
Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070 коробка подач для токарных станков Гомель
- 16Б20п.061 фартук для токарных станков Гомель
- АКП 109-6,3 автоматическая коробка передач
- АКП 309-16 автоматическая коробка передач
- ЭПУ 2-2 электроприводы ЭПУ2-2
УДГ-100 (УДГ Н-100) универсальная делительная головка Ø 200 ЛОМОУДГ-135 (УДГ Н-135) универсальная делительная головка Ø 270 ЛОМОУДГ-160 (УДГ-Д-160) универсальная делительная головка Ø 160 ЛОМОУДГ-200 (УДГ-Д-200) универсальная делительная головка Ø 200 ЛОМОУДГ-250 (УДГ-Д-250) универсальная делительная головка Ø 250 ЛОМО
УГ9321 автоматическая шестипозиционная револьверная головка ГомельУГ9326 автоматическая восьмипозиционная револьверная головка Гомель
Какое предназначение у инструмента для металлообработки
Шлифовальный инструмент для металлообработки представляет собой абразивные зёрна, связанные специальными связующими материалами. Форма зёрен отличается наличием острых кромок разных размеров, которые при касании металла способны снимать с него слои определённой толщины.
К шлифовальным инструментам относятся: бруски, наждачная бумага, ткани со специальными покрытиями, круги.
Для резки могут применяться резцы, фрезы, свёрла, метчики, протяжки. Они подбираются таким образом, чтобы их твёрдость была выше, чем у обрабатываемых материалов.
Резание металла толщиной 4–7 мм выполняется ножницами по металлу или лобзиком, либо ножовкой. Слой от 5 мм удобно резать болгаркой.
В слесарных или кузнечных работах могут использоваться ручники, молотки, кувалды, фасонные молотки. Ручники применяются для определения силы удара и указания точного места для обработки. Кувалды используются для холодной деформации заготовок.
Художественную обработку металлов можно выполнять фасонным молотком. Он позволяет выбивать рельефные поверхности за счёт наличия выгнутого или широкого плоского и закруглённого бойков.
Для чеканки применяют следующее оборудование:
- трещётки, крюки для намётки рельефных заготовок;
- бобошники, канфарники, лощатники для создания необходимого рельефа;
- сечки для чеканки линий, полукруглых или изогнутых линий;
- фигурные чеканы (трубочка, сапожок, утюжок, канфарник, пурошник, лощатник), используемые для создания серии одинаковых мелких детализированных узоров.
Слесарная мастерская с инструментом
Конструкция агрегатного станка[править | править код]
Агрегатный станок состоит из станины; центрального и наладочного пульта; поворотного стола; гидробака; насосной установки; гидропанели; электрошкафа станка; силового стола; стойки; сверлильной бабки; упорного угольника; расточной панели; резьбового копира; шпиндельной коробки; электрошкафа силовых механизмов; коробки скоростей; делительного стола. На силовой головке и на столе с бабкой монтируются шпиндельные коробки, несущие режущие инструменты. Обрабатываемые детали закрепляются в зажимном приспособлении, которое может быть одно- или многопозиционным. Зажимное приспособление бывает двух основных типов: с горизонтальной осью поворота, то есть на поворотном барабане и с вертикальной осью поворота, то есть установленное на поворотном столе. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащаются устройством программного управления (ЧПУ), размещенным в блоке управления.
