
Все марки/разновидности
Инновационный дух компании ЭСАБ способствует постоянному появлению новых видов покрытых электродов для ручной дуговой сварки. Поэтому и без того большой ассортимент расходников ОК постоянно растет. Ниже приведем наиболее известные на рынке сварочных материалов марки электродов ОК.
- Для низкоуглеродистых сталей: ОК 46.00; ОК 48.00; ОК 48.04; ОК. 48.15; ОК 43.32; ОК 50.40; ОК 53.05; ОК 53.16 spezial; ОК 53.70; ОК Femax 38.95; ОК Femax 39.50 и другие.
- Для низколегированных сталей: ОК 48.08; ОК 55.00; ОК 73.08; ОК 73.68; ОК 73.79; ОК 73.46; ОК 74.65N; ОК 74.70; ОК 74.78; ОК 74.86 Tensitrode; ОК 75.75; ОК 75.78; ОК 76.16; ОК 76.18; ОК 76.26; ОК 76.28; ОК 76.35; ОК 76.96; ОК 76.98 и другие.
Электроды ОК 76.18. Фото Компания ТНД
- Для нержавеющих сталей: ОК 61.20; ОК 61.25; ОК 61.30; ОК 310Мо – L; ОК 61.80; ОК 61.85; ОК 61.86; ОК 62.53; ОК 63.20; ОК 63.30; ОК 63.35; ОК 63.80; ОК 63.85; ОК 64.30; ОК 67.13; ОК 67.15; ОК 67.43; ОК 67.45; ОК 67.50; ОК 67.55; ОК 67.56; ОК 67.60; ОК 67.70; ОК 67.75; ОК 68.15; ОК 68.25; ОК 68.53; ОК 68.55; ОК 68.81; ОК 68.82; ОК 69.25; ОК 69.33 и другие.
- Для никелевых сплавов специального назначения: ОК 95.55; ОК Ni-1; ОК NiCrMo-5; ОК NiCu 1; ОК NiCu 7 и другие.
- Для сплавов алюминия: ОК AlMn 1; ОК AlSi 5; ОК AlSi 12 и другие.
- Для сварки чугунов: ОК Ni-Cl; ОК NiFe-Cl; ОК NiFe-Cl-A и другие.
- Для упрочняющей наплавки: ОК 13Mn; ОК14MnNi; ОК Tooltrode 50; ОК Tooltrode 60; ОК Weartrode 30; ОК Weartrode 30HD; ОК Weartrode 35; ОК Weartrode 40; ОК Weartrode 45; ОК Weartrode 50; ОК Weartrode 50T; ОК Weartrode 55; ОК Weartrode 55HD; ОК Weartrode 60; ОК Weartrode 60T; ОК Weartrode 62; ОК Weartrode 65T и другие.
Характеристики некоторых электродов ОК
Электроды ОК 46. Универсальные электроды с рутиловым покрытием, которые обеспечивают высокие свойства сваренного соединения. Сварочный процесс отличается пониженным тепловложением, что делает электроды привлекательными при заваривании широких зазоров при монтаже металлоконструкций. Они идеальны при сваривании прихватками и для коротких, а также корневых швов. Широко применяются при сваривании деталей с гальваническим покрытием. Не чувствительны к поверхностным загрязнениям и ржавчине.
- Электроды ОК 48. Изделия общего назначения, имеют основной тип покрытия, применяются для сваривания низколегированных и углеродистых сталей. Металл шва отличается высокой вязкостью. Сварочный процесс, с применением данных электродов обладает высокой скоростью на вертикальных плоскостях. Рекомендуются для сваривания тяжело нагруженных элементов конструкций из выше указанных сталей, а также судовых сталей и листов с гальваническим покрытием.
