
Как Точить Диск От Циркулярки
Заточка дисковых пил
Материал и характеристики твердосплавных зубьев
В российских пилах в роли материала для режущих пластинок употребляются спеченные вольфрамокобальтовые сплавы марок (6, 15 и пр. цифра значит процентное содержание кобальта). У 6 твердость 88,5 HRA, у 15. 86 HRA. Зарубежные отечественные изготовители используют свои сплавы. Твердые сплавы состоят в главном из карбида вольфрама сцементированного кобальтом. Свойства сплава зависят не только лишь от его хим состава, да и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и крепкость сплава.
Укрепляют твердосплавные пластинки к диску высокотемпературной пайкой. В роли материала для пайки, скорее всего, употребляются серебряные припои (ПСр-40, ПСр-45), в худшем случае. медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают последующие виды зубьев.
Прямой зуб
. Обычно употребляется в пилах для продольного резвого пиления, когда качество не имеет особенного значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с различным углом наклона чередуются друг с другом, по причине чего именуются попеременноскошенными. Это более всераспространенная форма зуба. Исходя из величины углов заточки, пилы с попеременноскошенным зубом употребляются для пиления разных материалов (дерева, ДСП, пластмасс). как в продольном, так и поперечнике. Пилы с огромным углом наклоназадней плоскости употребляются как подрезные при резке плит с обоесторонним ламинированием. Их внедрение дает возможность избежать сколов покрытия на краях пропила. Повышение угла скоса понижает усилие резания и уменьшает опасность сколов, но сразу уменьшает стойкость и крепкость зуба.
Зубья имеют наклон не столько задней, зато фронтальной плоскости.
Трапециевидный зуб
. Особенностью этих зубьев является относительно неспешная скорость затупления режущих кромок сравнительно с попеременноскошенными зубьями. Обычно они используются в купе с прямым зубом.
Чередуясь с последним и немного возвышаясь над ним, трапециевидный зуб делает предварительное пиление, а прямой, последующий за ним. чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки плит с обоесторонним ламинированием (ДСП, МДФ и пр.), и конечно для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и употребляются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Обычно передняя грань зубьев имеют плоскую форму, однако сейчас имеются пилы и с вогнутой фронтальной гранью. Они используются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки
определяются предназначением пилы. т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой фронтальный угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в рамках 5-10°. Универсальные пилы, созданные для поперечного и продольного пиления, имеют усредненное значение фронтального угла. обычно 15°.
Величины углов заточки определяются не только лишь направлением распила, зато твердостью распиливаемого материала. Чем выше твердость, тем меньше должны являться фронтальный и задний углы (меньше заострение зуба).
Фронтальный угол вам больше понравятся не только лишь положительным, да и отрицательным. Пилы с таким углом употребляются для раскроя цветных металлов и пластмасс.
Правила заточки
Схемы заточки дисковых пил
Для восстановления исходного состояния диска необходимо выполнить заточку всех рабочих граней. При этом учитывается их неравномерный износ. Больше всего «страдает» передняя часть, так как она подвергается максимальным нагрузкам.
Перед началом работы необходимо очистить поверхность дисковой пилы от загрязнения. Затем проверить ее плоскость на наличие сколов и трещин. В случае обнаружения подобных дефектов дальнейшая эксплуатация режущего инструмента недопустима.
Следующим этапом является детальное ознакомление с инструкцией по эксплуатации станка
Важно правильно подготовить оборудование, выполнить его монтаж на рабочую поверхность и настроить. После этого можно устанавливать абразив и пильный диск
Они должны быть надежно зафиксированы в валах. Причем диск не должен проворачиваться на монтажной платформе. Эту функцию выполняет другой механизм.
Затем можно приступать непосредственно к заточке. Ее технология зависит от типа кромки, которая будет повергаться обработке.