Станки с программным управлением[править | править код]
Это многоцелевые станки, которые оснащены магазинами инструментов. Эти станки могут иметь от одной до трех силовых головок, которые перемещаются от устройства ЧПУ по трем либо двум координатам. Их выпускают с горизонтальной и вертикальной осью шпинделя, с поворотным, наклонно-поворотным или продольным столом. На некоторых станках вместо магазина инструментов применяют магазин шпиндельных коробок. Такие магазины выполняют барабанными или в виде цепного конвейера. Чаще всего Агрегатные станки используют в полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными устройствами, тогда станки работают как автоматы. Агрегатные станки могут входить в автоматические линии. Также они могут работать индивидуально.
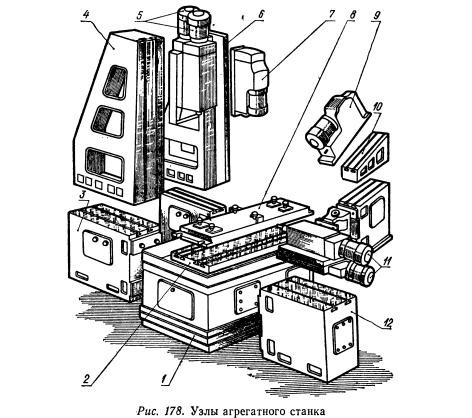
Унифицированные узлы агрегатных станков
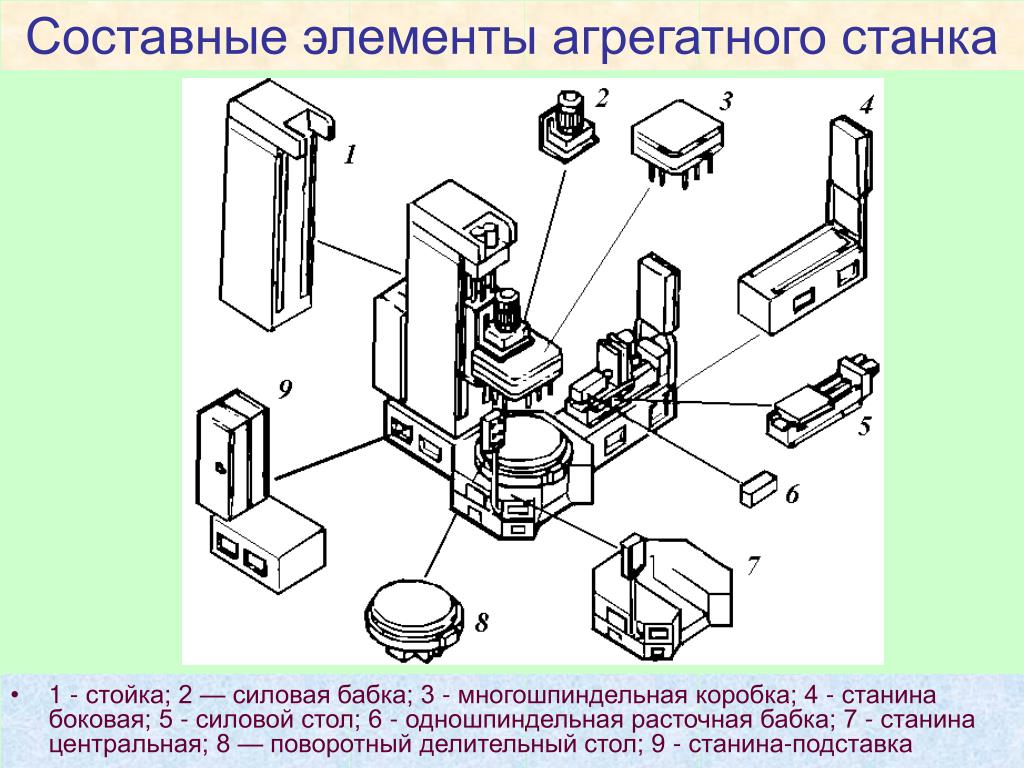
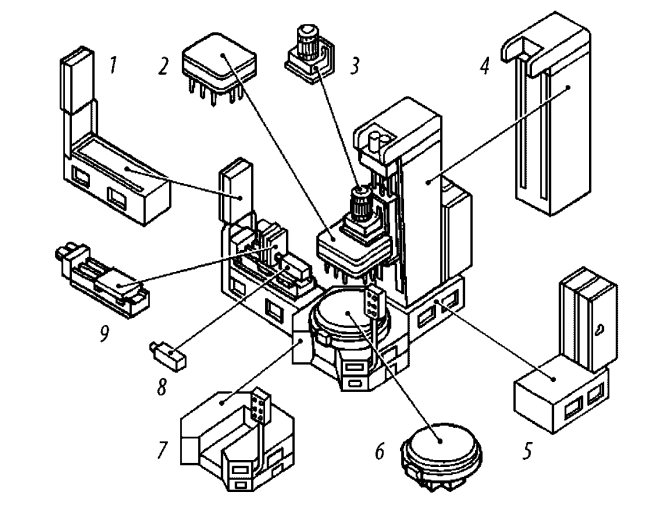
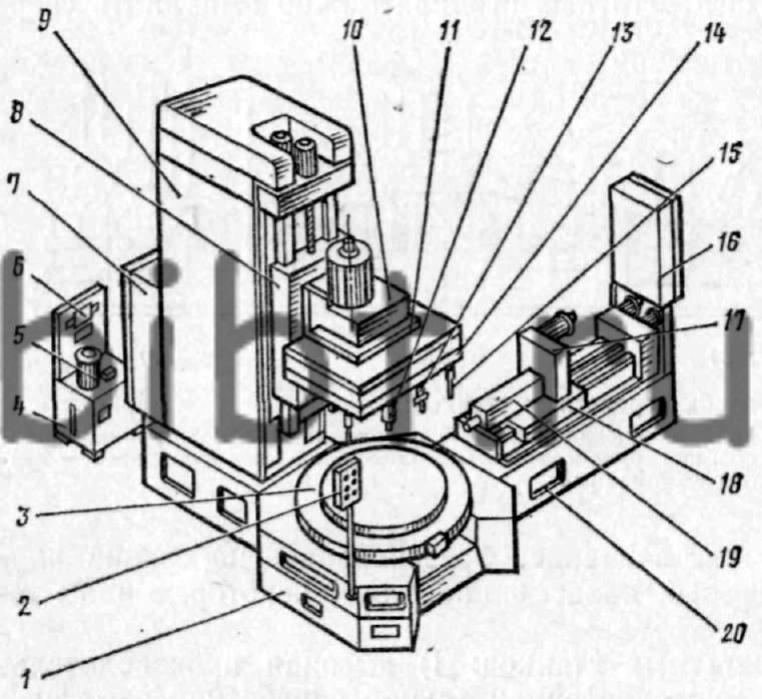
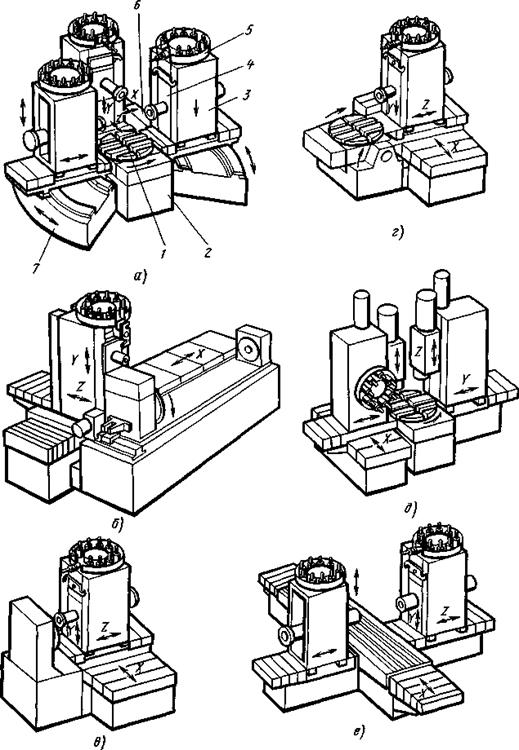
Унифицированными или нормализованными узлами агрегатных станков называются узлы, конструкции которых разрабатываются до того, как будет проектироваться конкретный станок. Эти узлы могут применяться в станках разных конструкций. К ним относятся (рис. 2) станина 7, поворотный делительный стол 6, на котором устанавливаются приспособления и обрабатываемые детали, силовые бабки 3. Для установки на станке силовых головок служат боковые станины 5, стойки 4, проставочные плиты. При многошпиндельной обработке отверстий или при фрезеровании плоскостей к силовым головкам крепят сверлильные и фрезерные насадки. Управление станком сосредоточено на пульте, а вся электроаппаратура размещается в шкафу. Из нормализованных сборочных единиц конструируют специальные узлы, компонуя их так, как того требует конструкция обрабатываемой детали. Типаж унифицированных узлов включает несколько сотен наименований более 2500 исполнений и типоразмеров и составляет 75. . .80 % узлов станка.
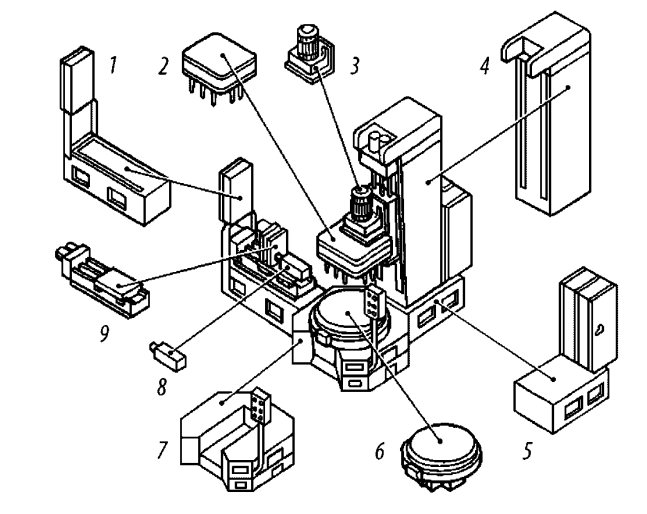
Рис. 2. Составные элементы aгpeгатного станка: 1 — станина боковая; 2 — многошпиндельная коробка; 3 — силовая бабка; 4 — стойка; 5 — станина-подставка; 6 — стол поворотный делительный; 7 — станина центральная; 8 — одношпиндельная расточная бабка; 9 — силовой стол
Агрегатные станки
Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных и частично специальных агрегатов. Эти станки применяются в крупносерийном и массовом производстве. На агрегатных станках можно выполнять сверление, рассверливание, зенкерование, растачивание, фрезерование, нарезание внутренних и наружных резьб, некоторые виды токарной обработки. Агрегатные станки в основном используются для изготовления корпусных деталей.
Преимущества агрегатных станков: 1) короткие сроки проектирования; 2) простота изготовления, благодаря унификации узлов, механизмов и деталей; 3) высокая производительность, обусловленная многоинструментальной обработкой заготовок с нескольких сторон одновременно; 4) возможность многократного использования части агрегатов при смене объекта производства; 5) возможность обслуживания станков оператором низкой квалификации.
