Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Конструктивная особенность
Сами режущие элементы готовятся методом холодного давления на прессах, из смеси алмазного порошка/кристаллов и субстанции для связки. Для каждого типа сегмента готовят отдельные пресс-формы. Формулы или состав связующего компонента разработаны под пользовательскую потребность. Алмазный круг для точила не будет эффективно точить резцы из КНБ.
Соединение режущей кромки с основой диска можно выполнить двумя методами:
Крепление абразива или его сегментов к стальной основе производят в прессах при высоких показателях температур и давления, в соответствии с технологической картой. В качестве связки чаще используют серебряный припой. Метод пайки одинаков для изготовления дисков с сегментированной кромкой и сплошной.
- Сварка лазером основы и абразива на молекулярном уровне. Годится только для сегментированного инструмента. Считается более надежным.
Во время этого механического процесса происходит освобождение кристаллов диаманда, придание инструменту заявленных физико-технических и качественных характеристик.
В зависимости от материала связки, круги применяют соответственно специфике затачиваемого инструмента и его назначению:
- органическая — для шлифовки пластин и болванок из твердых сплавов;
- керамическая — чистовая доводка режущего инструмента;
- металлическая — резка, заточка, правка.
Что и чем затачивать
Какие алмазные круги необходимы вам, как уже обозначалось, зависит от того, с каким материалом вам предстоит работать. Также, от материала зависит, каким способом будет производиться заточка, сухим или мокрым, то есть с использованием в виде охладителя воды. Самым популярным считается круг формы тарелки со средней зернистостью.
Лучший алмазный круг для заточки резцов токарных – тип круга чашка. Но, кроме самого круга, для качественной обработки резцов так же понадобится дополнительное приспособление в виде расточного станка. Такое оборудование может использоваться для многих нужд. На них можно затачивать, обрабатывать поверхности, придавать нужную форму торцам, проводить операции с резьбой.
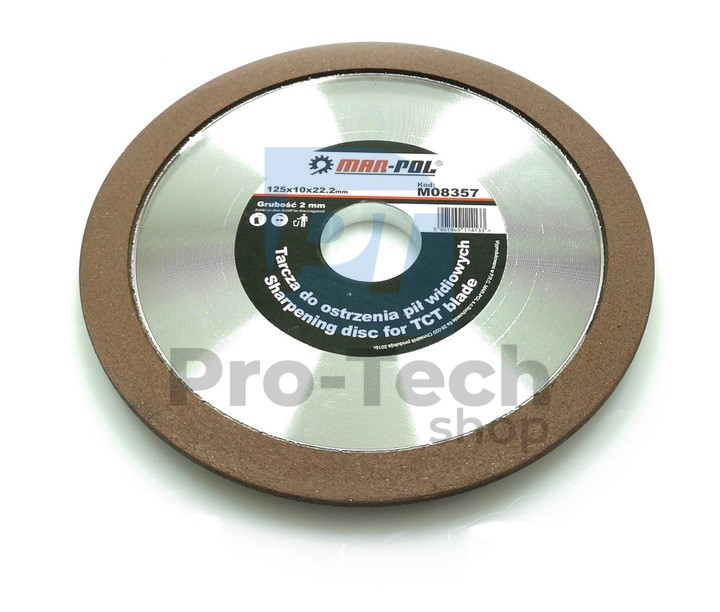
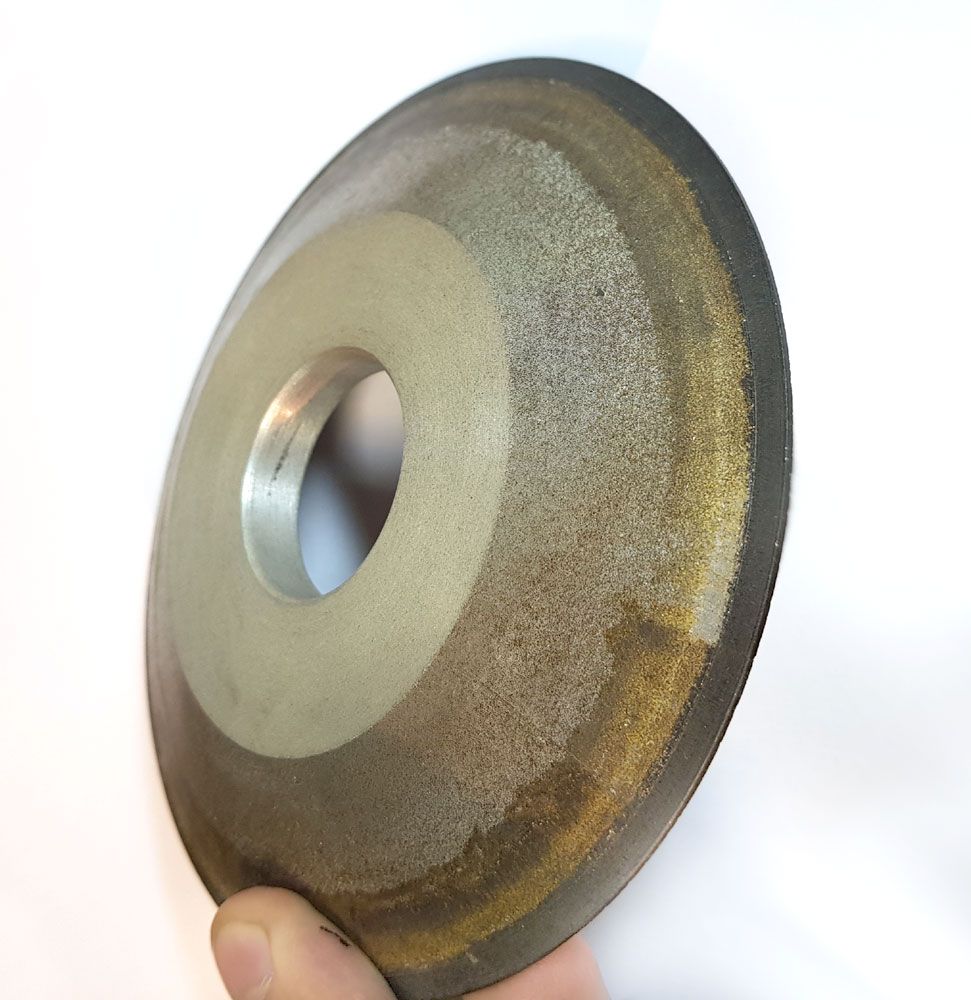
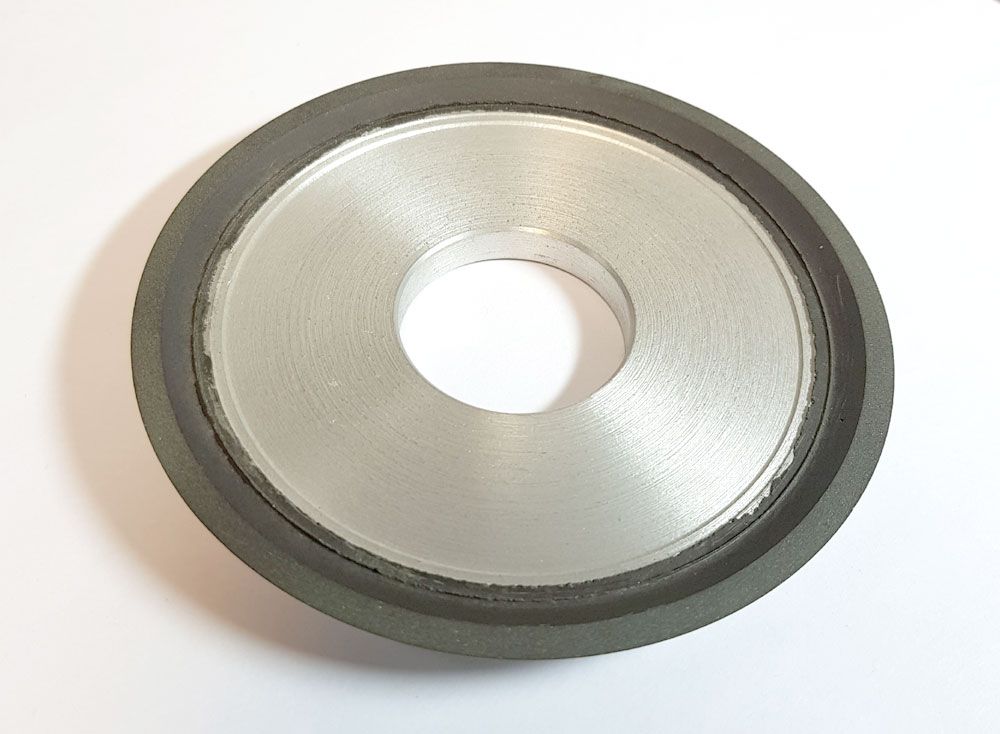
Неглубокая тарелка. Маркировка 12А220

По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм.В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
На что стоит обратить внимание при выборе алмазного диска
Алмазные круги, в свою очередь, также различаются по нескольким пунктам, на которые стоит обращать внимание при выборе нужного вам девайса. Отличаться круги могут шириной, толщиной и диаметром алмазного слоя, других аспектах
Заметим, что чем большую толщину и ширину будет иметь алмазный слой, тем дороже обойдется диск, но тем медленнее он будет поддаваться износу и затупляться.
