
Аппараты ручной дуговой сварки MMA
Технология Manual Metal Arc – традиционная, она предполагает использование электродов, покрытых флюсом. Суть сварочного процесса:
- питание, поступающее от электросети, в преобразователе изменяется: напряжение уменьшается, сила тока возрастает;
- электроцепь создается путем крепления контактов на свариваемой заготовке и электроде (ток подводится к держателю);
- при замыкании цепи создается электрическая дуга, она разогревает металл до нужной температуры, образуется сварочная ванна;
- стержень электрода, расплавляясь, образует шов;
- флюс или обмазка создают защитную «шубу», оберегающую горячий металл от коррозии (шлак).
Для ручной сварки методом ММА подходит постоянный и переменный ток. Длина дуги зависит от вида электрода, качество шва зависит от длины дуги. При работе с постоянным током контакты подключают методом прямой или обратной полярности, для переменного тока это не принципиально. При выборе электросварочного аппарата необходимо это учитывать.
По ММА технологии обучаются варить металл начинающие.
Сварочные трансформаторы
Это самые традиционные и простые устройства большой мощности для сварки черных металлов. Они преобразуют напряжение переменного тока, поступающего от сети, до параметров, необходимых для процесса сварки. Регулировка силы тока производится путем смещения одной обмотки относительно другой. Недостатками трансформаторов считают:
- большой вес, в среднем 16 кг – обмотки выполнены из медных шин;
- габаритность;
- сложнее поддерживать постоянный разогрев электрода;
- большое разбрызгивание в зоне ванны;
- чувствительность к перепаду напряжения в сети;
- низкое качество шва.
Преимущества:
- доступная цена;
- долговечность, рассчитан на большое число электросварок.
 Сварочный трансформатор
Сварочный трансформатор
Сварочные инверторы
Полупроводниковый преобразователь тока нового поколения. Инвертор состоит из трансформатора, выпрямителя и частотного преобразователя. Оснащен микропроцессором – полупроводниковым управлением с большим диапазоном регулировки.
Основные характеристики инверторов:
- вид тока на выходе бывает двух типов, постоянный обозначается DC (Direct current), переменный AC (alternating current);
- стартовый ток – основной параметр для выбора электродов;
- интервал изменения силы тока;
- диапазон электродов, диаметром до 5 мм;
- напряжение в сети, к которой подключается инвертор, 380 или 220 вольт;
- напряжение холостого хода, характеризует скорость розжига электрода.
Габариты инвертора пропорциональны силе преобразованного тока, небольшие устройства нельзя считать универсальными, они не подойдут для сварки толстостенных элементов.
Инверторы подходят для сварки низкоуглеродистых и легированных сталей, цветных металлов. С ними используют электроды всех типов, у инверторного аппарата высокой КПД.
 Сварочный инвертор
Сварочный инвертор
Сварочные выпрямители
По сути это трансформатор, дополненный диодным преобразователем переменного тока в постоянный. Возможности выпрямителя шире, чем у трансформатора, он подходит для сварки чернины, легированной нержавейки, алюминия и цветных металлов. Выпрямитель позволяет выполнить качественный шов, им удобней пользоваться новичкам: постоянный ток дает меньше разбрызгивания, снижает риск угасания электрода.
Что лучше: трансформатор или инвертор
При выборе аппарата для домашнего использования ориентируются на ряд параметров.
Преимущества инверторов:
- вес инвертора в пределах 4 кг;
- небольшие габариты, в разы меньше, чем у трансформаторов;
- качественный шов за счет автоматической регулировки силы тока;
- не перегружает электросеть;
- имеет дополнительные функции;
- универсальность – инверторы применимы для любых металлов.
Инвертор может испортиться от конденсата, его необходимо периодически очищать от грязи и пыли.
Достоинства трансформаторов:
- прочность;
- надежность;
- простота конструкции.
Недостаток – большой вес, его трудно транспортировать одному.
Теперь легче определить, что же лучше для бытовых целей: инвертор или трансформатор.
По устройству различают 4 вида:
- Трансформаторы – недорогие и простые по конструкции, но тяжелые и громоздкие аппараты. Сварка выполняется на переменном токе. За счет этого можно сваривать только черные металлы (чугун, сталь).
- Выпрямители – в основе также лежит трансформатор, но сварка осуществляется на постоянном токе. За счет этого прочность и качество соединения выше, а расход материалов меньше. Применяются обычно в промышленности.
- Инверторы – компактные и легкие (от 3 кг) аппараты. Наиболее удобны в работе и рекомендованы для начинающих сварщиков. Отличаются стабильной дугой, могут применяться для сварки цветных металлов, тонкого листового металла.
- Полуавтоматы – производительные аппараты, оптимальные для продолжительной работы. Способны работать со всеми видами металлов. Широко применяются на авторемонтных предприятиях.
Популярные модели
Модельные ряды сварочных аппаратов постоянно пополняются новыми агрегатами – разработчики придумывают все новые ухищрения, делающие конструкцию немного удобнее и практичнее. Ответственному потребителю в случае со сварочными аппаратами нельзя ориентироваться на общественное мнение – вы выбираете то, что пригодится вам, а совсем не то, что нравится всем.


