
Для работы по дереву
Обработка деревянных заготовок не вызывает таких трудностей, как работа с металлом. С помощью фрез для дрели по дереву можно осуществлять и черновую, и чистовую обработку заготовок. Для ручного инструмента применяются фрезы, у которых хвостовик имеет диаметр 8 или 12 мм. При обработке различных материалов из древесины используются разные виды фрез. Виды фрез по дереву:
- Калёвочные. Применяются для скругления углов.
- Дисковые. Служат для вырезания различных пазов и канавок.
- Галтельные — для создания полукруглых канавок.
- V-образные. Используются для вырезания пазов на плоских поверхностях.
- Шиповые — для выполнения пазов типа ласточкин хвост.
- Кромочные — для обработки краёв изделий.
- Цилиндрические — для обработки плоских поверхностей.
- Торцевые — для производства углублений и выемок.
- Конусные — снимают фаски с кромок.
- Свёрла, предназначенные для выполнения отверстий в дереве.

Для выполнения различных технологических операций подбирается необходимый вид инструмента. При работе с режущим инструментом нужно соблюдать правила техники безопасности. В процессе обработки отлетают кусочки обрабатываемого материала, возможны и поломки режущего инструмента. В целях безопасности надо одевать защитные очки и перчатки.
Originally posted 2018-07-04 08:34:07.
Приложение ДА (справочное). Информация о причинах включения в стандарт дополнительных положений по сравнению с примененными международными стандартами
Приложение ДА(справочное)
Таблица ДА.1
Разделы, подразделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | ||
Раздел | Подраздел | Пункт | |
3 | 3.4 | 3.4.1-3.4.8, 3.4.10 | Требования, необходимые для производства борфрез, в том числе и таких, профиль зубьев которых обрабатывается до окончательного спекания и не подлежит заточке (нормальная точность) |
3.4.11, 3.4.12 | Требования, выполнение которых необходимы для обеспечения надежности борфрез | ||
3.5 | 3.5.1, 3.5.1* | Обеспечение достоверности борфрез настоящему стандарту | |
3.6 | – | ||
4 | – | 4.1-4.3 | Необходимые требования для обеспечения приемки борфрез в соответствии с ГОСТ 23726, а также контроля изготовления борфрез и их испытаний на соответствие заданными значениями стойкости |
5 | 5.1-5.7 | ||
6 | – | – | Требование по соответствию транспортирования и хранения ГОСТ 18088 направлено на обеспечение сохранности борфрез |
________________* Текст документа соответствует оригиналу. – .
Основные особенности насадок
Инструмент предназначен для отделки довольно большого количества всевозможных материалов. Им можно обрабатывать керамику, древесину, стеклянные и пластиковые изделия, твёрдую сталь.
Для работы с каждым из них используют разные насадки с отличающейся конструктивной спецификой.
На сегодня специализированные предприятия предлагают широкий ассортимент различных насадок, необходимых для проведения операций с данным инструментом. Их конструкция содержит два основных компонента:
- рабочую часть, выполняющую главную функцию при взаимодействии с обрабатываемым изделием;
- хвостовик, фиксирующий этот элемент в патроне оборудования.
При выборе данного приспособления обращают внимание на определённые моменты: технологическая цель, которой требуется достичь, и обрабатываемый материал, точнее, его характеристики. Помимо этого, к сведению принимают оснащение некоторых моделей граверов цанговыми патронами. Для них подходят насадки лишь определённых торговых марок
Чтобы использовать подобное оборудование необходимо дополнительно обзавестись универсальными цангами
Для них подходят насадки лишь определённых торговых марок. Чтобы использовать подобное оборудование необходимо дополнительно обзавестись универсальными цангами
Помимо этого, к сведению принимают оснащение некоторых моделей граверов цанговыми патронами. Для них подходят насадки лишь определённых торговых марок. Чтобы использовать подобное оборудование необходимо дополнительно обзавестись универсальными цангами.
Применение алмазных боров при гравировке
В числе популярнейших типов насадок, входящих в комплектацию профессиональных наборов, находятся алмазные боры. Основа такого оборудования производится из инструментальной стали.
При этом рабочая часть покрывается алмазным порошком. Благодаря последнему прибор способен вполне успешно справляться с обработкой стали, стекла, керамики, натуральных и искусственных камней.
