Классификация и сортамент
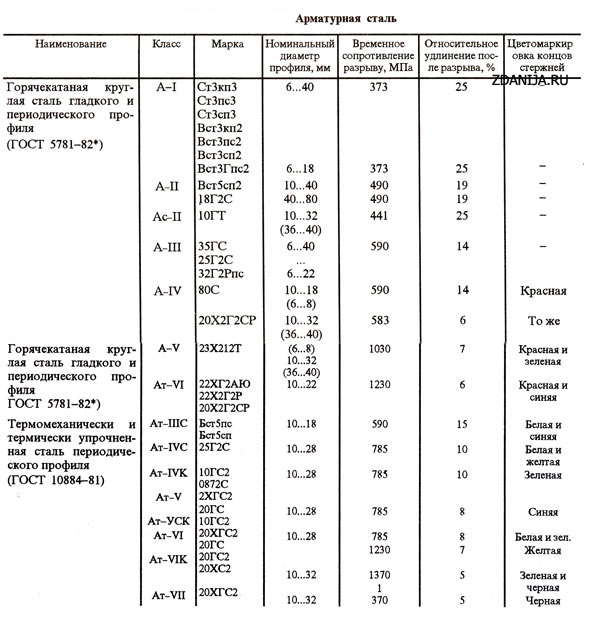
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I(А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I(А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI(А1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.1; 1.2. (Измененная редакция, Изм. № 5).
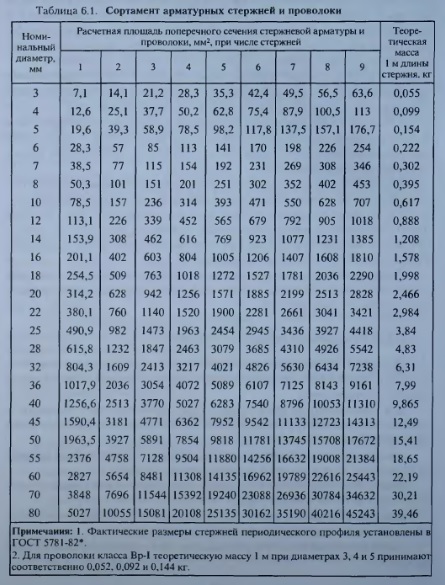
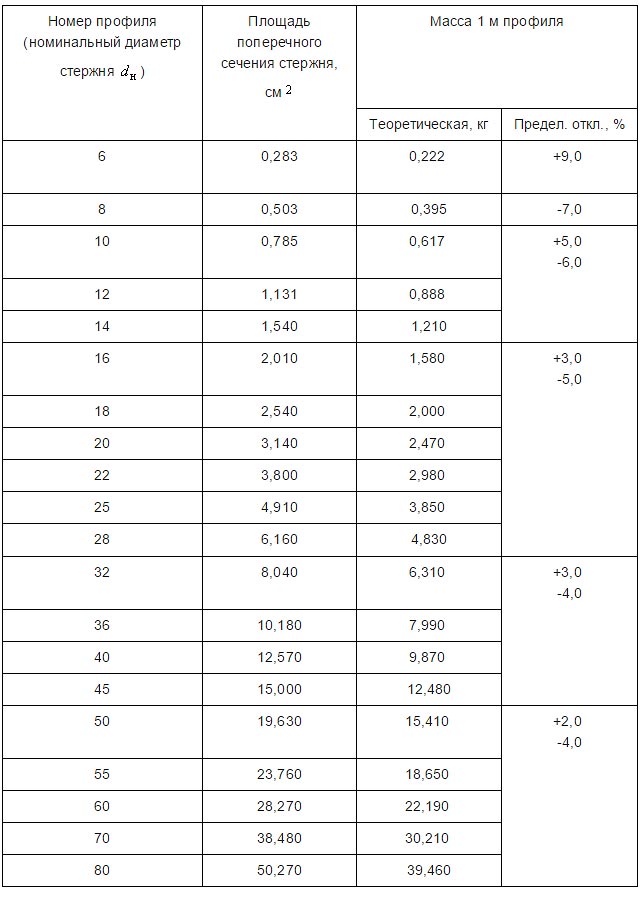
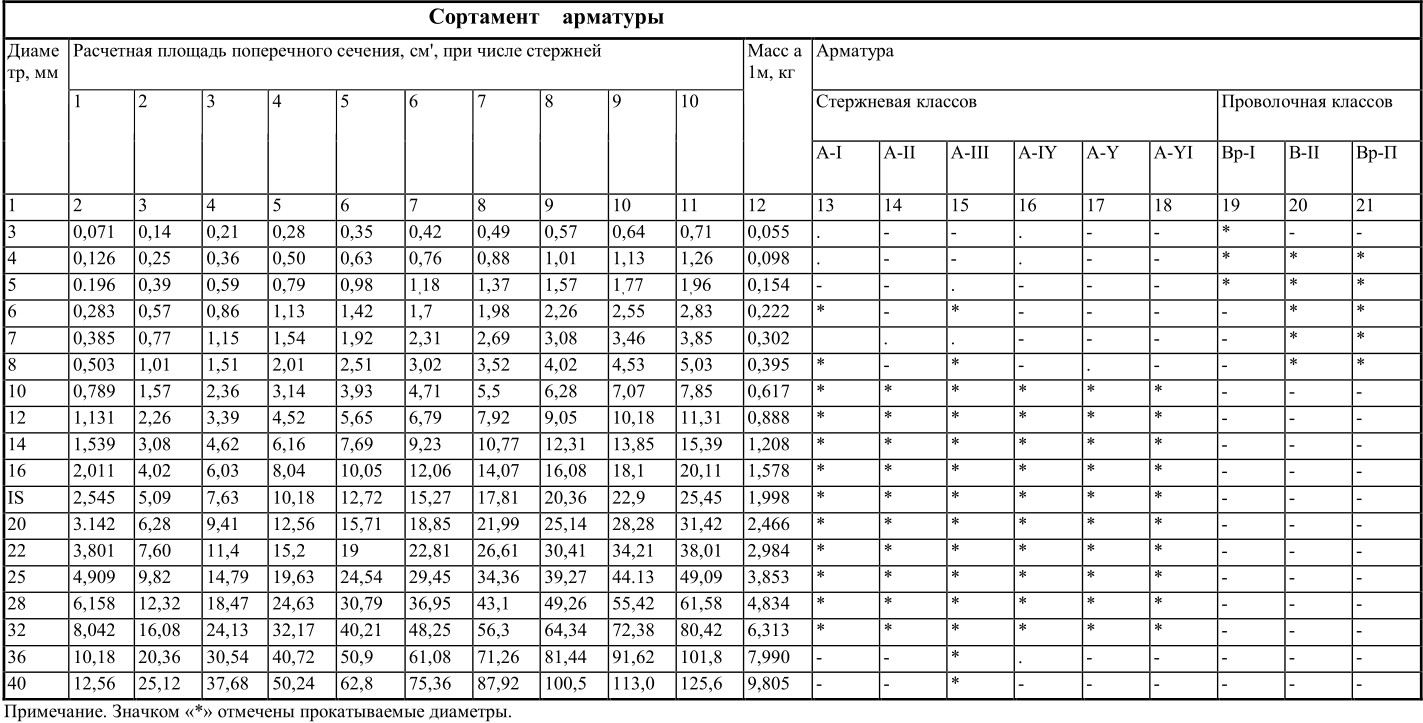
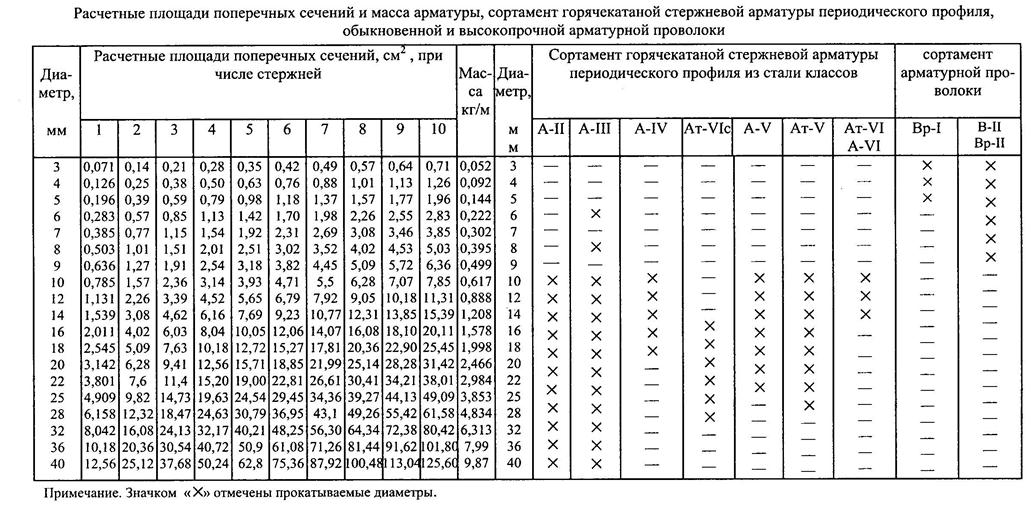
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной сталигладкого и периодического профиля, а также предельные отклонения по массе дляпериодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствоватьноминальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1


