
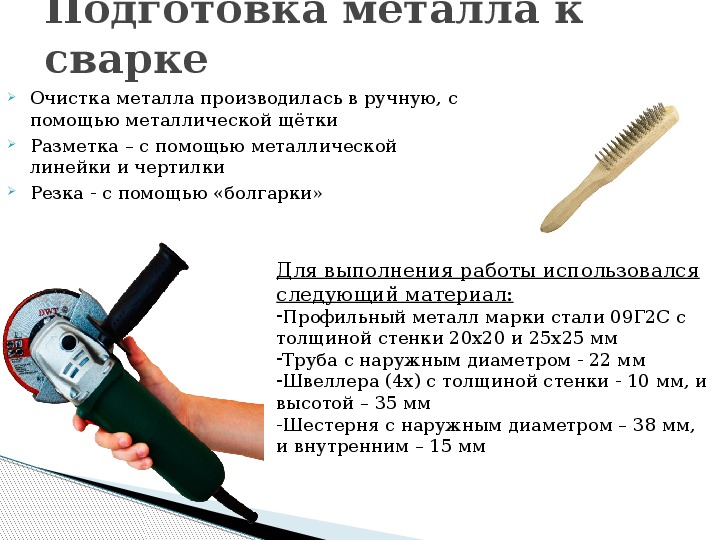
Особенности для разных электродов
Течение сварочного процесса во многом зависит от типа выбираемых стержней.
Сварка угольным электродом
Технология универсальна, поскольку допускается розжиг дуги между 2 стержнями, электродом и заготовкой или массой. Процесс напоминает сварку с горелкой. Для формирования сварного соединения используется проволока БрКМц3-1. Силу тока и напряжение рассчитывают с учетом характеристик металлоконструкции, состава сплава.
Инверторный угольный электрод
К сварке этим способом можно приступать только при наличии соответствующих навыков. При выполнении работ учитывают следующие особенности:
- электрод удерживают под наклоном не более 30°;
- сила тока должна составлять от 35 до 130 А (в зависимости от толщины заготовок).

С помощью угольного электрода можно проводить большой спектр работ.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Как соединить медные трубы
Медные трубы соединяют при обустройстве различных трубопроводов, используя при этом арматуру и специальные методы. Каждому нужно знать, как соединить медные трубы, так как получение надежного стыка требует соблюдения определенных условий.
Соединение развальцовкой
Мягкие трубы из меди очень часто соединяют с муфтой, в которую заделывается не развальцованный конец трубы. Такой стык демонтировать не сложно, а потом его можно легко восстановить. Обычно соединение медных труб с развальцовкой используется тогда, когда работать горелкой опасно и из старой трубы невозможно слить воду полностью. Порядок работ следующий:
1. Зачищаете торец трубы. При этом нужно снять все задирки.
2. На трубу надеваете муфту.
3. Вставляете в калиброванное отверстие для развальцовки трубу. Хорошенько ее там зажмите. Отверстие должно быть таким же диаметром, что и сама труба. Торец трубы устанавливаете на одном уровне или же чуть выше поверхности зажима.
4. Надеваете на зажим приспособление. Начинайте вращать винт, пока конус не развальцует под углом примерно в 45 градусов торец трубы.
5. Вынимаете из калиброванного отверстия трубу. Затем нужно подвести вплотную муфту к развальцованным кромкам. Оборачиваете резьбу муфты лентой уплотнительной, а гайку закручиваете.