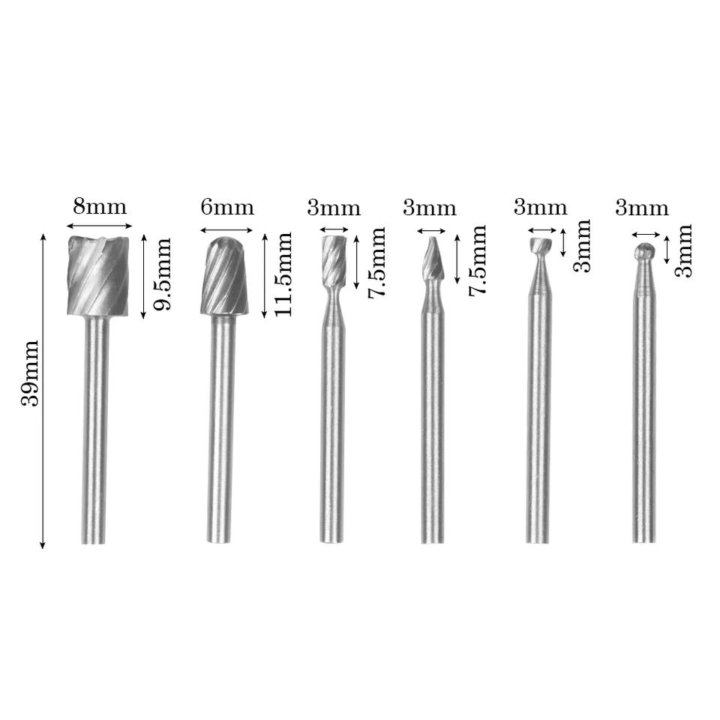
Применение алмазных боров наиболее целесообразно в случае возникновения необходимости доводки фигурного отверстия. Их продажа чаще всего осуществляется сразу наборами в количестве десяти — двадцати штук, различающихся по форме и типоразмеру.
Эксплуатация боров должна проводиться с соблюдением определённых правил, помогающих предотвратить повреждение алмазного напыления. Типовые модели оснащены хвостовиком диаметром в три миллиметра.
4 совета профессионалов:
- Рационально приобретать набор фрез. При необходимости его можно дополнить недостающими моделями.
- Насадка с улучшенной заточкой головки полезна при обработке, требующей максимальной чистоты поверхности и максимальной длины стружки.
- Обычная заточка изделия способствует максимальному использованию профиля зуба, получению очень длинной стружки.
- У укрупненной заточке оснастки увеличенный профиль зуба, что способствует быстрому снятию слоя.
Многие интересуются, какими борфрезами резать кулоны из дерева. Комплект зависит от замысла барельефной или контурной резки, ведь фрезер не подходит для трехгранно-выемчатой работы по дереву.
В наборе должны быть насадки:
- отрезные и сверлильные.
- с крупными насечками или зубьями,
- шариковой формы,
- для шлифовки и полировки,
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
На что обратить внимание при выборе шарошки
При выборе шарошки в первую очередь необходимо разобраться, для обработки какого металла (или другого материала) она предназначена. В какой-то мере здесь может помочь правило: чем выше твердость обрабатываемого материала, тем мельче насечка. Но не всегда. Кроме того, надо хорошо представлять, какие поверхности каких металлов предстоит обрабатывать и подходит ли выбранная форма шарошки для данных целей. Все это является очень важными характеристиками, поэтому лучше всего не заниматься самодеятельностью, а воспользоваться таблицами из каталогов производителей, подобных тем, что приведены выше.






Еще одним фактором, ограничивающим выбор подходящей шарошки, является скорость вращения вашего электроинструмента. Если это электродрель, то шарошка из твердых сплавов при фрезеровке металлов не сможет работать на паспортных режимах резания, поэтому ее приобретение экономически невыгодно. Лучший вариант шарошки на дрель для обработки металлов — это инструмент из быстрорежущей стали. Также важными параметрами любой борфрезы являются диаметр и длина хвостовика. Масса металла хвостовика гасит возможную вибрацию, поэтому по возможности нужно выбирать максимально доступный диаметр. Длина, напротив, является фактором, способствующим вибрации, что особенно проявляется на металле с неравномерной структурой. Поэтому она должна точно соответствовать предполагаемым видам обработки.

Горячая линия для мгновенной покупки
Если перед вами стоит задача обработать металл или любую другую твердую поверхность, тогда на помощь всегда придут борфрезы Euroboor. Это универсальный инструмент с алмазной заточкой, который без проблем сможет справиться совершенно с любыми поставленными задачами. В каталоге представлены модели с разным видом наконечников, поэтому вы сможете подобрать оптимальный вариант, отталкиваясь от собственных целей. Наши специалисты всегда помогут сделать правильный выбор. Доставка осуществляется в любую точку России и ближнего зарубежья.
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д
Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Борфрезы бывают
Из инструментальной углеродистой стали
С маркировками У – углеродистая инструментальная, цифра от 7 д 13 — процентное содержание углерода, А – высококачественная.
Например, У10А — распространенная марка стали с 10% содержанием углерода для производства борфрез.
Стойкость таких борфрез относительно невелика, ресурс ограничен, но изделия из мягких материалов без большой интенсивности работы они обрабатывают отлично. Цена очень доступна;
Из быстрорежущей стали Р6М5
Такой инструмент значительно дороже, но им можно обрабатывать углеродистые стали, среднелегированные и другие твёрдые материалы.
Он устойчивее к высоким температурам, неизбежным при работе на больших оборотах, поэтому мало деформируется, обеспечивая высокую точность работ;
Твердосплавные
Выполненные из карбида вольфрама (ВК25, ВК30) и других карбидов тугоплавких металлов, из минералокерамики, такие борфрезы легко берут высокопрочные стали, чугун.
Твердосплавные борфрезы – наиболее распространены на предприятиях, где работы борфрезами ведутся практически непрерывно;
Алмазные
Профессиональный инструмент, отличающийся особой стойкостью и максимальной ценой. Легко растачивает самые прочные материалы.