(Измененная редакция, Изм. № 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 • 103 кг/м3 . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ2590-88 для обычной точности прокатки.
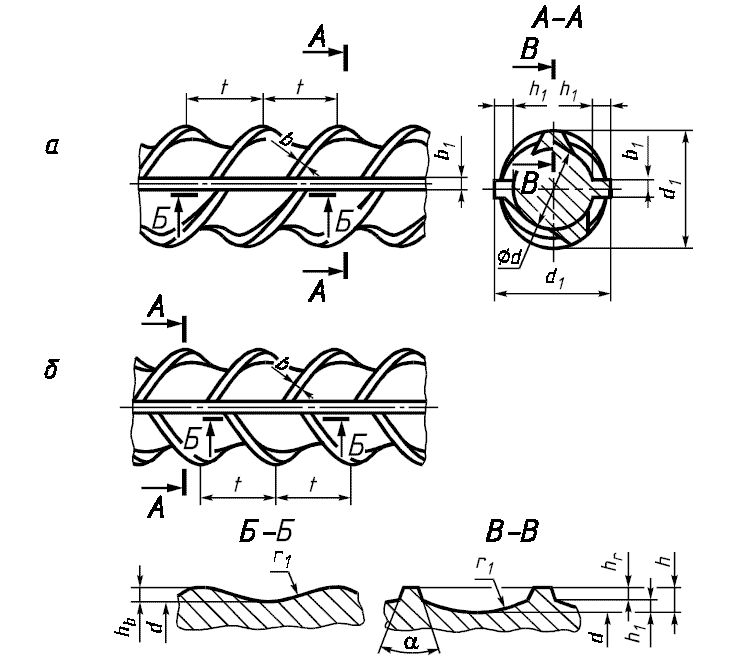
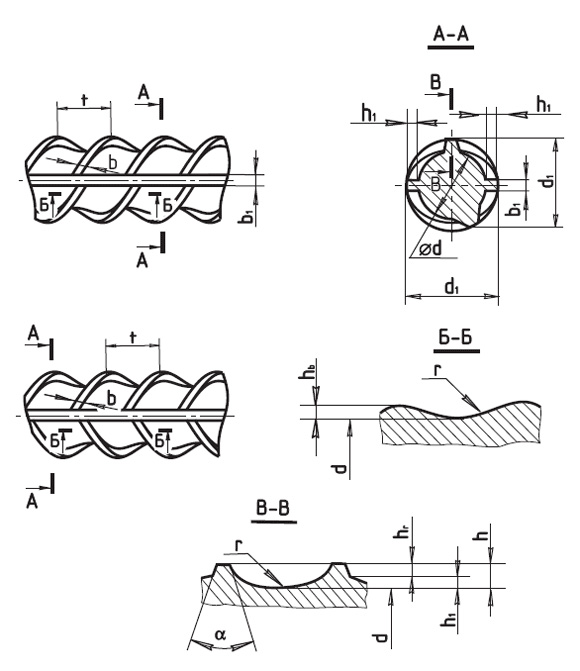
1.7. Арматурная сталь периодического профиля представляет собой круглые профили сдвумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовойлинии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходнойвинтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным начерт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеихсторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левыйзаходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.

