
Расход газа при резке металла
Расход газа при резке металла
Расход газа к объемам резки зависит в первую очередь от выбранного метода проведения операции. Например, воздушно дуговая эффективная резка металла предполагает большее использование газа, нежели кислородно флюсовая металлическая резка. Также расход зависит от таких параметров:
- опытность сварщика, новичок затратит больший объем на метр, нежели мастер;
- целостность и технологические параметры используемого оборудования;
- марка металла, с которым предстоит работа, и его толщина;
- ширина и глубина выполняемого реза.
Ниже представлена таблица, если для резки металла используется пропан:
Популярные на рынке услуги
Если вам необходимо произвести резку металла, то самый простой способ – нанять мастера или специалиста, который окажет вам необходимые услуги. Ведь не у каждого дома в гараже стоит резак с двумя баллонами кислорода и нагревателя.
Более того, работать с таким оборудованием очень опасно без опыта! Если не умеете, то лучше и не браться за это дело – доверьте работу профессионалам!
К примеру, обычная листовая резка является самой дешевой. Трубная резка – стоит гораздо дороже, так как при такой работе используются дополнительные накладки!
А вот резка в глубину – дорогостоящее удовольствие, так как при этом используется дорогостоящее оборудование.
ВАЖНО ЗНАТЬ: Технология гидроабразивной резки металла
Более того, если выполняется такая работа «на выезде», то это будет стоить очень дорого. Автомобили, которые могут перевозить станции резочные, необходимо дополнительно переоборудовать.
Кислородная резка металла — видео:
Ну а газовая резка листового металла может выполняться даже обычным газовым паяльником. Если вы используете алюминий или медь, то его должно быть вполне достаточно для такой работы.
В некоторых случаях, можно воспользоваться газовой сваркой. Вот только вместо углекислого газа подается пропан, ацетилен или бутилен (не каждая газовая сварка поддерживает использование такого газа, будьте внимательными)!
Кстати, если вам необходимо выполнить не резку, а вырезание, то в некоторых случаях намного проще и дешевле будет использовать именно нож для резки металла, а не газовый резак. Более подробно по этому поводу вы можете узнать непосредственно у мастера, которому желаете доверить выполнение работы.
Сейчас многими предприятиями предлагается газовая резка металла с выездом.
Вот она, оценивается по следующим параметрам:
- металл, с которым необходимо будет работать;
- сложность выполнения работы;
- используемый резак.
Кстати, рекомендуется самостоятельно покупать баллоны с газом! Многие компании его продают по слишком завышенной стоимости (порядка 1000 рублей за баллон ацетилена, хотя его рыночная стоимость – порядка 400 рублей).
Также учитывается, сколько работа будет требовать времени. В среднем, час работы мастера оплачивается примерно в 300 рублей. Вот заранее можете и подсчитать, во сколько вам обойдутся услуги по резке металла!
Ну и напоследок следует рассказать о тех случаях, когда выполняется некачественная работа. Очень часто многие используют вместо ацетилена – его дешевый аналог пропан или пропилен. Или же пользуются более дешевыми резаками, чем были ими же заявленные.
У модели Р1-01 сдвоенное сопло с золотым креплением (золотистого цвета), а вот в Р2-01 – стальное крепление (имеет черный или медный оттенок).
Кстати, стоит резак Р1-01 не так уж и дорого, так что можете его даже приобрести! Средняя стоимость – в пределах 900-1000 рублей за штуку. Ну, конечно же, необходимо будет приобрести два баллона – с кислородом и нагревателем, ну и транспортный воз.
В среднем – весь комплект вам обойдется в 3000 рублей, не дороже. Его достаточно будет для 3 часов резки металла. Для домашних потребностей – это более, чем достаточно.
