
Основные характеристики
Одной из основных характеристик считают показатель твердости. Следующий важный показатель – это концентрация алмазов на кубический сантиметр, измеряемая в каратах. Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Важность этого значения в том, что он оказывает немалое влияние на некоторые технические показатели диска и его стоимость. Конструкции с твердой связкой и невысоким алмазным слоем обозначают K125
Распределению и фиксации углеродного зерна на рабочем слое помогает связывающий состав, так называемая связка. В производственной технологии пользуются тремя базовыми видами связок.
Металлические. Рабочий слой такого типа наиболее подходит для предварительной обработки, заточки деталей из металлокерамики и твердых сплавов, срезки больших слоев припуска.
Гальванические. Металлический корпус с одним или несколькими наслоениями никеля, покрытый углеродным абразивом. Разработан для разрезания, шлифования минеральных материалов. Востребован в производстве алмазных бурильных агрегатов, конечной доводке пуансонов и т. д.
Органические. При создании органического состава используется бакелит с применением формальдегидных смол. Его характерная особенность – это низкая теплопроводность, такие устройства применяют в работе без подачи СОЖ. Как правило, это чистовая шлифовка и доводка.
Еще одни параметры, влияющие на характеристики рабочих качеств прибора, — вид алмазного слоя и его ширина. Абразив наносится на периферийную или торцевую часть алмазного круга. Именно геометрия влияет на величину абразива и стоимость модели. Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.
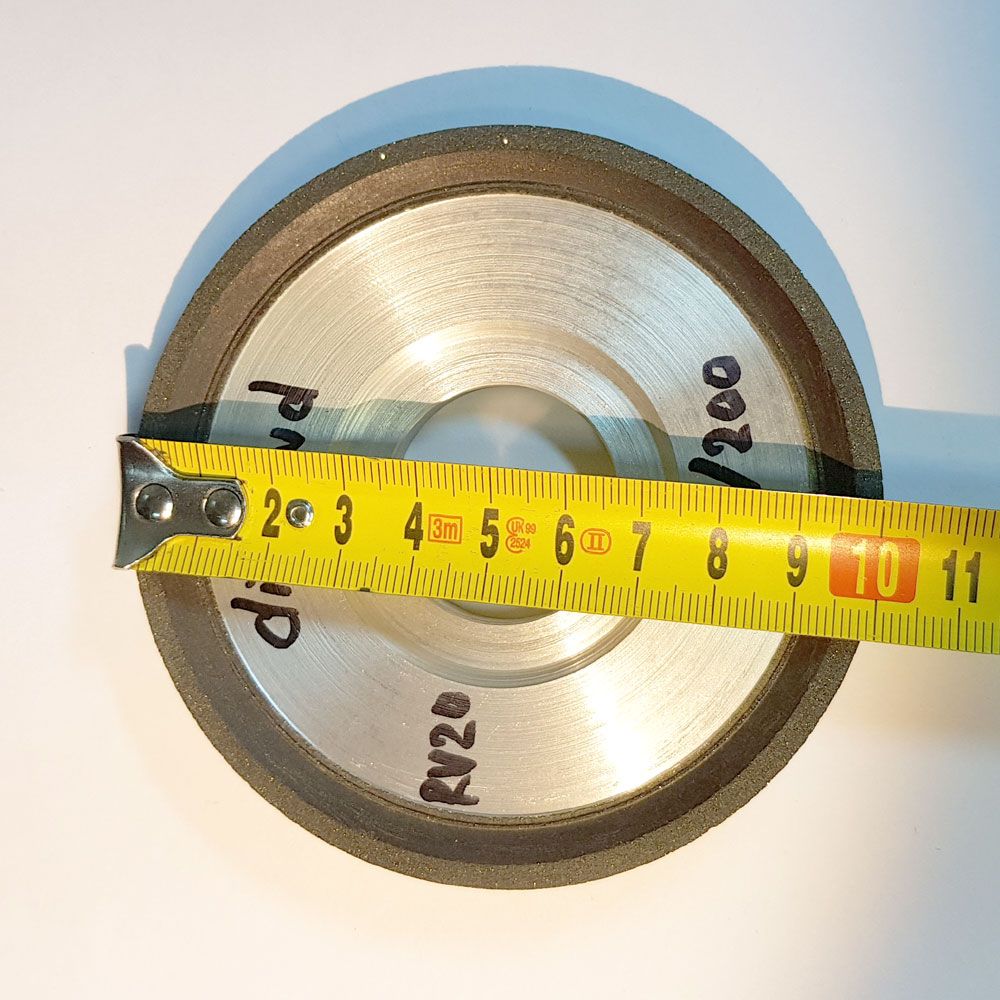
Алмазы на наждак могут быть размером 125 мм. Маркировка 150х10х3х32 означает диск с диаметром 150 мм, шириной 10 мм, при этом высота – 3 мм и размер посадочного отверстия — 32 мм. Такой же подход требуется для расшифровки характеристик шлифовальных алмазов 150х20х5х42х32; 150х20х3х40х32.
Сфера применения и конструкция
Одной из основных проблем абразивных шлифовальных кругов является «засаливание» поверхности – снижение абразивных качеств из-за загрязнения и частичного разрушения зерен. Применение шарошек позволяет снять верхний загрязненный слой, восстановить геометрию и абразивные свойства круга.
Конструктивно шарошка представляет собой круглый диск с зубьями и отверстием посередине насаженный на ось. Зубья изготовлены из износостойкой стали подвергнутой термообработке. Главными параметрами инструмента являются его толщина, наружный и внутренний диаметры которые. Размеры шарошек вместе с зернистостью круга, необходимо учитывать при подборе.
В зависимости от формы зуба существуют следующие виды шарошек:
- Острозубые – применяются исключительно для работы с мелкозернистыми абразивными кругами.
- Тупозубые – используются для работы со средне- и крупнозернистыми кругами.
Конструктивная особенность
Сами режущие элементы готовятся методом холодного давления на прессах, из смеси алмазного порошка/кристаллов и субстанции для связки. Для каждого типа сегмента готовят отдельные пресс-формы. Формулы или состав связующего компонента разработаны под пользовательскую потребность. Алмазный круг для точила не будет эффективно точить резцы из КНБ.