Черт. 1

Черт. 2
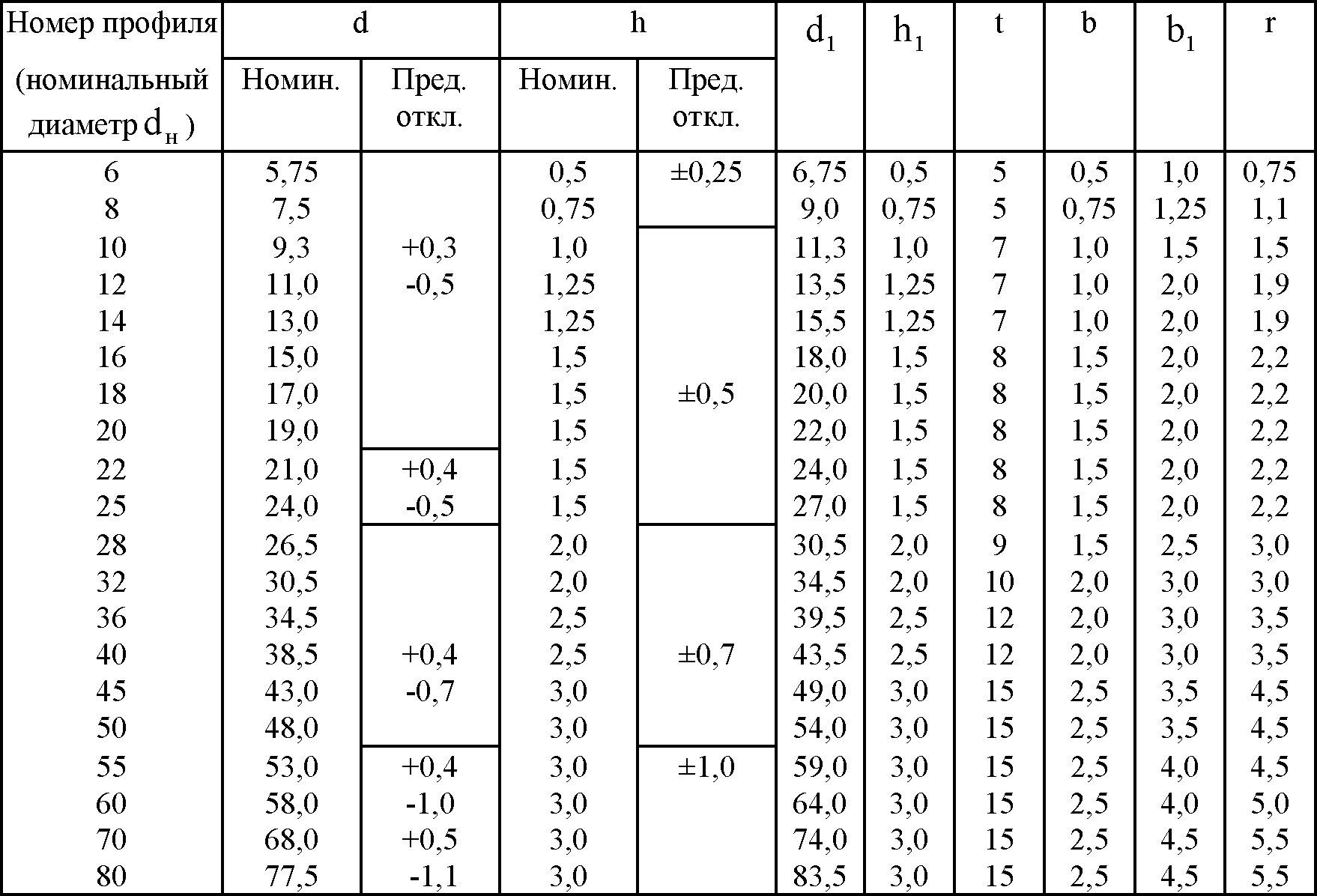
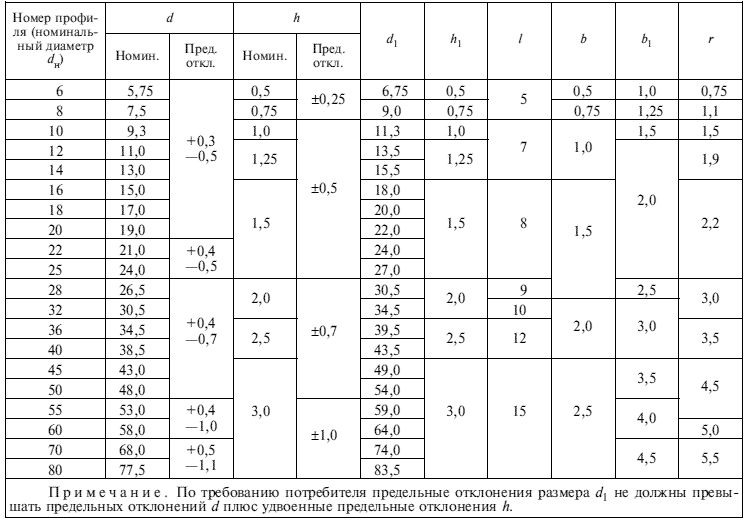
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля,изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2аи б – приведенным в табл. 3.