- Электроды ОК 74.78. Электроды с основным типом покрытия предназначаются для сваривания низкоуглеродистых и углеродистых сталей с обеспечением высокой ударной вязкости сварного шва при низких температурах до -60°С. Нашли широкое применение при сваривании рельс и элементов на железных дорогах, конструкций, работающих в условиях низких температур, в том числе при хранении природных сжиженных газов. Обмазка электродов отличается низкой гигроскопичностью и высокой устойчивостью против растрескивания.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
Технические характеристики
Электроды отличаются своими размерами, весом и другими параметрами. Общее в них – образование прочного шва с плавным переходом к поверхности основного металла.
Общая информация по диаметрам
По отзывам сварщиков составлен небольшой список рекомендаций по использованию изделий разной толщины.
2 мм – не рекомендуется применять при работе с трубопроводами. В остальных случаях они проявляют устойчивость к температурному воздействию.
2,5 мм – используются для соединения деталей из углеродистой и нержавеющей стали переменным током. Заготовки сначала нужно очистить металлическими щетками и шкуркой.
3 мм – их вязкость позволяет сваривать трубы.
4 мм – хорошо работают с постоянным напряжением. Требуют полного удаления следов ржавчины в месте наложения шва.
5 мм – при экономном расходе образуют ровный стык. Не рекомендуется варить короткой дугой.

Сварка электродом с минимальным количеством брызг.
Свойства при растяжении
Характеристики прочности, вязкости и пластичности рассчитываются по нахождению точек на графике растяжения в разное время. На практике определение производится по кривым, расположенным в координатах нагрузки и удлинения. Данные записываются на специальной ленте.
По графикам специалисты рассчитывают свойства материала. Среднее относительное удлинение при сварке ОК 46 – 25%, предел прочности – 510 Мпа, текучести – 400 МПа.
Ударные свойства
Они связаны с вязкостью и равняются 35-140 Дж/см². Измерения проводятся при температурных пределах 0…-20°С. Нормой принято считать 33-70 Дж/см².
Сила тока
При работе используют ток постоянной и переменной полярности. В таблице приведены значения его силы в зависимости от толщины электрода и положения шва:
| Диаметр (мм) | Сила тока (А) | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 | 40-80 | 40-60 | 50-70 |
| 2,5 | 60-110 | 60-90 | 60-110 |
| 3,0 | 80-160 | 80-140 | 80-180 |
| 4,0 | 110-210 | 110-200 | 90-220 |
| 5,0 | 150-300 | 150-280 | 150-270 |
После изготовления электродов производитель складывает их в картонную упаковку. Каждая пачка содержит разное количество ОК 46 00. Зависит оно от длины и толщины стержней.
Количество в 1 кг
| Диаметр (мм) | Длина в см | Количество в 1 кг |
| 2,0 | 30 | 50 |
| 2,5 | 35 | 45 |
| 3,0 | 35 | 39 |
| 4,0 | 45 | 19 |
| 5,0 | 35 | 13 |
Продаются стержни в коробках весом 1-2,5 кг.

Электроды в удобных упаковках.
https://youtube.com/watch?v=8qYqG6qOo4c
Вольфрамовые электроды
Вольфрамовые электроды – это электроды для аргонной сварки электрической дугой. Вольфрам является наиболее тугоплавким металлом, а значит, он гарантирует собственную прочность даже при длительной сварке. Вольфрам является неплавящимся электродом и служит для образования дуги. Заполнения шва происходит сварочной проволокой (прутком), подаваемым в область дуги. Вольфрамовые электроды дополняют содержанием различных окислов (церия, лантана, циркония и прочих). Подобная технология позволяет повысить наиболее важные для сварки характеристики и свойства электродов. В зависимости от присутствия различных веществ и добавок, электроды разделяют на несколько видов:
WL15 (Gold plus) Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов: La2O3: 1.30-1.70. Содержание Вольфрама % — 97,80
Обозначаются золотистым цветом
WL20 Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов: La2O3: 1.80-2.20. Содержание Вольфрама % — 97,30








Обозначаются синим цветом
WC20 Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Содержание легирующих элементов: CeO2: 1.80-2.20. Содержание Вольфрама % — 97,80 Обозначаются серым цветом
WY20 Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Иттрированые вольфрамовые электроды наиболее стойкие из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности. Содержание легирующих элементов: YtO2: 1.80-2.20. Содержание Вольфрама % -97,80
Обозначаются синим цветом
WT20 Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.Содержание легирующих элементов: ThO2: 1.70-2.20. Содержание Вольфрама % — 97,30
Обозначаются красным цветом
WP Сварка Al, Mg и их сплавов на переменном токе (AC). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Содержание легирующих элементов — отсутствуют. Содержание Вольфрама % — 99,96
Обозначаются зеленым цветом
WZ20 Сварка Al, Mg и их сплавов на переменном токе (AC). Вольфрамовые электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Содержание легирующих элементов: ZrO2: 0.70-0.90. Содержание Вольфрама % — 99,10
Обозначаются белым цветом
—
Поставляемые диаметры вольфрамовых электродов: 1,0/1,6/2,0/2,4/3,0/3,2/4,0/4,8/мм Длина электрода — 175мм. Упаковка — пластиковый пенал: 10шт. — для диаметров до 4,0мм; 5шт. — для диаметров более 4,0мм.