Соединение режущей кромки с основой диска можно выполнить двумя методами:
- Крепление абразива или его сегментов к стальной основе производят в прессах при высоких показателях температур и давления, в соответствии с технологической картой. В качестве связки чаще используют серебряный припой. Метод пайки одинаков для изготовления дисков с сегментированной кромкой и сплошной.
- Сварка лазером основы и абразива на молекулярном уровне. Годится только для сегментированного инструмента. Считается более надежным.
Во время этого механического процесса происходит освобождение кристаллов диаманда, придание инструменту заявленных физико-технических и качественных характеристик.
В зависимости от материала связки, круги применяют соответственно специфике затачиваемого инструмента и его назначению:
- органическая — для шлифовки пластин и болванок из твердых сплавов;
- керамическая — чистовая доводка режущего инструмента;
- металлическая — резка, заточка, правка.
2 Обозначение и правка инструмента – открываем секреты
Полная маркировка шлифовальных кругов содержит ряд цифр. Специалисту они могут рассказать абсолютно все о том или ином алмазном инструменте. Например, если мы видим маркировку 12А245 150*40*10*3*32 125/100, можно понять, что перед нами чашечный диск сечением 150 мм и глубиной 40 мм. Также приведенные цифры указывают на ширину алмазоносного слоя (в данном случае она равняется 10 мм) и его толщину (3 мм). Число 32 – это величина посадки круга, а обозначение 125/100 – показатель его зернистости.
При длительной эксплуатации алмазных дисков наблюдается заглаживание, истирание и обламывание их зерен. Это становится причиной нарушения геометрии инструмента и его неравномерной выработки. В ситуациях, когда износ обусловливается исключительно выкрашиванием зерен диска, проблем не возникает. Круги обладают свойством самозатачивания. На смену старым зернам приходят новые. Такое свойство характерно для мягких и гибких (о них мы поговорим более подробно ниже) алмазных дисков.
А вот в остальных случаях приходится либо менять абразивный инструмент, либо восстанавливать его форму и рабочие возможности. Последняя операция называется правкой дисков. В промышленности она выполняется разными способами – тангенциальным точением, обтачиванием, накатыванием, шлифованием, обкаткой. Правка производится с помощью безалмазных или алмазных приспособлений.
 Инструмент для правки алмазных дисков
Инструмент для правки алмазных дисков
Разновидности алмазных карандашей
Перечень видов и типов производимых инструментов для правки кругов регламентируется государственным стандартом. Карандаш алмазный ГОСТ 607–80 представляет собой цилиндр длиной от 40 мм до 80 мм и диаметром от 8 мм до 10 мм, изготовленный из качественной, инструментальной стали.
Основным отличием, по которому происходит классификация, является расположение кристаллов на рабочей поверхности.
- Расположение в цепочку, друг за другом (Ц).
- Расположение слоями . В данном случае слои могут пересекаться друг с другом или не перекрывать.
- Неориентированное расположение (Н), хаотичное.
Для закрепления кристаллов между собой и в определенном порядке используется специальный материал, который обладает идентичным тепловым расширением, равным алмазам. Это позволяет исключить дополнительную деформацию камней.
Расположение в цепочку
Такое расположение алмазов характерно при использовании кристаллов природного происхождения. Применяются при выравнивании поверхности кругов средней твердости. Первые цифры изделия 3908 не указаны.
| Обозначение | Маркировка, Ц | Вес алмазов, караты |
| -0051 | 1 | 0,03−0,05 |
| -0052 | 2 | 0,05−0,1 |
| -0053 | 3 | 0,11−0,2 |
| -0054 | 4 | 0,21−0,5 |
| -0055 | — | 0,31−0,5 |
Расположение слоями
 Слоями располагают природные и искусственные алмазы. Карандашами из таблицы 2 правят высокотвердые круги, поэтому используются природные кристаллы. Карандашами из таблицы 3 правят круги, имеющие диаметр до 600 мм и умеренной твердости, поэтому применяются искусственные кристаллы.
Слоями располагают природные и искусственные алмазы. Карандашами из таблицы 2 правят высокотвердые круги, поэтому используются природные кристаллы. Карандашами из таблицы 3 правят круги, имеющие диаметр до 600 мм и умеренной твердости, поэтому применяются искусственные кристаллы.
| Обозначение | Маркировка, С | Масса алмазов, караты |
| -0081 | 1 | 0,017−0,025 |
| -0082 | 2 | 0,05−0,1 |
| -0083 | 3 | 0,11−0,2 |
| -0084 | 4 | 0,11−0,2 |
| -0085 | 5 | 0,11−0.2 |
| Обозначение | Маркировка | Вес кристаллов, караты |
| 3908−0086 | — | 1 |
| 3908−0087 | — | 1 |
| 3908−0088 | — | 1 |
Размеры кристаллов не превышают 2 мм.
Неориентированное расположение
Такое расположение позволяет получить на шлифовальных кругах идеальную плоскость, благодаря которой обеспечивается высший класс чистоты.
| Обозначение | Маркировка, Н | Масса кристаллов, караты |
| -0059 | 1 | 1 |
| -0060 | 2 | 1 |
| -0061 | 3 | 1 |
| -0062 | 4 | 1 |
| -0063 | 5 | 1 |
| -0064 | 6 | 1 |
| -0066 | — | 1 |
| -0067 | — | 1 |
| -0069 | — | 2 |
Неориентированное расположение позволяет использовать камни мелкого размера, который составляет от 63 до 1 тыс. мкм.