Таблица 2
Размеры, мм

Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Таблица 3
Размеры, мм

1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемыхпродольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров водном сечении) не должна превышать суммы плюсового и минусового предельных отклоненийпо диаметру.
1.9. – 1.11. (Измененная редакция. Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, большихдиаметров – в стержнях. Арматурную сталь классов MV (А600), А-V (А800) и А-VI (А1000)всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованиюизготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины;
мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствоватьприведенным в табл. 4.
Таблица 4

Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-11 ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса А-I (А240):
18-А-1 ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
(Измененная редакция, Изм. №4).
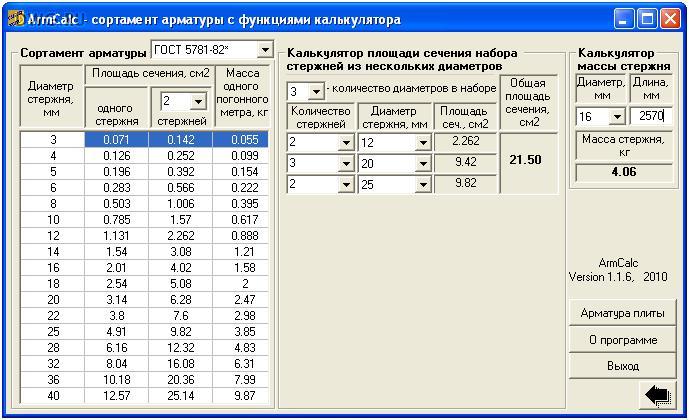
Сортамент арматуры таблица — Бетонные и железобетонные работы
| Номинальный диаметр, мм | Площадь поперечного сечения, см2 | Масса1 м | |
| теоретическая, кг | допускаемое отклонение, проц. | ||
| 6 | 0,283 | 0,222 | +10 |
| 7 | 0,385 | 0,302 | ?9 |
| 8 | 0,503 | 0,395 | |
| 10 | 0,785 | 0,617 | +5,5 |
| 12 | 1,131 | 0,888 | ?7 |
| 14 | 1,54 | 1,21 | +4 |
| 16 | 2,01 | 1,58 | ?6 |
| 18 | 2,64 | 2 | +3,5 |
| 20 | 3,14 | 2,47 | ?5,5 |
| 22 | 3,80 | 2,98 | +3 |
| 25 | 4,91 | 3,85 | ?5 |
| 28 | 6,16 | 4,83 | +3 |
| 32 | 8,04 | 6,31 | ?5 |
| 36 | 10,18 | 7,99 | |
| 40 | 12,58 | 9,87 | |
| 45 | 15,90 | 12,48 | |
| 50 | 19,63 | 15,41 | +2 |
| 55 | 23,76 | 18,65 | ?4 |
| 60 | 28,27 | 22,19 | |
| 70 | 38,48 | 30,21 | |
| 80 | 50,27 | 39,46 |
Арматурная проволока
| Номинальный диаметр, мм | Расчетная площадь поперечного сечения,мм2 | Теоретическая масса I м, кг, классов | Номинальный диаметр, мм | Расчетная площадь поперечного сечения, мм2 | Теоретическая масса I м, кг, классов В ? II, Bp-II | |
| В-I, B-II, Bp-II | Bp-I | |||||
| 3 | 7,06 | 0,056 | 0,052 | 6 | 28,3 | 0,222 |
| 4 | 12,56 | 0,099 | 0,092 | 7 | 38,5 | 0,302 |
| 5 | 19,63 | 0,154 | 0,144 | 8 | 50,3 | 0,395 |
Арматурные канаты
| Класс | Диаметр, мм | Расчетная площадь поперечного сечения, см2 | Расчетная масса1 м, кг при шаге свивки | |||
| условный | Номинальный, Д | |||||
| 10Д | 16Д | |||||
| К-7 | 4,5 | 4,65 | 0,127 | 0,102 | 0,100 | |
| 6 | 6,20 | 0,227 | 0,181 | 0,173 | ||
| 7,5 | 7,75 | 0,354 | 0,283 | 0,279 | ||
| 9 | 9,30 | 0,510 | 0,407 | 0,402 | ||
| 12 | 12,40 | 0,906 | 0,724 | 0,714 | ||
| 15 | 12,50 | 1,416 | 1,132 | 1,116 |
| Класс | Номинальный диаметр, мм | Расчетная площадь поперечного сечения, см2 | Теоретическая масса1 м, кг |
| К-19 | 14 | 1,287 | 1,020 |
| К-2*7 | 18 | 1,019 | 1,801 |
| К-2*7 | 25 | 1,812 | 1,428 |
| К3*7 | 10 | 0,381 | 0,299 |
| К3*7 | 13 | 0,678 | 0,583 |
| КЗ*7 | 16,5 | 1,062 | 0,825 |
| К3*7 | 20 | 1,527 | 1,209 |
| КЗ* 19 | 16,5 | 1,031 | 0,795 |
| КЗ* 19 | 22 | 1,809 | 1,419 |
| Вид арматуры и документы, регламентирующие качество | Класс | Диаметры арматуры, в мм | |||||||||||||||||||||
3 | 4 | 4,5 | 5 | 6 | 7 | 7,5 | 8 | 9 | 10 | 12 | 14 | 15 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | ||
| Стержневая горячекатаная гладкая, ГОСТ 5781-75 | A-I | + | + | + | + | + | + | + | + | ||||||||||||||
| Стержневая горячекатаная периодического профиля,ГОСТ 5781-75 | A-II | + | + | + | + | + | + | + | + | + | + | — | — | ||||||||||
| A-III, Ат-Ш | + | — | + | + | + | + | + | + | + | + | + | + | + | + | + | ||||||||
| A-IIIb | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||||||