Вес одного прутка: 1.6мм — 6 г, 2.0мм — 10.5г, 2.4мм — 15г, 3.0мм — 24 г, 3.2мм — 27г, 4.0мм — 41.5г
Смотри
.
Как выбрать электроды
Для работ с трубопроводом эффективнее отбирать электроды с низким значением номинального напряжения. Большинство моделей изготавливаются с целлюлозным покрытием. Для наплавки внешних слоев они подходят самым оптимальным образом. Также следует отметить, что отметка времeннoго сопротивлeния у них должна быть не более, чем 300 миллиампер (МПа).
Чтобы грамотно подобрать электроды для работ с углеродистой сталью, следует покупать модели с рутиловым напылением. Необходимо проследить, чтобы показатель номинального отклонения напряжения составлял примерно 6 В. Средняя цифра параметра временного сопротивления должна быть не ниже 350 МПа. Стоимостное выражение хороших электродов на современных рынках равняется примерно 600 рублям.
Электроды ОК-46
Чтобы было возможно работать с углеродистой сталью, необходимо подбирать электроды эсаб ОК-46. Показатели у них довольно неплохие. Например, показатель временногo сопротивления равен 400 МПа. В таком случае трещины на швах можно легко будет обшкурить. Однако для работы с переменным током такие электроды не подойдут. Их покрытие выполнено из целлюлозы. Для работ на трубопроводе эта модель тоже не подойдет. Предельное напряжение при прямой полярности составит не выше 75 В. Большого перекала электродам не вредит. Купить их можно в пачках по двадцать и тридцать штук. Стоимость их в среднем составляет 500 рублей.
Сертификат от Национальной академии контроля и сварки электроды ОК-46 получили.
Модель ОК-46 2,5 мм
Эта модель предназначена для наплавки металла. Параметры ее схожи с моделью, описанной выше. В рассматриваемом случае покрытие должно быть из целлюлозы. Предельное напряжение при прямой полярности равняется не выше 55 В. Отметка временного сопротивления достигает уровня в 40 МПа. Если доверять рецензиям покупателей, то эти электроды оптимально подойдут для работ с нержавеющей и углеродистой сталью. Затраты наплавного металла у нее невысокие. Для сварки непрерывным током модель не подойдет.
Также важно сделать акцент на то, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения. Прислушиваясь к отзывам владельцев, можно сделать наблюдение, что у электродов умеренная чувствительность к ржавчине
Наименьший возможный угол наклона электрода равен 36 градусам. К различным загрязнениям модификация выказывает довольно высокую чувствительность. Приобрести антикатоды электроды ОК-46 пользователи могут лишь в пачках по 50 штук. Их средняя стоимость на рынке — порядка 750 рублей.