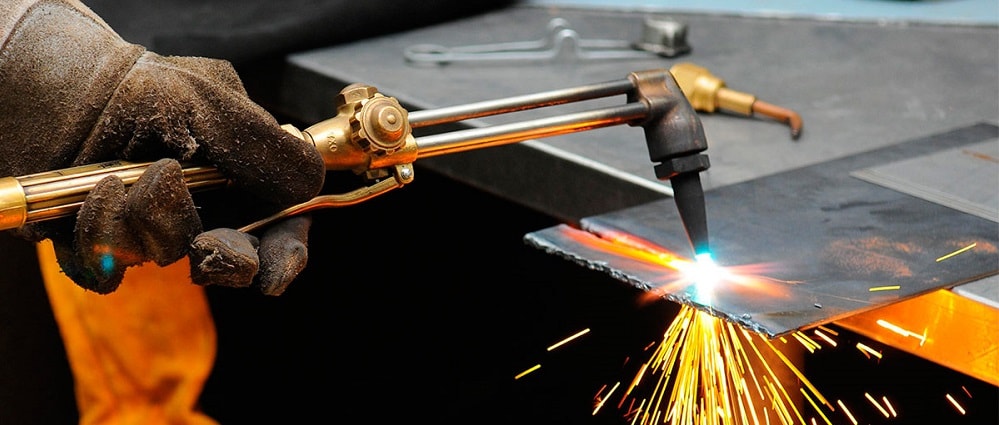
И при работе с газовым резаком, обязательно соблюдайте правила безопасности! А это – использование защитной маски, комбинезона и перчаток. Перчатки – обязательный элемент!
Использование резака
Перед тем как начать пользоваться аппаратом по металлу, устройство необходимо подготовить.
Во-первых, смотрим, правильно ли подсоединены газовые шланги (шланг для подачи кислорода подсоединяется к штуцеру с правой резьбой, а шланг для подачи горючего газа к штуцеру с левой резьбой).
Во-вторых, подтягиваем все соединения и проверяем, насколько они герметичны, чтобы избежать утечки смеси во время выполнения работы.
Желательно провести смазку резиновых сальниковых уплотнителей вентилей с помощью специальной смазки или глицерина. Только после этого можно поджигать резак и начинать резать металл.
Последовательность чрезвычайно простая:
- открываем сначала вентиль с кислородом, потом вентиль с газом;
- поджигаем выходящую из устройства выпуска горючую смесь;
- регулируем струю пламени до необходимого размера и интенсивности с помощью вентилей;
- нагреваем металл, пока место нагрева не станет соломенного цвета;
- открываем вентиль с режущим кислородом и выполняем резку материала;
- завершив резку, перекрываем сначала газовый вентиль, затем кислородный;
- если наконечник сильно нагрелся, его можно опустить в холодную воду.
При работе следует быть чрезвычайно внимательными и не допускать ошибок.
Если вы выполняете резку своими руками, обязательно наденьте специальные перчатки и защитную маску.
Одежда при этом должная быть из натуральных материалов, желательно не надевать синтетику и легковоспламеняющиеся материалы при работе с огнем.
Следует производить резку металла только на специально подготовленной обезжиренной поверхности.
Если кислород вступит в контакт даже с небольшим количеством масла, то процент возникновения взрыва крайне высок.
Поэтому ни в коем случае нельзя касаться баллона масляными руками! Курить во время работы в помещении также строжайше запрещено!
Не стоит паниковать, если во время работы у вас слетел или порвался шланг, подающий газ (так как газ идет под давление, такое иногда случается).
Видео:
Те, кто сталкивается с этим впервые, в большинстве случаев пугаются громкого звука, возникающего в этот момент.
В этом случае следует максимально быстро перекрыть сначала пропан, а потом кислород.
После использования газовый резак следует хранить в специально отведенном месте, исключающем попадание масла и жира.
Редукторы при этом хранятся отдельно, а резак и сварочную горелку можно класть вместе.
Настройка газового резака
Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.









- продувать кислородом рукав для пропана;
- менять рукава между собой.
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий — на баллон с кислородом;
- красный — на баллон с пропаном.
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Читать также: Динамометрический ключ таблица усилий
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
Принципы миниатюризации автогена
Одним из недостатков автогенной сварки является громоздкость стандартного оборудования. В настоящее время предлагаются мини-аппараты, позволяющие переносить весь сварочный комплект вручную. Громоздкость конструкции практически полностью вызывают источники газа. Баллоны и генератор ацетилена имеют достаточно большие габариты и массу, что требует транспортных средств. Современный мини-автоген можно переносить в виде небольшого ручного инструмента, уложенного в чемоданчик. Источниками газа в таких аппаратах служат небольшие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
Сделать автоген, обладающий собственным источником газа и небольшой упрощенной горелкой, можно своими руками. Такой портативный аппарат может содержать самодельный генератор водорода (по принципу электролиза), что позволит достаточно длительное время обеспечивать питание газовой сварки без замены баллонов.
Как сделать автоген в домашних условиях
В первую очередь следует рассказать о строение данного аппарата. Две специальные платы соединяются при помощи 4 шпилек. Между этими платами устанавливают батарею, состоящую из пластин-электродов, которые изготовляются из стали и разделяются специальными кольцами из резины.