| ГОСТ 5.1459-72 * | A-IV, ?т-IVc | + | + | + | + | + | |||||||||||||||||
| Стержневая термически упрочненная периодического профиля ГОСТ 10884-81 | A-IV | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| A-V, ?т-V | + | + | + | + | + | + | |||||||||||||||||
| A-V, ?т-VI | + | + | + | + | + | ||||||||||||||||||
| Обыкновенная арматурная проволока гладкая, ГОСТ 6727-80 | B-I | — | — | — | |||||||||||||||||||
| То же, периодического профиля ГОСТ 6727-80 | Bp-I | + | + | + | |||||||||||||||||||
| Высокопрочная арматурная проволока гладкая,ГОСТ 7348-81 | B-II | — | + | + | + | ||||||||||||||||||
| То же, периодического профиля ГОСТ 7348-81 | Bp-II | ||||||||||||||||||||||
| Арматурные канаты ГОСТ13840-68 * | К-7 | + | + | + | + | ||||||||||||||||||
| Арматурные канаты ГОСТ 13840-68* | К-19 |
Условные обозначения: + рекомендуемые к использованию диаметры и классы арматурной эффективной стали, — — исключенные из сортамента диаметры и классы арматурной стали; 0 — сортамент.
Примечания: 1. Диаметры арматуры приняты согласно сортаменту по соответствующим ГОСТ или ТУ с учетом указаний по области применения различных классов стали; исключенные из сортамента диаметры и классы арматурной стали; 0 — сортамент сталей -по пп. 2.18—2—25 СНиП П-21-75. 2. Сталь класса A-IIIb диаметрами более20 мм, арматурных упрочняемая вытяжкой на предприятиях стройиндустрии, допускается к применению в качестве напрягаемой арматуры при отсутствии арматурной стали более высоких классов. 3. При изготовлении конструкций допускается замена проволоки класса Bp-I на имеющуюся в наличии проволоку класса В-1.
Сталь, применяемая для арматуры, не должна иметь на поверхности загрязнений и ржавчины.
Маркировка
Чтобы проинформировать потребителя об особых свойствах металлопродукции, производители дополнительно маркируют её.
- А – прокат арматурный.
- Ап – прокат для предварительно напряжённых конструкций.
- Н – повышенная категория пластичности.
- Е – высокая пластичность для сейсмоопасных районов.
- К – коррозионностойкая, с нанесением защитного покрытия (оцинкованием, гальваническим способом).
- У – выносливая по отношению к циклическим нагрузкам.
- С – свариваемая.
- Т – уплотнённая термическим или механическим способами.
Буквенное обозначение дополнительных характеристик следует за цифрами-показателями предела текучести.
Маркировка присутствует на каждом прутке. Каждому классу присвоен номер (3)
Таблица 3
На одной из сторон между профильными рёбрами увеличенной толщины или рёбрами с изменённым направлением считаются рёбра нормального размера. Их количество – в соответствии с таблицей 2 – означает класс арматуры.
Рис. 2
Рис. 3
Такое зашифрованное обозначение стандарт рекомендует, т. е на практике будет встречаться другое: отлитые цифры.
Рис. 4
В сопровождаемой документации арматура обозначается набором цифр и букв. Рассмотрим несколько примеров.
- 10-А240 ГОСТ 34028-2016. Гладкий арматурный прокат в мотках или прутками диаметром 10 мм, класс А240.
- 1ф-12-А500 ГОСТ 34028-2016. Периодический профиль формы 1ф класс А500, в прутках или мотками.
- 1ф-12-А500СН. То же, свариваемая, повышенной пластичности.
В маркировке может присутствовать мерная (МД) или другая длина, способ производства.
Маркировка А3, сортамент, масса и технические характеристики
Стандартная маркировка арматурной стали класса А3 записывается одной строкой в следующем порядке:
- цифра, указывающая диаметр прута в мм;
- литера «А» и указание класса «III»;
- в скобках (А400) — международная классификация;
- .
Например, стандартная маркировка для А3 диаметром 20 мм имеет вид: 20-А-III (A400)ГОСТ 5781-82.
Согласно ГОСТу 5781-82, никакие дополнительные буквы для маркировки А3 не используются.