Уже из его модельного ряда следует выбирать конкретную модель, ориентируясь на нужные вам параметры.
Большинство известных брендов сварочных агрегатов сегодня – зарубежные. К их числу относятся Dytron, САК, EWM, Jasic, FoxWeld, Kruger, P. I. T., Eurolux, Telwin, BlueWeld, Tesla, Sturm, Patriot.









Принцип работы
Стандартное устройство инверторов включает в себя силовые транзисторы, выполненные по технологии IGBT или MOSFET, трансформатор, а также блок управления, выпрямитель и преобразователь, который сглаживает поступающий ток, инвертируя его в переменный ток с колебаниями в несколько сотен кГц.
В настоящий момент производителям удалось добиться максимального значения в 100 кГц. Именно благодаря такому принципу действия эти устройства будут незаменимы на дачных участках, в которых наблюдаются постоянные скачки напряжения в сети.
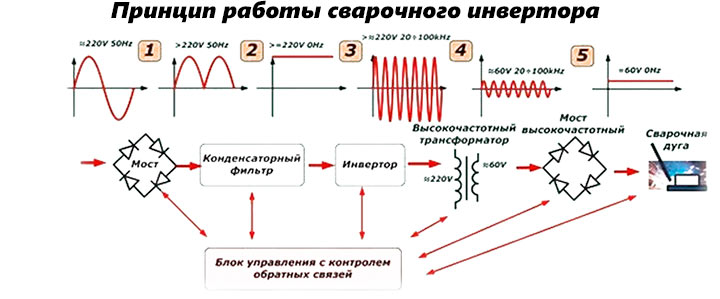
После этого полученное высокочастотное непостоянное напряжение с помощью трансформатора снижается до базового значения (50-60В), а эксплуатационные токи поднимаются до состояния, необходимого для осуществления процедуры сварки.
Высокочастотный выпрямитель стабилизирует непостоянный показатель, который осуществляет значимую работу в сварочной дуге, воздействуя тем самым на характеристики преобразователя переменной частоты, регулируя режим и формируя главные характеристики агрегата.
В этот момент плата управления контролирует действие перехода тока из одного состояния в противоположное с помощью обратных связей, формируя идеальное состояние характеристик для сварки выбранным размером электрода.
Читайте другие статьи раздела:
Как инверторы разделяются по своим функциям
Схема сварки в среде аргона.
Классификация сварочного оборудования может проводиться по самым разным критериям. Это относится и к инверторам. Функциональность – самый, пожалуй, удобный критерий для разделения огромного числа моделей на понятные группы.
Для быта
Домашний сварочный аппарат должен обладать определенными характеристиками: компактный, недорогой, с широкими функциями. Среди инверторов таких – великое множество
В основном все они китайского производства, к которым нужно относиться осторожно и грамотно. В чем заключается такой подход: покупать в приличных торговых сетях, внимательно читать спецификации
Даже если вы купите китайский инвертор приличного, как вам кажется, качества, будьте готовы к тому, что дешевизна любого устройства ведет к его недолговечности. Это классическое правило распространяется не только на китайские товары.
Профессиональные инверторы
И стоят дороже, и делают больше. Эти аппараты предназначены для операций разной сложности, они мощные, с регулированием характеристик сварочного тока, долговечные и надежные. Все они предназначены для работ в промышленных масштабах.
Специализированные инверторы
Само название говорит за себя. Мы уже упоминали устройства для точечной сварки или лазерной технологии. Их также отличают очень высокие качественные характеристики, и они также предназначены для производственных операций.
Как выбрать аппарат?
Для начала задайте себе вопрос, какими функциями должен обладать агрегат, ведь для скруток подойдет одна модель, а для листовой модели – другая, и то, что актуально в промышленной мастерской, будет излишком дома, равно как и наоборот – домашней модели не хватит для серьезных задач. В загородной местности, наряду со всеми основными узлами, важнейшую роль будет играть стабилизатор напряжения, иначе ни о какой стабильной дуге не может быть и речи.
Для начинающих стоит усвоить правило, согласно которому на агрегате лучше не экономить, ведь дополнительные функции нередко упрощают работу. Вот несколько примеров таких опций сварки:
- горячий старт – делает поджиг дуги более легким за счет подачи более мощного электрического заряда на старте работы;
- антизалипание – интеллектуальная функция, снижающая подачу электричества на электрод сразу же, как только у оборудования появляется подозрение, что тот залип;
- форсаж дуги – при чрезмерном сближении конца электрода с обрабатываемыми заготовками агрегат подаст ток большей силы, чтобы исправить положение.