Внутрь батареи закачивают раствор гидроксида натрия. Электролиз воды, который провоцируется постоянным напряжением, способствует выделению водорода и кислорода, что и позволяет осуществлять работы по резке металла.
Когда газ, который проходит через специальную смесь воды и ацетона, получает необходимые для возгорания кондиции, его подают на форсунку (например, медицинская игла). Температура горения такого газа при выходе с этой форсунки составляет не менее 1800 градусов по Цельсию. Вот список всех деталей мини-автогена, созданного своими руками:
- Форсунка.
- Трубка барботажного типа.
- Основа.
- Трубка из полихлорвинила.
- Патрубок.
- Шайба.
- Основа водяного затвора.
- Клеммы.
- Короткий патрубок (3 шт.).
- Резиновое кольцо.
- Две платы (правая и левая).
- Болтовая пробка.
- Гайки и шпильки (М8, по 4 штуки).
Заизолировать пластины можно при помощи резины, которая должна быть кислото- и маслобензостойкой. В батарее автогена должно находиться 9 пластин, а шпильки следует также заизолировать. Клеммы надо присоединить к первой, седьмой, восьмой и девятой пластинам.
Напряжение зарядного устройства, которое подключается через 8 пластин, должно составлять 17 V. Такие показатели и конструкция устройства обеспечат плавное прогревание металла и качественную его обработку.
Видео: газовая сварка своими руками.
С целью предохранения от распространения пламени, на газовых горелках устанавливают обыкновенный водяной затвор (чаще всего из пустых баллончиков для зажигалок). Специально для предотвращения смешивания составов водяного затвора и электролитов в составе горелки предусмотрена промежуточная емкость. Патрубки следует подбирать исключительно из меди, а их диаметр должен составлять от 4 до 6 мм.
Возможна ли деформация металла?
Резка газом предполагает термическое воздействие на материал, в результате этого деформационных изменений удается избежать не всегда. Деформация заключается в удлинении, укорочении или изгибе изделия. Вырезанная деталь может быть вывернута вовнутрь или наружу.
Существуют факторы, которые способствуют деформации металла:
 Схема процесса кислородной резки
Схема процесса кислородной резки
- неравномерный нагрев;
- высокая скорость движения пламени;
- резкое охлаждение места нагрева.
Необходимо исключить действие этих факторов, иначе придется исправлять полученный дефект. Есть несколько простых способов, которые позволяют вернуть заготовке правильную форму: использовать обжиг или отпуск, применить правку стали на вальцах.
Деформации можно избежать, если предварительно закрепить изделие и подогреть его, соблюдать скорость подачи газовой смеси, придерживаться правильной технологии резки
Важно последовательно выполнять все этапы, выбирать режим резки, исходя из толщины и типа материала. Нельзя начинать обработку с высоких скоростей подачи газовой смеси
При отсутствии большого опыта следует начинать работу с небольших заготовок, а не с вырезания изделий из цельных листов.
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
по принципу смешения кислорода с горючими газами:
безинжекторные; инжекторные;
по основному назначению:
для резки под водой; для резки толстого материала; для прорезания отверстий; универсальные;
по виду резки:
копьевые; кислородно-флюсовые; поверхностные; разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.









Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.

Безинжекторная модель газового резака, портативный газовый резак по металлу
Конструкция автогена
Современная конструкция автогена основана на взаимодействии составляющих деталей:
- наконечника,
- мундштуков,
- корпуса ствола с камерой для получения смеси газов,
- вентилями,
- штуцерами.