Соединение при помощи фитингов
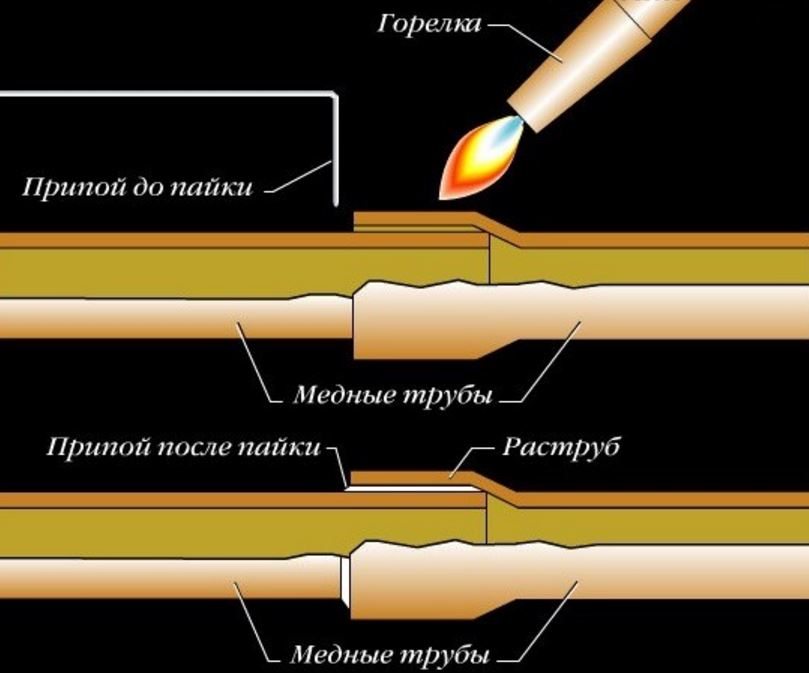
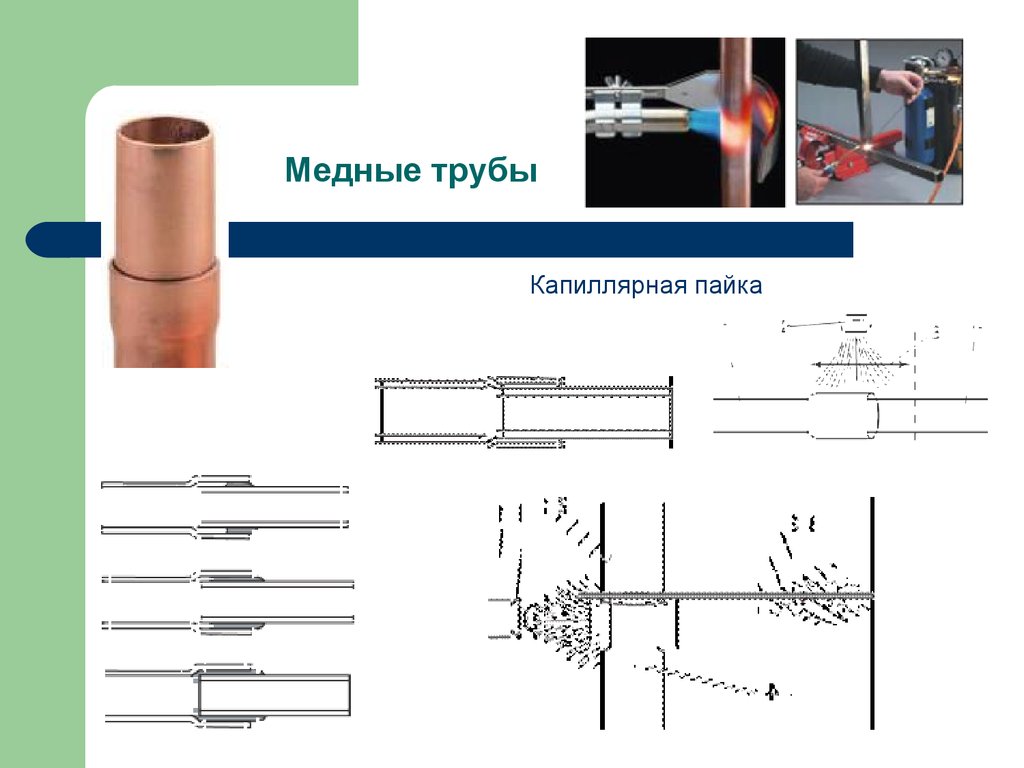
Соединение медных труб фитингами уменьшает трудозатраты при монтаже, само время выполнения работ и гарантирует качество соединения, так как втяжка металла отсутствует. Медные трубы с фитингами чаще всего соединяются капиллярной пайкой, в основе которой лежит капиллярный эффект. Существует две разновидности пайки труб из меди:
— пайка высокотемпературная. Для этого метода используются стержневые тугоплавкие припои. Для нагревания труб применяются пропановые и ацетиленовые горелки;
— пайка низкотемпературная. При этом методе применяются припои мягкие, которые свернуты в бухточки. Для этой пайки достаточно огня от обычной паяльной лампы.