Стоимость сварочного оборудования
Цены на сварочные аппараты разбросаны в широком диапазоне. Стоимость оборудования зависит от страны-производителя, функциональности аппарата и наличия комплектующих к нему. Дешевле купить сварочный аппарат китайского производства. Японская сварка обойдется дороже, но может оказаться, что все детали произведены в Китае, а непосредственно в Японии осуществлялась только сборка.










Цена увеличивается, если сварка обладает встроенным корректором коэффициента мощности. Такой аппарат необходим, когда диапазон напряжения слишком широк: 90–240 Вольт.
Цены на сварочные аппараты
| Wert MIG 200 | от 16 395 р. |
| Resanta SAI-190K 65/36 | от 4 825 р. |
| Aurora PRO Overman 180 | от 27 625 р. |
| Solaris MULTIMIG-227 | от 24 000 р. |
| FUBAG IR 160 31401 | от 5 090 р. |
Сварочные аппараты разделяются на несколько типов со своей спецификой: сварочный трансформатор, выпрямитель, газовый полуавтомат, инвертор. Трансформаторы являются наиболее простым и недорогим видом сварочных аппаратов, к тому же они надёжны и неприхотливы в работе. В то же время качество шва относительно невысоко, а работа с трансформатором требует определённых навыков. Да и подходят такие устройства исключительно для чёрных металлов. А потому лучше всего сварочный трансформатор подойдёт для несложных работ (в т.ч. и в быту) и для тех, у кого уже имеется опыт работы со сваркой. Выпрямители отличаются от трансформаторов тем, что работают не с переменным, а с постоянным током. Это улучшает качество шва и позволяет варить и чёрные, и цветные металлы. В то же время выпрямители сложнее и потребляют значительно больше энергии, чем трансформаторы, что требует соответствующего качества электросетей. Потому они в большей степени рассчитаны на профессиональную электросварку. Газовые полуавтоматы предназначены для сварки в среде специального газа. Они надёжны, удобны в работе и обеспечивают высокое качество шва, особенно при сварке цветных металлов — газ защищает шов от влаги и окисления. Недостатками полуавтоматов являются дороговизна и некоторые сложности в использовании (например, кроме электродов, требуются ещё и газовые смеси для сварки). Этот тип считается оптимальным для автомастерских, также может пригодиться и в бытовых целях. Инверторы считаются наиболее современным типом сварочных аппаратов. Они обеспечивают хорошее качество шва при высокой производительности, устойчивы к пониженному напряжению, могут варить как чёрные, так и цветные металлы, при этом имеют небольшие габариты и вес. Недостатками их является относительно высокая стоимость, а также чувствительность к скачкам напряжения. Независимо от типа при выборе стоит учитывать напряжение, на которое рассчитан аппарат. Для бытового применения стоит брать устройства на 220 В, а для мастерских и производства, где требуется высокая мощность, выпускаются модели на 380 В. Основное же деление на бытовые и профессиональные сварочные аппараты идёт по силе тока: устройства до 200 А относятся к первому типу, более 200 А — ко второму. Также выбирать аппарат по силе тока стоит в зависимости от толщины металла, с которым придётся работать. Чем толще металл — тем выше должен быть ток; существуют специальные таблицы, позволяющие точно подобрать устройство под конкретные нужды.
Какие сварочные аппараты самые дешевые?
Топ-3 недорогих товаров из категории Сварочные аппараты:
- Сварочный аппарат инверторный Ресанта IWM160 Eurolux
- Сварочный аппарат инверторный Победа АС 200, 200 A
- Сварочный аппарат инверторный Ресанта IWM190 Eurolux
Выпрямители
Эта категория является эволюционным развитием трансформаторного оборудования. В схеме аппарата есть диодный блок, преобразующий переменный ток в постоянный. Создаются более благоприятные условия для поддержания дуги. Она более устойчива, ровная.
Наблюдается заметное снижение разбрызгивания металла. В работе можно использовать любые типы электродов. Выпрямитель более универсален по сравнению с трансформаторным аналогом. Возможна работа не только с черными, но и с цветными металлами. Меняя полярность получают иные характеристики аппарата, например, для сварки алюминия.