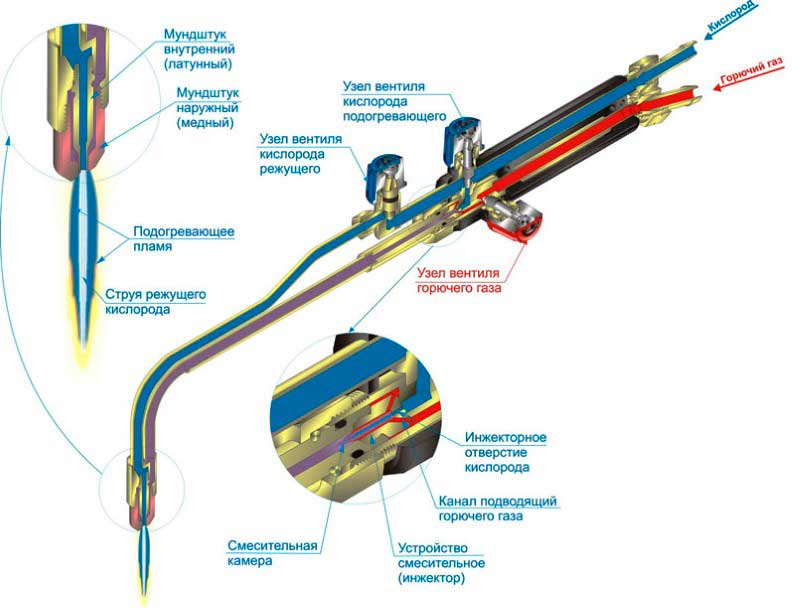
Снижение давления до требуемого уровня образуется внутри инжекторного ствола. Сюда поступает часть кислорода. Из ствола струя пламени выходит в полость внешнего мундштука. Другая часть кислорода поступает в канал внутреннего мундштука, формируя пламенную струю.
В смесительной камере устройства пары ацетилена или пропана соединяются с кислородными, образуя смесь для струи пламени. Она подается между мундштуками наконечника, который прикреплен к стволу обыкновенной гайкой.
Конструкции моделей разных брендов могут незначительно отличаться, но их принцип действия от этого практически не меняется. Дополнительные элементы конфигурации устройства повышают уровень безопасности во время работы, обеспечивают дополнительные удобства при эксплуатации. Несложные операции можно выполнять автогеном, собранным своими руками.

Как устроен автоген
Классическая основа аппарата состоит из набора:
- баллона с кислородом,
- баллона с горючим газом,
- манометра с редуктором,
- газопроводных шлангов,
- горелки (резака), которая может использоваться как для сварки низколегированной стали, так и для разрезания черных или цветных металлов.

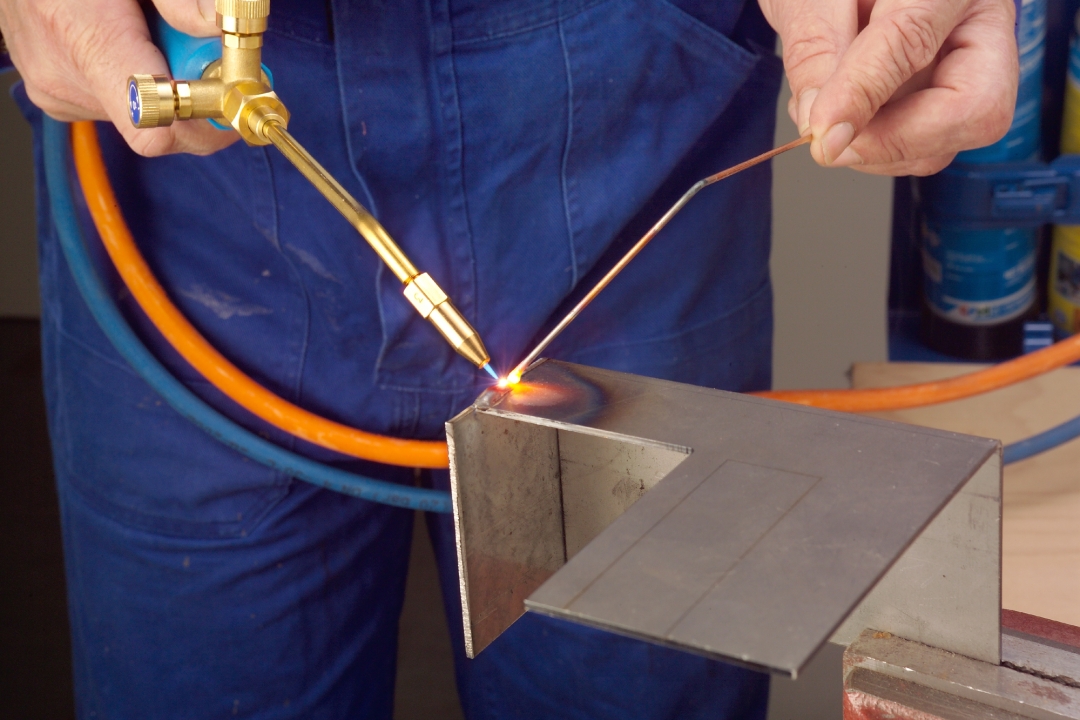
К резаку подведены шланги с кислородом и ацетиленом, вместо которого можно использовать пропан/бутан. Однако пропановый автоген рационально применять для разрезания металлических поверхностей, а процесс сварки с его помощью неэффективен, потому что температура струи пламени ниже, чем при использовании ацетилена.