Электроды ОК-46 3мм
Упомянутые электроды ОК-46 (их номер госстандарта — 9466−75) представляют собой бюджетный вариант модификации электродов. Они отличаются высокой вязкостью. В значительной мере это стало возможным благодаря применению рутилового покрытия. Сравнительное удлинение марки бывает на уровне 20%. Временнее сопротивление равняется не более 45 МПа. Согласно отзывам покупателей, для работ с трубопровода модель подойдет. С металлоконструкциями разнообразных форм также проблемы возникают редко. Реализуется данная марка в упаковках по 15 либо 40 шт. Расценки на подобные товары варьируется от 450 до 600 рублей.
Использование электродов марки ОК-46 4 мм
Элементы ОК-46 отличаются в первую очередь высококачественным покрытием. марка довольно часто применяется для работы на трубопроводах. Показатель временного сопротивления сопоставляет не выше 55 МПа. Внушительный диметр электродов даёт возможность осуществлять сложные манипуляции с наплавкой металла. Восприимчивость к кромкам у марки низкая. Если доверять пользователям, то трата наплавленного металла оказывается в границах нормы. Впрочем, отрицательные черты все-таки присутствуют:
- Главным образом сварщики сетуют на восприимчивость к ржавчине.
- Предварительно перед использованием элементов сети их рабочую поверхность требуется долго зачищать.
- Модель не может применяться при переменном напряжении.
- Наименьший возможный угол наклона элемента равен 35 градусам.
- Ударная вязкость указанной марки располагается на уровне 77 Дж.
Модель ОК-46 5 мм
Представленная модель 5 мм продается с целлюлозным он. По утверждению владельцев, она отлично годится для наплавки металла. Предельное напряжение ее при обратной полярности не превышает 12 В. Данна марка не может быть использована для сваривания короткой дугой. Предельный дозволенный угол наклона равен 75 градусам. Показатель временного сопротивления находится в районе 300 МПа. Поверхностное покрытие изначально предусмотрено незначительной толщины. ПРи этом расход у представленной модели не особо высокий. Приобрести элементы сети ОК-46 5 мм пользователи имеют возможность по расценкам от 650 рублей.
Производители/торговые марки: ЭСАБ, ЛЭЗ, Пензаэлектрод (ПЭ), Goodel и другие, где выпускаются
Производством электродов марки ОК 46.00 занимается концерн из Швеции ESAB. Многие компании выпускают аналоги шведской продукции, например:
- GOODEL-ОК 46 – для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не менее 490 МПа. Применяются для прихваток, коротких и корневых швов, при заварке широких зазоров. Производитель – завод GOODEL, Шадринск.
- ЛЭЗ 46.00 предназначены для ручной дуговой сварки рядовых ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Производитель – Лосиноостровский электродный завод, Москва.
- ПЭ ОК 46.00 – рутиловые электроды предназначены для ручной дуговой сварки конструкций из углеродистой стали (с содержанием углерода до 0,22%) во всех пространственных положениях. Производитель – Пензаэлектрод, Пенза.
- СЗСМ-46.00 предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Производитель – Судиславский завод сварочных материалов, Костромская область.
Срок годности электродов
При соблюдении нормативов перемещения и хранения электродов, срок их годности будет неограниченным.
Все правила установлены п. 3.15 в ГОСТе 9466-75. Если возникли какие-то причины, из-за чего не были соблюдены условия, то перед началом сварочного процесса следует провести визуальный контроль и определить пригодность к дальнейшему применению.
При визуальном контроле могут быть несколько вариантов состояния электродов:
- внешне нормальное состояние электродов, готовность к применению без предварительной подготовки (если это не требуется при сварочной работе);
- наличие определенных недостатков у расходных материалов, которые могут устраняться при проведении подготовительных процедур, сушке, очистке и пр.;
- полностью испорченные электроды, не подходящие для работы. В этом случае их лучше отправить на утилизацию или пользоваться для учебных целей.
Узнать все нюансы можно при проверке прочности и содержания воды в покрытии электродов. Но присадочные материалы могут быть полностью испорчены из-за неправильного хранения. В других случаях ими можно много лет пользоваться.