Каких-то особенных отличий в этих двух методах нет, но пайку высокотемпературную используют при раструбном соединении труб, а пайку низкотемпературную — на соединениях фитингами, в которые заплавлен припой.
Метод соединения фитингами следующий:
— на покрытую флюсом трубу надевается фитинг:
— горелкой нагревают соединение, пока припой не расплавится и не закроет щель между фитингом и трубой;
— конструкция остывает, и затем проводят внешнюю чистку при помощи специальных чистящих средств для меди. После этого труба готова к эксплуатации.
Соединение резьбовое
Резьбовое соединение медных труб является разборным, и используются специальные обжимные кольца. Если возникает надобность в демонтаже, кольцо нужно будет заменить. Соединение такого вида выполняется следующим образом:
— сначала отрезают кусок трубы необходимой длины;
— если применяются трубы с ПВХ-изоляцией, нужно убрать с конца трубы острым ножиком изоляционный слой и снять напильником заусеницы, которые образовались после среза;
— подготавливается фитинг;
— на трубу надевается накидная гайка, потом надевают отжимное кольцо;
— далее производится состыковка с обжимным фитингом гайки, потом затягивается резьбовое соединение.
Гайку следует накручивать плавно – сначала ее крутят руками, когда уже так делать становится невозможно, используется ключ. В процессе работы гайка обжимает трубу и получается герметизация стыка.
truba-info.ru
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
МЕХАНИЧЕСКИЙ
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
ОБЖИМНОЙ
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
ДЛЯ МЕДНЫХ
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.






Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Образец формуляра
Все формуляры заполняются в соответствии с требованиями стандарта. Ниже приведен сварочный формуляр на трубопровод (образец).
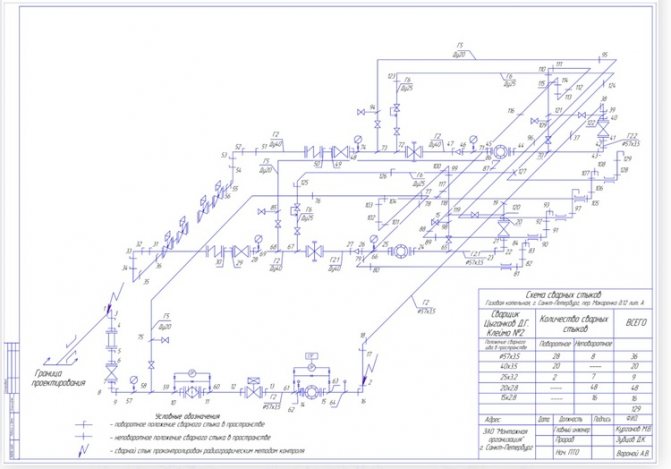
Документ на завершающем этапе формирования. Содержит необходимые данные о стыках, угловой штамп и дополнительную информацию. Над штампом видна сводная таблица.
Схема сварных стыков — важный документ, описывающий взаимное расположение соединений и их важнейшие параметры. Она оформляется на любой объект, имеющий трубопроводы со сварными швами. Схема и оформленная вместе с ней сводная таблица служат средством планирования монтажных работ, учета исполнения и контроля качества.
Как примеси влияют на свариваемость меди
Наличие других веществ в составе сплава могут делать его более хрупким или менее пластичным, способствовать возникновению дефектов сварного шва. Материал может содержать примеси с температурой плавления, отличающейся от таковой у основного металла. Это усложняет процесс сварки, снижает качество получаемого соединения.

Наличие других веществ влияет на свариваемость меди.