Хорошее качество швов, доступная цена, надежность оборудования делают его популярным среди профессионалов и домашних мастеров. К минусам можно отнести немалый вес аппарата, необходимость иметь навыки работы с ним и сильное влияние на подающую сеть в которой отмечаются скачки напряжения.
Выпрямитель – настоящий компромисс
Выпрямитель для сварки.
Этот вид аппаратов является чистой воды техническим компромиссом. Они бывают двух типов – кремниевые и селеновые. По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
В основе конструкции выпрямителя все тот же трансформатор. Но он сопровождается дополнительными элементами: выпрямительным блоком, который может быть или тиристорным, или диодным. Главное то, что выпрямитель помогает получить постоянный ток, в отличие от трансформатора.
Постоянный ток проходит по вторичной обмотке в направлении к выпрямительному блоку. Если агрегат оснащен еще и дросселем, сварочный ток и другие показатели могут регулироваться.
Все дополнительные причиндалы, которые оснащают выпрямитель, направлены лишь на одно: повышение стабильности и непрерывности электрической дуги. Ведь хорошая дуга в качестве конечного результата дает качественный шов.
И еще одно весьма немаловажное преимущество выпрямителя из-за простоты в эксплуатации: на нем могут работать новички без особого опыта. Теперь преимущества выпрямителя по пунктам:
Теперь преимущества выпрямителя по пунктам:
- Возможность работать на аппарате новичкам.
- Высокое качество сварочного шва в итоге.
- Возможность варить чугун и цветные металлы, если использовать подходящие электроды.
- Можно варить нержавейку и низколегированные стали со специальными электродами.
- Стабильная и непрерывная дуга.
- Широкие функциональные возможности, которые позволяют использовать выпрямители в том числе и для домашней сварки в хозяйстве.
- Относительная дешевизна.
Недостатки выпрямителей почти такие же, как у трансформаторов: большие габариты, просадка сетевого напряжения и высокая зависимость от него. Следует заметить, что многие производители бытового электрооборудования потихоньку сокращают производство выпрямителей. Так что можно говорить о тихом уходе и этих аппаратов в дальнейшей перспективе.
Особенности работы инверторов
Высокая надежность в использовании не исключает технических нюансов или сбоев, о которых нужно знать и помнить.