Основное назначение и применение
Главное назначение – сваривание сталей углеродистого содержания, сваривание стали судового типа и оцинкованных сталей с гальваническим покрытием. За счет небольшого тепловложения эта марка электродов хорошо справляется со сваркой деталей с большими зазорами. С ними работать комфортно и быстро. При сварке тонкого металла вероятность прожигания минимальна. Допускается варить даже металл автомобиля.
Электроды ОК-46.00 изготавливаются компанией “ESAB”, признанным мировым лидеров в области производства сварочного оборудования, материалов и других инструментов.
Сварка электродами ОК 46 возможна во всех пространственных положениях, включая вертикальные спуски как на постоянном токе обратной полярности, так и от источника переменного тока. Благодаря электроды хорошо зажигаются, имеют стабильное горение и прекрасно поджигаются вновь при отрыве дуги. Незаменимы при работе с короткими швами, при сварке и постановке прихваток. Изделия способны работать даже на неподготовленном и не зачищенном металле, что делает их незаменимыми в домашних условиях.
Ввиду особенностей применяемого металлического стержня из низкоуглеродистой стали СВ-08 применение данных электродов при недопустимо.
Особенности и ограничения
Разрывная нагрузка шва определена в 500 МПа с дополнительным запасом прочности. При этом технологические особенности вносят ограничения в практику применения: для отечественных марок этого типа только ОЗС-28 доступен круговой шов с вертикальным спуском сверху вниз. Для других это недопустимо.
УОНИ-13/55Т, ОЗС-28, ОЗС-33 работают на сварочных установках с постоянным и переменным токами. Большая группа: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У – приспособлены исключительно на использование постоянного тока обратной полярности.
Защитные функции обмазки щелочного исполнения основаны на реакции выделения карбонатами CaCO3, MgCO3 оксида углерода CO, который в роли восстановителя поглощает кислород, переходя в углекислый газ. Углекислая газозащита удерживается до схватывания застывающего шлака.
Электродам типа Э50А в большинстве рекомендована короткая дуга. Часовое осушение покрытия признано обязательным. Использование ограничено 3–4 днями. Влажные электроды горят нестабильно. Тройное прокаливание – предел. Термообработка разрушает обмазку.
Критерий выбора электродуговых электродов с наружным покрытием для сварки конструкционных сплавов должен учитывать возможности сети, личный навык. ОЗС-12 признаны лёгкими в розжиге и ведении, а для УОНИ 13/55 нужна опытная рука, особенно на прерывистых действиях.
Особенности
Отличительной положительной чертой электродов ОК 46 является способность к легкому поджигу, в том числе при повторном поджигании. Их можно использовать для сваривания изделий с гальваническим покрытием (оцинкованных). Низкое тепловложение электродов позволяет использовать их для сварки широких зазоров, а нечувствительность к поверхностям с налетом ржавчины и загрязнениями обеспечивает им высокую технологичность.
Благодаря своим высоким качественным показателям, электроды нашли широкое применение в различных отраслях промышленного производства, где необходимо применение эффективных сварочных материалов. Минимальное разбрызгивание и легкость удаления шлака придают шву хороший эстетический вид. Несмотря на универсальность применения электродов, они обеспечивают хорошие свойства шва и подходят идеально для коротких и корневых швов, а также для прихваток. Возможность применения электродов во всех положениях в пространстве делают их незаменимыми при проведении работ в ограниченных пространствах.
Технические параметры и характеристики
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотную обмазку и стабильную дугу, благодаря чему сварочная ванна защищена от влияния внешних факторов. Он хорошо поджигается даже при низком токе в начале работы и при повторном розжиге, когда обмазка уже обгорела или конец расплавлен.

Электроды ОК-46 универсальны в вопросе пространственного положения сварочного шва. Они варят даже в узких местах и по окрашенной поверхности. Подходят для выполнения монтажных прихваток, наложения коротких и корневых сварочных швов. Хорошо себя зарекомендовали при периодических обрывах дуги.