Примеси в чистой меди обнаруживаются всегда. Поэтому на практике рабочий процесс представляет собой сварку сплава, при которой используют флюсы или защитную газовую среду. Рекомендуется применение присадочной проволоки с содержанием кремния, марганца, алюминия.
3 Как паять медные трубы?
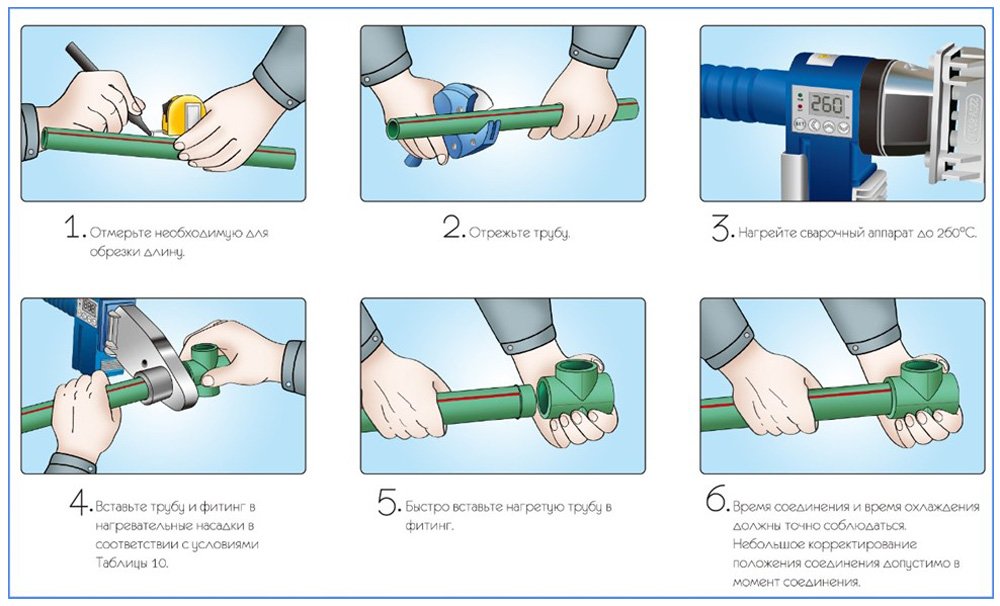
Схема выполнения работ по монтажу трубопровода из медных изделий очень проста:
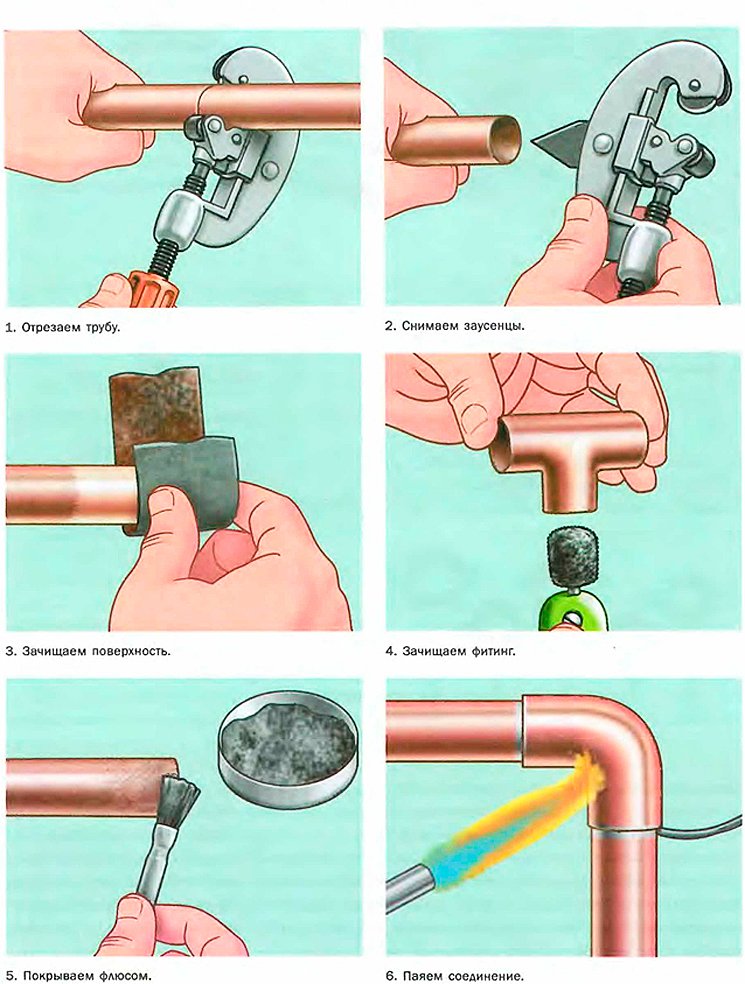
Используя труборез, отрезаем трубу (ее следует располагать перпендикулярно к приспособлению для резки с целью получения максимально ровного края) необходимой нам длины.
