Разновидности
Условно можно использовать такую классификацию:
- Универсальный станок — заточка не только фрез, но и прочих режущих инструментов.
- Специализированный станок используется для обработки инструмента только одного вида, например, фрез.
Универсальный станок комплектуется нормальными и специальными приспособлениями, подходящими для закрепления и установки инструмента, дополнительных измерительных механизмов, позволяющих выдерживать угол заточки фрез.
Универсальный заточной станок с приспособлениями для заточки фрез
Специализированный заточной станок для заточки концевых и цилиндрических фрез
Способ заточки концевых фрез с радиусной режущей кромкой
Изобретение относится к станкострое нию, касается изготовления металлорежущего инструмента и может быть испотьзовано при заточке концевых фрез с painvc ным закруглением режущей кромки Цель изобретения — повышение производитель ности обработки Шлифовальный круг 1 вводят в контакт с задней поверхностью радиусной режущей кромки 2 концевой фре зы 3 Последнюю при этом вращают вокр г собственной оси 4 и качают с УГЛОВОЙ скоростью о вокруг центра качания О расположенного в осевой плоскости фрезы 3 произвольно Одновременно фрезе 3 и центру качания О сообщают дополнительное поступательное перемещение по дуге 5 окружности радиусом R, равным расстоянию межа центром кривизны Q режущей кромки центром качания О При этом скорость W аополнительного постулатепьного лоремеще ния фрезы 3 и центра качания О равна по ве шчине и противопопожна по ч трав лснию линейной скорости 7 качания центра кривизны Q вокрм центра качания О 1т Ј (Л СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51) 5 В 24 В 3/02
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ
ПРИ ГКНТ СССР (21) 4416333/08 (22) 26. 04. 88 (46) 15.02.91. Бюл № (71) Витебское специальное конструкторское бюро зубообрабатывающих, шлифовальных и заточных станков (72) А. М. Зиндер, 1О. А. Каплан, Л. И. Малер, И. И. Малер и М. И. Конорович (53) 621.93.063 (088.8) (56) Заявка Японии № 61- 13943, кл. В 24 В 3/02, 1986. (54) СПОСОБ ЗАТОЧКИ КОНЦЕВЫХ
ФРЕЗ С РАДИУСНОЙ РЕЖУЩЕЙ КРОМКОЙ (57) Изобретение относится к станкостроению, касается изготовления металлорежущего инструмента и может быть использовано при заточке концевых фрез с радихс„„SU„„ 627373 A1
2 ным закруглением режущей кромки. Цель изобретения — повышение производительности обработки. Шли фовальный круг вводят в контакт с задней поверхностью радиусной режущей кромки 2 концевой фрезы 3. Последнюю при этом вращают вокруг собственной оси 4 и качают с угловой скоростью
1627373
Формула изобретения (:книгь T 11 Г ..Х Кр;ð (. Ч
Гi>! >4 4ë«>
Рр 1 K÷;> .3к.i > 3(!
В!111111!11! i» иирг г кнч «н> н > и >рнт(нинч» н> крыл ни и нри ГК11Г (.(.(..l
113(Х35, М. Рн1г>., и. 1 5
1!ри ини»н.чпин>T >и ,, У,к рði í; . 1() l
Изобретение относится к станкостроению, касается изготовления металлорежу-! цего инструмента и может быть использовано при заточке концевых фрез с радиусным закруглением режущей кромки.
Цель изобретения — повышение производительности обработки.
На чертеже схематически показано осуществление предлагаемого способа.
Способ осуществляют следующим образом.
Шлифовальному кругу 1 сообщают вращение и вводят его в соприкосновение с задней поверхностью радиусного закругления радиусом r режущей кромки 2 концевой фрезы 3. Фрезе при этом сообщают вращение вокруг собственной оси 4 и качание с угловой скоростью (н вокруг центра качания О, расположенного в осевой плоскости фрезы 3 произвольно. Одновременно фрезе 3 и центру качания О сообщают дополнительное поступательное перемещение по дуге 5 окружности радиусом R, равным расстоянию между центром кривизны Q радиусной режущей кромки 2 и центром качания О. При этом скорость Я! дополнительного поступательного перемещения концевой фрезы 3 и центра качания О устанавливают равной по величине и противоположной по направленич0 линейной скорости 7 качания центра кривизны Q paдиусной режущей кромки 2 концевой фрезы