Типы алмазных дисков для заточки
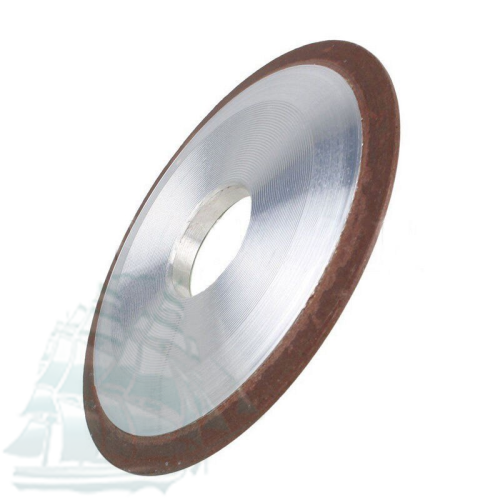
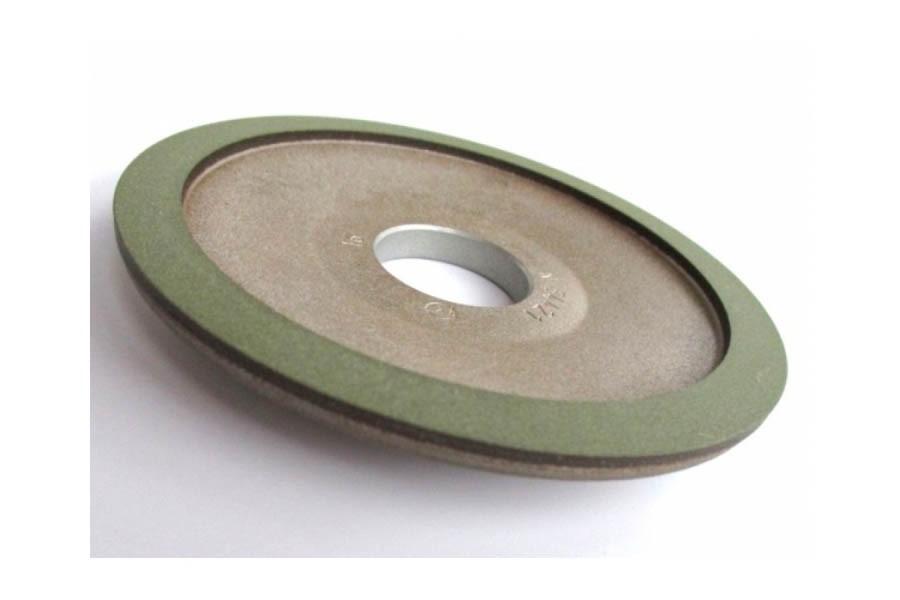
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
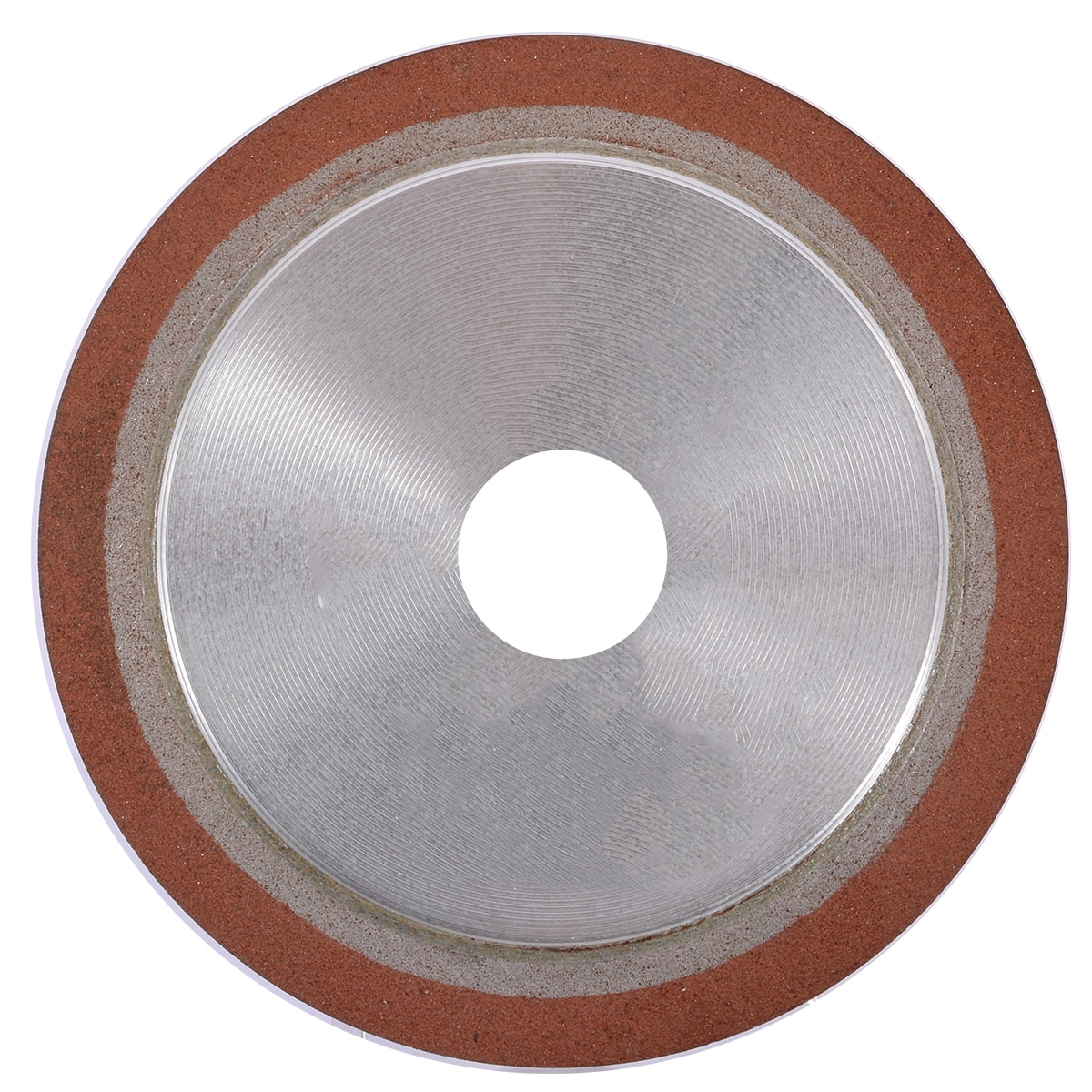
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Это интересно: Аэрограф для моделизма — какой лучше выбрать моделисту
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.








Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Не пропустите: Бормашина для резьбы по дереву:как выбрать гравер и фрезы, техника выполнения резьбы, видео
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак.Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
- тарелка;
- чашка;
- профиль;
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила
Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
https://youtube.com/watch?v=q-YOP-F7jt8
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
Признак правильной обработки детали – она должна иметь выпуклую кромку.
Следует избегать любых излишних неровностей – они могут испортить резец.
Необходимо постоянно отслеживать углы заточки.
Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
Если увеличить частоту вращения круга, то увеличится производительность процесса
Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
Важно не только правильно расположить резец, но и правильно установить круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
Не стоит пренебрегать требованиями техники безопасности.