Щеткой со стальными щетинками удаляем заусеницы с трубы, а ершиком выполняем зачистку ее поверхностей
Обратите внимание – категорически запрещается выполнять указанные работы с помощью наждачной мелкозернистой шкурки, так как небольшие ее частички останутся на медной поверхности и снизят уровень адгезии.
Расширяем до требуемого сечения второй кусок трубного изделия таким образом, чтобы оба отрезка свободно входили друг в друга (при этом должен остаться и небольшой зазор).
Очищаем (все теми же приспособлениями) от грязи и заусенцев край расширенного изделия.
На трубу меньшего сечения наносим флюс и распределяем его кисточкой по поверхности. Нельзя наносить чересчур много флюса (либо неравномерно распределять его), так как по нему при нагреве припой может попасть внутрь трубопровода и сформировать там застывшие капли, которые во время эксплуатации системы будут вызывать шумы при перемещении воды.
После этого можно соединять трубы (вставлять их одна в одну). При этом во избежание приставания припоя к трубе нужно убрать влажной тряпкой излишки флюса. Следующие этап процедуры – прогрев полученного соединения. Операцию нагрева стыка прекращают в том момент, когда флюс становится серебристым.
Далее к стыку подносят припой, который плавится от разогретого материала трубы (всем известна высокая теплопроводность меди) без тепла от горелки. Припой за счет капиллярного явления проникает между соединяемыми элементами. Пайку заканчивают при появлении капелек припоя на поверхности трубного изделия.
После этого место соединения труб должно остыть. Во время остывания нельзя оказывать механическое воздействие на систему, а также пытаться ускорить процесс подачей холодного воздуха. Остывший стык на последней стадии пайки вытирают тряпкой, смоченной в воде. Это обеспечит аккуратный внешний вид трубопровода, на котором не будет остатков припоя и флюса.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
При осуществлении сварочных работ с латунными образцами выделяются вредные для человеческого здоровья вещества. С применением аргона процедура соединения латуни выполняется достаточно быстро – это большой технологический прорыв в сфере обработки металлов.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При необходимости соединения латунных изделий толщиной более 0,5 см – аргонодуговая сварка идеальный вариант. Электрод передвигается в проводящую зону горелки, кромки соединяемого металлического образца плавятся под влиянием электрической дуги.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.




Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Сборка изделия
Когда все описанные выше этапы выполнены, можно преступать к сборке изделия. Для того, чтобы сборочно-сварочные работы были произведены правильно нужно учесть ряд моментов:
- Сварщик должен иметь свободный доступ к рабочему месту.
- Отдельные детали изделия нужно хорошо закрепить, выдерживая заданную форму и размеры. При необходимости можно прибегнуть к точечному прихвату. Выполняется в том случае, если надежно зафиксировать деталь в нужном положении не представляется возможным. Прихватывают детали только в начале и в конце сварочного шва.
- Чтобы исключить возможные смещения и перекосы, любые перемещения в пространстве во время сварочных работ должны свестись к минимуму.
- Для того, чтобы получить изделие высокого качества, соответствующее установленным стандартам и ГОСТам необходимо на каждом этапе производить контроль сборки.
- Собранное изделие не должно затруднять последующую работу. Поэтому перед началом работ нужно продумать габариты и размещение готового изделия.