3 вокруг центра качания О, лежащего в осевой плоскости фрезы 3.
Использование предлагаемого способа сокращает время подготовки фрезы к заточке за счет отсутствия необходимости совмещения центра качания фрезы в осевой плоскости с центром кривизны радиусной режущей кромки.
Способ заточки концевых фрез с радичсной режущей кромкой, при котором фрезу вращают вокруг собственной оси, качают вокруг расположенного в ее осевой плоскости центра и вводят в контакт со шлифовальным кругом, отличающийся тем, что, с целью повышения производительности обработки, фрезе сообщают дополнительное поступательное перемещение из условия перемещения центра качания по дуге окружности радиусом, равным расстоянию между упомянутым центром и центром кривизны радиусной режущей кромки, при этом скорость дополнительного поступательного перемещения фрезы берут равной по величине и противоположной по направлению линеиной скорости качания центра кривизны радиусной режущей кромки вокруг центра качания.
Заточка фрез по металлу: концевых, червячных
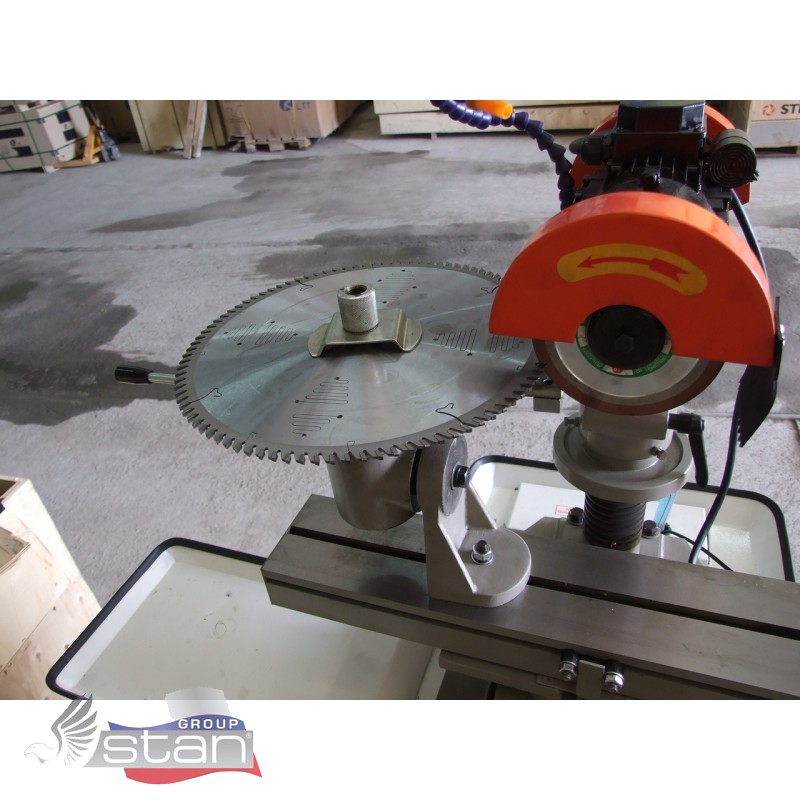
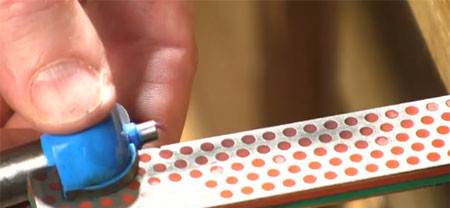
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
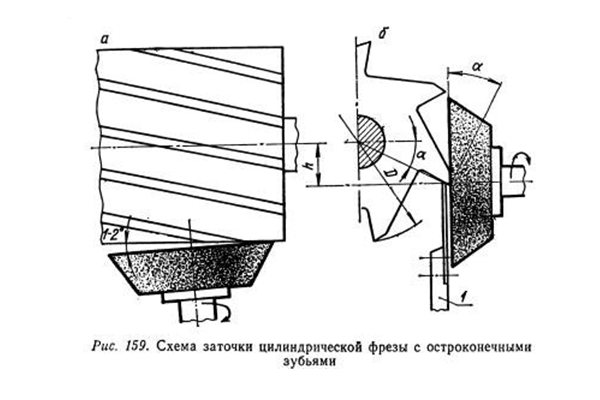
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями. При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных. При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.
В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
С помощью станка
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.
В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.
Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.
Электроточила
Конструктивно электроточила крайне просты.
Они состоят из асинхронного двигателя, точильных кругов и кожухов. Переведя разговор в плоскость выбора конкретного производителя и модели, следует отметить, что если вы планируете купить аппарат для личных целей, то марка не имеет решающего значения. Такое оборудование включается в сеть ненадолго и имеет довольно большой ресурс. Цена точила напрямую зависит от его диаметра.
Чем он больше – тем дороже аппарат. Осматривая электроточило перед покупкой, попробуйте пошевелить вал. Если он не только вращается, но и «ходит» -откажитесь от него и выбирайте дальше. Конечно, лучше всего включить точило в сеть, но не в каждом магазине вам пойдут навстречу в этом вопросе.
Стоимость заточки
| Услуги по фрезам | Стоимость | |
| Заточка корончатых фрез | 150,00р. | шт. |
| Заточка фрез на сращивание (160х4) (за грань) ((Блины)) | 35,00р. | шт. |
| Заточка концевой фрезы | 100,00р. | шт. |
| Заточка концевой фрезы (4-х ножевая) | 150,00р. | шт. |
| Заточка пазовых и профильных фрез 2 зуба | 250,00р. | шт. |
| Заточка пазовых и профильных фрез 3-4 зуб. | 300,00р. | шт. |
| Заточка пазовых и профильных фрез 6-9 зуб. | 350,00р. | шт |
| Заточка пазовых и профильных фрез 6-9 зуб. | 350,00р. | шт. |
| Заточка фрез на мини-шип до 50 мм | 80,00р. | зуб |
| Заточка фрез на мини-шип от 50 мм | 110,00р. | зуб |
| Заточка ножа шипорезного до 120мм | 150,00р. | шт. |
| Заточка сверла для глухих отверстий | 110,00р. | шт. |
| Заточка сверла для сквозных отверстий | 100,00р. | шт. |
| Заточка чашечного сверла | 150,00р. | шт. |
| Настройка фрезы | 150,00р. | шт. |
| Заточка спиральной фрезы 1см (Z1 x кол-во) | 125,00р. | шт. |
| Заточка спиральной фрезы торец | 100,00р. | шт. |
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором. Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.