Часто используется для финишной доводки фигурных отверстий. После работы алмазными борфрезами на изделии практически не видно следов обработки, она становится предельно гладкой;
Абразивные
Делятся на два вида: с металлической рабочей головкой, на которую нанесено напыление из абразива и полностью выполненные из абразива – электрокорунда.
На предприятиях борфрезы зачастую работают в режиме нон-стоп. Чтобы увеличить тепло- и износоустойчивость и продлить инструменту жизнь, производители твердосплавных борфрез используют дополнительное покрытие.
Варианты покрытий:
- TiN, обладающий твёрдостью 2400 HV;
- TiAlN, с твёрдостью 3400 HV.
Отличие борфрезы для резьбы по дереву от фрез по металлу
Конструктивно фрезы по металлу схожи для работы по дереву. Но обработка металла отличается большей нагрузкой на режущий инструмент, поэтому оснастка изготавливается из материалов с большим запасом прочности, меньшими углами заточки, особой конфигурацией зубов. К тому же технологии различаются режимами резания. При обработке древесины скорость вращения фрезы выше, чем в процессе обработки даже мягкого металла.
К тому же фрезы во время обработки металла сильно нагреваются, поэтому их изготавливают из тугоплавких сплавов. Деревообрабатывающая оснастка не способна выдерживать большие температуры.
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.
Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
5 Методы контроля и испытаний
5 Методы контроля и испытаний | ||||||||||||
5.1 Внешний вид фрез контролируют визуально с помощью лупы ЛП-1-5 по ГОСТ 25706. Допускается внешний вид борфрез контролировать визуально сравнением с образцами-эталонами.5.2 При контроле размерных параметров борфрез применяют методы и средства измерения, погрешность которых должна быть не более:- значений, указанных в ГОСТ 8.051, – при измерении линейных размеров;- 35% допуска на проверяемый угол – при измерении угловых размеров;- 25% допуска на проверяемый параметр – при контроле формы и расположения поверхностей.5.3 Шероховатость поверхностей борфрез проверяют путем сравнения с образцами шероховатости по ГОСТ 9378 или с образцами-эталонами борфрез, имеющими параметры шероховатости не более указанных в 3.4.8.5.4 Биение режущих кромок борфрез следует проверять на специальном приборе для измерения биения или на инструментальном микроскопе.5.5 Испытания борфрез на работоспособность, средний и установленный периоды стойкости проводят на оборудовании с пневматическим или электрическим приводами с установленными для них нормами точности и жесткости на режимах, указанных в таблице 16. | ||||||||||||
Таблица 16 | ||||||||||||
Обрабатываемый материал | Точность борфрезы | Частота вращения, мин | Подача, м/мин | Прижимное усилие, Н (кгс) | ||||||||
Сталь марки 12Х18Н9Т по ГОСТ 5632 | Повышенная | 15000 | 2-3 | 14,7-58,8 (1,5-6) | ||||||||
Нормальная | 12000 | 49-107,8 (5-11) | ||||||||||
Примечание – Допускается в качестве обрабатываемого материала применение других марок сталей по ГОСТ 5632, по механическим свойствам не уступающих свойствам стали марки 12Х18Н9Т. | ||||||||||||
5.6 При испытании борфрез на работоспособность суммарная длина фрезерования должна быть, мм, не менее: | ||||||||||||
3000 | – | для | борфрез | диаметрами | до 10 мм включительно; | |||||||
10000 | – | “ | “ | “ | свыше 10 мм. | |||||||
После испытаний борфрез на работоспособность на режущих кромках не должно быть следов притупления, и они должны быть пригодны к дальнейшей работе.5.7 Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в таблице 17. | ||||||||||||
Таблица 17 | ||||||||||||
Точность борфрезы | Приемочное значение периода стойкости, мин | |||||||||||
среднего | установленного | |||||||||||
Нормальная | 104 | 41 | ||||||||||