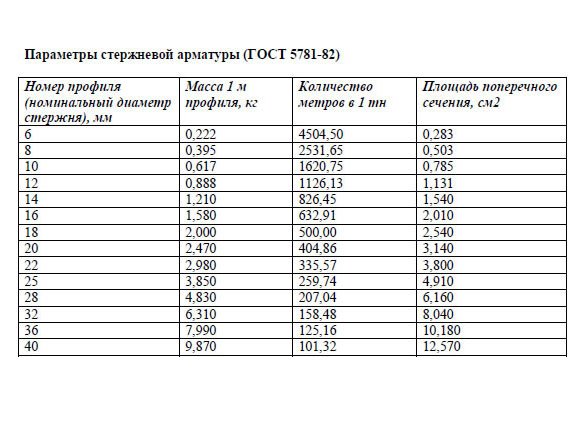
А3 выпускается согласно стандартному ряду следующих номинальных диаметров:
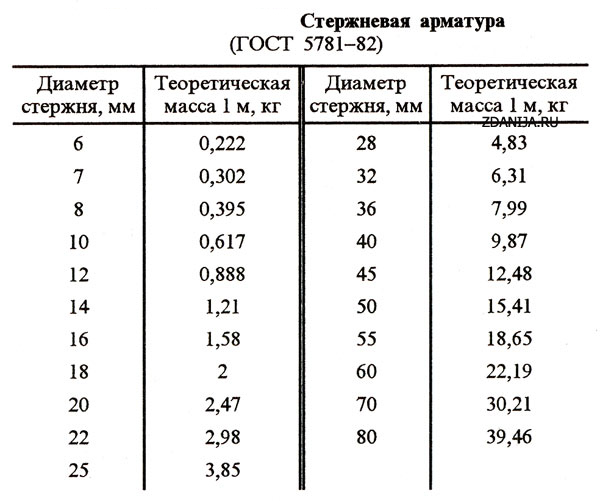
∅6÷∅40 мм, вес 1 метра регламентируется ГОСТом 5781-82:
| Диаметр | Вес, кг/1 м.п. | Количествометровв 1 т | Диаметр | Вес, кг/1 м.п. | Количествометровв 1 т | Диаметр | Вес, кг/1 м.п. | Количествометровв 1 т |
| 6 | 0,222 | 4504,50 | 16 | 1,580 | 632,91 | 28 | 4,830 | 207,4 |
| 8 | 0,395 | 2531,65 | 18 | 2,000 | 500,00 | 32 | 6,310 | 158,48 |
| 10 | 0,617 | 1620,75 | 20 | 2,470 | 404,86 | 36 | 7,990 | 125,16 |
| 12 | 0,888 | 1126,13 | 22 | 2,980 | 335,57 | 40 | 9,870 | 101,32 |
| 14 | 1,210 | 826,45 | 25 | 3,850 | 259,74 |
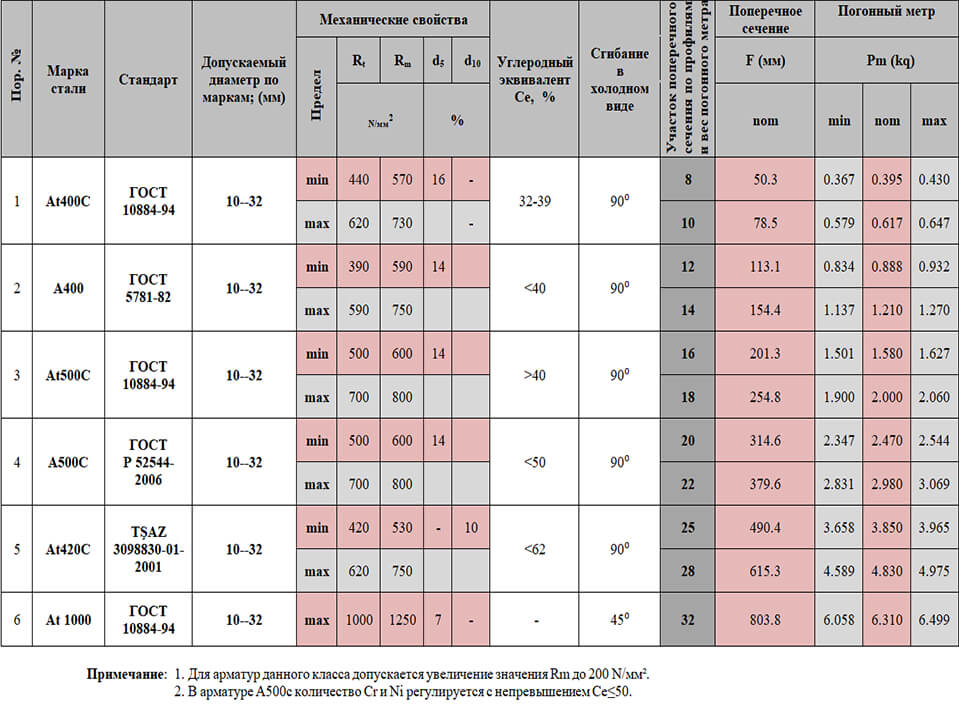
Для производства арматурной стали A-III используются низколегированные стали марок 35ГС, 25Г2С, 2Г2Рпс.
Арматуру диаметром ∅6 мм÷∅40 мм производят из стали марок 35ГС, 25Г2С. Кроме того, арматура диаметром ∅6 мм÷∅22 мм также может изготавливаться из стали 32Г2Рпс.
Related Posts via Categories
- Как рассчитать площадь поперечного сечения арматуры всех типов?
- Сколько весит 1 метр строительной стержневой арматуры различных видов
- Длина стержневой арматуры – все возможные варианты, регламентируемые ГОСТами
- Линейная арматура – качественный монтаж линий электропередач гарантирован!
- Немерная арматура – оптимальный вариант для малоэтажного строительства!