Как работает станок
Подключаем питание. Ставим упоры. Для правки камня предусмотрен алмазный штифт. Он подводится, закрепляется и автоматически правится камень. Есть вращение в две стороны, переключатель. Синхронности нет, это не беда – можно приделать упор, копировальную иглу снизу. Она будет вращать синхронно движению камня и затачивать в определенном месте спираль. Концевые фрезы затачиваются как правило по задней части режущей кромки. В редких случаях затачивают переднюю часть – если фреза имеет неровную затылованную часть. В нашем случае можно затачивать по заднему углу. Это о боковой поверхности фрезы.
Что касается торцевой поверхности, этим станком не удастся заточить. Это связано с тем, что вокруг не может принять определенное положение относительно инструмента. Подача самого Круга по оси X очень хорошая, тоже микронная.

Обратите внимание, что заточка инструмента происходит навстречу движению фрезы. В планах сделать свой самодельный станок, с большими возможностями, крупнее
Канал “Николай Чернак”.
Заточка фрез — это сложный технологический процесс, требующий соответствующего уровня мастерства и профессионализма. Классификация, применение, способы.
Заточка разных форм фрез производится на специализированном оборудовании. Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Используем подручные средства
От домашнего мастера требуется лишь любой электропривод и абразивные диски с разным показателем зернистости. Затачивание вручную – без привода – фрез возможно лишь при их наиболее простом исполнении (меньшей сложности, разнообразия расположения режущих зубцов в нескольких плоскостях), также потребуются бруски с таким же показателем зернистости, как и точильные круги.