Сварочный аппарат.
Неисправности, встречающиеся во время работы с инвертором, следующие:
- электрическая дуга может потерять стабильность горения;
- электрическая дуга может попросту исчезнуть;
- может начаться сильное разбрызгивание металла во время сварки;
- электрод может прилипнуть к поверхности соединяемых металлических заготовок;
- электропитание прибора может самопроизвольно отключиться;
- аппарат может внезапно сильно нагреться.
Причинами таких сварочных неприятностей могут быть разные факторы. Чаще всего встречаются следующие:
- Вы выбрали «неправильный» электрод: его диаметр не подходит силе получаемого сварочного тока. В результате страдает стабильность дуги.
- Если вы неверно рассчитали силу сварочного тока, металл начнет разбрызгиваться со страшной силой. Уменьшить силу тока, взять электроды с меньшим диаметром – вот что надо сделать для решения проблемы, все просто.
- Распространенная беда – низкое сетевое напряжение, в результате чего даже у опытных мастеров может возникнуть очень нежелательное явление в виде прилипания электродов. Эту же картину дадут слишком длинные электрические провода, которые в силу протяженности обязательно начнут перегреваться. Старайтесь контролировать и длину проводов, и диаметр их сечения – он должен составлять не меньше 2,5 мм².
- Обрыв кабеля – примитивная ошибка, тем не менее встречается довольно часто. Неполный контакт между поверхностями электрода и зажимного устройства относится к этой же группе причин исчезновения сварочной дуги.
- Избыточный перегрев аппарата может возникнуть из-за долгого использования инвертора без перерыва. Такая ситуация закономерна. Если же перегрев происходит после короткого периода работы, нужно проверить и заменить обмотку – скорее всего, она износилась.
Аппарат для газовой резки и сварки
Класс оборудования, использующих не электричество в качестве плавления металла, а газ. Привычная модификация ацетиленового аппарата с использованием карбида кальция сегодня уступает место более совершенному оборудованию со сжиженным газом в баллонах, хотя и продолжает успешно эксплуатироваться в частных хозяйствах и организациях ЖКХ.










Не зависимо от способа подачи носителя энергии, оборудование делится на три категории:
Сварочное. Используется специальная горелка. Редуктор ограничивает подачу газа, оптимальную для сварки. Резку делать таким аппаратом не резонно, слишком долго.
Универсальное. Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
Резаки. Предназначены для разделки крупных конструкций на отдельные части. Горелка особой формы, длиной до метра и более. Мощная подача кислорода и газа выдувает расплавленный метал.
Видео: Как правильно выбрать сварочный аппарат
Газовое оборудование имеет свои плюсы и минусы. К преимуществам относят: дешевизну, медленный нагрев и остывание металла, иногда эта особенность нужна, возможность полностью контролировать время обработки с помощи мощности пламени.
Шов отличается высоким качеством при соответствующей квалификации мастера. К тому же газовой горелкой можно не только варить металл, но и закалять, отпускать его. К недостаткам относят длительность процесса, достаточно большую площадь нагрева, взрывоопасность.
Разновидности сварочных аппаратов по конструктивным особенностям
Сварочное соединение, как и резьбовое, имеет соответствующие достоинства и недостатки. Основной недостаток сварки в том, что для получения такого соединения потребуется не дешевое сварочное оборудование. Кроме того, чтобы соединить две заготовки, необходимо знать азы пользования сварочными аппаратами. Достоинство сварки в том, что соединить можно абсолютно любой формы и конструкции металлические детали без необходимости сверления в них отверстий.

С момента изобретения сварочных аппаратов прошло немало времени, поэтому эти устройства прошли долгий путь совершенствования, что послужило причиной облегчения их использования, и получения качественного результата. В ходе модернизации появились различные виды сварочных аппаратов, с которыми многие мастера даже не знакомы. Чтобы устранить пробелы в знаниях, рекомендуется раз и навсегда разобраться с разновидностями сварочных аппаратов, чтобы узнать их отличия, преимущества, недостатки, и решить, какой лучше выбрать для дома.
Основные характеристики
Для домашнего использования сегодня берут преимущественно подешевевшие и легкие инверторы, потому будем отталкиваться от тех характеристик, которые важны именно для их работы.
Напряжение. Бытовые модели обычно работают от обыкновенной розетки. На выбор будут 220 или 380 вольт, но в наших реалиях предпочтителен именно первый вариант.
Тип тока на выходе – переменный или постоянный.
Входной ток. Этот параметр важен для выбора электродов в будущем.
Мощность. Важный показатель для любого электроприбора, показывает, сколько энергии потребляет агрегат за час, непосредственно влияет на силу тока в дуге.
Простота розжига. Привязана к холостому напряжению модели.
Диаметр электродов
Зависит от того, что именно планирует варить будущий владелец, но важно выбирать оборудование так, чтобы подходящие электроды были доступны на рынке.
Диапазон силы тока на выходе. Чем шире значение, тем универсальнее агрегат – он сможет работать и с тонкой материей, и с грубыми, тяжелыми деталями.
Вес и размер
Чем меньше эти показатели, тем более компактным и удобным будет оборудование, но в то же время из-за этого оно теряет в функциональности, мощности и силе тока.


