
Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.
Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 – 30 |
| 1.2-2.0 | 0.8 | 45 – 100 |
| 2.5-4.0 | 1.0-1.2 | 120 – 200 |
| 5.0-8.0 | 1.6 | 150 – 350 |
| 9.0-20.0 | 1.6 | 300 – 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.
Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже. Но они ограничены пределом силы тока в 250 А
Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.
Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.
2 Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.

Такой метод сварки имеет массу преимуществ
При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
2.1 Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
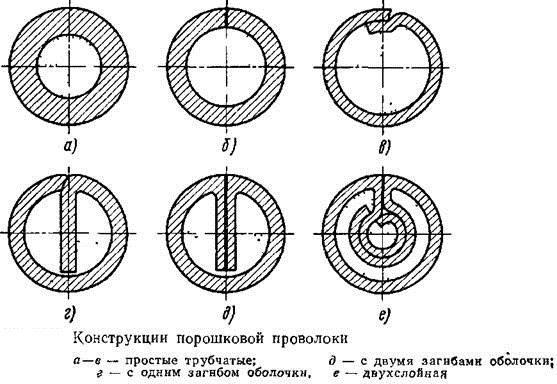
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
2.2 Особенности техники сварки
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.









2.3 Сварка полуавтоматом с помощью порошковой проволоки (видео)
Портал об арматуре » Сетка » Проволока » Преимущества порошковой проволоки для сварочного аппарата — полуавтомата
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Актуальность

Также нам не нужно без конца бегать с целью поменять снова закончившийся электрод на новый, если предстоять запаять длинный шов. Ведь в полуавтоматических установках проволока поступает самостоятельно и равномерно.
И качество конечного результата совсем иное, нежели при роботе с электродами. Но конечно всегда есть оговорка.
Все осведомлены, что сварка с полуавтоматом невозможна без тяжеленного, громоздкого баллона с газов, что вполне может весить как мужчина средней комплекции.
Так что при роботе просто неба вы должны тащить эту железную тушу за собой, ведь варить вы точно не будете на одном квадратном метре. Так что комплект с баллона и полуавтомата сильно усложняет перемещение.
Вам интересно, как это может быть? Действительно ли так можно, и в чем механизм такой сварки. В чем преимущества и недостатки давайте попробуем поговорить об этом?
Что такое MIG/MAG
Проволока обладает такими качествами, как гибкость и тонкость. И её использование позволяет уменьшить разбрызгивание расплавленного металла, увеличить размеры сварочной ванночки и глубину проварки. С помощью проволочных полуавтоматов можно варить и сталь разных марок, и цветмет, и другие материалы.

Современные сварочные аппараты с проволокой работают по технологии MIG/MAG. Что означают данные английские аббревиатуры? MIG – это Metal Inert Gas, а MAG – это Metal Action Gas.
То есть ключевое значение здесь имеет то, какой именно газ используется в сварочном процессе. Если это инертный гелий, то технологию нужно называть MIG, а если сварка осуществляется с газом CO2, который относят к классу активных, то MAG.
Процесс сварки аппаратами, поддерживающими технологии MIG/MAG, достаточно прост. Достичь достойного качество шва и хорошего уровня производительности могут даже мастера без серьёзного опыта в профессии.
Полуавтоматическим сварочным аппаратом возможно и работать точечно, и создавать непрерывные швы длиной до 40 метров. Любой желающий может сегодня приобрести один из таких аппаратов в профильных магазинах, и он обязательно пригодится в хозяйстве.
В конструкции сварочного аппарата полуавтоматического проволочного типа можно выделить три основных элемента: трансформатор (либо инвертор), генерирующий электродугу; транспортёр, отвечающий за подачу проволочного электрода; и блок управления, чьей главной задачей является синхронизация всех процессов.
3 лучшие трансформаторные модели
Сварочные аппараты на базе трансформаторов менее популярны, чем инверторы.
Тем не менее, многие предпочитают именно такой вариант из-за более простой конструкции и низкой цены.
Ниже выделим три лучших модели по отзывам пользователей.
3. ЗУБР ЗТС-180 MMA
Надежный и неприхотливый аппарат, способный работать в однофазных и трехфазных сетях на 220 и 380 В.
Уверенно выполняет поставленные задачи при температуре от -20 до +40 градусах Цельсия, имеет точную и плавную настройку тока, удлиненный кабель и удобную рукоятку для перемещения оборудования.
Параметры:
- сварочный ток, А — 60-180;
- напряжение на входе / холостого хода, В — 22,4-27,2 / 48;
- тип входного тока — переменный;
- мощность, кВА — 9,6;
- продолжительность включения при I макс, % — 10;
- диаметр электрода, мм — 2-4;
- толщина металла, мм — -;
- КПД, % — 85;
- вес, кг — 19,3;
- страна-изготовитель — Китай.
В комплектацию входит сварочный аппарат, кабели с зажимом массы и электродержателем, щетка-молоток, рукоять, колеса и мануал для пользователей. Стоимость — 3800 р.
Плюсы:
- Удобство пользования.
- Низкая цена.
- Высокий уровень защиты.
- Неплохое качество сварки.
- Наличие колес в комплекте.
Минусы:
- Большая цена.
- Низкое качество материала.
- Подходит для периодических работ в гараже.
Модель ЗУБР ЗТС-180 MMA — универсальный и недорогой сварочный аппарат для дома, дачи или гаража. Занимает третью строчку.
2. Wester MIG-100 MIG/MAG
Простой и надежный сварочный аппарат для полуавтоматической сварки с большим диапазоном рабочих токов, хорошими характеристиками и сравнительно небольшим весом.
Имеет степень защиты IP-21S, что расширяет сферу применения устройства.
Параметры:
- сварочный ток, А — 30-100;
- напряжение на входе / холостого хода, В — 180-240 / 30;
- тип входного тока — переменный;
- мощность, кВА — 2,5;
- продолжительность включения при I макс, % — 10;
- диаметр электрода, мм — 0,6-0,8;
- толщина металла, мм — -;
- КПД, % — 80;
- вес, кг — 14,4;
- страна-изготовитель — Китай.
В комплектацию входит горелка и кабель с зажимом массы. Стоимость — 11 000 р.








