кабелю «массе» подключают подготовленные к сварке две металлические детали, которые требуется соединить. В момент соприкосновения торца электрода с деталями, электрическая цепь замыкается, что ведет по сути к короткому замыканию. Так как поверхность металла имеет шероховатости, ток нагревая их, образует электрическую дугу. Чтобы электрод не «залипал» сварщик, в момент соприкосновения разрывая прямой контакт, отводит его от свариваемой поверхности на несколько миллиметров. Если этого не сделать, дуга не образуется, а аппарат будет работать в режиме перегрузки.
Благодаря ионизации газа в точке соприкосновения, при отводе электрода на расстояние от детали, горение дуги не прекращается. Под действием высокой температуры (свыше 5000º C) в поверхности образуется канавка с расплавленным металлом, которая называется «ванночкой». В свою очередь стержень электрода также начинает плавиться и его капли стекая, смешиваются с металлом в канавке, образуя после остывания наполненный шов.

Примеси покрываемые стержень электрода при горении образуют газовую среду в месте сварки. Эта среда защищает термический шов от разрушающего воздействия азота и других газов входящих в состав атмосферы земли. Еще одним примечательным моментом есть то, что под действием электромагнитного поля и движения образующихся газов, независимо от того, где находится электрод при сварке, вверху (пол) или снизу (потолок), движение расплавленного металла происходит от электрода к детали. Именно этот поток вытесняет жидкий, горячий метал из «ванночки» как бы прожигая канавку в глубину. Это выплескивание металла из «ванночки» можно наблюдать при сварке, когда горячие капли с шипением разбрызгиваются в разные стороны.