Рекомендуем! Как сварить ПВХ ткань своими руками
Технология сварочного процесса
Что бы заварить трубы , используются такие способы соединения: электродуговой (ручной, полуавтоматический и с применением флюса) или газовый (с использованием ацетилена).
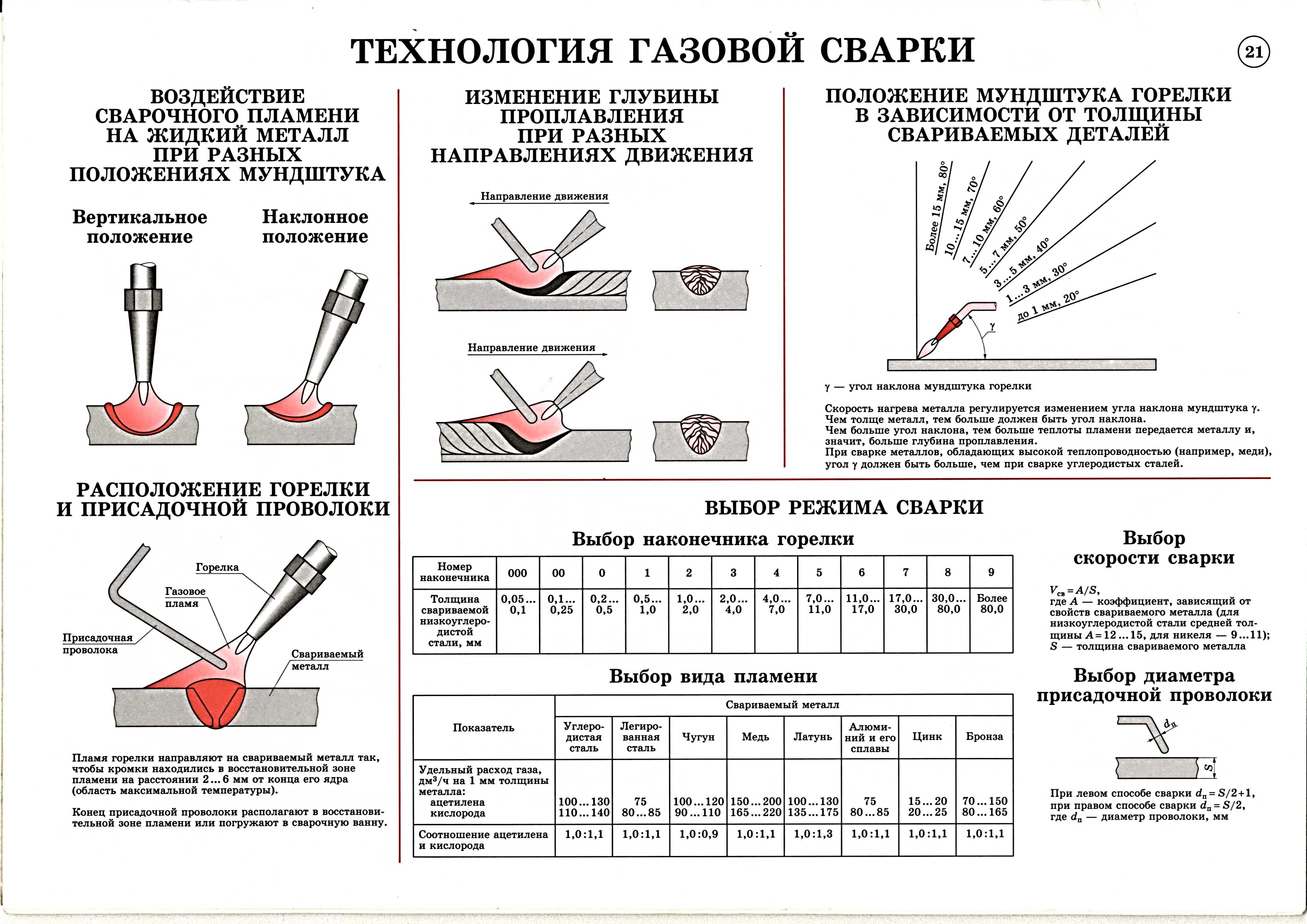
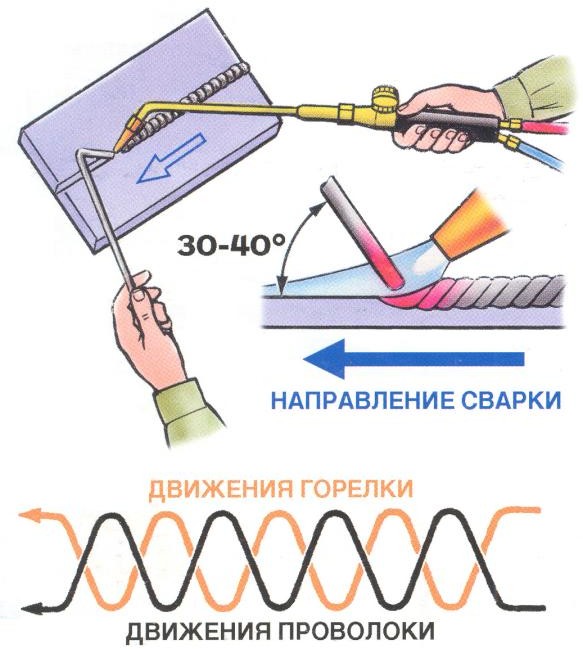
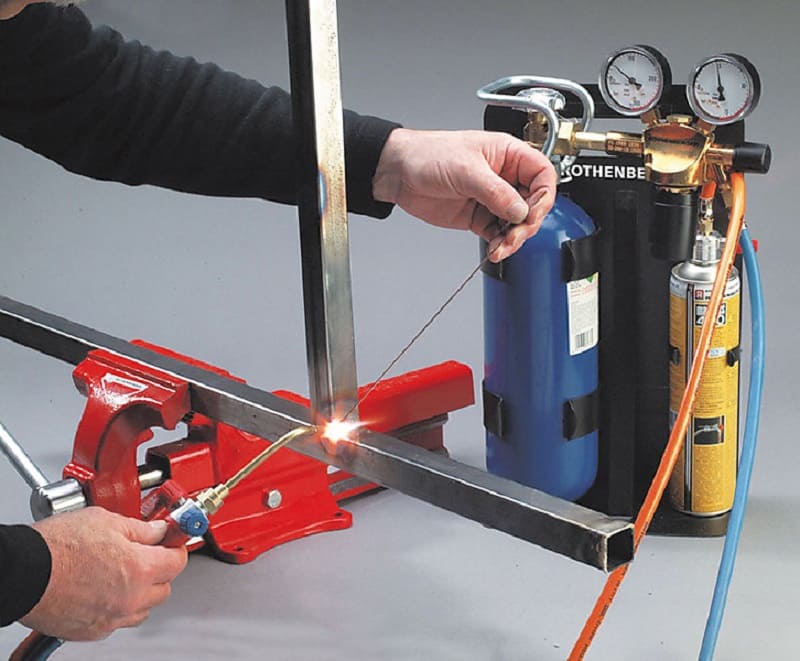