Абразивный брусок или круг перед началом работ смачивают обычной или мыльной водой – она предотвратит перегрев материалов (включая припой, держащий зубья), из которых сделаны рабочие части фрез. Равномерность обточки вручную сложнее проконтролировать из-за непостоянства человеческой прижимной силы – по сравнению с таким же воздействием со стороны механики станка. Второй фактор – не меняя усилие, считать количество возвратно-поступательных движений.

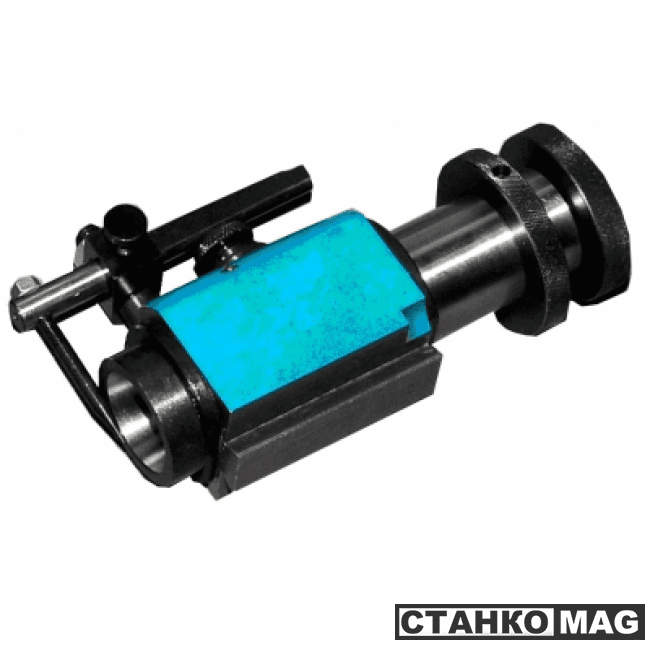
Приспособление для заточки фрез
- » rel=»nofollow»>
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.

Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
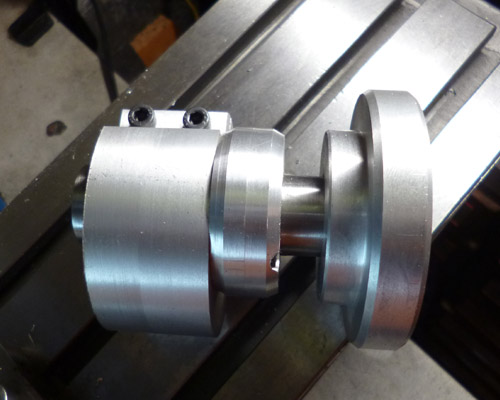
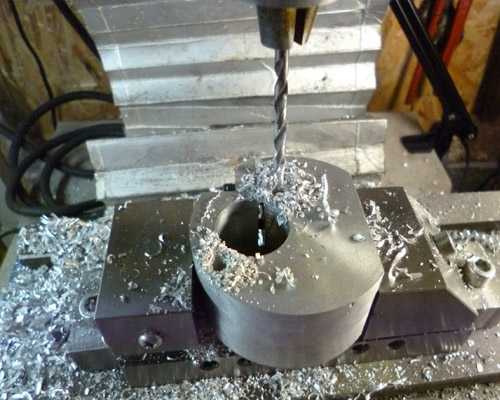
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.


Убрал всё лишние с этой оправки.

Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.