Для того, чтоб правильно выбрать круг, стоит обращать внимание на информационную этикетку, которая расположена, зачастую, на внешней стороне диска. На ней можно отыскать информацию по всем пунктам характеристики девайса: размер, структуру, зернистость, максимально позволенную скорость, твердость, точность и другие
Можно выделить два основных отличия: тип круга и уровень его зернистости.

Принцип действия и классификация
Конструкция похожа на монтажную пилу со шлифовочным диском в подвесной головке, закреплённой на опорной раме, вместо отрезного.
Поворотные тиски фиксируют пильную часть, а каждый зубец последовательно обрабатывается подводимым точилом. Нужный угол самостоятельно выставляется оператором по шагу между звеньями. Как правило, толщина круга составляет 3.5 – 4.0 мм.








Чтобы максимально остро обработать каждое звено надо расположить диск перпендикулярно цепи. Продлить ресурс можно отдельной правкой каждого зубца.
Следует помнить, что станком также выравнивается полотно бензопилы. С этой целью выбирается наименьший зубец, под который подгоняются все остальные. При одинаковых размерах нагрузка на внутренний механизм снижается. Кроме того выравнивание предотвращает распад звеньев.
Характеристики и особенности алмазных кругов для заточки резцов
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
Твердосплавные напайки требующей заточки и новой пилы
Популярные цепи с победитовыми напайками
Несмотря на довольно узкую нишу покупателе, твердосплавные изделия находят своего клиента. Правда, ассортимент их не очень широк. Выпускать такие берутся лишь достаточно крупные производители с именем. Среди европейских брендов таковым является Stihl, его продукция, вероятно, самая известная, но и довольно дорогая. Американская фирма Oregon не отстаёт, так как делает полотна практически для любых размеров шин с нужным шагом и толщиной звена. Есть и довольно качественные фабричные «китайцы», например, цепи Сhampion. Цена их чуть пониже, как и качество, но всё же не опускается под определённую планку.
Неглубокая тарелка. Маркировка 12А220
По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Причины, вызывающие необходимость заточки цепи
Цепь имеет простую конструкцию из звеньев с зубьями. У них непростая геометрическая форма с двумя перпендикулярно расположенными резцами, которые выполняют:
- надрез распиливаемой поверхности;
- удаление стружки, а также обеспечение ширины пропила.
Материалом является сталь с нанесённым сверху хромовым покрытием.
Причины притупления зубьев:
- интенсивная эксплуатация бензопилы;
- попадание металлических предметов;
- неправильная эксплуатация;
- взаимодействие с твёрдыми породами.
Эксплуатация затупленного инструмента небезопасна. Время резки замедляется, расход бензина повышается, а усиление вибрации разрушает корпус.








Назначение и виды алмазных кругов (дисков)
Алмазный круг (виды и назначение) которого будут описаны ниже, востребован в различных сферах производства. Для эффективного выполнения работ диски подбираются под определенную операцию.
К основным видам относятся:
В свою очередь отрезные алмазные диски по железобетону, по камню и металлу подразделяются на:
- сегментированные — которые применяются для резки материала всухую. Пустоты меж сегментами диска, находящимися с краю круга, помогают охлаждать его. Рекомендуемая продолжительность непрерывной работы — не более полутора минут, а затем круг должен вращаться вхолостую секунд 30;
- сплошные — используемые для сухой и влажной резки природного и искусственного камня, керамики. Достоинством этого вида является высочайшая точность разреза. При охлаждении водой перерывы в работе не требуются;
- комбинированные — используемые и для сухой, и для влажной резки. По рабочим характеристикам несколько уступают специализированным кругам.
Читать также: Что можно сварить из железа
Алмазный круг (диск) для заточки заостряет рабочие кромки дисковых пил, резцов или сверл. Обычно его устанавливают на «болгарки», но иногда и в станки. Подразделяются заточные диски на бытовые и профессиональные. Последние характеризуются повышенной износостойкостью, а потому больше используются в промышленности.
Круг алмазный шлифовальный по бетону, камню и кирпичу находит применение для подгонки обрабатываемого материала под определенные формы и размеры, для придания ему необходимой гладкости.