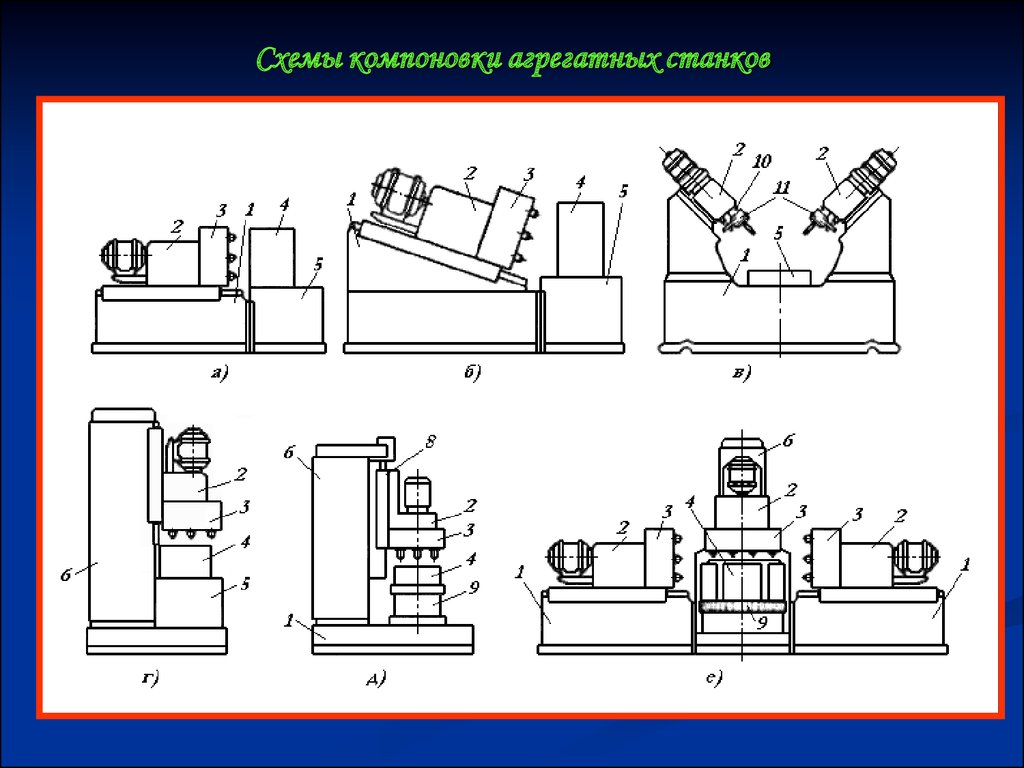
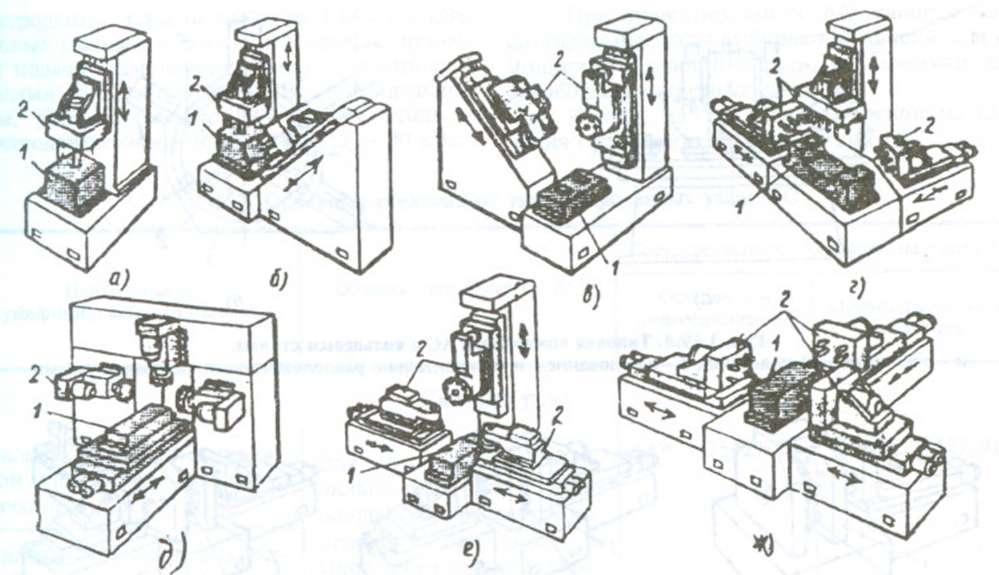
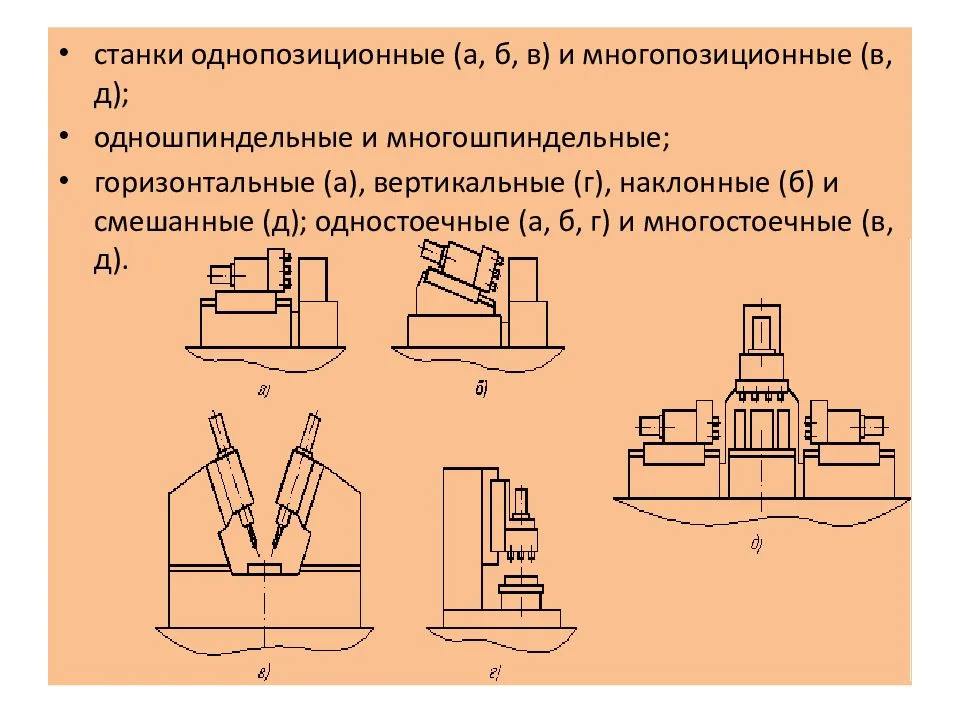
Агрегатные станки (рис.А.1) в зависимости от формы, размеров заготовок, требуемой точности обработки компонуют по разным схемам: односторонними и многосторонними, одношпиндельными и многошпиндельными, однопозиционными и многопозиционными, в вертикальном, наклонном, горизонтальном и комбинированном исполнениях.


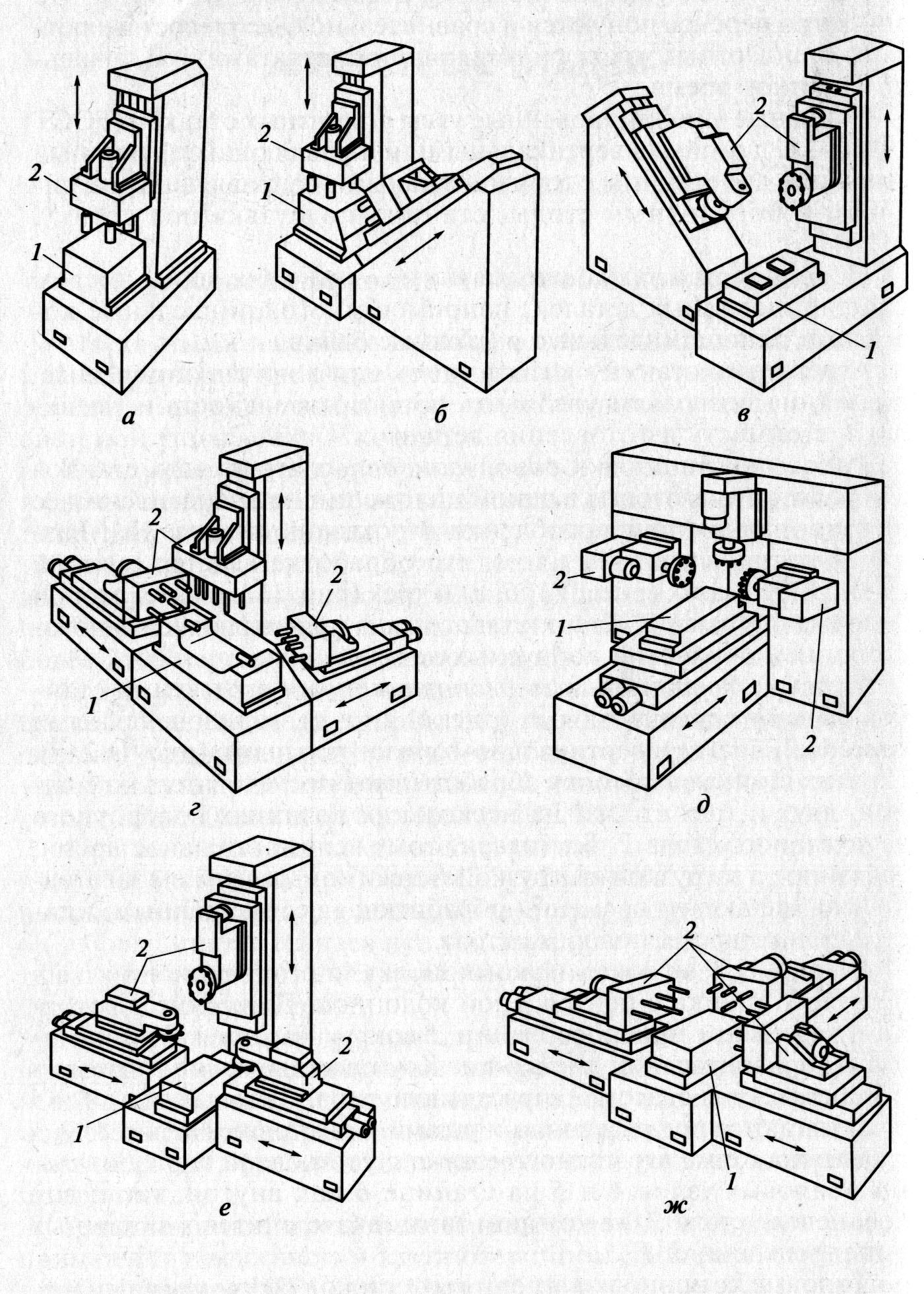
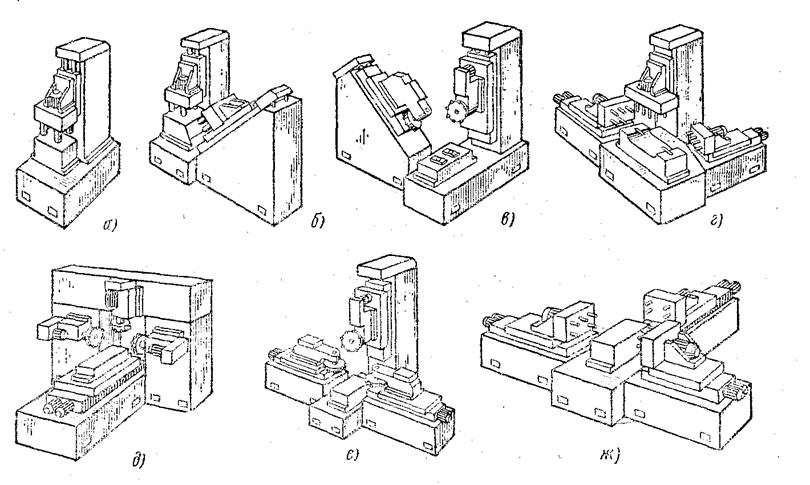


Обработка на однопозиционных агрегатных станках выполняется при одном постоянном положении заготовки. Агрегатные станки с многопозиционными поворотными столами или барабанами предназначены для параллельно-последовательной обработки одной или одновременно нескольких заготовок малых и средних размеров. При этом вспомогательное время сокращено до минимума за счет того, что установка заготовки и снятие заготовки на позиции загрузки-выгрузки осуществляется во время обработки на других позициях.