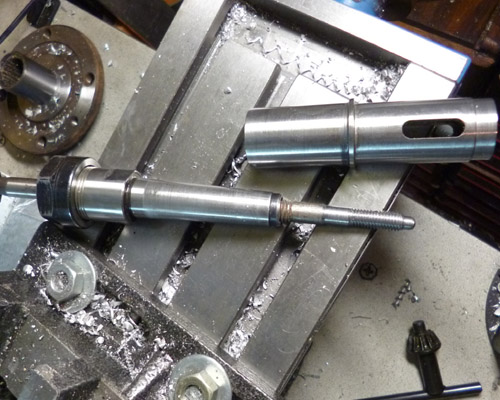
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.



Осталось сделать запорное колечко для шпинделя и ручку.


Ручка для вращения вокруг оси шпинделя.



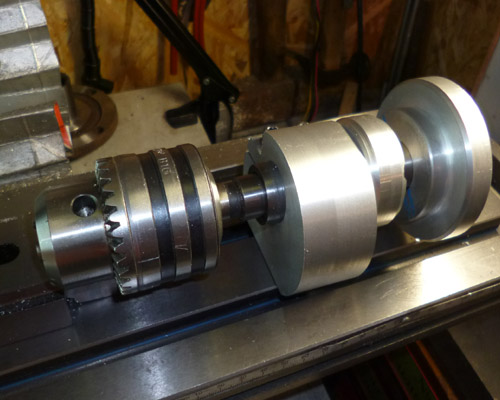
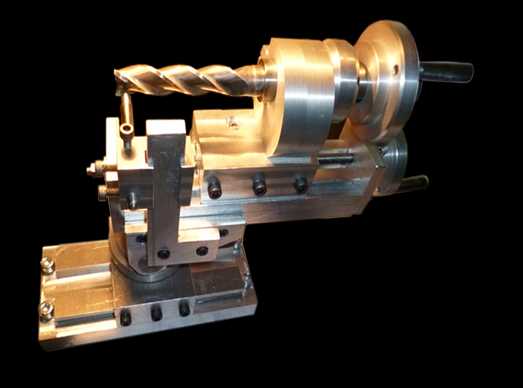
Вот так выглядит первая собранная деталька для моего приспособления.

Примерка оснастки, сверлильный патрон.
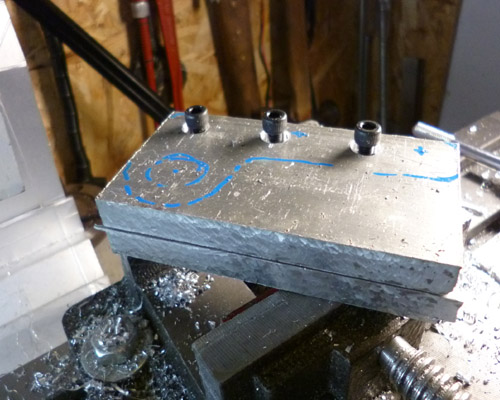
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
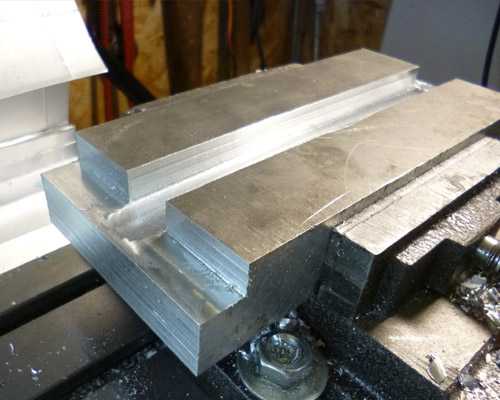
Пилю заготовку для стола.


Фрезерую будущие оси перемещения.