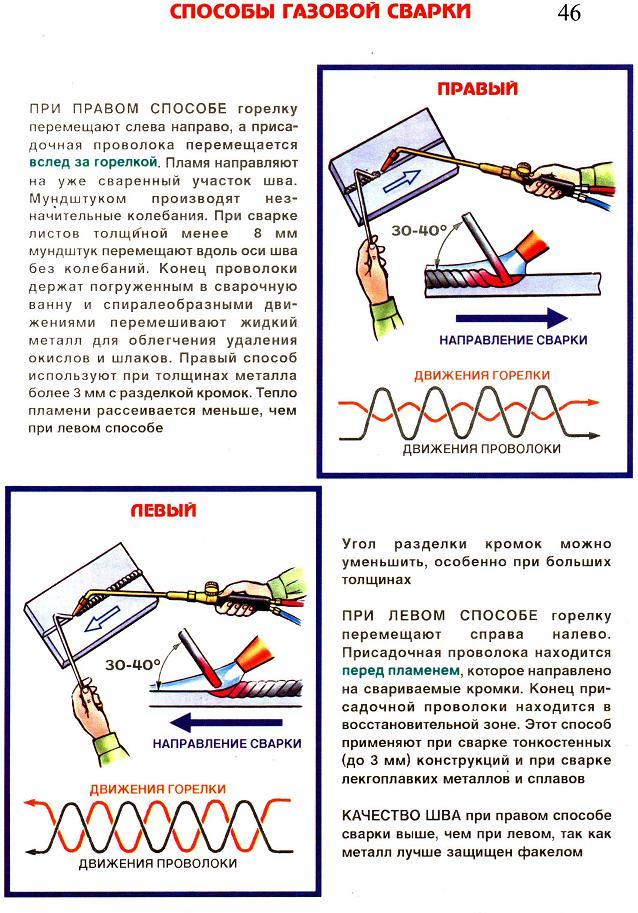
Газовая сварка
Так как сварить трубы электросваркой получается не всегда, то в таких случаях используется газовая горелка. Такой метод применим в полевых условиях. При этом качество и наполненность швов получается выше. Снижается риск появления внутреннего напряжения в металле, так как он меньше поддается температурному воздействию.