Повышенная | 138 | 55 | ||||||||||
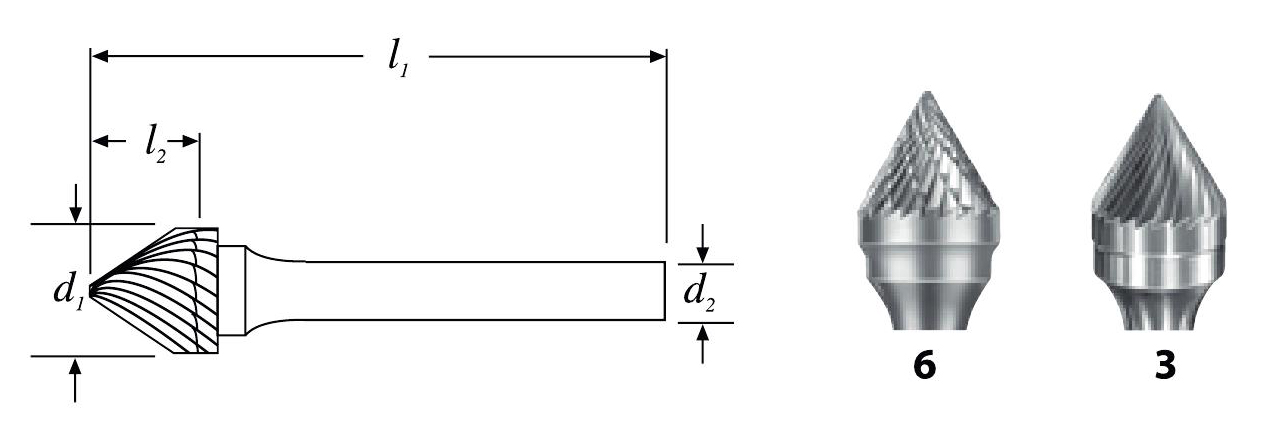




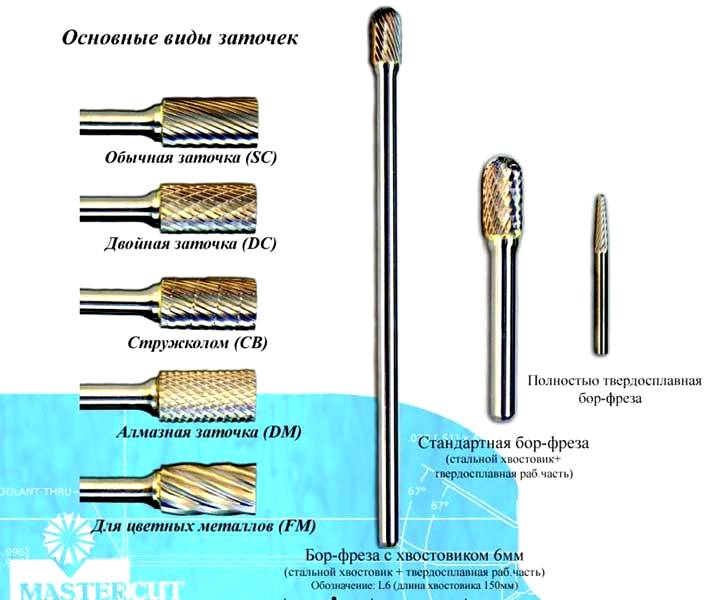
Профили рабочей части
Стандартная заточка. Имеет одну длинную насечку. Подходит для литых деталей, сварочных швов, сплавов, латуни, стали, в том числе и стойкой термообработанной. Позволяет делать большие припуски. Стружка — длинная. Эффективность оптимальна.
Двойная заточка. Имеет крестообразные насечки на рабочей поверхности, в результате чего образуются зубцы. Универсальный тип. Подходит для работы с любыми материалами. Уменьшает вибрацию борфрезы, что позволяет лучше контролировать процесс. Обеспечивает высокую скорость реза. Оставляет чистую гладкую поверхность. Образовавшиеся в результате насечки зубья бывают прямые и разнонаправленные. Борфреза с такой заточкой производит мелкую стружку.
Крупная заточка. Имеет одну широкую насечку (ширина и угол могут отличаться). Отлично подходит для мягких материалов, таких как алюминий, и там, где нужно снять большой объём. Быстрая работа с крупной стружкой.

Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.

Разновидностиборфрез по металлу
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
Недостатки:
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.
Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.

Электрокорунд
С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
Как выбирать фрезу по дереву под ручной фрезер
Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
Качество
Стоит обратить внимание на внешний вид детали. Изделие должно быть без заусенцев, иметь качественную резьбу, посадочные места. Термическая прочность указывается в паспорте, чем выше, тем лучше и надежнее при дальнейшем использовании
Материал припоя, а также соединение хвостика с частью, ответственную за резку
Термическая прочность указывается в паспорте, чем выше, тем лучше и надежнее при дальнейшем использовании. Материал припоя, а также соединение хвостика с частью, ответственную за резку.
Качество пайки изделия играет немаловажную роль при действиях с пиломатериалом. Тогда, когда выполняются работы с твердыми породами дерева, необходим определенный запас прочности инструмента
Припой делится на виды и марки, при покупке необходимо обратить внимание на его качество во фрезе. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5
Чем выше цифра – тем лучше показатели надежности, качества детали
Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным
Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Монолитные фрезы необходимо проверять перед использованием. Качество металла определяется надпилом. Если появились заметные царапины или трещины, значит стоит отложить данный инструмент. Оптимальная твердость металла от 58 единиц. Качество выполняемых работ ручным фрезером напрямую зависит от наличия приспособлений и комплектов.
Подбор необходимого инструмента правильный путь к хорошему результату при работе с деревом. Фреза, изготовленная для фрезера по дереву должна отвечать всем стандартам и быть качественно изготовленной. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
Несколько профессиональных советов
Если вы хотите увеличить время работы борфрезы для обработки металла, необходимо соблюдать несколько правил:
- Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
- Хвостовик не должен дотрагиваться до обрабатываемого изделия. Борфреза может сломаться.
- Обрабатывая поверхность, необходимо исключить сильное давление на инструмент. Это может привести к перегреву шарошки и её поломке.
- Использование приспособления должно проводиться только на высокооборотистом оборудовании. Это позволит исключить заклинивание инструмента в металле. Высокая скорость даст возможность более тщательно обработать поверхность пазов.