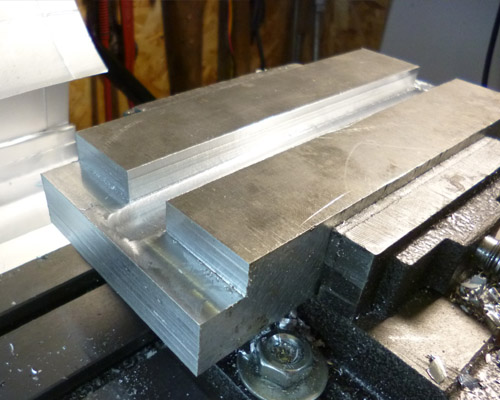
Заготовка стола для установки шпинделя.



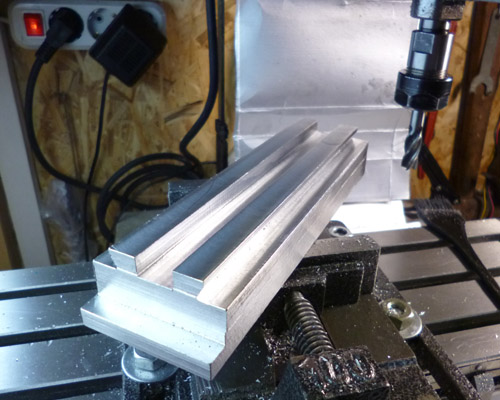
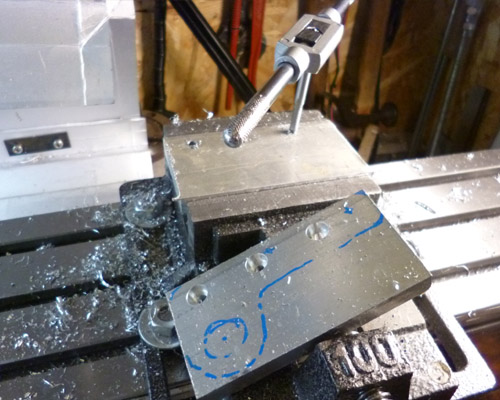
Заготовка готова, для фрезеровки ласточкина хвоста.

Фрезерую ласточкин хвост.

Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.



Примеряю направляющею к столу, винтом для неё будет обычная шпилька.

Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.


Вот уже вырисовывается общий вид приспособления, но это только проект.
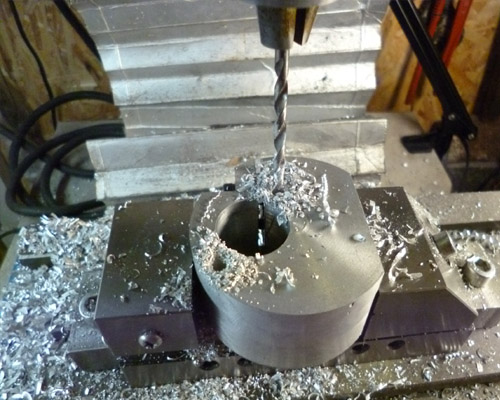
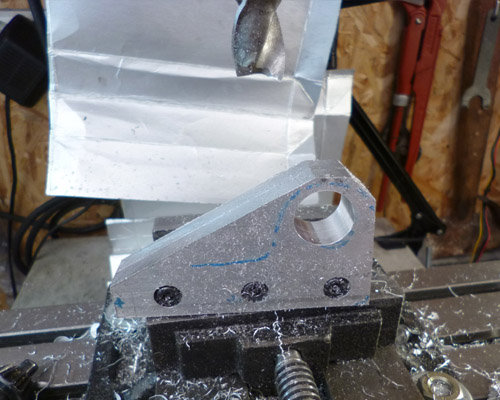
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.


Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.

Вторая ось перемещения, не чем не отличается в прицепе от первой, только нет винта подачи и стол немного шире.

Поворотная площадка в виде обычного блинчика.

Вот такой простой цилиндр будет в роли моей оси наклона.