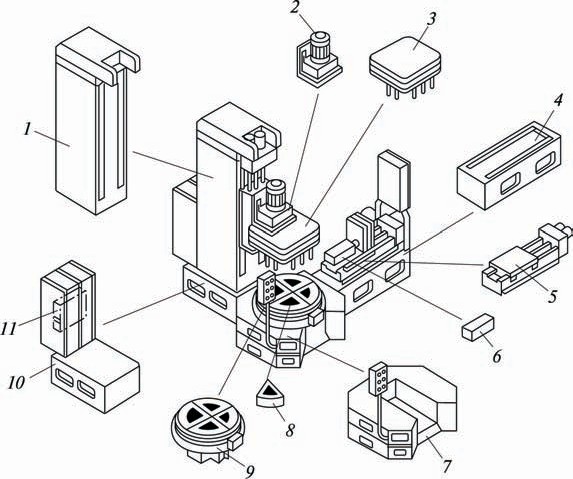
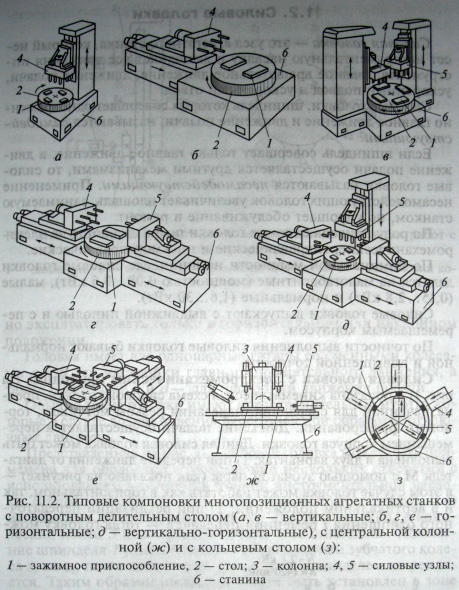
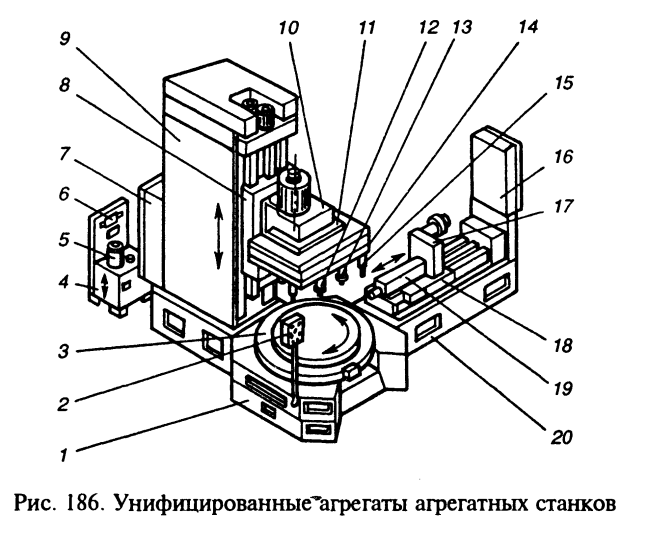
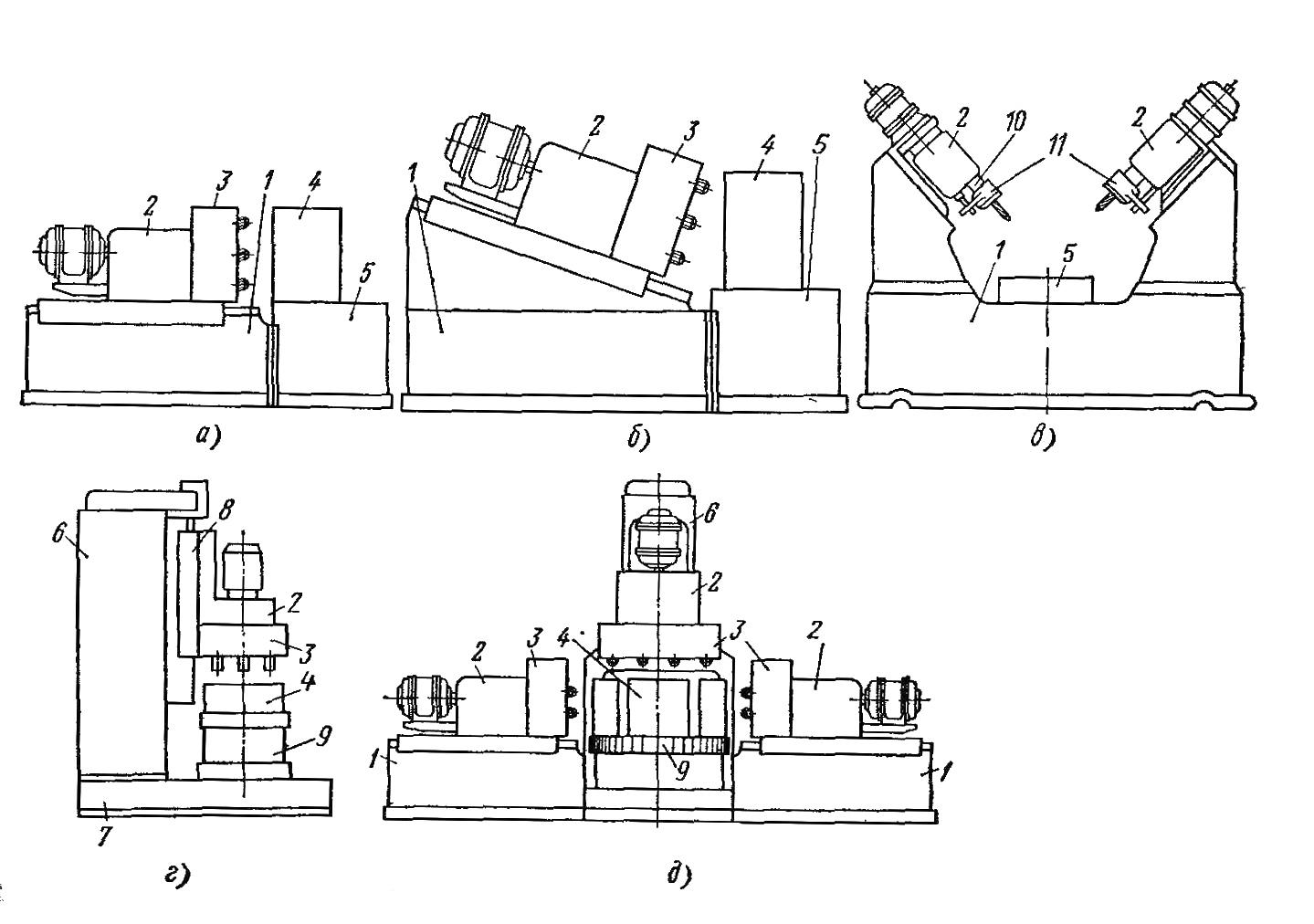
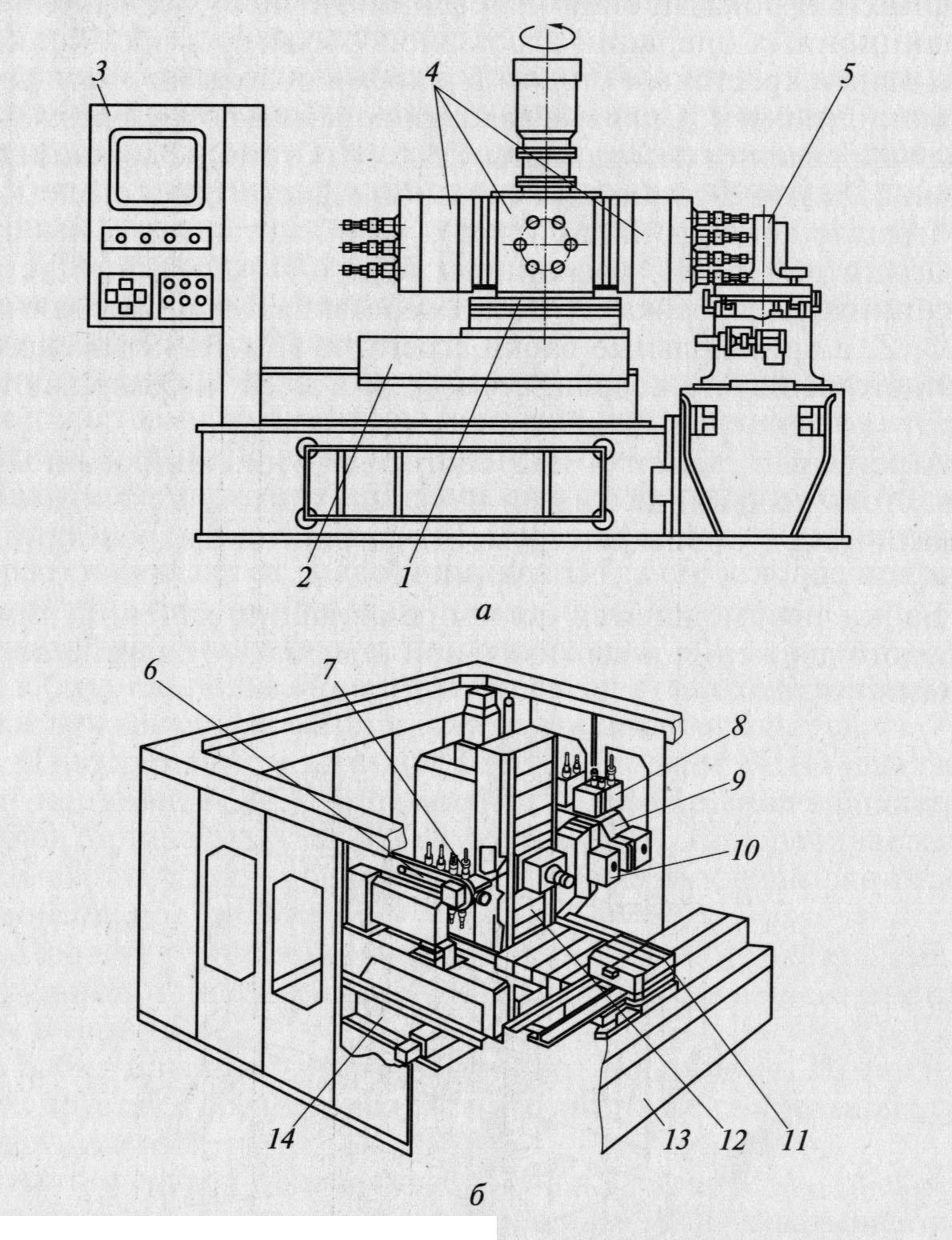
Типовые унифицированные компоновки разработаны на основе использования унифицированных агрегатов; (уровень унификации 90%). Например, в агрегатном станке вертикальной компоновки (рис.А.2) унифицированы: базовые детали (станины 1 и 20, стойка 9, упорный угольник 11), силовые механизмы (силовой стол 8, а в станках других типов силовые головки), шпиндельные механизмы (шпиндельная коробка 14, расточная бабка 19, сверлильная бабка 10), механизмы транспортирования (поворотный делительный стол 3, двухпозиционный делительный стол 18 прямолинейного перемещения), механизмы главного движения (коробка скоростей 17), гидрооборудование (гидробак 4, насосная установка 5, гидропанель 6), электрооборудование (центральный и наладочный пульты 2, электрошкаф силовых механизмов 16, электрошкаф станка 7), вспомогательные механизмы (удлинитель 15, резьбовой копир 13, расточная пиноль 12).
Специальные механизмы, например приспособления для установки и закрепления заготовок, имеют отдельные нормализованные элементы.
Силовые механизмы агрегатных станков предназначены для сообщения режущим инструментам главного движения и движения подачи (силовые столы).
Силовые головки агрегатных станков предназначены для выполнения токарных, фрезерных, сверлильных, расточных, резьбонарезных, шлифовальных и других работ. Они обычно работают в автоматических циклах, например: 1) быстрый подвод, рабочая подача (одна или две), выдержка на жестком упоре (при необходимости), быстрый отвод, стоп; 2) быстрый подвод, рабочая подача, быстрый подвод, рабочая подача, стоп. Такой цикл используют, например, при последовательной обработке нескольких соосных отверстий одинакого диаметра.