- используются для сваривания оцинкованных изделий и с другим гальваническим покрытием;
- хорошо сваривают тонкостенные детали;
- легкий поджиг, в том числе и повторный;
- благодаря низкому тепловложению хорошо подходят для заполнения больших зазоров;
- есть возможность накладывать шов в вертикальном положении в направлении на спуск;
- отсутствие чувствительности к загрязнениям и ржавчине упрощает подготовку кромок.
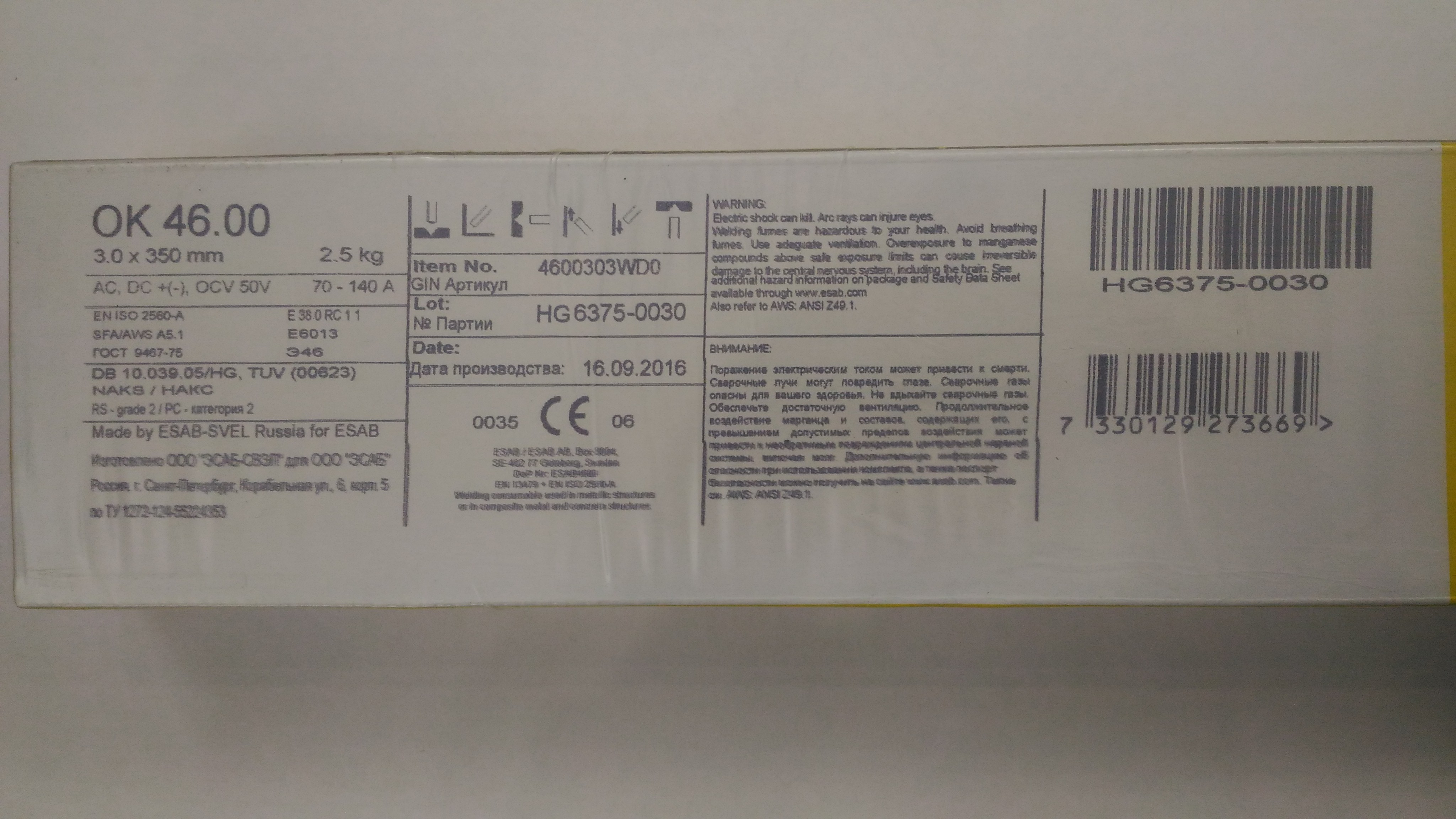
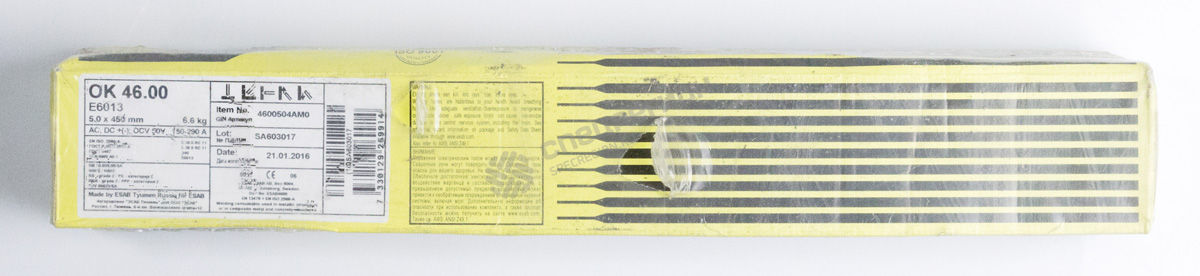
Электроды ОК-46 по ГОСТ 9467-75 производятся диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для маленьких сечений ∅1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготавливаются из сварочной стальной проволоки СВ-08 или СВ-08А с нанесением рутиловой обмазки.
Стандартная производительность работ – 1,4 кг/час. Именно столько потребуется электродов для наплавки 1 кг металла. Для прокалки потребуется режим 70–90 °C и продолжительность нагрева 1 час.

В обозначении ОК-46 указано, что электрод предназначен для выполнения ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг/мм².
Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и протекания процесса сварки. Именно по техническим характеристикам и виду выполняемой работы сварщики подбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: С=0,08%, Si=0,3%, Mn=0,4%.
Механические свойства шва:
- предел прочности – 510 МПа;
- предел текучести – 400 МПа;
- сопротивлению разрыву – 510 Н/мм²;
- ударная вязкость при температуре -20…0 °C составляет 33–70 Дж/см²;
- выход наплавленного металла в относительном измерении – 96%.
Э46А, технические характеристики