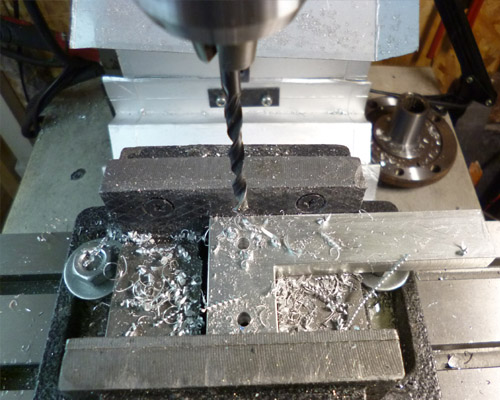
Примерил всё к столу остаётся только просверлить и собрать этот узел.

Просверлил и собрал.


Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.


Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.

Так всё устройство выглядит в сборе.

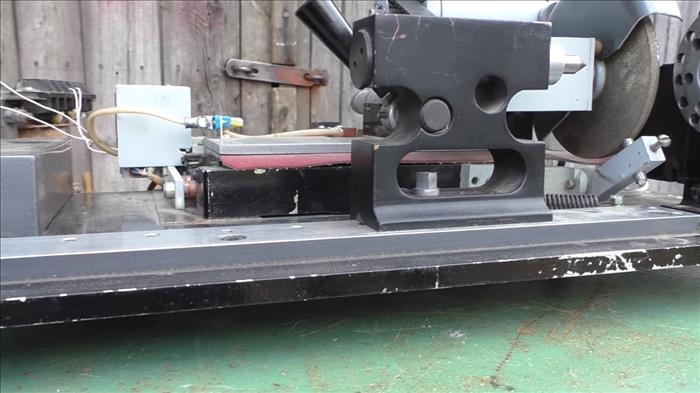
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.








Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.
Для тех кому интересна эта тема, ниже ссылка на продолжение.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки. Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе. Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами. При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
https://youtube.com/watch?v=b-uOa95tnn0
Расположение органов управления заточным станком 3662
Расположение органов управления заточным станком 3662
Перечень органов управления заточного станка 3662
- маховичок установки на шаг спирали;
- лимб поворота линейки (в градусах);
- маховичок ручного перемещения стола;
- рукоятка зажима переставного кулака;
- рукоятка зажима пиноли шлифовального шпинделя;
- маховичок вертикального перемещения шлифовальной головки;
- рукоятка фиксации вертикального перемещения шлифовальной головки;
- рукоятка зажима пиноли задней бабки;
- болт зажима задней бабки;
- рукоятка перемещения пиноли;
- кнопка для выталкивания центра задней бабки;
- кнопочная станция;
- шлиц ручного деления при остановленном столе;
- рукоятка «Пуск» — «Стоп» стола;
- рукоятка фильтра;
- рукоятка установки скорости стола;
- зажим линейки;
- переключатель величины подачи;
- маховичок вертикального перемещения шлифовальной головки;
- маховичок перемещения механизма правки;
- рукоятка переключения автоматической подачи;
- рукоятка включения автоматической подачи;
- лимб для установки толщины снимаемого слоя металла;
- маховик для установки шлифовальной головки на угол.
Особенности конструкции
Несмотря на то, что существует довольно много моделей станков, их конструкция несколько схожа. К особенностям типовой конструкции можно отнести:
- Основная часть корпуса представлена электродвигателем.
- При необходимости изменения частоты вращения может быть включена в конструкцию клиноременная передача.
- На валу закрепляется абразивный круг.
- Подставка необходима для закрепления обрабатываемого инструмента.
- Имеется блок с кнопкой включения или выключения оборудования, а также с элементами регулировки режимов работы.
Могут присутствовать и иные элементы.
Достоинства применения
Многие решают, стоит ли тратиться и приобретать специальные станки для заточки. Их использование можно определить следующим образом:
- Значительно ускоряется процесс: большая скорость вращения круга обуславливает ускорение процесса снятия необходимого слоя металла.
- Можно достигнуть более точного результата. Углы заточки имеют четкие приделы, без использования станков выдержать их практически невозможно.
- Качество проводимой работы значительно выше.
- Выполнить работу может даже неподготовленный мастер, так как работа практически полностью автоматизирована.
Станки используются в мастерских при среднем и крупносерийном производстве. Только в этом случае их покупка оправдана.
Недостатки применения
Также можно выделить и некоторые недостатки применения:
- Электрический привод потребляет довольно много энергии. При постоянном использовании затраты на оплату электроэнергии будут весьма большими.
- Стоимость станков весьма велика. При этом отметим, что цена зависит как от основных эксплуатационных показателей, так и от того, какая фирма является производителем.
- Нужно проводить постоянное обслуживание оборудования для поддержания его в надлежащем состоянии.
- Нужно найти место для установки оборудования и правильно оснастить его. Некоторые модели требуют жесткого крепления.
Подобные недостатки можно выделить при рассмотрении заточных станков.
В заключение отметим, что существует довольно много видов фрез, каждый обладает определенными качествами, которые стоит учитывать. Именно поэтому следует приобретать не специализированный, а именно универсальный вариант исполнения заточного станка.
Приспособление для заточки фрез
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.