Для привода главного движения (вращательного) в силовых головках агрегатных станков обычно применяют электродвигатели, а для привода подачи — кулачки, винтовые передачи, цилиндры (пневматические, гидравлические и пневмогидравлические).
Силовые столы агрегатных станков предназначены для установки на них шпиндельных узлов с самостоятельным приводом вращения (фрезерных, сверлильных, расточных бабок и др.) или приспособлений с обрабатываемой заготовкой для выполнения рабочих циклов с прямолиненой подачей. Силовые столы агрегатных станков имеют гидравлический или электромеханический привод. Столы выпускают шести типоразмеров, нормальной и повышенной точности с максимальной тяговой силой подачи 1-100 кН и мощностью 1-30 кВТ. Гидравлические столы могут быть вертикального и горизонтального исполнения.
Гидропанели агрегатных станков служат для управления циклом работы силовой головки. Гидропанели, как правило, унифицированы. В них скомпанованые гидравлические приборы и аппараты, которые выполняют пуск, останов, изменение величины подачи, реверс и другие элементы цикла.
elektronik-chel.ru
Жесткость
Жесткость — один из важнейших критериев металлорежущего станка. При проектировании прецизионного оборудования предусматриваются более высокая жесткость по сравнению с аналогичными машинами нормальной точности. Чем жестче будет узел, тем меньше на его функционировании будут отображены прикладываемые усилия.
Термин «жесткость» подразумевает способность оказывать сопротивление упругим смещениям относительно координатных осей, образующимся в результате воздействия нагрузки. Определить данный показатель несложно, ведь он вычисляется отношением силы, приложенной к механизму в требуемом направлении, к упругому отжатию.