Глубина выжигаемой канавки напрямую связана с толщиной применяемого электрода и значением подаваемого тока. Чем толще электрод и больше ток, тем глубже прожигание металла.
Ввиду этого следует правильно подобрать сечение электрода и выходной ток сварочного аппарата. Чтобы не пропалить металл насквозь или наоборот недостаточно прогреть детали для хорошего соединения.
Как выбирать инвертор
Выбирая сварочный аппарат, зная, что такое ММА-сварка и способ ее выполнения, будущие владельцы чаще всего ориентируются только на стоимость устройства.
На отечественном рынке имеется такие основные категории чварочников:
- дешевые китайские;
- более дорогие от европейских производителей.
Следует понимать, что большинство комплектующих в оборудовании известных марок производится в Китае. Потому при подборе аппарата нужно смотреть не столько на цену, сколько на технические параметры прибора.
Главной характеристикой любого инвертора считается его мощность. Принцип действия устройства основывается на образовании импульсов высокой частоты, поступающих от находящихся под значительным напряжением транзисторов – так называемых «силовых ключей». Эти элементы нужны для повышения силы тока при ее снижении в питающей сети. Для защиты от перегорания силовых ключей в инверторе должна быть предусмотрена защита.
В бюджетных моделях наличие защитных схем не предусмотрено, из-за чего при резком скачке напряжения не минуть выхода инвертора из строя. Потому, выбирая прибор, следует учесть и такие факторы, как стабильность электроснабжения в месте эксплуатации сварочника.
Не менее важным параметром является потребляемая аппаратом мощность. Учесть этот показатель особенно необходимо в том случае, если устройство предполагается применять на максимальном сварочном токе. В этом случае мощность электросети должна с запасом превышать прогнозируемую нагрузку с учетом и других потребителей.
Важно! В инструкции к аппарату указываются характеристики предохранителей, устанавливающихся в питающей электросети. Использовать защиту с иными параметрами не следует, так как это может повлечь неисправности наиболее слабых мест проводки
Перед покупкой сварочника важно определить допустимую продолжительность его безостановочной работы, которая указывается в техпаспорте. Этот параметр обозначает время функционирования прибора на максимальном токе
Ближе к конкретике …
Говоря о сварных швах, новичкам нужно определиться, каковы критерии хорошего и плохого шва. Поэтому вначале освойте немного теорию.
При сварке бытовых теплиц из уголков малого сечения, монтаже заборных секций, лестничных поручней, карнизов, навесов и других тому подобных вещей качество сварки не играет какой-то ведущей роли, поскольку нагрузки на такие изделия незначительные. И совсем другие требования к прочности шва предъявляются при сварке высоконагруженных конструкций: опор, перекрытий, несущих узлов автомобилей, прицепов, магистральных жидкостных, газовых и нефтяных трубопроводов под давлением, мостов. Швы таких конструкций уже проверяются неразрушающими методами контроля (НМК).
Однако, самый первый метод, по которому оценивается качество сварного шва — это визуальный осмотр. Если сварщик сам сможет оценить свои швы, значит его мастерство начнет быстро расти, он увидит свои ошибки и в дальнейшем не допустит их повторения.
Как научиться сварке? Неплохо было бы начать с изучения бумажной части…
Оборудование для ручной дуговой сварки
Итак, Вы уже решили, что будете решать текущую задачу путем применения технологии ММА. И тут возникает следующий вопрос – какое конкретно сварочное оборудование для ручной дуговой сварки купить?
Прежде, чем сравнивать характеристики различных инверторных сварочных аппаратов множества производителей, предстоит определиться с типом аппарата. И тут есть варианты:
- Сварочные трансформаторы – неприхотливое оборудование полностью механического типа с ручным управлением. Они отличаются высокой надежностью, но функционируют исключительно на переменном токе. Кроме того, такое оборудование отличается внушительным весом и габаритами. Поэтому ММА-трансформаторы устанавливаются как стационарная техника на производстве и в ремонтных цехах.
- Сварочные выпрямители – оборудование для преобразования переменного тока в постоянный. Их применение позволяет повысить качество шва. Такую технику также нельзя назвать компактной, что и обуславливает их весьма ограниченное применение для тех или иных задач по сварке.
- ММА-инверторы – наиболее распространенная группа оборудования для дуговой сварки. Основой этой группы приборов является электронная плата. В корпусе сварочного инвертора уже находится выпрямитель. Стабильность величины выходного постоянного тока корректируются микропроцессором. Наличие на борту таких устройств точных настроек и режимов, облегчающих работу сварщика любого уровня, также выгодно отличает инверторы от техники другого типа. Кроме того, компактность и легкий вес практически не оставляют альтернативы инверторным аппаратам, если речь идет о проведении работ в полевых условиях или на объектах с ограниченным пространством.
Ручная сварка представлена широким спектром различного оборудования в каталоге сайта . Прежде всего, это бытовые и профессиональные инверторы различных производителей, в которых воплощены лучшие современные разработки в этой сфере. Используя фильтры характеристик, Вы наверняка в считанные минуты подберет оптимальный вариант техники под Ваши нужды. А наличие в каталоге расходных материалов и аксессуаров для сварки различных типов позволит сэкономить на доставке и приступить к работе максимально оперативно.
Недостатки ММА
На самом деле все нижеперечисленные минусы можно таковыми не считать.
Это, скорее свойства технологии, которые нужно учитывать:
- Относительно низкая производительность, особенно в сравнении с полуавтоматом.
- Технология требует профессионального опыта.
- Непростой процесс розжига дуги с риском залипания.
- Вред здоровью от испарений обмазки некоторых видов электродов во время сварки.
Следует отметить, что современное оборудование помогает избежать неприятностей типа залипания электрода из-за неправильного розжига дуги. Многие модели снабжены продвинутыми функциями «горячий старт» и «антизалипание», которые сделают сварку ММА для начинающих более-менее легкой и доступной.
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки.
Технология выполнения ручной дуговой сварки
Перед основным процессом проводят подготовительные, без которых сварной шов не будет качественным: правку, очистку, разметку, резку и сборку. Зажигание дуги между электродом и изделием выполняется в два приёма: прикосновение к поверхности, короткое замыкание, отрыв на расстояние, равное диаметру электрода. Зажигают двумя способами: впритык и чирканьем. В первом случае металл разогревается в точке, где происходит короткое замыкание, во втором – в нескольких местах.
После зажигания электродный и основной металлы начинают плавиться, на месте шва образуется ванна расплава. Задача сварщика – поддерживать длину дуги постоянной, от этого зависит качество соединения. Оптимальная длина дуги – от 0,5 до 1,1 диаметра.
Угол наклона к поверхности обеспечивает достаточную глубину плавления свариваемых деталей. Также он зависит от толщины и состава металла, диаметра электрода, толщины и вида покрытия, расположения сварки в пространстве.
Сущность метода сварки ММА
В процессе работы к электроду и металлическому изделию осуществляется подача электротока, в результате чего происходит образование электродуги между металлом стержня и поверхностью свариваемой детали.
Схема ММА сварки.
Высокая температура дуги разогревает металл стержня и детали, приводя к появлению области плавления. Жидкий металл образует своеобразную зону – сварочную ванну. Плавящийся металл стержня в виде отдельных частиц, покрытых шлаковыми образованиями, поступает в ванну.