- Для предотвращения сильного износа приспособления рабочая головка во время работы должна смазываться специальной смазкой. Она улучшит скольжение, а также уменьшит давление на инструмент.
- Для уменьшения износа режущей головки можно использовать особую суспензию. В её состав входит синтетическое машинное масло. Во время обработки инструмент постоянно смазывают таким составом.
- Не стоит начинать работу изношенной борфрезой. Придётся затратить немало физических усилий. Причём может поломаться сама фреза, а также используемое оборудование.
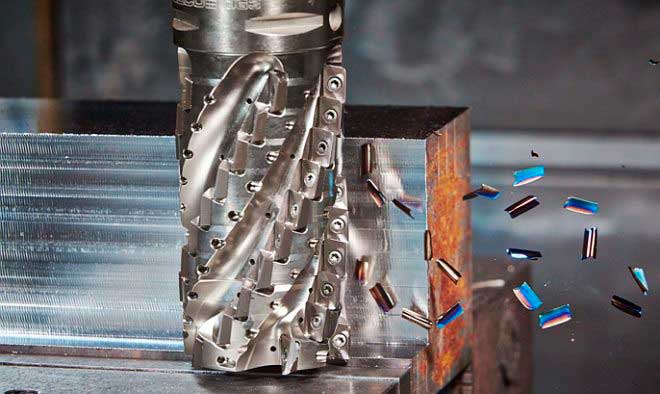
Борфрезы твердосплавные
Борфрезы твердосплавные — это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали.
Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.
Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
- Обработка сварных швов.
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.
Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:
- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
Классификация
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
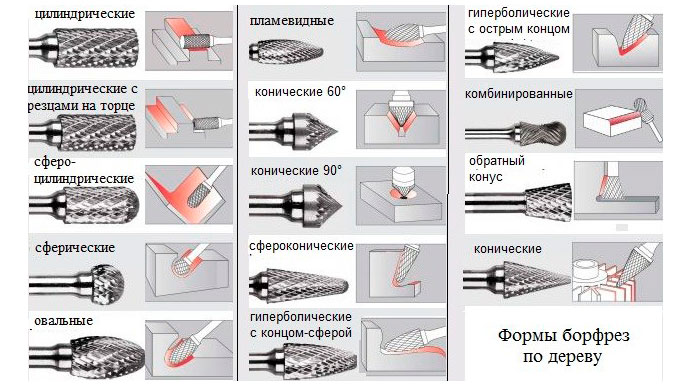
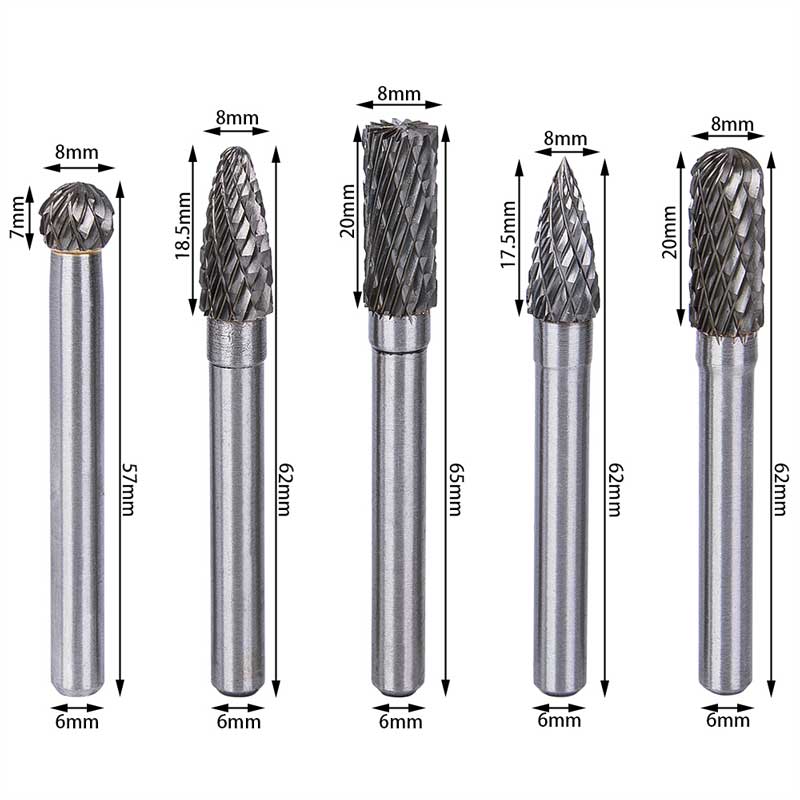
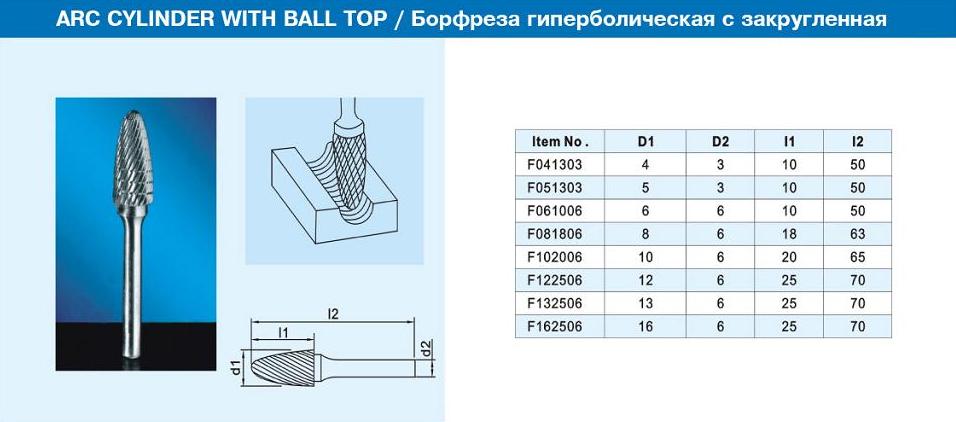
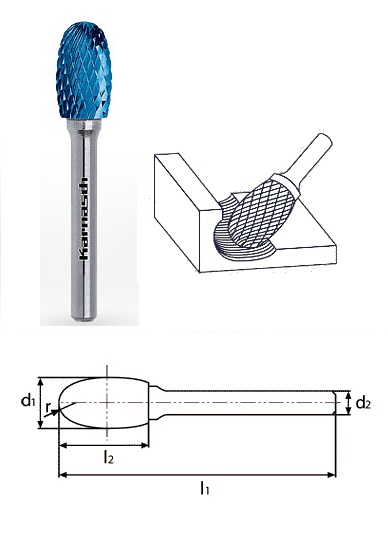
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
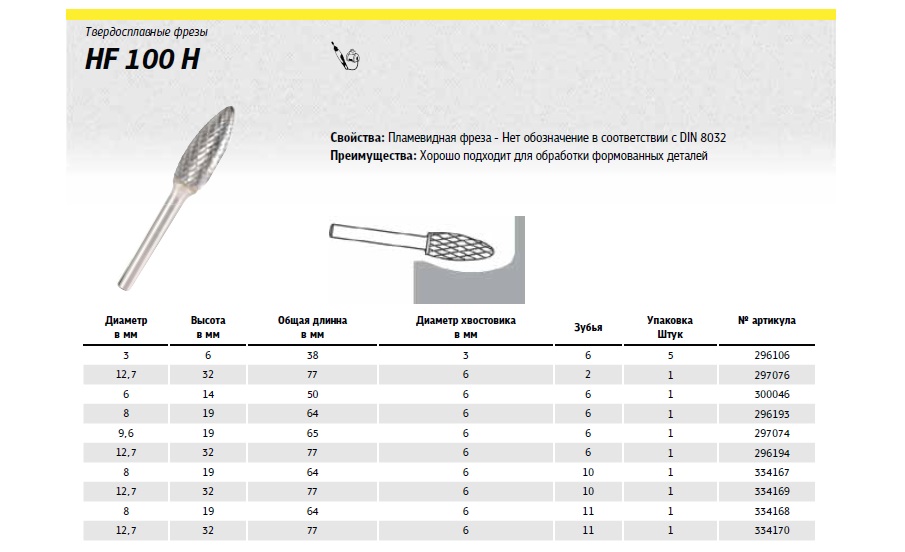
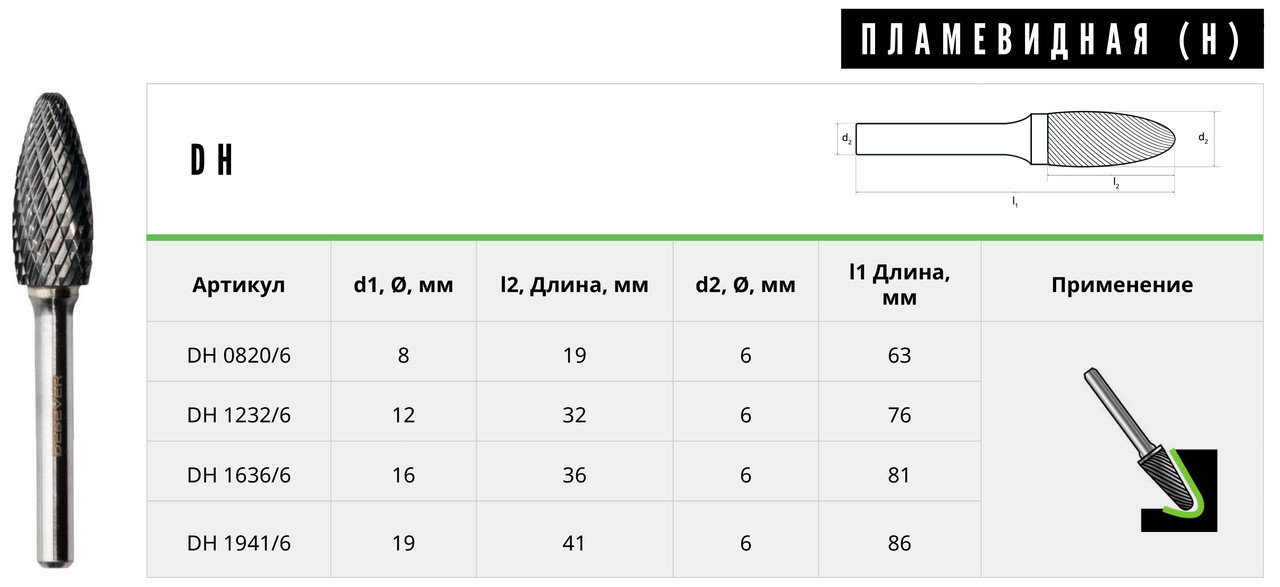
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.