Аппарат аргонодуговой сварки — для кого предназначено оборудование и принцип его работы
Специализированный вид сварочного оборудования, который предназначен исключительно для работы с цветными металлами — аргонодуговая сварка. В качестве электродов используются вольфрамовые наконечники, а для защиты сварочного шва в процессе работы применяется инертный газ (аргон или гелий).
Изначально рассмотрим составные элементы аргонодуговой сварки, а также принцип ее работы. Состоит оборудование из сварочного аппарата с напряжением холостого хода в 60-70В, контактора для передачи напряжения на горелку, осциллятора для преобразования входного напряжения в величину 2000-6000 В и увеличение частоты тока до 150-500 Гц, устройства для охлаждения, не плавящихся электродов, баллона с аргоном, а также керамической горелки.
Теперь о том, как же работает такое оборудование, и чем оно отличается от других устройств. В одну руку необходимо взять горелку с не плавящимся электродом, а во вторую берется проволока. На горелке есть специальная кнопка, при нажатии которой происходит подача газа в область сваривания. Причем подачу газа нужно осуществить за 10-20 секунд до того, как появится дуга. В горелку устанавливается вольфрамовый электрод, который не должен выступать более 5 мм. Прислонить электрод к свариваемой поверхности на 2 мм, и включить аппарат. В результате произойдет розжиг дуги. Чтобы получить сварочный шов, сварщику необходимо подавать в зону возникновения дуги проволоку.
Это интересно! Розжиг дуги осуществляется путем расположения электрода от свариваемой поверхности на расстоянии 2 мм, но не менее. Соприкосновение электрода с поверхностью противопоказано. В ходе сваривания, из горелки будет выходить газ.
К достоинствам рассматриваемых устройств относятся:
- Малая температура разогрева, что не способствует деформации форм свариваемых деталей из цветных металлов
- Защита зоны сваривания посредством инертного газа, что положительно влияет на отсутствие развития окислительных процессов
- Высокая скорость проведения работ по свариванию металлов
- Простота работы с аппаратами
- Возможность соединения не только двух однородных видов цветных металлов, но и разнородных
Среди недостатков рассматриваемых устройств специалисты выделяют:
- Снижение качества сварочного шва, если работы проводить на сквозняке или при ветре
- Сложная конструкция сварочного оборудования, что усложняет особенности проведения настройки режимов
- Необходимость применения дополнительных устройств для охлаждения дуги при работе током большой величины
Аргонодуговая сварка может происходить в четырех режимах. Самый распространенный — это ручной режим, когда сварщик держит в одной руке горелку, а во второй проволоку. Еще есть механизированный вид, который отличается от ручного тем, что в зону сварки проволока подается автоматически, наподобие с полуавтоматическими устройствами. Более совершенными видами аргонодуговых устройств являются автоматически и роботизированные.
![16 лучших сварочных инверторов для дома и дачи [2021]](https://molibden-wolfram.ru/wp-content/uploads/e/3/2/e32259f9796a67cbd6f0f7975a7331d0.jpeg)









Это интересно! Применяется аргонодуговая сварка в случае необходимости проведения работ с цветными металлами, и особенно, когда необходимо соединить два разнородных материала. В таком случае, эффективным будет применение только аргонодуговых аппаратов.
Технические характеристики и критерии выбора лучших аппаратов
Составные части сварочного инвертора.
Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%. Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
- Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай. «Всяким случаем» является риск прыжка напряжения в сети вниз.
- Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности электронные схемы инверторов не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными. Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
- Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
График напряжения и выходного тока.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.
Выпрямители
Строение выпрямителей усложнено дополнительными возможностями по фильтрации и сглаживанию швов, встроенными защитными и измерительными функциями. Управляемость таких агрегатов намного проще, поскольку их дуга имеет хорошую устойчивость.
Несмотря на все достоинства, существует и ряд недостатков у таких приборов. Это в первую очередь их высокая стоимость и сложная конструкция. Также такие аппараты часто перегреваются, поэтому необходимо следить за системой охлаждения.
Пользование бытовой сетью исключается, поскольку данный вид прибора вызывает ощутимые скачки электрического напряжения.
Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.










В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.
Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.





