
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.

Аппарат для установки электросварных фитингов
Аппарат для монтажа электросварных муфт можно взять в аренду в специализированных магазинах.
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;

Подготовка труб к соединению
после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида; трубы предельно аккуратно фиксируются в фитинге
Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;. Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента. Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента
Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента.

Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;

Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.
Электромуфтовые сварочные аппараты
 При электромуфтовом способе концы труб заводятся в полиэтиленовую муфту – фитинг. Затем напряжение подается на нагревательные элементы, заделанные в муфту. Нагретая труба расширяется, и расплавленный полиэтилен на её внешней стороне смешивается с расплавленным полиэтиленом на внутренней стороне фитинга. В результате торцы оказываются надежно соединены между собой, а их поверхность – с поверхностью муфты, которая образует защитный кокон вокруг места соединения.
При электромуфтовом способе концы труб заводятся в полиэтиленовую муфту – фитинг. Затем напряжение подается на нагревательные элементы, заделанные в муфту. Нагретая труба расширяется, и расплавленный полиэтилен на её внешней стороне смешивается с расплавленным полиэтиленом на внутренней стороне фитинга. В результате торцы оказываются надежно соединены между собой, а их поверхность – с поверхностью муфты, которая образует защитный кокон вокруг места соединения.
Для сварки угловых соединений и врезок используются муфты соответствующей формы.
Аппараты для электромуфтовой сварки могут отличаться:
- Диаметром и типом фитингов, с которыми может работать аппарат. Виды муфт определяются положением нагревательной спирали. Она может быть скрытой, частично скрытой и закрытой. Фитинги крупных диаметров могут использоваться с обжимными пластинами, назначение которых состоит в возвращении первоначальной формы торцам, деформированным при резке.
- Набором опций для контроля за рабочим процессом. На электромуфте, как правило, нанесен штрих-код, в котором содержатся сведения о её характеристиках. Код считывается с помощью штрих-сканера, входящего в комплект аппарата. После чего полученные данные, вручную или же автоматически, вносятся в процессор аппарата, который и задает рабочий режим.
На дисплей устройства поступают данные о продолжительности процесса, напряжении тока, температуре нагрева и других характеристиках, которые сохраняются в памяти устройства. Большинство моделей оснащено так же системой сигнализации о начале и завершении очередного этапа работы.
- Количеством производственных режимов.
Применение аппаратов этого типа сопряжено с необходимостью использования значительного количества расходных материалов, что ведет к удорожанию работ. Но это компенсируется простотой метода и возможностью производить сварку в местах с затрудненным доступом. Поэтому при ремонте трубопроводов чаще всего применяются модели такого типа.
Серьезное преимущество метода заключается в том, что с помощью фитингов сварочный аппарат для пнд труб может сваривать трубы разного диаметра, в том числе, и изготовленные из разных видов полимера.
Как выполнять работу
Необходимо следовать четко налаженной технологии и не отступать от нее, если в ваших планах – крепкий шов высокого качества. Точность действий очень важна. Не нужно отвлекаться на посторонние разговоры.
Первым делом стоит провести подготовительные работы. Для этого освободите трубы от грязи и мусора, сделав их гладкими. Торцы должна хорошо соединяться друг с другом и быть аккуратными.
В работе пригодятся обезжириватель и жесткая щетка. Зачистной агрегат легко освободит площадь от тонкого слоя стружки.
Последующие операции выполняются по таким принципам:
- Когда подготовительный этап окончен, на лобовую поверхность ПНД труб надевается муфта. При этом узел надежно закрепляется в контроллере.
- Агрегат для шарнира подсоединяют к электричеству, проверяя его исправность. После этого к выводам нагревателя подключают кабель.
- Определитесь с необходимым режимом. Выберите оптимальный температурный регламент и установите время процесса. Если все в порядке – запускайте прибор.
- Необходимо осуществлять поверку, проверяя сварочные индикаторы. Работник должен быть весь во внимании, чтобы ничего не упустить. Более опытные сварочники доводят свою работу до автоматизма. В этом им помогает специальный прибор, который «читает» все данные с муфтовых штрих-кодов. Устройство идет в комплекте с аппаратами для сварки.
- Заключительный этап – оценка идеальности шва, отсоединение кабеля от сети и постепенное снижение температуры узла. Финальным штрихом будет нанесение на механизм специального порядкового номера.
Общие сведения
Метод проведения сварочных работ во время соединения полиэтиленовых трубопроводов во многом схож со способом, который широко используется при монтаже обычных или усиленных полипропиленовых труб. В последнем случае процесс часто осуществляется с помощью специального паяльника, так называемого утюга с насадками.
Такой инструмент может быть использован для пайки ПНД трубопроводов. Однако нужно учитывать, что полиэтилен низкого давления сильно размягчается уже при температуре +100°C. Ее значение для пайки труб из такого материала зависит от толщины стенок изделий. При этом она меньше, чем у полипропиленовых деталей. Часто ее максимальная величина равна 200-220°C.