Плюсы:
- Соответствие установленным характеристикам.
- Легкость настройки аппарата даже новичками.
- Доступная стоимость, как для такого аппарата.
- Качественный и ровный шов без разрывов.
- Нет просадки сети во время работы.
- Отлично подходит для мелких и простых работ.
- Качественная сборка.
Минусы:
- Нет возможности подключить баллон с защитным газом.
- Трудно выбрать подходящий ток и подачу.
- Долгое охлаждение.
- При отсутствии опыта возможен брак.
Wester MIG-100 MIG/MAG — неплохое устройство для своих денег, имеющее хорошие характеристики и отличающееся высоким уровнем надежности. Занимает вторую строчку в ТОП-3.
1. ЗУБР ЗТС-200 MMA
Оптимальное решение для гаража и мастерской. Подходит для сварочных работ с применением стандартных плавких электродов.
Выделяется повышенной мощностью, надежной конструкцией и полной комплектацией.
Отличается большим сроком службы и ремонтопригодностью.
Параметры:
- сварочный ток, А — 60-200;
- напряжение на входе / холостого хода, В — 230 / 48;
- тип входного тока — переменный;
- мощность, кВА — 11,2 кВА;
- продолжительность включения при I макс, % — 10;
- диаметр электрода, мм — 2-5;
- толщина металла, мм — до 20 мм;
- КПД, % — 85;
- вес, кг — 21;
- страна-изготовитель — Китай.
В комплектацию с устройством входит два кабеля: рабочий и массовый, рукоятка, колеса и щетка-молоток. Цена — около 4300 р.
Преимущества:
- Защита от перегрева и перегруза.
- Быстрое охлаждение.
- Простота и надежность применения.
- Низкая цена.
- Богатая комплектация.
Недостатки:
- Большие размеры.
- Отсутствие дисплея.
- Больше подходит для простых работ.
Модель ЗУБР ЗТС-200 MMA — надежное устройство, получившее много положительных отзывов. Устройство по праву занимает первую строчку рейтинга.
№/наименование | Сварочный ток, А /напряжение на входе, В / мощность, кВА | Диаметр электрода, мм | Вес, кг | Цена в рублях |
1. ЗУБР ЗТС-200 | 60-200 /230-380 / 11,2 | 5 | 19.3 | 4300 |
2. Wester MIG-100 MIG/MAG | 30-100 /180-240 / 2,5 | 0,6-0,8 | 14,4 | 11 000 |
3. ЗУБР ЗТС-180 MMA | 60-180 /22,4-27,2 / 9,6 | 2-4 | 19,3 | 3800 |
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.








Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:

В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.








- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
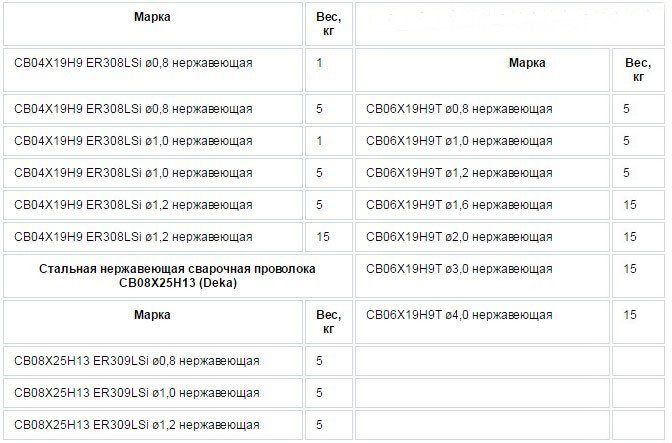
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
Средние показатели:
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
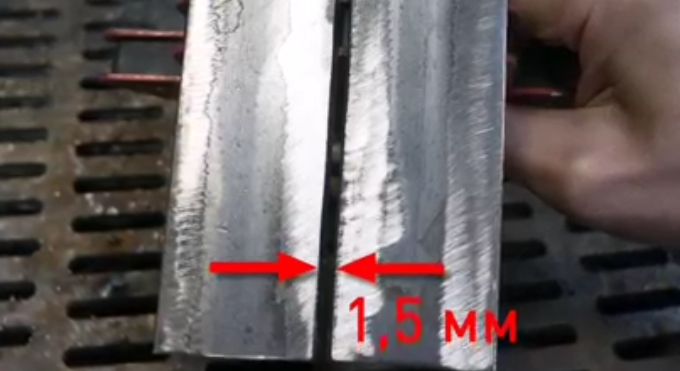
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
P.S. Прочитав статью, посмотрев таблицы и видео (для начинающих), вы освоите автоматическую технологию соединения нержавеющей стали — быстро. Удачи!
Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.

Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.

Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.

Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.

Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок

Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.










Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
Предварительные настройки носят рекомендательный характер и подбираются индивидуально в зависимости от состава металла, сорта проволоки, газовой смеси и скорости сварки.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности
Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.
В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».