Убрал всё лишние с этой оправки.

Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.



Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.



Осталось сделать запорное колечко для шпинделя и ручку.


Ручка для вращения вокруг оси шпинделя.



Вот так выглядит первая собранная деталька для моего приспособления.


Примерка оснастки, сверлильный патрон.

Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.


Фрезерую будущие оси перемещения.


Готовая направляющая.

Заготовка стола для установки шпинделя.



Заготовка готова, для фрезеровки ласточкина хвоста.

Фрезерую ласточкин хвост.

Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.



Примеряю направляющею к столу, винтом для неё будет обычная шпилька.

Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.


Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.


Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.


Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.


Вторая ось перемещения, не чем не отличается в прицепе от первой, только нет винта подачи и стол немного шире.

Поворотная площадка в виде обычного блинчика.

Вот такой простой цилиндр будет в роли моей оси наклона.


Примерил всё к столу остаётся только просверлить и собрать этот узел.

Просверлил и собрал.


Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.


Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.


Так всё устройство выглядит в сборе.

В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.










Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.
Для тех кому интересна эта тема, ниже ссылка на продолжение.
Сведения о производителе заточного станка 3662
Производитель заточного станка для червячных фрез 3662 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
- 3А64 — станок заточной универсальный Ø 250 х 650
- 3А64М — станок заточной универсальный Ø 250 х 650
- 3А64Д — станок заточной универсальный Ø 250 х 600
- 3А662 — станок заточной для червячных фрез полуавтомат Ø 200 х 280
- 3Б642 — станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3В642 — станок заточной универсальный Ø 250 х 630
- 3Д641Е станок заточной универсальный с гидравлическим приводом Ø 200 х 400
- 3Д642Е — станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3Е642 — станок заточной универсальный Ø 250 х 630
- 3Е642Е — станок заточной универсальный с гидравлическим приводом Ø 250 х 500
- 3М642 — станок заточной универсальный Ø 250 х 500
- 3Д692 — станок заточной универсальный для дисковых пил полуавтомат Ø 275..1430
- 3Е692 — станок заточной универсальный для дисковых пил полуавтомат Ø 250..1430
- 3662 — станок заточной для червячных фрез полуавтомат Ø 125 х 200
- ВЗ-318, ВЗ-318Е — станок заточной универсальный Ø 200 х 500
- ВЗ-818, ВЗ-818Е — станок заточной универсальный Ø 200 х 500
- ВЗ-319 — станок заточной универсальный настольный Ø 100 х 200
- БДС-4 — cтанок комбинированный по дереву
- БДС-5 — cтанок комбинированный по дереву
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную

Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание! Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять. В попытке сэкономить время вы можете испортить его и всю фрезу
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ
При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак
Ниже приведена таблица таких величин.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Заточка фрез своими руками
Данную процедуру можно выполнить самому и использовать при этом подручные средства.

Такая возможность сэкономит деньги, и в случае многократного использования сохранит драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.

Качество ручной заточки значительно отличается от заточки с использованием специального станка, но в ручном варианте экономится время.