Значение упругих отжатий в узлах зависит от упругих деформаций, образующихся в результате приложенных сил. В металлорежущих станках различают следующие виды деформаций:
- Деформация комплектующих механизма, причиной которой является воздействие изгибающих, растягивающих сжимающих сил. Значения упругих смещений подсчитываются по формулам, с которыми можно ознакомится прослушав курс сопромата. Основная сложность состоит в выборе подходящей расчетной схемы, поскольку некоторые механизмы отличаются сложным конструктивным исполнением. К примеру, шпиндель можно устанавливать в опоры скольжения (независимо от того, являются они гидростатическими или гидродинамическими, магнитными или аэростатическими) и роликовые/шариковые качения. При этом построение эпюр для балок выполняется по такому же принципу, как в случае шарнирного опирания. Жесткость опор просто необходимо учитывать при расчетах, поскольку под действием приложенных сил осуществляется их деформация;
- Контактная деформация — определяется действием сил, которые прилагаются к узлам, находящимся на телах качения. Касание элементов может осуществляться либо в определенной точке, либо по линии. Значение данного вида деформации можно рассчитать, правда, для этого необходимо прибегнуть к методу, описанному в издании «Сопротивление материалов»;
- Деформация стыков — на показатель отжатия устройства деформация стыков оказывает наибольшее влияние. Требуемая жесткость стыка обеспечивается выбранной технологией обработки изделия (например, фрезерование, точение). Величину данного параметра определяет, количеством и размерами микронеровностей, оставшихся на обработанной поверхности в месте стыка;
- Деформация тонких тел — планки и клинья, применяемые зачастую с целью компенсации износа контактирующих поверхностей, зажимаются между двумя плоскостями, за счет чего препятствуют полному прилеганию поверхностей. Длинная планка небольшой толщины будет касаться поверхностей лишь в определенных точках, следовательно, под воздействием силы тонкие тела будут распрямляться, а деформация — расти. Другими слова ми использование таких элементов, как планка или клин уменьшает жесткость конструкции в целом.
Рассчитывая узел на жесткость, нельзя обойти стороной сумму упругих отжатий, которые вызывают всевозможные упругие деформации.
Мероприятия, которые направлены на увеличение жесткости станка, выполняются с целью получения конструкций, способных воспринимать большие нагрузки при незначительной деформации комплектующих. Сюда можно отнести улучшение качества поверхностей, включая стыки; минимизацию стыков и кинематических цепей; производство жестких конструкций базовых устройств; ужесточение слабых звеньев типа клиньев, планок и цанг; обеспечение предварительного натяга в конструкциях, предполагающих наличие опор и направляющих качения.
Агрегатные станки
Агрегатные станки предусматривают одновременную одностороннюю или двухстороннюю обработку отверстий.
Агрегатные станки, отвечая полностью своему технологическому назначению, как специальные станки вместе с тем могут быть изготовлены наиболее производительными и экономичными методами по сравнению с прежними конструкциями подобных станков. Это объясняется в первую очередь тем, что нормализованные и унифицированные их узлы ( фиг.
Агрегатные станки являются основной предпосылкой к созданию автоматических линий многократной обратимости с максимальной концентрацией технологических операций.
Агрегатные станки легко переналаживать в зависимости от условий и требований технологического процесса. На рис. 74 приведены отдельные схемы компоновки сверлильных агрегатных станков.
Агрегатные станки обеспечивают взаимозаменяемость обрабатываемых деталей, являющихся одним из обязательных условий крупносерийного и массового производства. Режущие инструменты на агрегатных станках работают на заранее рассчитанных режимах резания, что улучшает эксплуатацию инструментов. В агрегатных станках широко используют гидравлические, пневматические и электрические системы привода и управления.
Агрегатные станки – это специальные станки, которые компонуются из нормализованных агрегатов и деталей и дополняются установочными приспособлениями для координации изготовляемых деталей и режущих инструментов. Унифицированы узлы агрегатных станков: силовые головки, поворотные позиционные столы, основания, станины, колонны, салазки, приводы подач, шпиндельные коробки, кантователи.
Агрегатные станки предназначаются для применения в условиях крупносерийного и массового производства для выполнения сверлильных, расточных, резьбофре-зерных и реже – фрезерных и других работ. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка. Поэтому агрегатные станки отличаются более высокой производительностью, чем универсальные станки. При обработке изделий на агрегатных станках сокращаются число рабочих и производственные площади при том же объеме продукции.


Агрегатные станки предназначаются для применения в условиях крупносерийного и массового производства для выполнения сверлильных, расточных, резьбонарезных и реже – фрезерных и других работ. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон, в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка.
| Схема компоновки агрегатного станка из нормализованных узлов. и деталей. |
Агрегатные станки изготовляются для обработки конкретного одного или нескольких изделий ( рис. 2), Агрегатные сТанки обычно собирают из нормализованных деталей и узлов, составляющих 70 – 80 % общего количества узлов в станке.
Агрегатные станки находят растущее применение в серийном производстве. Выпуск их из года в год растет. Во многих отраслях машиностроения ( насосостроение, текстильное машиностроение, двигателестроение, сельхозмашиностроение) технический прогресс производства в значительной мере обусловлен их широким использованием при изготовлении трудоемких деталей. Агрегатные станки могут быть эффективно использованй при групповой обработке конструктивно и технологически подобных деталей. Недавно появились агрегатные станки с ПУ, что характеризует их интенсивное проникновение в серийное производство.
Агрегатные станки способствуют сглаживанию противоречия между быстрым развитием современного производства и учащающейся сменой выпускаемых изделий более совершенными.
Агрегатные станки, применяемые в тяжелом машиностроении, компонуют из стандартных коробок скоростей или агрегатных головок и дифференциальных борштанг; в серийном производстве используют специальные станки.
Агрегатные станки можно применять при обработке даже небольшого количества деталей, так как их изготовление сводится лишь к монтажным работам; наличие универсальных силовых бабок и дифференциальных борштанг дает возможность быстро монтировать такие станки непосредственно на плитных настилах.
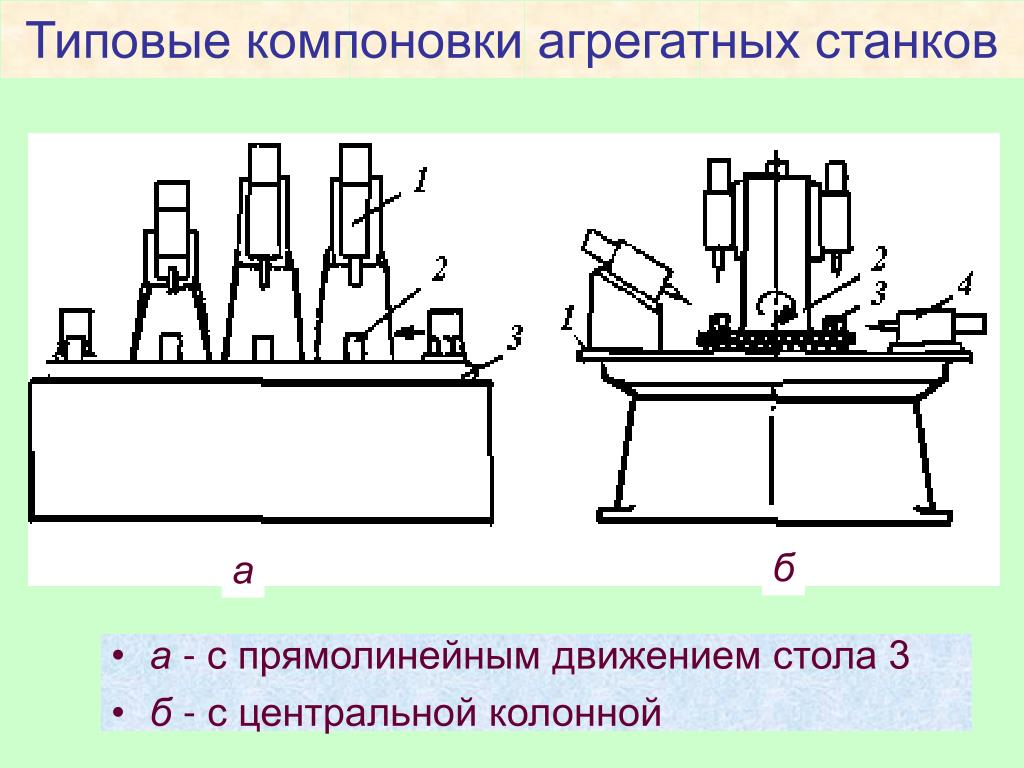
Агрегатные станки с самодвижущимися силовыми головками: а – односторонний с горизонтальной головкой; б – трехсторонний с горизонтальными головками; в – двухсторонний с наклонными головками: / – рабочее приспособление; 2 – средняя часть основания; 3 – самодвижущаяся силовая головка; 4 – салазки; 5 – основание; 6 – угловая подставка.