Особенности эксплуатации
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д
Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже. При подборе и использовании твердосплавных борфрез рекомендуется:
При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
Особенности и назначение
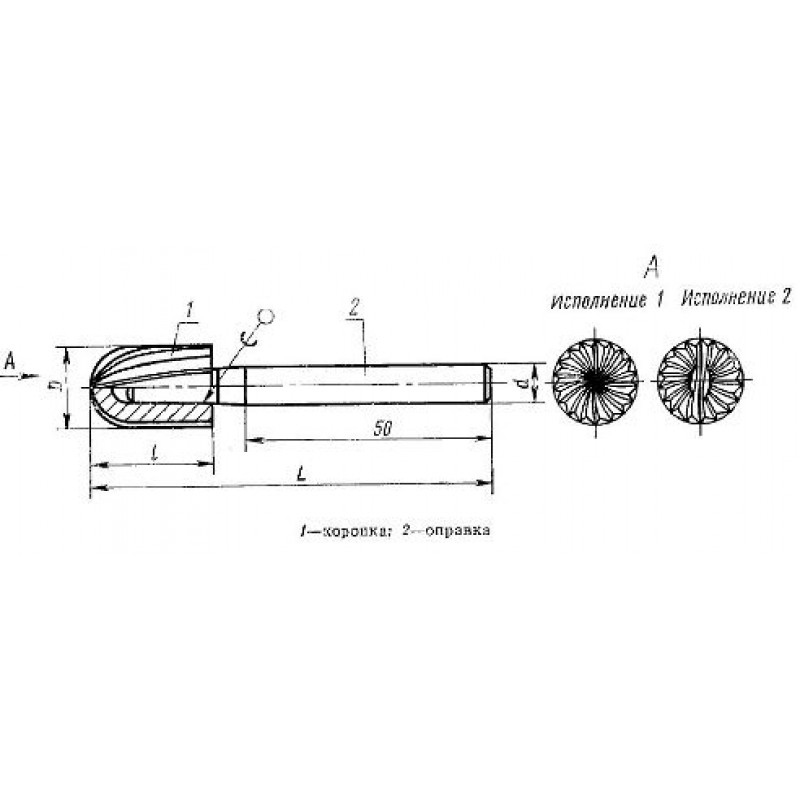
Конструкция борфрезы предназначена для выполнения процесса фрезеровки декоративных элементов. С ее помощью удаляется часть слоя древесины требуемой глубины. Несмотря многолетнее применение, приспособления постоянно модернизируются с целью повышения качества и точности обработки. Однако сама основа конструкции практически не изменилась. Она по-прежнему состоит из двух деталей:





- хвостовика для крепления стандартных размеров,
- режущей части.
Главная особенность борфрезы – это не силовая, а динамическая оснастка, поэтому применяется с инструментом, обеспечивающим ее вращение.

В арсенале граверов и профессиональных резчиков по дереву для обеспечения поступательного движения головки приспособления по желаемой траектории служит дремель – специальная бормашинка. В бытовых условиях с ее функциями отлично справляется шуроповерт или электродрель.

Фрезу по дереву можно использовать при необходимости для:
- обработки кромочной части при совмещении нескольких заготовок за счет пазов.
- врезки фурнитуры к предметам мебели,
- изготовления декоративных элементов объемных и сложных конфигураций.
Использовать насадки можно в операциях:
- сверления,
- полировки,
- шлифования,
- шпунтования,
- очистки поверхностей,
- создания пазов
- конечной обработки отверстия или полости.

Области применения
 Твердосплавные шарошки отличаются большими функциональными возможностями. Они нашли широкое применение во многих отраслях промышленности:
Твердосплавные шарошки отличаются большими функциональными возможностями. Они нашли широкое применение во многих отраслях промышленности:
- Станкостроение.
- Изготовление автомобилей.
- Электроника.
- Ювелирные изделия.
- Полиграфия.
Миниатюрные размеры рабочей части инструмента дают возможность обрабатывать поверхность сложных деталей, например, матриц. Определённый вид шарошки позволяет выполнять и другие технологические операции:
- Рисовать красивые узоры.
- Делать надписи.
- Шлифовать труднодоступные отверстия.
- Обрабатывать сложные и глубокие пазы.
В бытовых условиях твердосплавные борфрезы по металлу помогают домашним умельцам проводить большое количество операций. Закрепив шарошку в патрон электрической дрели, можно выполнить:
- Зачистку сварочного шва.
- Расточку отверстия.
- Удаление заусенцев.
- Отшлифовку металлической поверхности.
- Выравнивание поверхности детали до идеального состояния.