Таким образом, в данной статье был рассмотрен один из специализированных способов заточки резцов, связанный с применением алмазного круга. Теперь вам известны основные нюансы, касающиеся технической, организационной стороны процесса указанного метода заточки, а также основные правила техники безопасности, которые должны соблюдаться в рамках этой процедуры.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Для чего предназначены алмазные круги по металлу
Алмазные шлифовальные круги — один из видов алмазного инструмента. Этими приспособлениями оснащают станки и электрооборудование. Для ручных операций алмазные круги используют редко.

Основные сферы применения этих приспособлений — станкостроение и машиностроение. К более узкоспециализированным областям использования относятся:
- медицина;
- приборостроение;
- производство фарфоровых, стеклянных и хрустальных изделий;
- стоматология (протезирование зубов).
Алмазными кругами по металлу выполняют следующие основные операции.
- Заточка деталей и инструментов (резцов, скальпелей, ножей и т. д.).
- Хонингование.
- Доводка.
- Шлифование.
- Полировка.
- Обдирка.
- Черновая отделка.
Чаще всего алмазные круги применяют для обработки заготовок и изделий из:
- твердых сплавов и иных труднообрабатываемых материалов;
- стекла;
- керамики.
Кроме этого алмазными кругами обрабатывают полудрагоценные, поделочные и драгоценные камни.
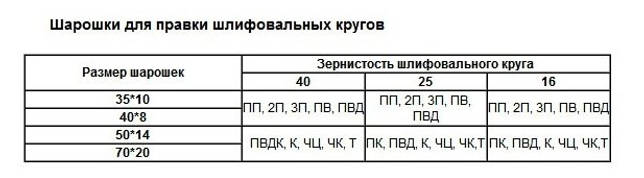
Правка абразивного круга обкатыванием
Скалывание затупившихся зерен и удаление опилок при обкатывании осуществляется инструментами круглой формы. Для выравнивания абразивных кругов используются прочные материалы:
- стальные круги с закаленным покрытием;
- ролики из твердых сплавов;
- шарошки;
- карбидокремниевые диски.
Шарошки для правки абразивных дисков применяются чаще всего, что связано с высоким качеством выполняемой работы и несущественным расходом материалов. Рабочая поверхность звездочек выполнена из износостойких сплавов. Во время контакта с вращающимся диском шарошки тоже начинают вращаться. Их зубья скользят по покрытию круга, за счет чего происходит удаление верхнего затертого слоя абразива и выравнивание профиля рабочего инструмента.
Правка обкатыванием может выполняться с помощью 5 и более шарошек, закрепленных на неподвижном основании. За счет этого обтачивание абразивных материалов можно осуществлять при помощи шлифмашинок. Единственным недостатком данного способа является недостаточная точность обработки и избыточное пылеобразование.
К преимуществам метода обкатывания кругов можно отнести отсутствие областей с заглаженной поверхностью. Если абразивный круг планируется использоваться для обдирочных работ, правка с помощью шарошек станет самым оптимальным вариантом.
Лучшие фибровые абразивные и шлифовальные круги
Bosch K24 180 мм

Новинка подходит для обслуживания автомобилей дома и на СТО. Оснастка получила циркониевый корунд повышенной чистоты. Роль связующего вещества выполняет состав из синтетических смол и вулканизированного волокна. Подходит для чистового и чернового шлифования, обдирки, зачистки, удаления ржавчины и следов коррозии со стали и чугуна.



Bosch K24 180 мм
Достоинства:
- для зажима на резиновой опорной тарелке;
- бережно очищает;
- высокая производительность.
Недостатки:
- не стандартный диаметр (180 мм);
- не распространен на прилавках.
KLINGSPOR 250259
Тем, кто не привык переплачивать, но предпочитает качественный товар, следует обратить внимание на данную модель от компании KLINGSPOR. Немецкое качество никого не оставит равнодушным
Новинка получила бумажную основу. Допускаются работы с нержавеющей сталью и алюминием. Связующим веществом стали синтетические смолы. Круг не перегревается и препятствует потускнению обрабатываемого материала.
KLINGSPOR 250259
Достоинства:
- самозатачиваемое зерно продлевает срок службы;
- максимальное количество оборотов в минуту 12200;
- бережное отношение к отделываемой плоскости и изделию;
- циркониевый корунд служит абразивом;
- доступная цена.
Недостатки:
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
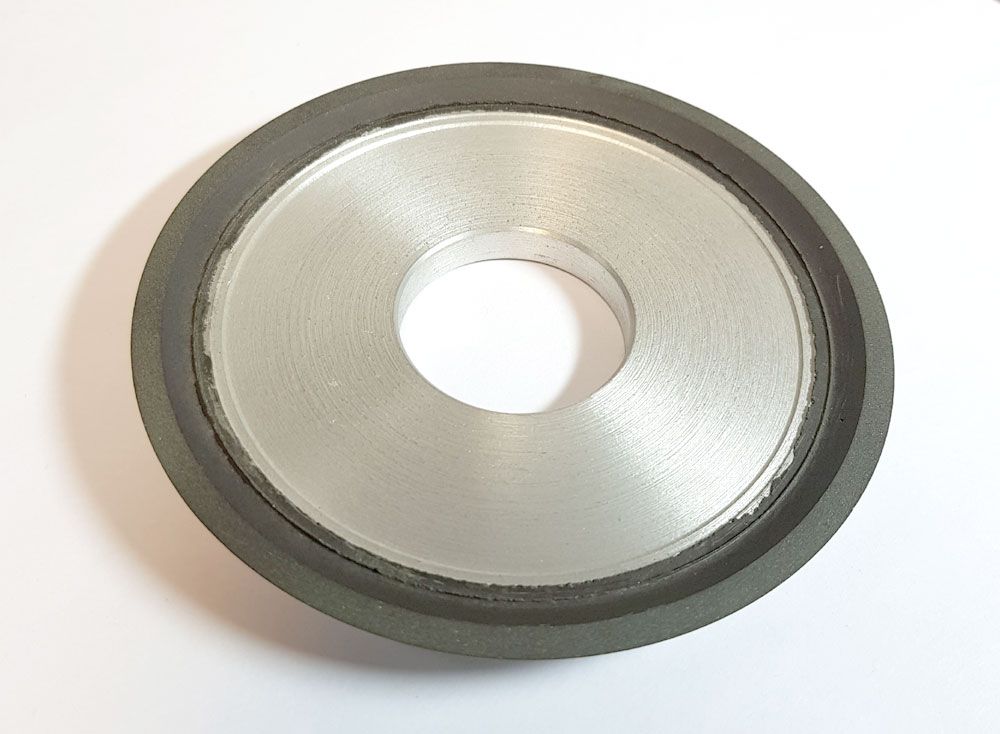
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Читать также: Проверка полевых транзисторов без выпаивания
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.