При сварке деталей с тонкими стенками это незаметно, но при обработке труб и толстостенных деталей замедляет процесс.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски. Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики. На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности. Перед работой нужно запастись: линейкой, специальным карандашом, угольником и рулеткой; специальной зажигалкой, которая обычно есть в комплекте с оборудованием
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса. Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы. Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе. Пол в мастерской должен быть или бетонным, или земляным. Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление. Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз. Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени. Ручной газовый резак готов к работе, теперь собственно резка металла резаком. К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени. Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки. После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок. Охлаждение деталей проводится или с помощью воды, или естественным образом
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу. Сначала закручиваем вентиль кислорода
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода. Закручиваем вентили на баллонах. Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Подготовка к автогенной сварке
На этапе подготовки необходимо:
- Разгрузить оборудование с соблюдением правил техники безопасности.
- Осмотреть баллоны, шланги и соединительные муфты на предмет механических повреждений.
- Соединить рукава и проверить герметичность контуров (например, мыльной пеной). При обнаружении утечки устранить неисправность (например, поставить новую муфту или заменить треснувший шланг).
- При использовании инжекторного резака проверить корректность работы инструмента. Для теста подключить подачу кислорода (шланг для топлива не подсоединять) и открыть вентили газа и окислителя. На входе для подвода топлива должно образоваться разрежение, ощущаемое при прикладывании пальца. В противном случае резак неисправен.
Рекомендуем к прочтению Плюсы и минусы сварки лазером
Разновидности агрегатов
Если вы задумали сделать ремонт и выбираете прибор, то следующая информация вас обязательно заинтересует.
Разновидностей резаков довольно много. Все они имеют разное устройство и характеристики.
Изучим наиболее популярные из них:
Кислородный аппарат представляет собой эжекторную установку, в которой горящую струю формирует поступающий под давлением кислород. Кислородный автоген считается одним из самых бюджетных аппаратов и вполне подходит для резки своими руками; Керосиновый резак, как понятно из названия, работает при помощи паров керосина. Как правило, им пользуются при разрезании углеродистой стали толщиной не более 20 см. Для резки своими руками он почти не применяется, так как отличается сложным устройством и применяется в основном в промышленных работах (характеристики горелки позволяют использовать ее в угольной или горнодобывающей промышленности, под землей, в то время как пропановый или ацетиленовый резак там использовать нежелательно); Пропановый аппарат применяется при резке изделий, в состав которых входят цветные и черные металлы разного состава (наиболее часто пропановый автоген используют при резке чугуна – батарей или труб)
Профессионалы обращают внимание на безопасность и надежность, которые обеспечивает пропановый аппарат по сравнению с использованием других агрегатов. Поэтому, именно пропановый автоген наиболее часто используют при выполнении работ своими руками. Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены; Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину
На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом









Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены; Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину. На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом.
Но все же, наибольшей популярностью пользуются универсальные эжекторные аппараты. Универсальные автогены могут разрезать металл в любую сторону и под любым наклоном.
При этом они чрезвычайно удобны в эксплуатации и отличаются небольшим весом. Одной из последних разработок производителей считается газовый резак с пьезоподжигом.
Он чрезвычайно удобен для использования своими руками, так как такое устройство включается одним нажатием на кнопку.
Но и стоит такой автоген довольно дорого, поэтому если вам нужен аппарат на недолгий срок и для небольшого объема резки металла, то покупка такой горелки будет неуместной и расточительной. Гораздо лучше купить мини-резак.
Труборез
Это специальное устройство для резки труб из разных материалов. Различают ручные (механические) и электрические инструменты. Оба вида подходят для диаметров 15-360 мм.
Сначала на аппарат насаживается твердосплавный диск. У съемного элемента есть ряд преимуществ перед классическими абразивными. Например, увеличенная в 4 раза скорость реза, отсутствие искрения и необходимости добавления каких-либо веществ в зону резки. Поверх режущей кромки наносится алмазное напыление, продлевающее срок службы изделий. Примеры труборезов для чугунных труб — переносные изделия Exact Pipecut для диаметров менее 360 мм.
Увы, редко домашний трубопровод легко поддастся резке при помощи трубореза. К нему может быть осложнен доступ инструмента или место резки загнуто так, что устройством не захватить. Поэтому стоит рассмотреть другие варианты.