Для осуществления работ требуется газогенератор или ацетилен. Во втором случае температура в рабочей зоне выше. Подавать присадочную проволоку нужно так, чтобы она располагалась на раскаленном металле. Если требуется сварка оцинкованного материала, то тут берется флюс, а концентрация кислорода в газе увеличивается. При этом обрабатывать швы противокоррозионными средствами после работы не обязательно.
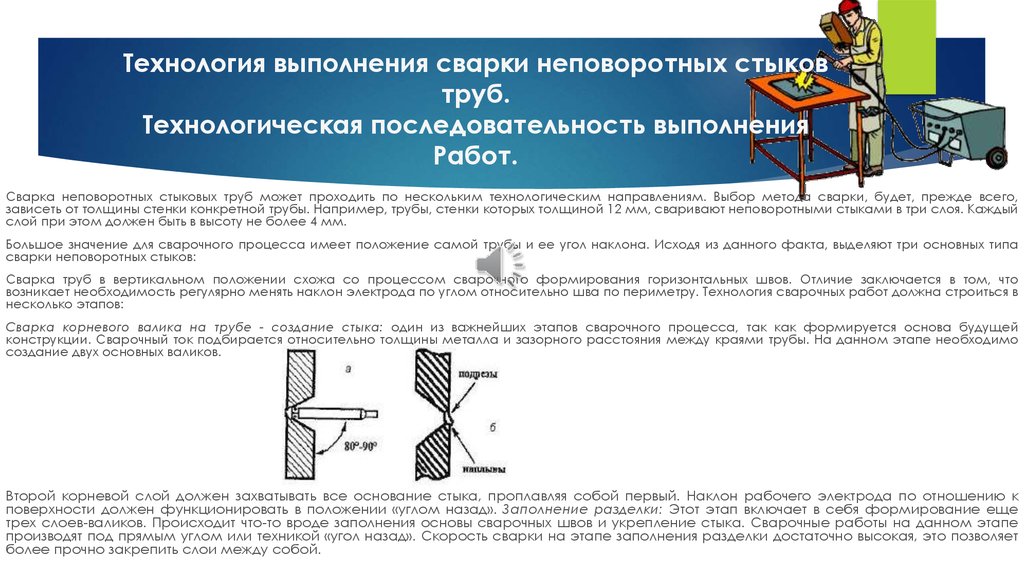
Ручная дуговая сварка
При сварке труб ручной дуговой сваркой число проходок зависит от толщины их стенок. Значение имеет и состав электродов. Если диаметр изделий большой, то нанесением следующего слоя сбивается окалина, а соединение проковывается. Во время накладывания первого шва нельзя спешить. После этого металл проверяется на наличие трещин. Если на шве есть неровные участки, они вырубаются. Работа в этих местах проводится заново со смещением (1,5-3 см). Финишный слой выполняется электродами с толсто обмазкой.