Изготовление алмазных кругов для заточки
Технология производства подобного инструмента требует использования частиц искусственных материалов, которые подвергаются обработке на специальном прессовочном оборудовании в формах, содержащих помимо основного сырья и связующее вещество. Резка твердых материалов можно выполняться с применением алмазных сегментов различных марок, причем конкретный их выбор определяется размером алмазных частиц, которые были использованы при их производстве, а также типом связующего вещества и качеством и процентом содержания искусственных алмазов.
Готовые сегменты должны быть зафиксированы на металлическом корпусе. Это делается при помощи двух методов:
- лазерная сварка;
- серебряная пайка.
Первый метод используется для инструмента, предназначенного для сухой резки, а второй — для мокрой. Учитывая, что серебро плавится при температуре примерно 700 градусов, к подобному методу крепления прибегают при изготовлении высококачественных алмазных кругов. На этом этапе создается качественный алмазный диск, который пока лишён режущей способности.
Подготовка алмазного круга для заточки к выполнению с его помощью тех задач, для которых он создавался, требует стачивания его сегментов. Для этого используют керамическое точило, а сама операция выполняется до тех пор, пока не начнут просматриваться кусочки алмазов. Именно в этот момент алмазные отрезные круги и превращаются в режущий инструмент. Причем на их корпусе обязательно должна присутствовать стрелка, наносимая производителем, которая показывает правильное направление вращения. Об этом обязательно необходимо помнить, когда наступит момент для установки диска на валу резочного оборудования.