По передней плоскости
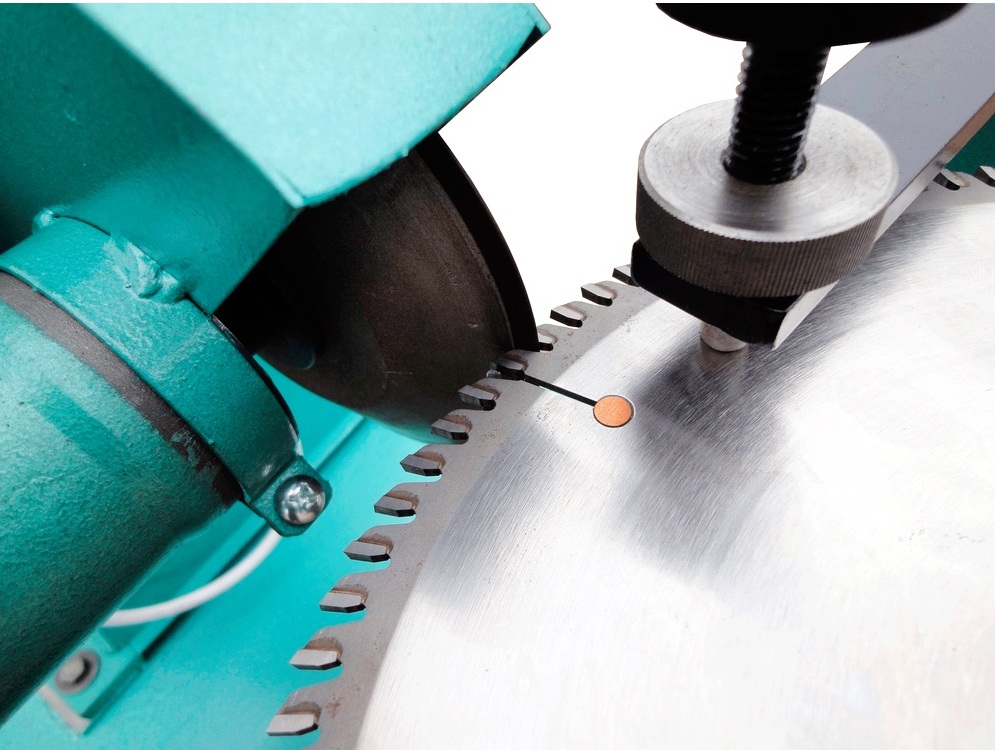
После установки пилы на оправку с помощью механизмов она устанавливается в горизонтальном положении. Плоскость абразива при этом перпендикулярна плоскости диска. Это обеспечивает нулевой угол скоса. Если в станке не предусмотрен механизм точной установки – необходимо применять угломер.
После этого подводим первый зуб к абразивному кругу. Последний должен вращаться. Для равномерной заточки необходим полный контакт всей режущей кромки с абразивом. Для предотвращения повторной обработки рекомендуется с помощью маркера сделать отметку, откуда начался процесс.
Заточка зуба скошенного в передней части
Разница между вышеописанной технологией заключается в установке пилы не строго горизонтально, а под наклоном относительно абразива. Обычно он составляет +8°. После пометки маркером необходимо выполнять заточку каждого второго зуба. Затем положение диска меняется – выставляется отрицательный угол.
Для этого типа заточки важно отслеживать равномерный скос для каждого режущего элемента. В случае большой погрешности следует переустановить диск, чтобы все зубья имели одинаковую конфигурацию
Обязательно периодически выполняться контрольные замеры.
Заточка задней плоскости
Одним из ответственных этапов обработки диска является заточка задней кромки зуба. Для выполнения этой операции инструмент устанавливают в горизонтальное положение. При этом задняя кромка зуба должна иметь полный контакт с абразивным диском.
Дополнительно необходимо учитывать скорость вращения абразива
Для моделей с ручной регулировкой важно устранить вероятность перегрева режущей кромки. Также нужно следить, чтобы диск не убрал лишний материал с поверхности зуба
Изменение конфигурации одного или нескольких элементов негативно отразится на эксплуатационных качествах диска.