Здесь осуществляется смешивание поступающего металла с металлом изделия, а расплавившийся шлак поднимается на поверхность расплава. Глубина, на которую осуществляется плавление материала изделия, носит название “глубина проплавления”.
Размеры образуемой сварочной ванны полностью находятся в прямой зависимости от режима ведения сварных работ. При образовании ванны в результате действия электродуги доля основного металла в ее формировании составляет максимально до 35%.
Плавление электрода приводит к плавлению его покрытия, что способствует образованию в области формирования ванны особого газового режима. Газы, образующиеся при плавлении, способствуют вытеснению воздуха и формированию защитного газового слоя. Этот слой препятствует взаимодействию расплава с газами атмосферы. Газовая оболочка места сваривания содержит в своем составе пары плавящихся металлов и легирующих элементов.
Сущность процесса ММА
Ручная дуговая сварка (ММА) – это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
Дуга при этом способе сварки зажигается быстрым касанием торцом электрода поверхности основного металла, которая под воздействием тепла дуги расплавляется, образуя сварочную ванну. Под действием дуги также происходит плавление электродного стержня, металл которого переходит в сварочную ванну, образуя наплавленный металл сварного шва (при этом часть металла теряется в виде брызг). При расплавлении покрытия электрода образуются газы и шлак, которые защищают зону дуги и сварочную ванну от вредного воздействия окружающего воздуха. Более того, шлак, покрывающий наплавленный металл, обеспечивает его правильное формирование при кристаллизации. После каждого прохода шлак необходимо удалять. Некоторые марки электродов обеспечивают самоотделение шлаковой корки.
Дуговая сварка покрытыми электродами это типично ручной способ сварки. Электрод имеет ограниченную длину (обычно в пределах 350 … 450 мм), а это означает, что процесс сварки постоянно прерывается для его смены. Рабочее время используется не эффективно, так как время горения дуги не превышает 25 … 60% его объема, а производительность, соответственно, оказывается низкой. Остановки и возобновления сварки также повышают вероятность зарождения дефектов в сварном шве.
Покрытые электроды определенного размера и типа позволяют производить сварку на разных токах, но только в пределах определенного указанного изготовителем диапазона в зависимости от диаметра стержня, толщины и состава покрытия, а также положения сварки.
В процессе плавления покрытия электрода на его торце образуется воронка, которая способствует направлению потока образующегося газа в сторону сварочной ванны, который благоприятствует переносу капель расплавленного электродного металла в нее. Поток газа настолько велик, что способен переносить капли снизу вверх, обеспечивая тем самым возможность сварки в потолочном положении.
Преимущества и недостатки
Сварка ММА не требует сложного оборудования. Универсальна, выполняется в любом положении. Ограничения связаны только с физическими свойствами сплавов:
- повышенной текучестью;
- степенью окисляемости.
Технология применяется для большинства металлов, работы можно проводить в полевых условиях. Сварка ММА применяется для бытовых целей и на производстве.
Теперь о недостатках:
- сложность розжига и поддержания дуги;
- вредные факторы, влияющие на здоровье сварщика (испарения, образующиеся при расплавлении электродной обмазки, летучие пары металлов).
Преимущества превалируют, поэтому технология ММА применяется в различных областях.
Разновидности
Применение переменного тока
Такой способ подразумевает изменение полярности дуги в течение каждого полупериода при прохождении тока через нулевую ординату. На каждой из этих половин периода напряжение стремится к нулю, дуга гасится и зажигается вновь.
Процесс этот происходит незаметно для глаз, дуга кажется постоянно включенной. Вторичное воспламенение ее осуществляется из-за наличия остаточной ионизации искрового интервала и слишком короткому перерыву.
В качестве прибора, поставляющего переменный ток, используются трансформаторы.
Постоянного
Данный способ требует подачи тока с постоянной полярностью. Имеются такие варианты выполнения ММА-сварки на постоянном токе:
- обратной полярности – электрод запитывается от минуса, соединяемые элементы – от плюса,
- прямой полярности – деталь обладает отрицательным потенциалом, электрод – положительным.
Первый вариант используется для соединения более толстых изделий, нагрев и расплавление металла происходит интенсивно. Электрод при этом расплавляется медленно.
Способ с обратной полярностью подразумевает быстрый расход электрода, превышающий скорость расплавления заготовки. Потому он эффективно применяется для изделий с небольшой толщиной.
Соединение с использованием постоянного тока может выполняться с задействованием нескольких аппаратов: выпрямителей, инверторов, генераторов.
Режимы ведения
Изобретение и широкое распространение инверторов подтолкнуло к появлению нескольких новых способов сварки. Наиболее распространенными из них стали TIG и ММА. Что такое сварка ММА и ТИГ? Для ответа на этот вопрос нужно рассмотреть особенности обоих методов соединения.
Для работы с ММА сваркой требуется расходный материал – электроды, подлежащие замене.
ТИГ (аргонодуговая сварка) представляет собой способ, для которого требуется использование баллона с газом, горелка и неплавящийся вольфрамовый электрод. Такой метод используется значительно реже, но все равно пользуется популярностью. Достоинствами ТИГ-сварки считается возможность соединения тонкостенных изделий или деталей из цветных металлов. Шов получается очень аккуратным, работа требует существенно меньших энерго- и трудозатрат.
Недостаток сварки ТИГ – невозможность работы с изделиями значительной толщины. Большая часть современных инверторов производятся в универсальном исполнении и позволяют использовать оба режима.
Дмитрий Камушкин, сварщик, стаж работы 15 лет: Как и любой другой способ, ММА сначала может показаться трудоемким и непонятным. Не всем новичкам удается быстро разобраться с тонкостями процесса и выполнять свою работу правильно. Способ требует максимального терпения и постепенного обретения навыков, потому сначала лучше потренироваться на непригодных в строительстве кусках металла».
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки
Иначе будет прожег
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.










Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Самые важные характеристики при выборе аппарата
При подборе инвертора также следует уделить внимание другим важным параметрам и характеристикам:
- Наличие дополнительных опций, делающих работу с аппаратом комфортной и удобной. К ним относится функция «Горячий старт», обеспечивающая скорое образование сварочной дуги; «Антизалипание» — при прилипании электрода к обрабатываемой поверхности, на него автоматически прекращается подача сварочного тока; «Форсаж дуги» — функция, необходимая для формирования располагающихся в вертикальной плоскости сварочных швов.
- Пригодность устройства к ремонту. Сварочники – оборудование со сложным устройством, для техобслуживания и ремонта их требуются специальные знания и запчасти. Потому если в месте проживания отсутствуют сервисные центры конкретных производителей, то лучше остановиться на моделях других марок.
- Гарантия. Большинство производителей дают гарантию на продукцию до 2 лет, у китайских «ноунеймов» и малоизвестных заводов срок возврата и бесплатного ремонта либо отсутствует вообще, либо он ограничен 2-3 месяцами.
- Возможность модернизации для улучшения функциональности. Эта опция важна только в тех случаях, если аппарат предполагается применять не только для черных металлов, но и для цветных, качественное соединение которых возможно только в защитной газовой среде неплавящимся электродом (метод ТИГ). В этом случае следует выбирать приборы с возможностью дополнительного подключения баллонов и приборов для подачи инертного газа.
Сергей Дроздовский, сварщик, стаж работы 22 года: «Сварка ММА, как и любая другая, сперва может показаться слишком сложной и трудоемкой. Не так просто для новичков запомнить последовательность работ, сразу постичь нюансы технологии. Сварка требует терпеливого отношения и постепенного обретения навыков, потому перед выполнением ответственной работы лучше потренироваться на кусках или обрезках металла, посмотреть обучающие видеоуроки».
Что такое MMA сварка
MMA сваркой называют сварку электродом при помощи источника постоянного или переменного тока. Электроды для дуговой сварки используются плавящиеся, именно они и выступают в роли присадочного материала для заполнения металлом сварочной ванны.
Сегодня для сварки в основном используют современные инверторы, которые выдают постоянный ток. Однако раньше, двумя десятками лет назад, в основном применялись аппараты для сварки переменным током. И лишь позже появились небольшие устройства, позволяющие быстро и эффективно сваривать металлы.

Ручная дуговая сварка наиболее предпочтительный способ соединения металлов на молекулярном уровне в бытовых условиях. В отличие от полуавтоматической MIG/MAG сварки, здесь нет нужды заправлять баллон с газом. Также не нужно использовать аргон и неплавящийся вольфрамовый электрод, как в случае с TIG сваркой.
Что необходимо для того, чтобы варить ручной дуговой сваркой
Для сварки плавящимся электродом необходима самая малость. В первую очередь понадобится инвертор и электроды к нему. Также в целях защиты глаз от ультрафиолета необходим щиток сварщика. Наличие спецодежды и прочной обуви, прописаны в технике безопасности.