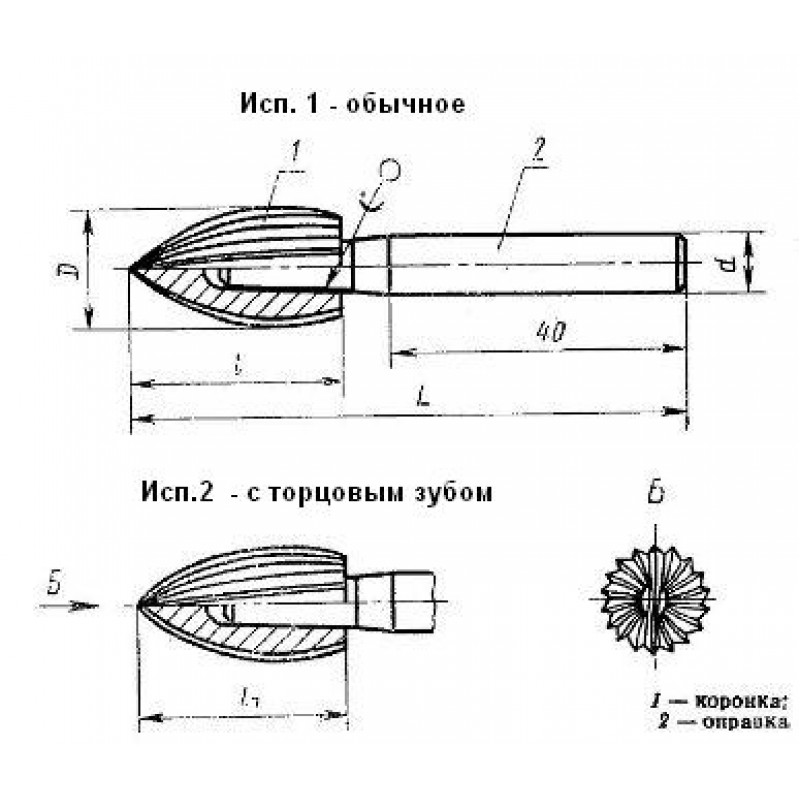
Конструкция инструментов
По форме зуба фрезы разделяются на остроконечные и затылованные. У остроконечных зубья имеют плоские переднюю и заднюю поверхности, а у затылованных плоская только передняя поверхность, задняя же имеет форму архимедовой спирали. Затачивание остроконечных зубьев производится по задней поверхности и при этом меняется размер инструмента. Поэтому их не рекомендуется часто перетачивать. Затылованные зубья затачиваются по передней поверхности и могут перетачиваться многократно.
Фрезы для дрели могут производиться цельными или сборными. Цельные изготавливаются из одной заготовки. Материал тела инструмента и режущей части один и тот же. Производство таких изделий более экономично. Тело сборной фрезы изготавливается из недорогих марок стали, а для режущей части используют твердосплавные пластины. Это делает инструмент дороже, но улучшает его рабочие характеристики.
https://youtube.com/watch?v=w_YyLNXzenE
Из чего изготавливается
Для изготовления инструмента используется несколько материалов:
- Углеродистая сталь.
- Электрокорунд.
- Абразивное напыление.
- Алмазная крошка.
- Твёрдый сплав.
Шарошка, выполненная из обыкновенной, углеродистой стали, считается самой дешёвой. Она отличается очень небольшим рабочим ресурсом. Её обычно используют в разовых работах, не отличающихся большой интенсивностью. Подобные инструменты весьма эффективны, когда требуется провести несложную обработку мягкого металла.
К профессиональному инструменту относятся алмазные борфрезы. Они свободно обрабатывают очень прочные материалы. Режущая часть такого инструмента может иметь любую конфигурацию и размеры.
Инструмент легко растачивает, а также проводит тонкое шлифование глубоких отверстий. Причём поверхность получается идеально ровной. Алмазными борфрезами в основном оснащены различные гравировальные установки.
Среди всех подобных инструментов твердосплавные борфрезы по металлу отличаются самым продолжительным ресурсом. Они используются на заводах и фабриках. Если закрепить твердосплавную борфрезу на высокооборотистый станок, можно легко обработать самые твёрдые металлы:
- Чугун.
- Нержавейку.
- Жаропрочную сталь.
- Титан.
Твердосплавными борфрезами можно проводить подгонку металлических форм, а также финишную обработку металлической поверхности.
В зависимости от вида заточки режущей головки инструмент подразделяется на несколько групп:
- Тонкая нарезка.
- Универсальная.
- Ультратонкая.
- Для обработки алюминия.
Что такое лазерная гравировка по древесине
Самой трудозатратной гравировкой считается лазерная обработка — это инновационный способ удаления слоя материала. Он исключает деформацию, потому что предмет или деталь не нагревается.
Но следует учитывать, что разная древесина по-разному поддается обработке лазерным способом. Лазерная гравировка древесины отличается от лазерной резки, поэтому требуется точность фокусировки луча лазера, правильный подбор оптики. Специалисты не советуют использовать этот метод при гравировке мелких элементов, а при резке учитывать толщину заготовки.
Лазер в отличие от борфрезы для гравера предоставляет уникальную возможность выполнения:
- глубокой рельефной гравировки,
- деревянной мозаики
- бесконтактной обработки без повреждения древесной структуры.
- высокую точность обработки при минимальной ширине реза.