2 Станок вертикально-сверлильный
Любой настольный агрегат для сверления и других работ является именно вертикально-сверлильным. Данная группа оборудования со шпинделем, расположенным по вертикали, предназначается для мелкосерийного и единичного производства. Тот или иной настольный станок способен делать отверстия сечением 0,25–12 миллиметров в любых деталях с небольшими геометрическими размерами.
Монтируются такие агрегаты на верстак либо на другую подходящую устойчивую поверхность, если настольный станок устанавливается в частном хозяйстве. При помощи болтов они надежно прикрепляются к рабочему столу. Моделей вертикальных устройств немало – станок 2М112, 2Н125, 2Г175, 2Н118 и многие другие. Совсем несложно при желании сделать настольный сверлильный станок своими руками – он будет отлично справляться с возложенными на него «бытовыми» задачами по сверлению небольших заготовок.
Широкий модельный ряд вертикально-сверлильного оборудования не оказывает особого влияния на конструкцию таких станков. Все они имеют фундаментную плиту, станину, коробки скоростей и подач, шпиндельный узел, головку для сверления и ряд других одинаковых узлов. Почти на всех рабочий инструмент передвигается вручную, а не механически. А шпиндель на таких установках получает требуемое для выполнения рабочей операции вращение через клиноременную передачу от электрического двигателя (настольный станок не является в этом отношении исключением).
Износостойкость
Результатом взаимодействия сопряженных друг с другом деталей, чьи поверхности подвергаются постоянному трению, является износ. Говоря иначе, изменяется форма детали, изменяются ее размеры. Статистика указывает на то, что износ — основная причина выхода из строя составляющих оборудования. В процессе изнашивания поверхности материал испытывает деформации (пластические, упругие), сдвиги и усталостные разрушения.
Большей части деталей присущ абразивный износ. Его суть заключается в следующем: в ходе резания либо царапания, сопровождающегося образованием микростружки, абразивные частицы попадают в смазку или на контактирующие поверхности, отчего со временем разрушат их. Более того, перемещение одной поверхности относительно другой приводит к возникновению переменных напряжений в микровыступах, а это, в свою очередь, приводит к усталостному разрушению. В результате образуются микротрещины, стимулирующие отделение частиц материала.
Для каждой пары трения можно экспериментальным путем определить параметры, на основе которых можно прогнозировать долговечность функционирования стандартных деталей и узлов станка (направляющие скольжения, диски фрикционных муфт, ходовые винты и пр.). Износ влечет за собой существенное удорожание эксплуатации оборудования, так как в этом случае не обойтись без проверки технического состояния механизмов и их ремонта. При этом нужно быть готовым к простоям и резким сокращением производительности.
Чтобы улучшить износостойкость деталей, необходимо следовать простым рекомендациям:
- обильно смазывать трущиеся поверхности;
- отдавать предпочтение материалам с высокими показателями износостойкости;
- следить за чистотой поверхностей;
- прикладывать большие усилия на менее ответственные механизмы;
- разгружать изнашиваемые поверхности.
Перспективы развития конструкций агрегатных станков
В начале раздела было сказано, что одним из основных недостатков агрегатных станков является их низкая гибкость, вернее, ее отсутствие Поэтому в последние десятилетия созданы станки с устройствами для смены шпиндельных коробок. Револьверные головки на агрегатных станках — это тоже попытка сделать их более гибкими и применить в серийном производстве.
Переналадка агрегатных станков решается наиболее просто, когда обрабатываемые поверхности деталей и расстояния между ними одинаковы, а конструкция деталей различается только числом таких поверхностей. Тогда переналадка станка сводится к неиспользованию части инструментов, установленных на силовых головках. Если при одинаковых межосевых расстояниях поверхности имеют разные размеры, то часть инструментов требуют замены При этом может потребоваться изменение режимов резания, длины рабочего хода и общей длины хода инструмента. Зажимные приспособления в этих случаях проектируют так, чтобы в них могли закрепляться две-три однотипные детали при смене зажимных элементов.
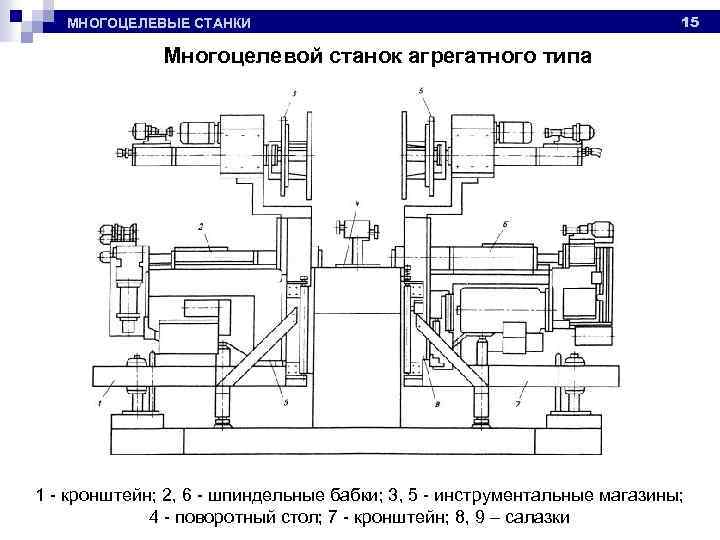
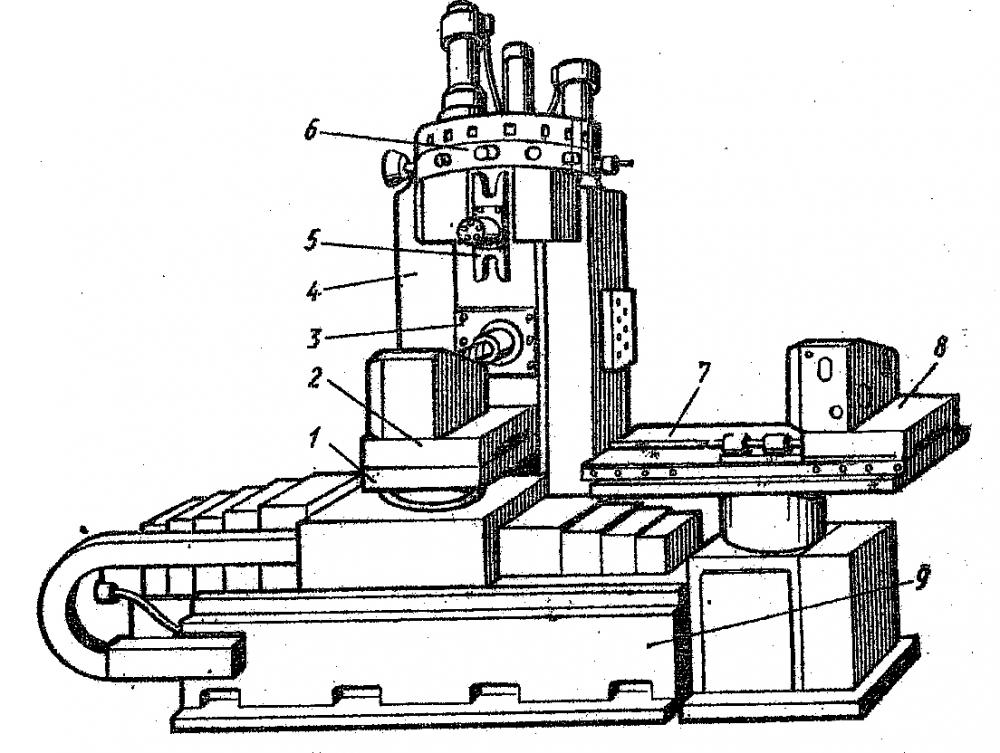
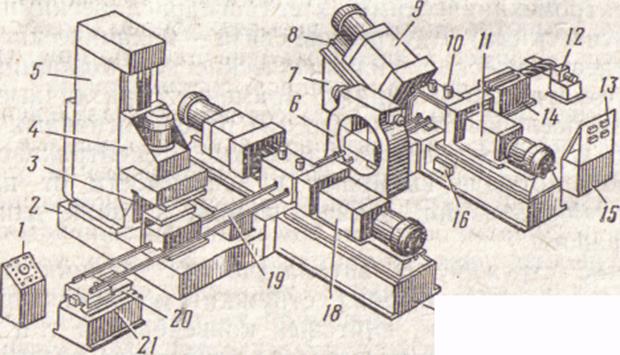
Примером агрегатного переналаживаемого станка для серийного производства деталей (корпуса шпиндельной бабки токарных станков) может служить многошпиндельный сверлильно-резьбонарезной станок Московского специального конструкторского бюро автоматических линий и агрегатных станков (рис. 15), у которого на горизонтальной станине 1 установлены салазки 4 с направляющими, по которым перемещается подвижно-поворотный силовой стол 2 с планшайбой.