Сварка электрической дугой, а именно она и возникает между металлом и электродом, позволяет поднять температуру до 4000 градусов. В свою очередь это даёт возможность плавить металлы и соединять их вместе, получая надежное и прочное сварное соединение на молекулярном уровне.
Характеристика процесса
Перед началом процесса стоит узнать, что такое ММА сварка и для чего она проводится. В ее основе лежит принцип плавления кромок соединяемых металлических элементов с применением температуры электрической дуги. При расплавлении граничных областей соединяемых заготовок, проявляется сварочная ванна, которая при остывании и кристаллизации образует сварной шов. Именно он обеспечивает неразъемное и прочное соединение деталей.
При проведении MMA сварки используется источник, которые подключается к электрической розетке. Обязательно применяются два кабеля с прямой и обратной полярностью, при помощи данных элементов ток будет проводиться к деталям. Один кабель при помощи зажима прикрепляется к детали, а второй фиксируется к электроду.
В результате образуется простая электрическая цепь, которая замыкается во время подачи электроэнергии к источнику тока. Происходит образование сварочной дуги с высокими температурными показателями, которые способны с легкостью расплавить металлическую основу. После того как источник отключается от электрической сети металл остывает и кристаллизуется, и в итоге образуется шов.
Виды сварочного оборудования
Покупка дуговой сварки сопряжена с выбором оптимального варианта оборудования. На решение влияет не столько цена, сколько функциональные возможности и рабочие параметры установки. До того, как перейти к сравнению характеристик, следует определиться с наиболее подходящим видом оборудования. На рынке представлены:
- трансформаторы. Полностью механические, с ручным управлением, неприхотливые в использовании и очень надежные аппараты. Основу установки составляет катушка с намотанной проволокой. Она преобразует энергию из сети электроснабжения в сварочный ток. Область использования ограничивается тем, что сваривание возможно только на переменном токе. В большинстве случаев аппараты используются стационарно, поскольку имеют большие габариты и вес;
- выпрямители. Оборудование переменный ток преобразует в постоянный. Это дает возможность получить на выходе аккуратный, ровный и прочный шов. Установки имеют приличные габариты, а для работы с ними требуются хотя бы минимальные навыки сварщика;
- инверторы. Современный вариант сварочного оборудования, использование которого максимально упрощено за счет дополнительного функционала. Массивную катушку преобразователя разработчики заменили маленькой электронной платой. Выпрямитель изначально встроен в корпус, благодаря чему на выходе постоянный ток. Стабильность выходного напряжения контролируется микропроцессором. Большая часть представленного на рынке оборудования оснащена функциями антизалипания, форсажа сварочной дуги и быстрого розжига. По сравнению с трансформаторными аналогами оборудование имеет в разы меньший вес.
Для бытовых потребностей идеально подходят именно инверторы, обладающие хорошим функционалом и небольшим весом.
Общая информация
Суть сварки ММА заключается в применении электродуги и покрытых электродов, удерживаемых в руках сварщика. Он же и управляет процессом производства работ. Дуга расплавляет обмазку стержня и соединяемые кромки поверхностей. При этом образуются пары от покрытия электрода, защищающие линию соединения от дефектов и окисления.
Имеющийся источник тока подключается к сети. Посредством двух кабелей прямой и обратной полярности сварочный ток поступает к изделиям. Один провод закрепляется на детали с помощью зажима, второй – на электроде. Образуется цепь, замыкающаяся при подаче тока. В результате формируется электродуга с температурой, достаточной для расплавления металла. При прекращении подачи тока происходит постепенное охлаждение и кристаллизация металла. Таким образом формируется сварной шов.
Важнейшая роль в процессе отводится электроду, плавящимся вместе с материалом изделий. Капли его попадаю в сварочную ванну, способствуют образованию шва.
Электроды – это отрезки металлической проволоки, покрытые специальной обмазкой, состав которой различается в соответствии с областью применения.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.
 Обратная и прямая полярность.
Обратная и прямая полярность.
Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе.
В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового металла. - Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы.
В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.








Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное — получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно — дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Достоинства и недостатки
Ручная дуговая сварка, для обозначения которой используется аббревиатура ММА, имеет такие преимущества перед иными методами соединения металлов:
- простота и доступность оборудования;
- надежная защита зоны сварки от ветра;
- возможность применения в труднодоступных местах;
- пригодность для большинства цветных и черных металлов независимо от их толщины;
- возможность производства работ в любом пространственном положении.

- необходимость периодического назначения технологических перерывов, связанных со сменой электрода;
- удаление образовавшегося шлака;
- невозможность работы с металлами, имеющими низкую температуру расплавки – свинца, цинка, олова и сплавов на их основе;
- непригодность применения для металлов с высокой степенью химической активности (тантала, циркония, титана) в связи с невозможностью обеспечения надлежащей защиты околошовной области от кислорода;
- ограничение в максимально допустимом токе.
Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока
Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм

Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.
Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.