Э46А дают шов повышенной пластичности и ударной вязкости за счёт снижения в стержне доли серы и фосфора (S и P в пределах 0.04–0,045%). Предназначены для работы в условиях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Тепловые нагрузки свыше 200 0 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С основным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Расшифровка буквенно-цифровой индикации информирует об основных технических данных по ГОСТ 9467-75:
- Э – электрод с внешним покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм 2 ;
- А – пластичность и ударная вязкость рассчитаны на переменные нагрузки.
Технологические требования к сварке включают удержание короткой дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 300 0 С перед использованием.
Предпочтение отдаётся постоянному току обратной полярности. Требования к чистоте поверхности, особенно касательно окалины и ржавчины, высокие. Увеличение концентрации порошка железа в покрытии снижает углеродистость наплавки, склонность к трещинообразованию.
Конструкционные низколегированные углеродистые стали, как 15ХСНД, в местах ответственных соединений варятся электродами Э50. Стержневой пруток изготовляется из сварочной проволоки Св-0,8.
Тип покрытых электродов Э50 включают МГМ-50К, УОНИ 13/55, АНО-21, СЭЛБ-52, ОЗС-12, МР-3С, Э46. Брызгообразование незначительно. Осевое отклонение угла наклона электрода не более 37 0 . Сварка нержавеющих, легированных сталей и чугуна исключается.
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
Зарубежные и отечественные аналоги пригодные заменить электроды Э50, марка электрода: SE-08-00 (РФ), ОК 48.04 (Швеция), ОК 53.70 (ESAB), Fox EV 50 (Германия), Phoenix К50 R (Германия), Garant (Германия), LB-52U (Япония).










Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Технические характеристики
При выборе электродов Э46 технические характеристики играют самую важную роль и являются главным показателем. В первую очередь они зависят от химического состава материала электродов. Для сваривания тонкостенных материал этот вид электродов не является пригодным, поэтому отсчет размеров диаметров начинается с двух миллиметров. Наиболее распространенный размер – четыре миллиметра.
Допустимо использование тока переменного и постоянного. Наплавленный металл противодействует появлению деформации усталостного характера. К чистоте разделки кромок деталей предъявляются требования, но не чересчур высокие. Обмазка электродов защищает шов, однако, корка шлака равномерностью не отличается и ее отдельные части бывает трудно удалять. Шов имеет слегка вогнутую форму.
К преимуществам относится способность образуемого шва переносить длительные нагрузки, а также равномерность горения дуги и устойчивость ее поддержания. Шов не имеет склонности к растрескиванию. Повторный розжиг дуги осуществляется без залипания к поверхности изделия.
Используется рутиловое, основное и целлюлозное покрытие. Наиболее удачным получается шов при использовании электродов с рутиловым покрытием. Однако, такие электроды полежат обязательной прокалке перед началом сварочного процесса во избежание появления пористости.
Целлюлозное покрытие используется, если предстоит сварка тонкостенных изделий небольшого размера. Для сварки сложной формы конструкций и арматуры допустимо рутилово-целлюлозное покрытие. Имеется возможность осуществлять сварку с зазором.
К преимуществам этих электродов относится равномерность распределения наплавленного металла по всей длине шва. Важным является незначительный выброс токсичных веществ при сварке.
Марка Abicor Binzel
Эти элементы, применяемые для наплавки металла, оказываются очень востребованными современными пользователями. Это обясняется следующими примуществами:
- В совершенстве подходят для сваривания дуговым методом.
- Обладают низкой чувствительностью к ржавчине.
- Степень временного сопротивления не превосходит 33 МПа.
- Наименьший дозволенный угол наклона равен приблизительно 35 градусам.
Если отметить минусы этих изделий, то сварщики наблюдают, как правило, внушительный уровень затрат наплавленного металла.
Также марка плохо подходит для потолочного шва марка. Предельное напряжение при обратной полярности не превосходит 9 В. Коэффициент наплавки подобных изделий равняется не более, чем 8 г. Приобрести изделия Abicor Binzel можно в специализированном магазине за 570−600 рублей.
Описание
Электроды ОК-46 по ГОСТ 9467-75 производятся диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для маленьких сечений ∅1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготавливаются из сварочной стальной проволоки СВ-08 или СВ-08А с нанесением рутиловой обмазки.
Стандартная производительность работ – 1,4 кг/час. Именно столько потребуется электродов для наплавки 1 кг металла. Для прокалки потребуется режим 70–90 °C и продолжительность нагрева 1 час.

Рисунок 2 — Технические параметры
В обозначении ОК-46 указано, что электрод предназначен для выполнения ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг/мм².
Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и протекания процесса сварки. Именно по техническим характеристикам и виду выполняемой работы сварщики подбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: С=0,08%, Si=0,3%, Mn=0,4%.
Механические свойства шва:
- предел прочности – 510 МПа;
- предел текучести – 400 МПа;
- сопротивлению разрыву – 510 Н/мм²;
- ударная вязкость при температуре -20…0 °C составляет 33–70 Дж/см²;
- выход наплавленного металла в относительном измерении – 96%.
Назначение и применение электродов ОК 46.00
Применяются для соединения углеродистых, судовых сталей и оцинкованных листов (гальваническое покрытие). Малое тепловложение позволяет сваривать заготовки с широкими зазорами. С ОК 46 работается комфортно, темп работы высокий. При тонком металле — риск прожига минимален.
Малое напряжение холостого хода и стабильная дуга позволяют применять электроды ESAB ОК 46 от бытовых источников.