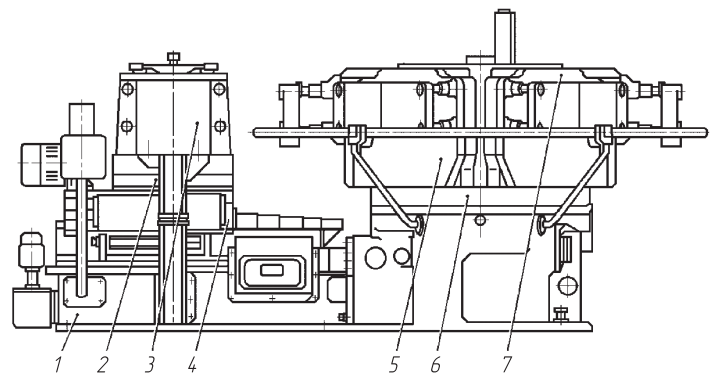
Рис. 15. Многошпиндельный сверлильно-резьбонарезной агрегатный станок для серийного производства
На силовом столе устанавливают приспособление 3 с обрабатываемой деталью. Конструкция стола обеспечивает быстрый подвод детали к инструментам, перемещение с рабочей подачей и быстрый отвод в исходное положение. Наличие поворотной планшайбы дает возможность обрабатывать деталь с нескольких сторон. Режущие инструменты установлены в шпинделях шпиндельных коробок 7, расположенных на шестигранной револьверной головке 5, смонтированной на кольцевом столе 6. Внутри кольцевого стола в неподвижной центральной колонне располагаются приводы вращения шпинделей. Переналадка станка состоит в замене приспособления и шпиндельных коробок.




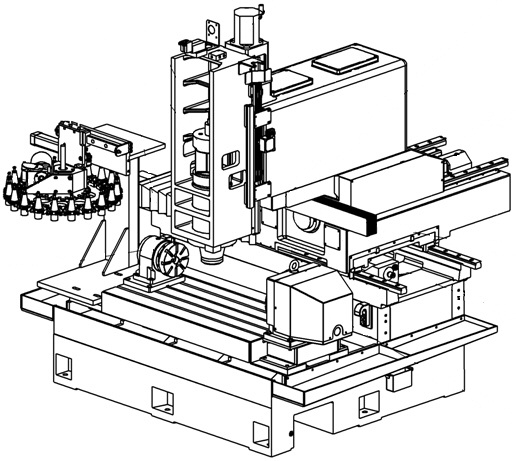
Сейчас с помощью оснащения агрегатных станков системами ЧПУ станкостроители пытаются увеличить их гибкость. Разработано большое количество конструкций силовых головок, управление которыми осуществляется не от кулачков, а с помощью ЧПУ Одна из таких головок показана на рис. 16.
Современные рабочие узлы специальных станков позволяют перемещать инструменты не по одной, а по двум и даже трем осям (такие станки производит компания RIKO, Словения). Системами ЧПУ оснащаются не только силовые головки, но и силовые и поворотно-делительные столы. Агрегатные станки оснащаются предварительно напряженными роликовыми направляющими качения, покрытие направляющих делается пластиковым. Для контроля точности рабочих движений в агрегатных станках, как и во всех станках с ЧПУ, используются измерительные системы фирмы «Хайденхайн». В результате обеспечивается допуск на точность позиционирования 0,015 мм. Наличие системы ЧПУ позволяет устанавливать на станки магазины инструментов с автооператором. Для автоматизации загрузки заготовок агрегатных станков могут оборудоваться манипулятором или роботом.
Все это существенно расширяет технологические возможности агрегатных станков и позволяет обрабатывать не одну деталь, а более широкий круг. Применение ЧПУ в агрегатных станках позволяет задавать необходимые координаты перемещения обрабатываемой детали или инструмента, обеспечивать автоматическое переключение величины подачи и частоты вращения шпинделя и выполнять другие операции.
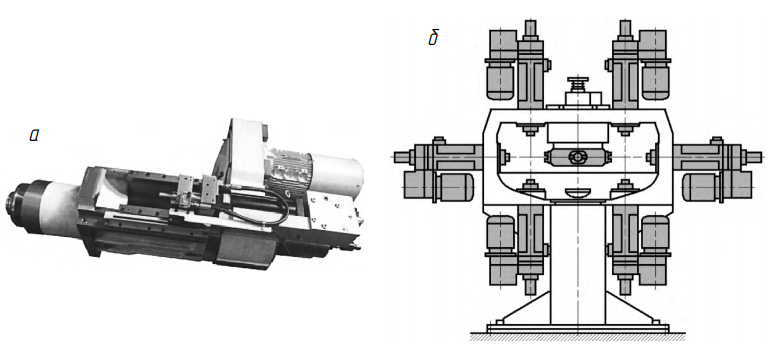
Рис. 16. Агрегатный станок с ЧПУ фирмы Witzig и Frank GmbH: а — силовая головка; б — схема.
Просмотров:
4 077
Токарные станки
Советские станкостроительные комбинаты (Ульяновский, Львовский, Горьковский, Дмитровский) выпускали довольно широкий модельный ряд агрегатов с программным управлением, которые и по настоящее время эксплуатируются на промышленных предприятиях.
- 16А20Ф3. Этот отечественный станок можно встретить на большинстве машиностроительных предприятий. Аппарат оборудован управляющей программой «Электроника НЦ-31». Шпиндельный механизм имеет три скорости вращения. Специальный датчик, совместно с приводом позволяет нарезать резьбу.
- МК6713С5. Считается высокоточным токарным станком, оснащённым крестообразным суппортом. Он может одновременно работать с шестью резцами. Станок разработан для выполнения следующих технологических операций: нарезка резьбы, точение, расточка, операции с дисками.
- Кроме станков российского производства, обработку заготовок выполняют также и на иностранном оборудовании, оснащённом ЧПУ. Например, TRENS SBL300. Этот станок имеет два шпинделя. Он может обрабатывать: валы, фланцы, сложные заготовки. Универсальность такого оборудования заключается в возможности выполнять фрезерные операции.
- Vturn-V760. Отличается от других аналогичных изделий шпиндельным механизмом, который расположен вертикально. Рабочая головка имеет восемь позиций. Установлен гидравлический двенадцатидюймовый патрон. Стружка удаляется конвейерным способом. Автоматизированная подача смазки. Есть различные резцедержатели. Цветной дисплей. Управляющая система — «Fanuc 0i-T».
- LS360 CNC. Станина этого токарного станка, установлена под определённым углом. Оборудование может обрабатывать цветные металлы, а также нержавеющую сталь. Японский гидравлический механизм «Yuken» повышает надёжность станка. Подача смазки происходит автоматически. Рабочая головка имеет 8 позиций, что позволяет обрабатывать детали различной конфигурации.
- 5
- 4
- 3
- 2
- 1
Принцип работы
Принцип работы металлообрабатывающих станков с компьютерным управлением заключается в исполнении следующего алгоритма:
- Оператор разрабатывает программу, исходя из которой будет производиться обработка детали.
- Загружает ее в управляющий блок станка.
- В управляющем блоке производится обработка введенных данных. Контроллер подготавливает двигательные команды и направляет их в систему привода.
- Привод, в свою очередь, осуществляет контроль движения и скорости рабочих блоков станка.
- Система обратной связи фиксирует изменения и направляет соответствующие сигналы в блок управляющей системы.
- Полученные данные сравниваются с исходными характеристиками, и если обнаруживаются несовпадения – программа автоматически вносит корректировки в производственный процесс.
- Оператор во время работы станка через дисплей устройства осуществляет наблюдение за рабочим процессом и может вручную корректировать его через пульт управления в ручном режиме в случае необходимости.