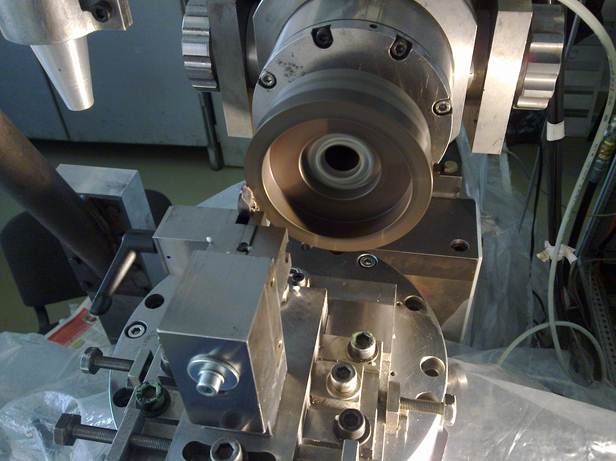
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.
Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.






- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
Обкатывание и шлифование
Любые методы правки шлифовальных кругов заключаются в механической обработке внешней поверхности для удаления неровностей и обточки шлифовальных зерен. Обкатывание осуществляется при помощи стальных кругов, роликов или шарошек. Шлифовальные устройства закрепляются в оправе или на оси, после чего следует механическая обработка диска. Минусом такого метода является низкая точность и пыль, которая образуется из-за прямого контакта абразивов.
Шлифовка диска для восстановления формы и зернистости – это самый простой метод обработки, который можно провести в домашних условиях. Для механической шлифовки понадобится специальный инструмент и алмазные или эльборовые круги. Процесс восстановления поверхности заключается в том, что шлифовальный инструмент проходит по всей поверхности диска, удаляя загрязнения, неровности и восстанавливая фракционное покрытие.
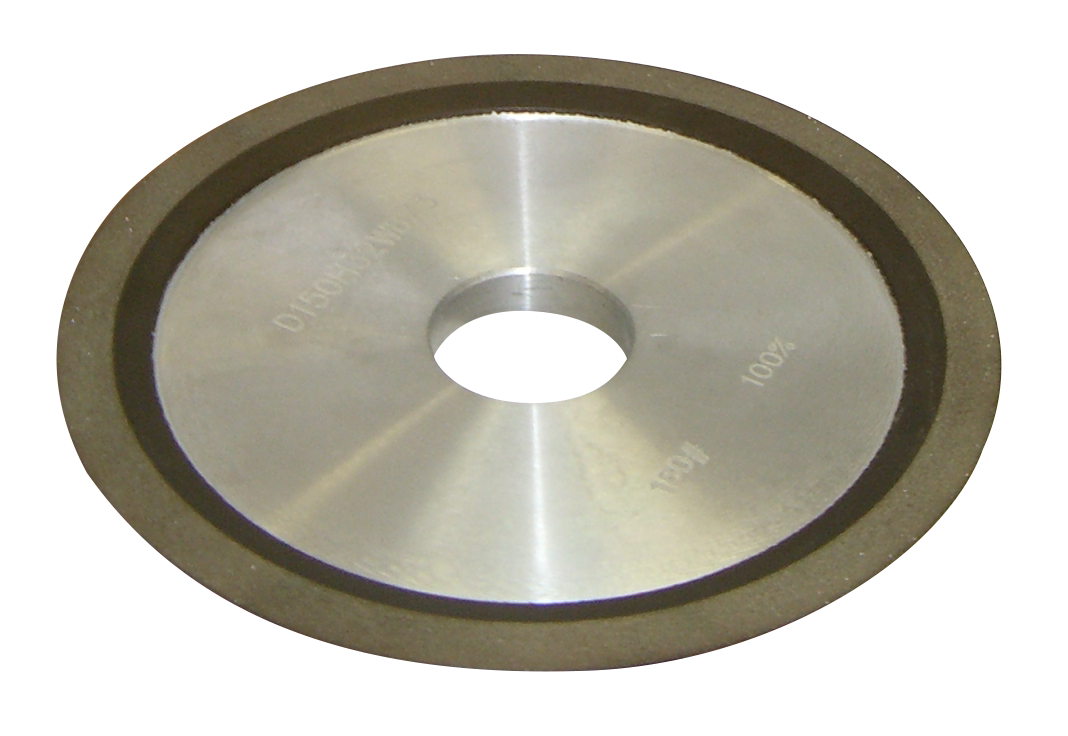
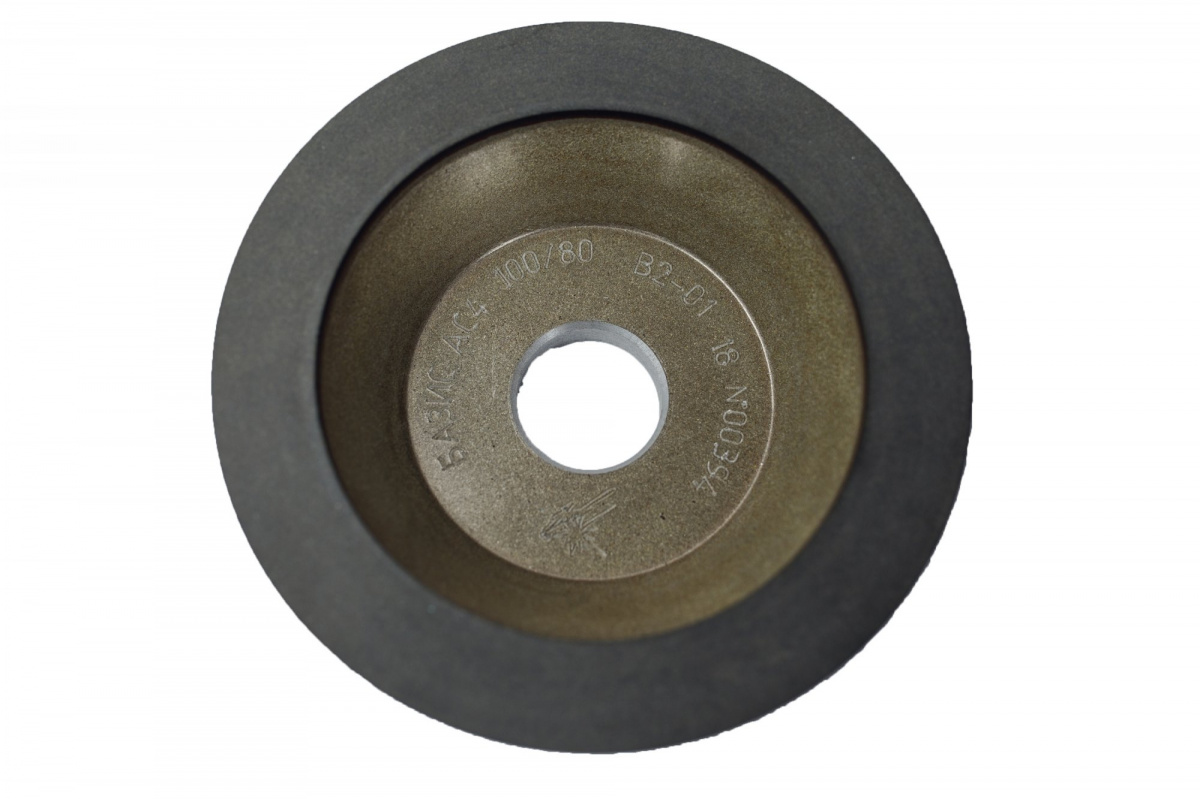
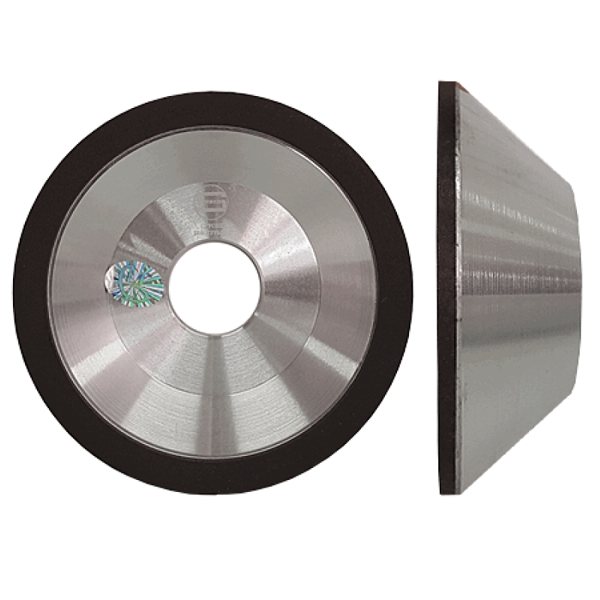
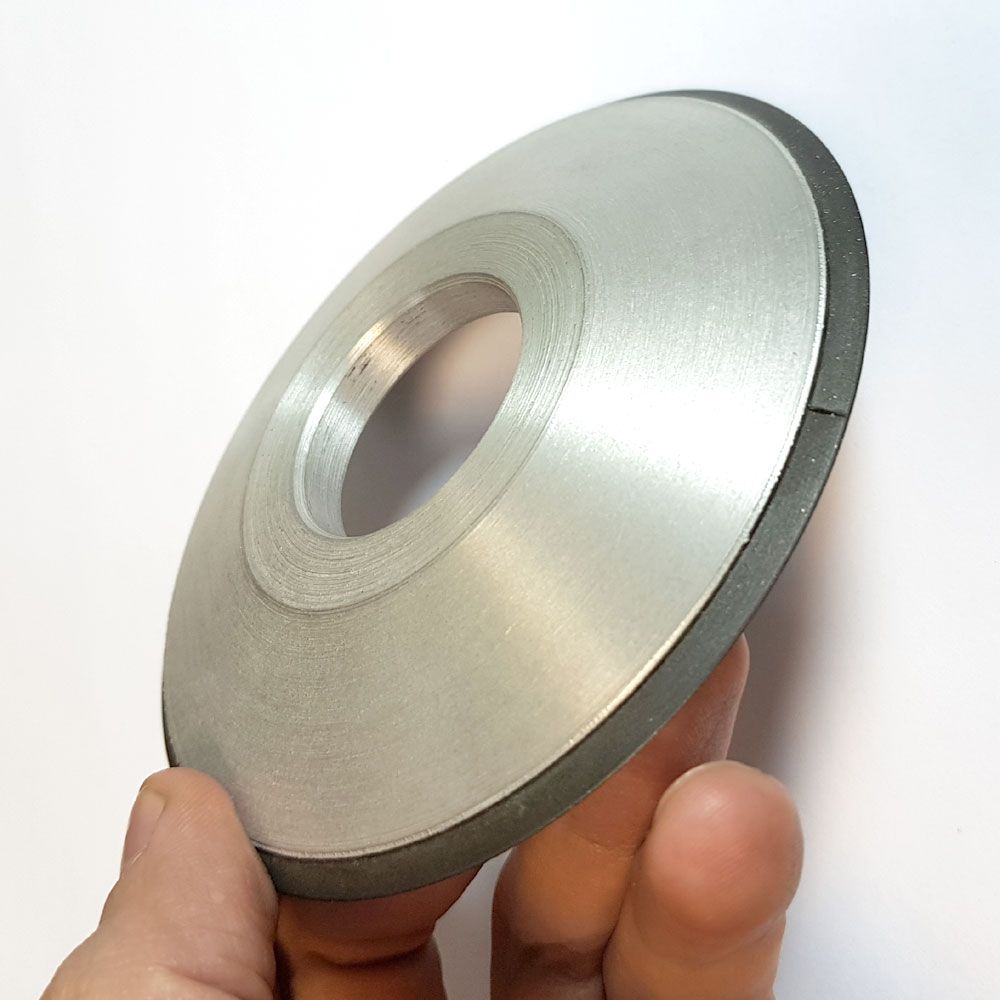
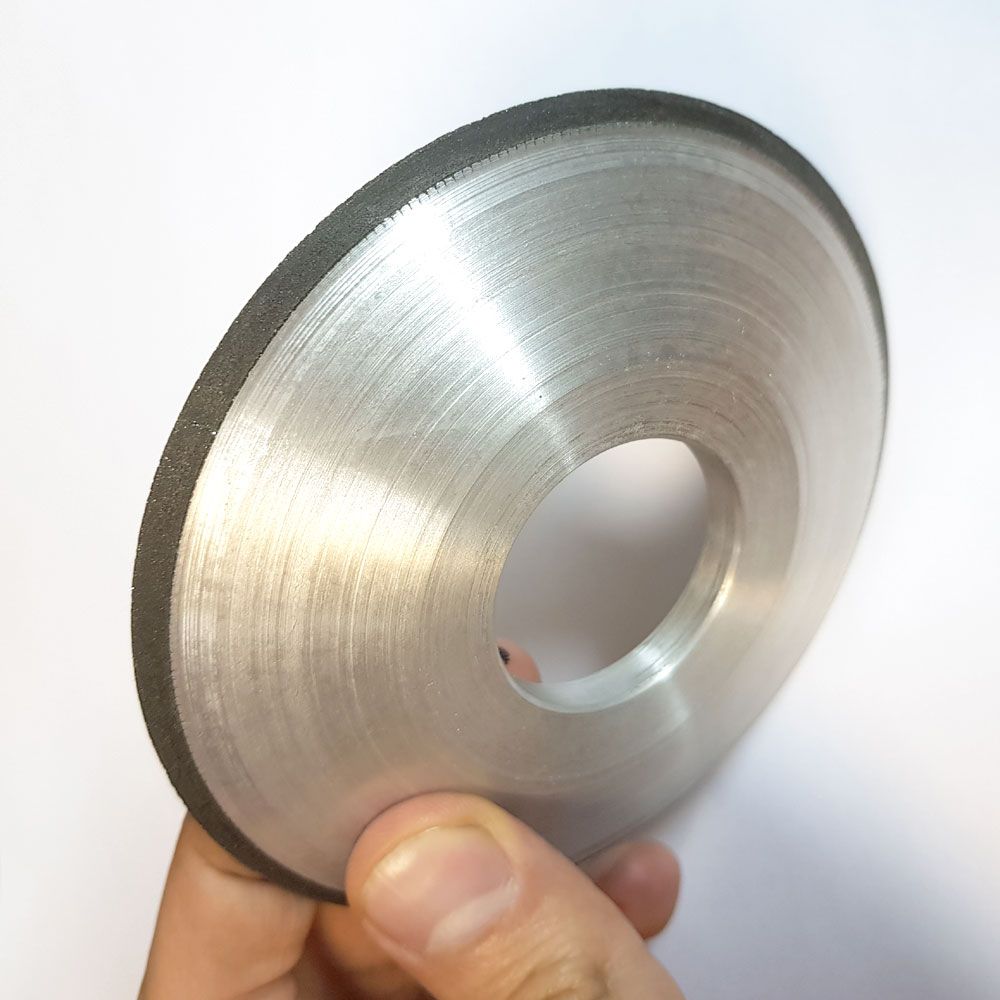