- Марки и классы строительной стержневой арматуры и проволоки для армирования
- Муфтовая арматура, что это такое и для чего используется
- Анкеровка арматуры в бетоне – сложная, но важная операция
- Горячекатаная арматура – ГОСТ и весь цикл жизни изделия
- Вес и особенности стальной рифленой арматуры А3 и других классов
Композитная арматура
Вес арматуры
При выборе между или стальной и композитной арматурой надо помнить, что монолитность конструкции зависит от адгезии (сцепляемости) стержней с бетоном. Для стали это 0,18, композитных материалов – 0,03 МПа.
На практике это означает, что переменные нагрузки на конструкцию рано или поздно приведут к отрыву бетона от пластика.
Арматура с минеральной и органической (арамид) основами производятся по ГОСТ 31938-2012. В составе арматуры композитной полимерной (АКП) такие непрерывные волокна.
- Стеклянное.
- Базальтовое.
- Углеродное.
- Арамидное (кевларовое).
Обозначается вид соответственно: АСК, АБК, АУК, ААК. Есть и АКК – комбинированная композитная. Связаны они в прочную структуру термореактивными (полиэфирными, эпоксидными, фенольными) смолами.
Профиль периодический. Стандартные диаметры – от 4 до 32 мм, длина 0,5 – 12м. Она не гнётся, не сваривается. Но коррозионностойкая, не проводит электричество, не магнитная.
Специалисты относятся к ней с недоверием. Прежде всего, потому, что её производство можно организовать в гараже. Чёткого соблюдения технологических режимов в таких условиях добиться сложно.
В частном строительстве её применяют для армирования кладки. Особенно если раствор агрессивен: в нём есть сульфаты, хлориды (противоморозные добавки, ускорители). В неответственных конструкциях: ленточные фундаменты, опорные стенки, отмостки. Для армирования стяжки пола.
В продаже имеются готовые пространственные композитные каркасы. Типовые или на заказ по индивидуальным размерам.
Армирование АКП перекрытий, ригелей, ростверков требует серьёзного проектного расчёта. Выполнить его самостоятельно, на колене, вряд ли получится.
Но если есть желание попробовать, вам сюда: СП 295.1325800.2017 Конструкции бетонные, армированные АКП. Правила проектирования.
УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7566 со следующими дополнениями:- концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V – красной и зеленой, класса А-VI (А1000) – красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;- стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.На связки краску наносят полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.На мотки краску наносят полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.На неупакованную продукцию краску наносят на торец или на боковую поверхность на расстоянии не более 500 мм от торца.На ярлык, прикрепленный к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например А-III) или условное обозначение класса по пределу текучести (А400).(Измененная редакция, Изм. N 3, 5).
УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7500-81 с дополнениями:
- концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V (А800) – красной и зеленой, класса А-VI (А1000) – красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
- стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т;
- на ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести (А400).
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500
мм от торца.
(Измененная редакция, Изм. 3, 5).
ПРИЛОЖЕНИЕ 1Обязательное
Несколько слов о запорной арматуре
Помимо строительной существует также запорная арматура
Важно понимать, что между этими запчастями нет ничего общего:
- Строительная арматура представляет собой длинные металлические прутки, которые используются для армирования металлических, бетонных и железнобетонных конструкций.
- Запорная арматура — это запчасти особой категории, которые используются для регулирования потока жидкости в трубопроводных системах.
Основные примеры запорных деталей — краны, клапаны, вентили, задвижки, заслонки, поворотные затворы. Запорные запчасти также делают из металлов, хотя разброс сплавов здесь несколько больше. Детали могут быть не только из стали или чугуна, но и из алюминия, меди, титана, композитных сплавов. Сегодня в продаже появились запорные детали на основе сверхпрочного пластика. Технические особенности запчастей этого типа — высокая прочность, устойчивость к воздействию механической деформации, химическая инертность, антикоррозийные свойства.
По ГОСТ все запчасти должны иметь упаковку, на которую в обязательном порядке должна быть нанесена маркировка. Обязательные сведения — название, товарный знак, диаметр сечения в миллиметрах, марка материала корпуса. Классификация запорной арматуры:
- Непосредственно запорные детали. Применяются для включения или отключения водяного потока, а также регулируют уровень подачи жидкости. Примеры — краны, вентили, задвижки, затворы.
- Регулирующие запчасти. Используются для регуляции уровня подачи жидкости в крупных водосборных системах и резервуарах. Примеры — дроссельные вентили, клапаны, редукторы уровня перелива.
- Предохранительные детали. Защищают водосборники от избыточного давления + предотвращают незапланированное истекание жидкости во внешнюю среду. Примеры — клапаны различных категорий (импульсные, электрические, аварийные, обратные).
- Защитные запчасти. Применяются для отключения нагревательных элементов и/или источников высокого давления. Примеры — клапаны различных типов (впускные, обратные, автоматические, аварийные).
- Контрольные детали. Контролируют уровень жидкости в системе, а также удаляют лишний конденсат. Примеры — водоуказательные приборы, счетчики, горшки-конденсаторы, клапаны отвода жидкости.
Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I(А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I(А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI(А1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.1; 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной сталигладкого и периодического профиля, а также предельные отклонения по массе дляпериодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствоватьноминальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1
(Измененная редакция, Изм. № 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 • 103 кг/м3 . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили сдвумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовойлинии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходнойвинтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным начерт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеихсторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левыйзаходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
Черт. 1
Черт. 2
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля,изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2аи б — приведенным в табл. 3.
Таблица 2
Размеры, мм
Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Таблица 3
Размеры, мм
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемыхпродольными ребрами, не нормируются.


Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров водном сечении) не должна превышать суммы плюсового и минусового предельных отклоненийпо диаметру.
1.9. — 1.11. (Измененная редакция. Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, большихдиаметров — в стержнях. Арматурную сталь классов MV (А600), А-V (А800) и А-VI (А1000)всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованиюизготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины;
мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствоватьприведенным в табл. 4.
Таблица 4
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-11 ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса А-I (А240):
18-А-1 ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
(Измененная редакция, Изм. №4).
Классификация
В строительстве существует огромное количество операций, где присутствие арматуры обязательно. Все процессы разные, каждому предъявляются свои требования. Поэтому даже профессионалы не всегда могут сказать, где и какая арматура должна использоваться. Поэтому и была проведена классификация арматурных стержней, цель которой – упростить выбор и провести унификацию продукции.

Горячекатаная арматура
Стальная арматура делится на классы в зависимости от разных параметров.
- По технологии изготовления она относится к категориям горячекатаной, холоднодеформированной и катаной.
- По типу профиля: рифленая и гладкая. К первой относятся классы А2, А3, А4 и А5, ко второй А1.
- По эксплуатационным условиям: напрягаемая и ненапрягаемая. В первом случае сооружения каркаса или армирующей сетки арматуру натягивают, заливают бетоном, а после его высыхания освобождают. Происходит сжатие стали, которая сжимает и бетонную конструкцию.
- По ориентации в арматурных каркасах она может быть продольной или поперечной. В продольных рядах арматурные стержни класса А1 устанавливать не рекомендуется. И подвергать ее сварке нельзя.

Технология производства холоднодеформированной арматуры
Отдельно в классификации стоит разделение по химическому составу металла (стали). Три позиции:
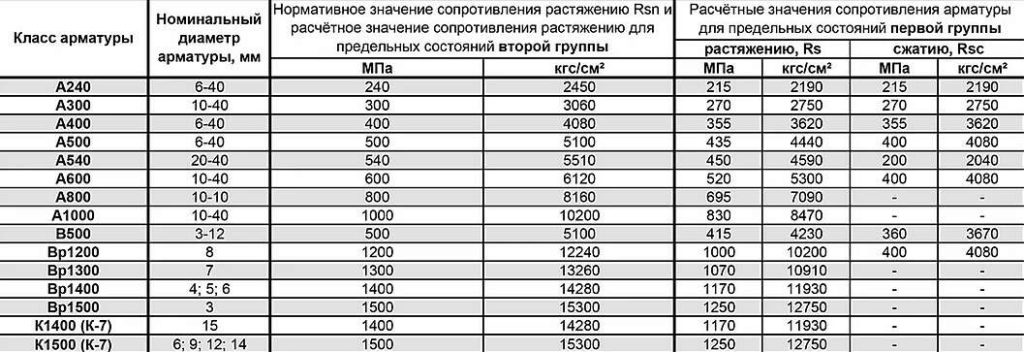
- В основе лежит класс прочности. Он разделяется на несколько позиций. Существует разные обозначения типов арматуры, поэтому иногда потребители путаются. К примеру, класс А1, он же АI или А240. Соответственно А2-AII-А300; А3-АIII-А400; А4-АIV-А500; А5-АV-А600 и так далее.
- Производители выпускают термически упрочненную арматуру, в маркировку которой входит буква «т». Здесь шесть классов. Ат400, Ат500, Ат600, Ат800, Ат1000, Ат1200. Если просто, то в процессе производства арматурных стержней при горячей деформации производят дополнительное быстрое охлаждение, за счет чего увеличиваются прочностные характеристики металла.
- По степени окисления: СП – спокойная, КП – кипящая, ПС – полуспокойная. В основе разделения лежит технология производства. К примеру, кипящая сталь получила название, потому что в процессе заливки из нее бурно выделяются газы, она кипит. Это самая низкосортная сталь за счет образования внутри большого количества пор от выделяющегося газа. Из трех групп при сооружении арматурных каркасов и сеток лучше выбирать спокойную.
При выборе обращайте внимание на арматурные классы. Они определяют в какую конструкцию какую арматуру надо укладывать
По классам четко проведено разделение основных параметров и характеристик стального профиля. А именно диаметра, предела прочности на разрыв и исходного материала, из которого изделие выпускается. Ниже приведена упрощенная таблица, в которой параметры разбросаны в зависимости от класса арматурных стержней.
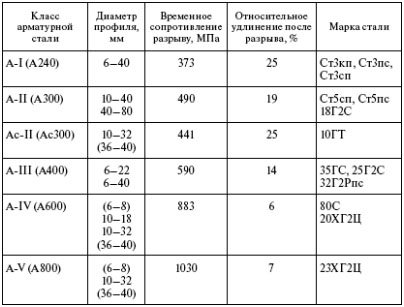
Таблица арматурных классов
Состояние поставки
Область, где частного застройщика почти всегда ждут неприятные открытия.
Арматура поставляется в мотках (толщиной до 22 мм) и прутках. Моток должен состоять из одного, максимум двух отрезков.
Длина стержней: 6 – 18 м. Прутки по стандарту 34028-16 бывают мерной длины (МД), мерной с немерной (МД1), немерной (НД, 6 – 12 м). В поставке МД1 допускается не более 3% немерных прутков с длиной не менее 2 м.
Прутки немерной длины стоят дешевле. Но вероятность обмана здесь достаточно велика. Если нет возможности посчитать и промерить каждый пруток, вы заплатите больше. Учитывайте и то, что за счёт нахлёста отдельных прутков расход арматуры увеличится.
Мотки должны разматываться свободно, нахлёст витков не мешать размотке.