В видеоматериале можно ознакомиться с примером обзора станка для заточки дисковых пил:







Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
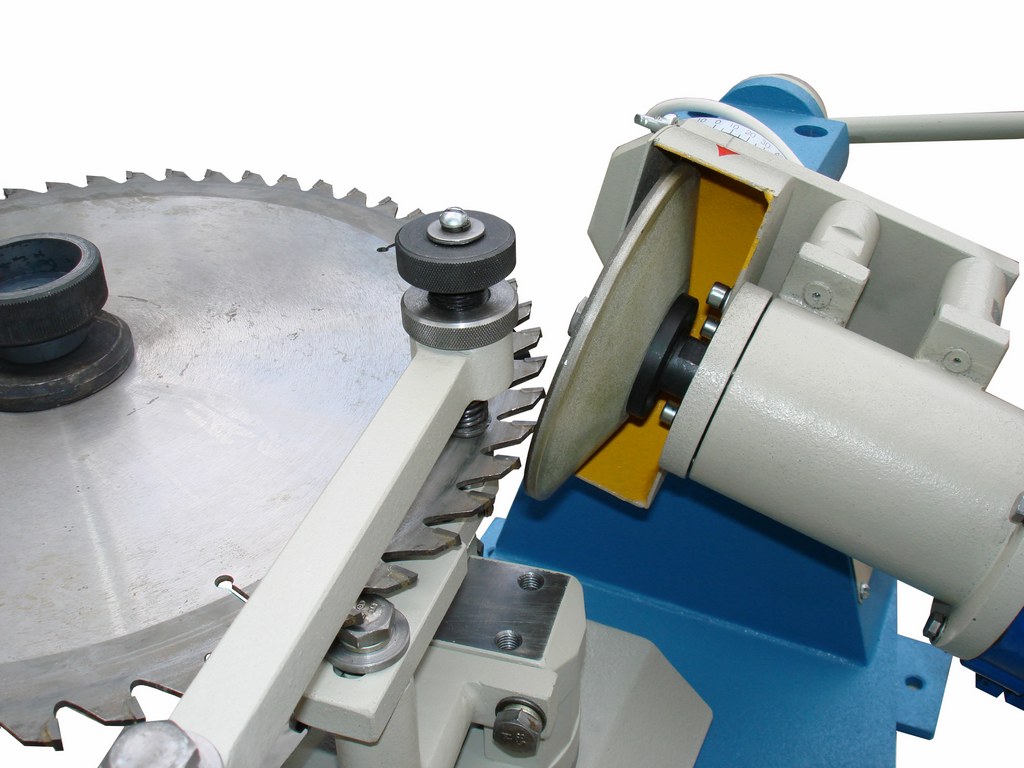
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
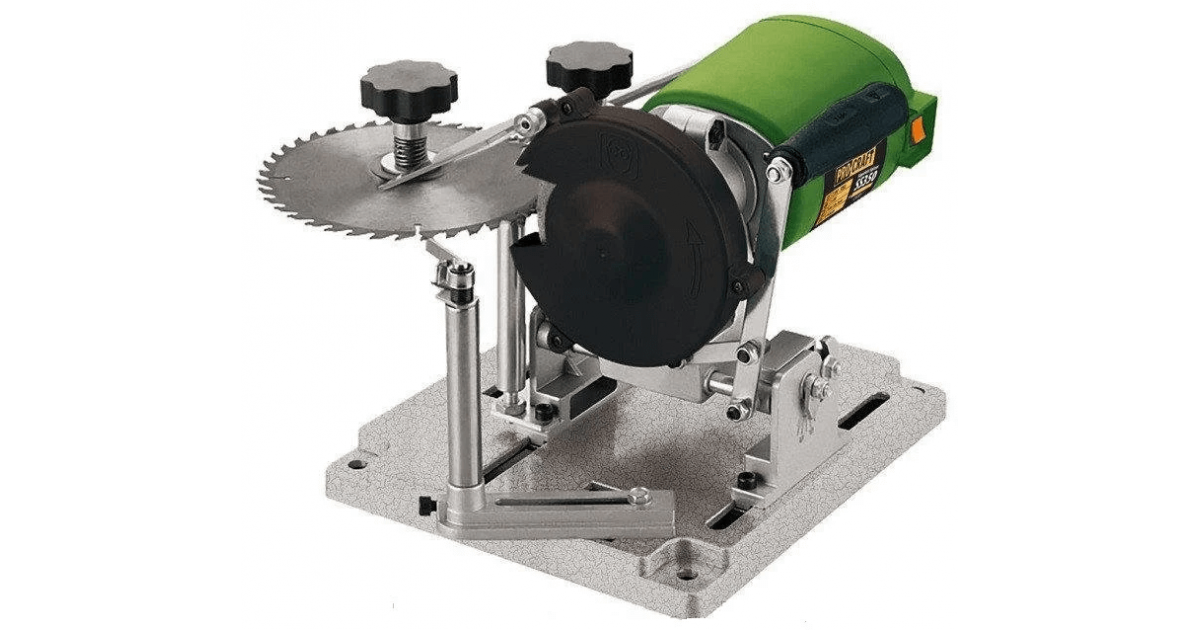
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Заточка пил своими руками в домашних условиях
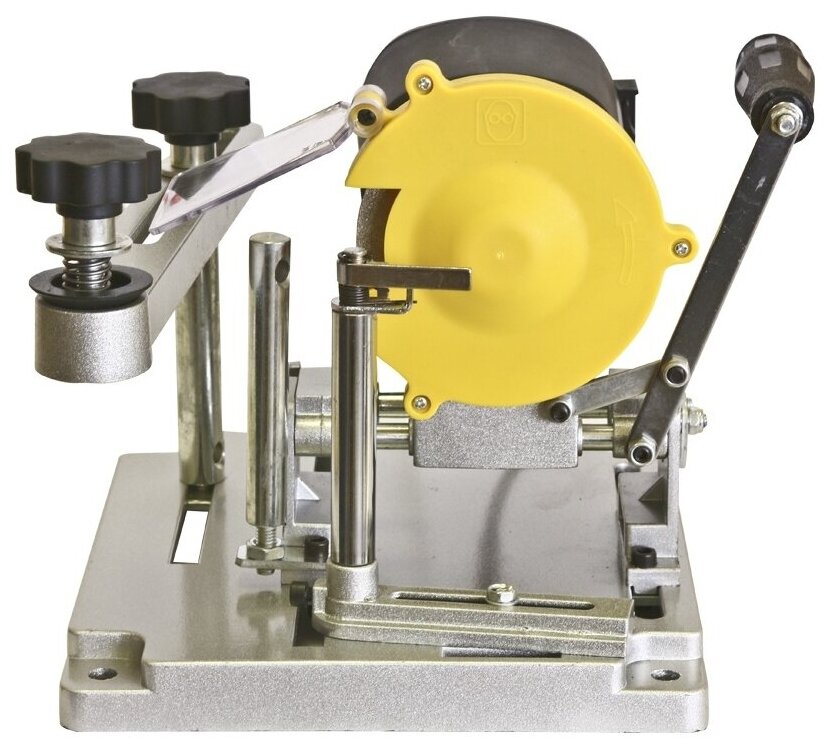
Рисунок 4. Для того ,что бы заточка была правильной и быстрой диск следует хорошо закрепить.
Наточить пилу можно и у себя дома. Для этого не обязательно иметь в собственной мастерской специализированный точильный станок, который стоит больших денег и используется по назначению достаточно редко.
Но просто держать в руках диск и на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтобы сделать режущий элемент безупречно острым и пригодным для эффективной работы. С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
Ее поверхность должна совпадать с уровнем оси заточного диска. Сам зубчатый круг размещается на подставке таким образом, чтобы затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по передней и задней поверхностям указанное приспособление делают с подвижным шарниром.
Однако в этом случае трудно выдержать одинаковую величину передних и задних углов заточки. Чтобы устранить данную проблему, центр пильного круга жестко фиксируют в нужном положении по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, либо установкой на подставке специальных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если выполнять все требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку долго и эффективно.
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.
Коротко о главном
Обрабатывать древесину на циркулярной пиле можно дисками двух видов. Простым и недорогим монолитным, а также его аналогом с твердосплавными напайками. Последний хоть и намного дороже, но куда больше эффективный. А проход ним по любому материалу дает более ровный и чистый рез.
При покупке диска для своей циркулярки, необходимо знать размеры рабочего вала и защитного кожуха. Чтобы не ошибиться с выбором внешнего и внутреннего диаметра отрезного круга
Следует обратить внимание на заточку зубьев и их конфигурацию. Если в работе часто приходится решать сложные задачи, то эти характеристики очень важны
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.








Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
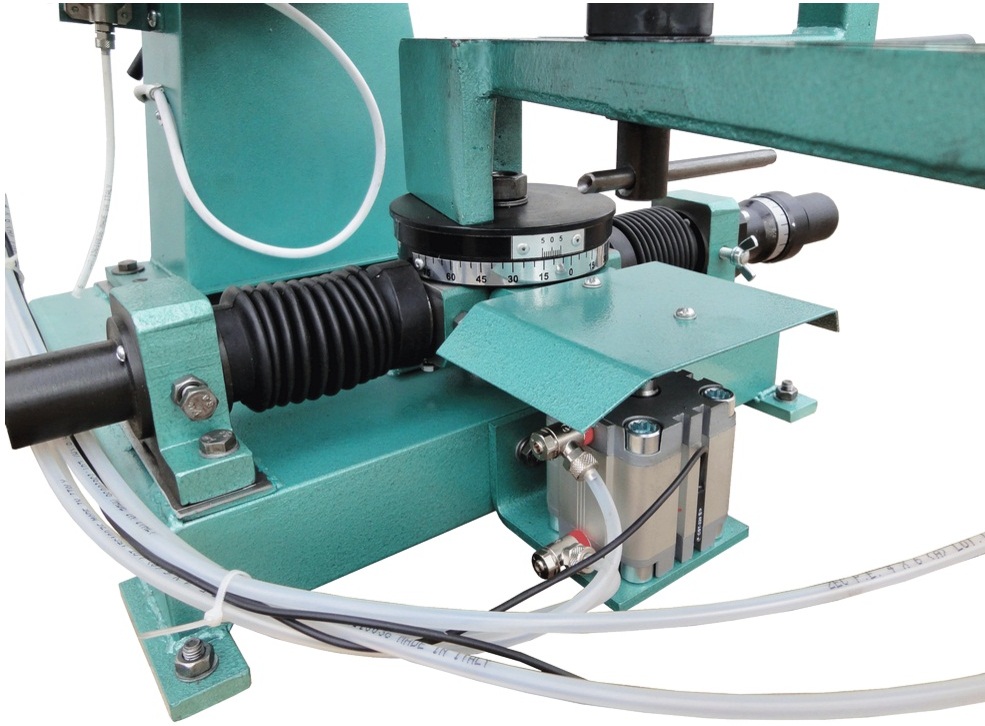
Технические характеристики станков
Полуавтоматический станок по заточке
Следующим этапом является анализ параметров оборудования. В дальнейшем они повлияют на возможность обработки той или иной модели пильного диска, а также заранее укажут на трудоемкость процесса. Для этого следует внимательно ознакомиться с паспортом станка.
Главным критерием выбора является производительность оборудования. Если планируется небольшой объем обработки стандартных дисковых пил – можно остановить выбор на ручной модели. Для выполнения постоянных заточек лучше всего приобрести полуавтоматические или автоматические линии. Альтернативным вариантом является обращение в специализированные компании, которые предоставляют эту услугу.
В случае необходимости приобретения заточного оборудования необходимо обращать внимание на следующие характеристики:
- параметры электродвигателя привода вала с абразивом – номинальная мощность и характеристики электросети, к которой необходимо выполнить подключение;
- тип передачи вращающего момента от электродвигателя к валу с абразивом — ременная или шестеренчатая;
- максимальный и минимальный размер заточного круга, его посадочный диаметр;
- допустимые диаметры пильных дисков для заточки;
- значение переднего угла заточки. Обычно этот параметр варьируется от 0° до 30°;
- задний угол заточки. Может составлять от 0° до 30°;
- исполнение станка – настольный или напольный;
- габариты и вес оборудования.
Для автоматических моделей учитывается емкость бака с СОЖ и скорость подачи охлаждающей жидкости. В некоторых автоматических линиях может установиться два или три абразива для одновременной обработки всех сторон зубьев.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.







Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
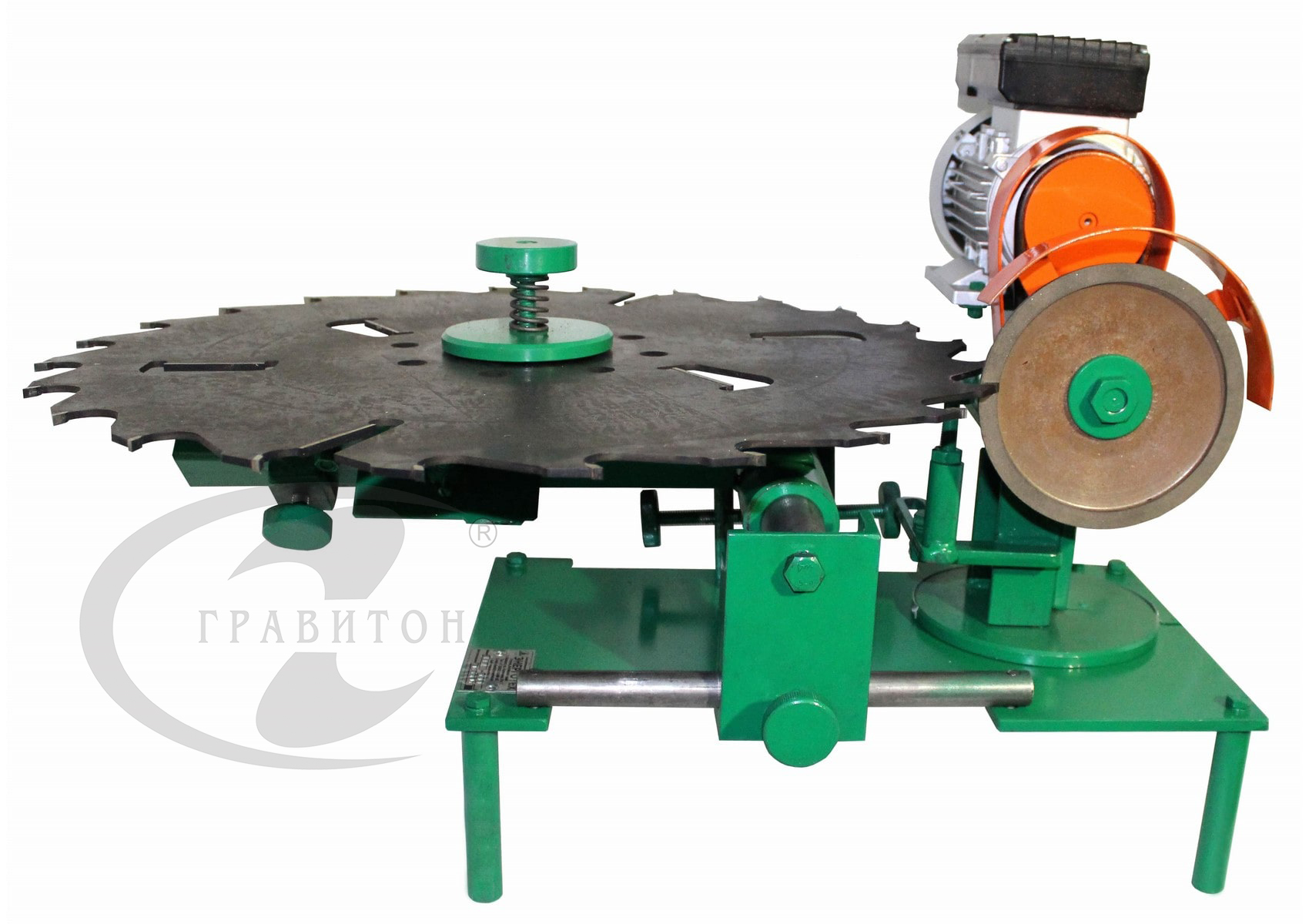
Виды станков для заточки дисковых пил
- предельный диаметр диска пилы;
- ориентацию рабочих органов;
- конструкцию механизмов позиционирования диска пилы и абразивного круга;
- показатели по диапазону и точности заточных углов.
Самыми распространенными являются станки, предназначенные для пил диаметром 400÷600 мм, с горизонтальной ориентацией суппорта и устройства крепления диска пилы. Оборудование, на котором затачивают пилы больших диаметров, имеет вертикальную ориентацию, причем привод со шлифовальным кругом располагается в верхней части, и его движение во время работы происходит сверху вниз.
В заточных станках для дисковых пил используется несколько наиболее распространенных компоновок, в основу которых положена подвижность или статичность рабочих органов и механизмов в процессе выполнения процесса заточки. Базовыми являются три основных типа, хотя встречаются и их разновидности и различные комбинации:
- Привод с абразивным диском неподвижен. Подача выполняется путем перемещения суппорта с пилой.
- Устройство фиксации пилы неподвижно. Рабочим органом является перемещаемая головка с приводом и заточным кругом.
- Подвижны как суппорт с закрепленной на нем пилой, так и узел с абразивным диском.
Во всех трех случаях наклон зуба пилы относительно торца абразива может быть реализован как на подвижном, так и на неподвижном функциональном узле. Точность позиционирования и угла наклона зависит от конкретной модели станка. По нормативу для дисковой пилы Ø400 мм отклонение линейных размеров заточенного зуба должно быть в пределах 0.2÷0.15 мм, а углов его режущих кромок — не более полутора-двух градусов.
Основные характеристики
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).

Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.