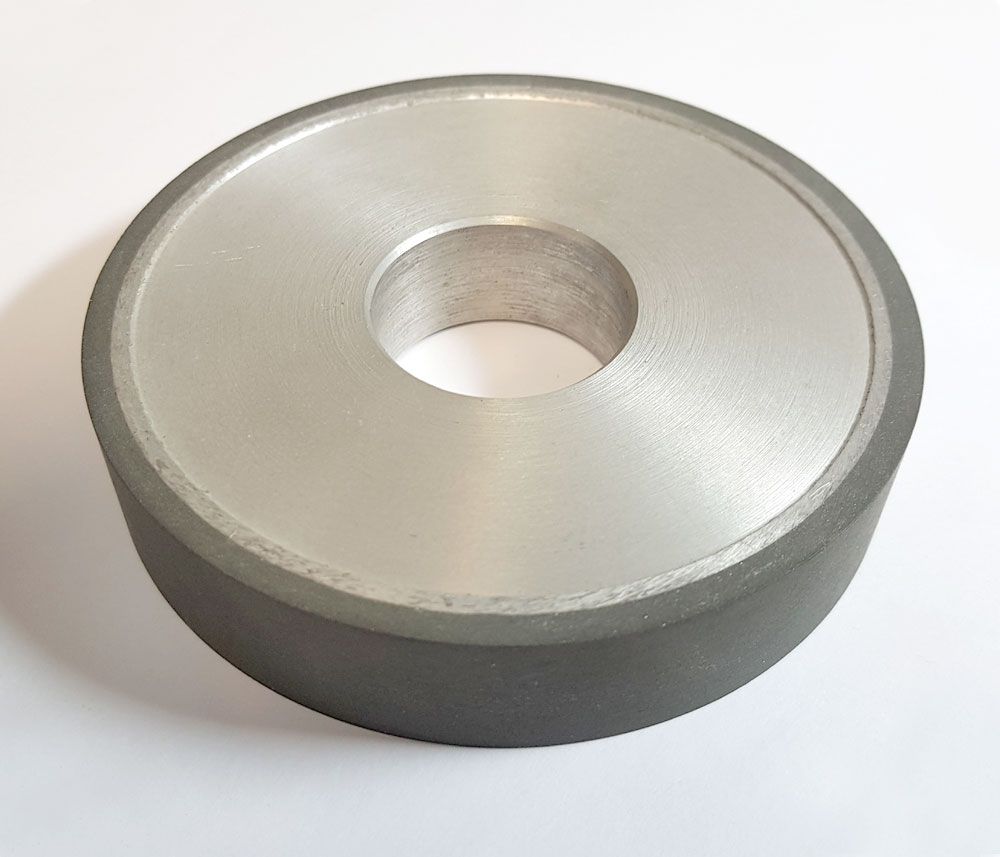
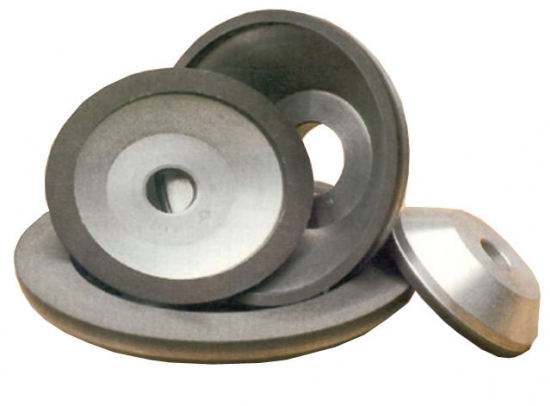
Конструкция шлифовальных алмазных кругов
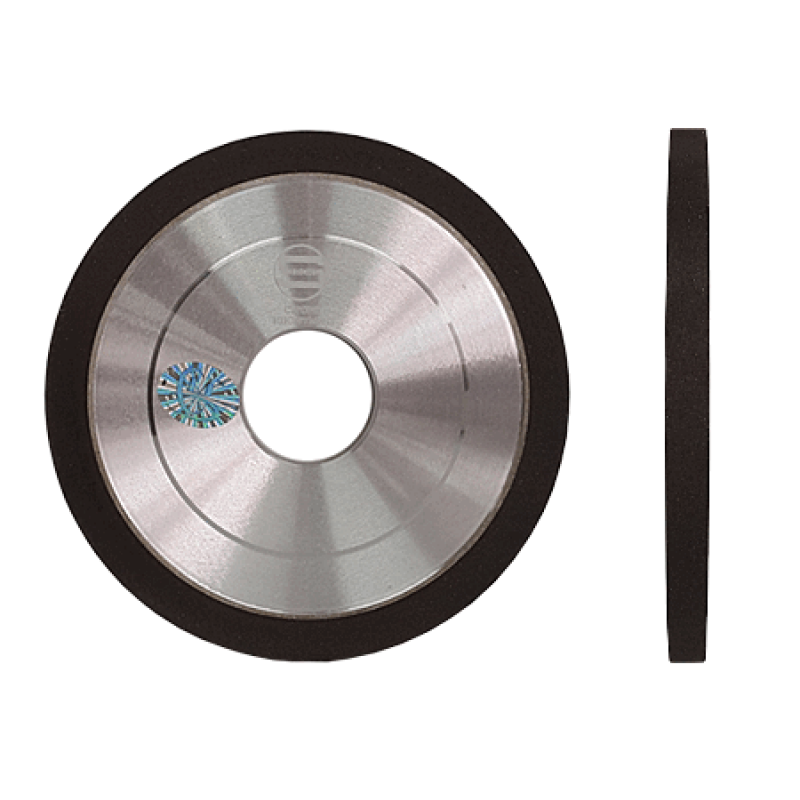
Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.
Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации.
Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».
Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
Диски для заточки инструмента и обдирочные насадки для болгарки
Среди этого типа приспособлений в целях расширения функциональных возможностей болгарки значительно выделяются три вида – витые шарошки, абразивные заточные диски и алмазные обдирочные.
Витые шарошки используют для обдирки металлических и каменных поверхностей – если речь идет о снятии старой краски или капитально засохшего цементного раствора, то лучшего сменного инструмента вряд ли можно найти. Его изготавливают в виде стальных чашечек, по периметру которых устанавливают проволочные щетки. Размер проволоки может быть разным – в зависимости от грубости обработки шарошка может быть снабжена как толстой, так и тонкой проволокой.
Обдирочные насадки для болгарки фото
Абразивные заточные диски. Такие насадки предназначены для грубой обработки металла – с их помощью зачищают сварные швы и затачивают всевозможный режущий инструмент. Как правило, наибольшее распространение такие насадки получили на маленьких болгарках – это связано с удобством в пользовании. От отрезных кругов такую насадку можно отличить по толщине и форме – их внутренняя часть имеет углубление, что позволяет выполнять процесс затачивания плоской частью круга, а толщина не может быть меньше 5мм.
Заточные диски для болгарки фото
Алмазные обдирочные диски. В принципе, они в чем-то схожи с абразивными заточными. Только в отличие от них, обработка алмазным инструментом этого типа может выполняться только периферией диска, на которой размещены режущие грани. В противовес своему заточному собрату обдирочный алмаз не предназначен для работы с металлами, его конек – это обдирка бетонных, каменных и тому подобных материалов. Если речь идет о снятии небольшого участка цементной стяжки, то придумать что-либо лучше, чем этот алмаз, не получится.
Диски для болгарки фото
В общем, так или иначе, а диски для болгарки позволяют значительно увеличить функционал угловой шлифовальной машины. В современном строительстве и других сферах жизни найти какую-либо отрасль, где не используется болгарка, очень трудно – совместно с огромным количеством всевозможных насадок она является поистине универсальным инструментом.
Для высококачественной шлифовки металла мало приобрести углошлифовальную машинку (УШМ), следует еще правильно выбрать диск. Посредством разнообразных насадок для углошлифамашины можно разрезать, очищать и шлифовать металл и иные материалы. Среди многообразия кругов по металлу для УШМ сделать верный выбор бывает сложно даже специалисту. Сориентироваться в видах расходных материалов и принципах работы с ними позволит эта публикация.