Если же она будет составлять 255-265°C, тогда материал просто потечет. Ведь именно при такой температуре осуществляется пайка большинства полипропиленовых трубопроводов. Хотя подавляющая часть моделей аппаратов для сварки полипропилена оснащается температурным регулятором.
Специальный паяльник с регулятором температурыИсточник gi-gas.ru
Сварка полиэтиленовых труб большого диаметра осуществляется специально разработанными сварочными аппаратами. Они представляют собой громоздкое оборудование. Поэтому его домовладельцы не приобретают в собственность. Обычно при необходимости монтажа труб из полиэтилена обращаются в специализированные компании. Тем более специалисты прекрасно знают все особенности трубопроводов из такого материала и технологию их соединения.
Во время обустройства наружных инженерных коммуникаций приходится прокладывать трубопроводы, диаметр которых может достигать 300мм или даже 400мм. При соединении таких изделий профессионалы уже используют специальные сварочные машины. Это дорогостоящее оборудование, позволяющее создавать надежные высококачественные соединения, даже если стыкуются толстостенные трубы.
Сварочная машина для ПНД трубИсточник pokter.ru
По сравнению со сталью у полимеров, включая полиэтилен низкого давления, более высокие эксплуатационные характеристики. Стоит также отметить, что ПНД представляет собой один из видов полимеров, который хорошо соединяется именно сваркой. Поэтому для такого материала существует несколько способов выполнения сварочных работ.
Если упоминается сварка полиэтиленовых труб, тогда имеется в виду пайка именно ПНД. Эта разновидность пластмассы часто обозначается русской аббревиатурой ПЭ и даже английскими буквами PE. Для материала высокого давления используются варианты: PEHD или HDPE.
Разновидности сварочных аппаратов
По функциональному назначению аппараты для монтажа ПНД делятся на два класса:
- устройства, соединяющие ПНД встык или враструб;
- аппараты подключения электромуфт.
Основные части сварочных аппаратов для полиэтиленовых труб:
- трансформатор;
- мощностной модуль обеспечивает токоподачу необходимого напряжения;
- регулятор режима нагрева.
Аппараты для стыковой пайки
Модели паяльников конструктивно похожи, они бывают разной формы, размера, мощности. Есть универсальные агрегаты с механическим и гидравлическим приводом, они создают нагрузку при соединении ПНД большого диаметра.
Виды аппаратов стыковой пайки полиэтиленовых труб:
- Сварочное зеркало. Круглым нагревательным элементом сложно выполнить аккуратное соединение, ручной аппарат применяется при монтаже подземных или подвальных участков трубопроводов.
- Сварочный аппарат оборудован станиной, на нее крепится паяльник, центратор. Автоматический сварочный аппарат сжимает разогретые поверхности с помощью рычажного механического устройства или гидравлического привода. Аппараты подбираются по размеру свариваемых труб.
Пайка с помощью электромуфты
Аппараты для муфтовой сварки полиэтиленовых труб выпускают в двух модификациях: с ручной и автоматической регулировкой со сканером, считывающим маркировку. Они очень экономичные, легкие, удобны в транспортировке.
Вспомогательный инструмент
При монтажа трубопроводов кроме оборудования для сварки необходимо иметь:
- труборез гильотинного типа;
- калибровщик – инструмент, восстанавливающий профиль после транспортировки;
- фаскосниматель, им зачищают и выравнивают свариваемые торцы.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Сварка встык своими руками
Этот способ осуществляется с использованием специального аппарата для сварки трубопровода. Сам процесс заключается в следующем. Торцы элементов очищают от загрязнений и протирают обезжиривающим составом. Потом они нагреваются специальным ТЭНом до вязкого состояния и соединяются под давлением. После этого шов должен остыть естественным путем и только затем можно приступать к эксплуатации трубопровода.
Однако при выполнении стыковой сварки следует следить за такими параметрами, как:
- Время нагревания;
- Высота оплавления торцов;
- Давление на соединяемые поверхности;
- Температура.
При соблюдении всех рекомендуемых параметров шов должен получиться ровным с одинаковым выступом по всей поверхности. Стыковое сварочное соединение считается основным способом создания трубопровода из полиэтиленовых комплектующих.
Виды соединений труб
Для соединения между собой любых труб в основном используются:
- Механическое соединение . Наиболее простой способ соединения труб – использование фитингов. Дополнительные соединительные элементы разнообразной конфигурации позволяют осуществить сборку различных систем.
- Сварка . Трубы могут устанавливаться как бестраншейным способом, так и методом укладки в траншеи после сборки на поверхности. Для сохранения гибкости (без потери прочности) водопроводной системы из полиэтиленовых труб применяется контактная сварка. На практике используются:
- сварка стыковая;
- сварка электромуфтовая.
Инструментарий
Чтобы целый процесс проходил без запинок, нужно иметь при себе специфический инструмент:
- Сварочный аппарат. Для этого вида сварки был создан неповторимый агрегат. Он основан на технологии полупроводников, исходя из этого потребляет в десять раз меньше электричества, чем другие его аналоги. В большинстве случаев для таких агрегатов указывается большой и минимальный свариваемые диаметры. Предусмотрен сканер штрихкодов, который машинально заносит информацию о конкретном виде соединения, это кроме этого возможно сделать вручную. Информацию о каждом пройденном стыке заносятся в память, дабы оператор либо контрольная группа имели возможность взять сведения. Вероятно наличие встроенного последовательного либо USB-порта, к последнему возможно подключить флеш-накопитель для переноса настроек либо данных. На передней панели в большинстве случаев находится дисплей, который отображает текущие параметры. В наборе с некоторыми агрегатами идут наконечники разного сечения.
- Позиционер. Маленькое железное приспособление в виде планки, которая владеет несколькими зажимами. Данный инструмент позволяет расположить патрубки в одной плоскости для исполнения сварочных работ. Он кроме этого рекомендован чтобы исправить овальность. Для этих целей кроме этого может использоваться отдельный хомут.
- Труборез. В большинстве случаев применяют дисковый. Именно он позволяет выполнить ровный срез, что есть требованием.
- Скребок. Маленькая рукоятка с лезвием. Кроме этого это возможно приспособление с несколькими модулями. Один из них помещается в трубу, второй, на котором находится режущая головка, подсоединяется и при вращении снимает верхний слой. Эта процедура нужна не чтобы создать шероховатую поверхность, а для снятия окисленной части патрубка.
- Рулетка либо линейка.
- Очиститель. Он нужен, дабы удалить грязь и жир. Необходимо применять специально разработанный для конкретного вида труб. Запрещено использовать простой спирт либо ацетон.
- Маркер. Употребляется водостойкий белого либо броского цвета, дабы наносить не только разметку, но и кое-какие данные на место спайки.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).
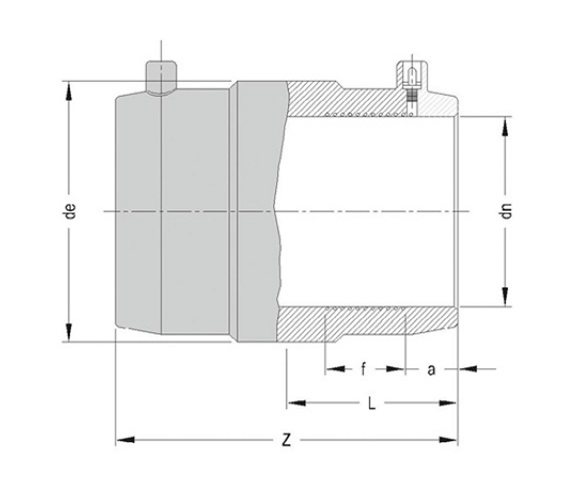
Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.










Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Область применения электросварных муфт
Электросварная муфта со встроенной спиралью
Применение электросварных муфт охватывает довольно большую область. Их используют при строительстве трубопроводов различного предназначения и проведения инженерных коммуникаций. Чаще всего муфты со встроенной спиралью, применяют при выполнении ремонтов в стесненных условиях, например в траншеях. За счет быстроты сварки таких соединений эти соединительные детали являются незаменимыми при проведении аварийных работ. Их применение допустимо при строительстве сложных трубопроводных конструкций и ответвлений от существующего трубопровода, когда проведение стыковой сварки по какой-либо причине осуществить невозможно.
Распространено использование таких фитингов при монтаже трубопроводных систем диаметром до 110 мм. Технология сварки муфт позволяет выполнять работы в широком диапазоне температур, то есть использование таких элементов незаменимо при ремонтах в мороз или жарким летом. При сварке возможно протоколирование всего процесса, что позволяет использовать эту технологию при сварке газопроводов.
Соединение труб из полиэтилена
Полиэтиленовые трубы можно соединять, используя один из следующих вариантов:
- С помощью компрессионных фитингов.
- Сварка посредством электромуфты.
Соединение компрессионными фитингами выполняется по аналогии с металлопластиковыми трубами, но в определенной последовательности:
- Трубу обрезают и снимают фаску.
- На трубу надевают зажимную гайку.
- За ней следует цанга.
- Далее по очереди надевают упорное и уплотнительное кольцо.
- Трубу вставляют в корпус фитинга, сдвигают на край все детали и затягивают гайку.

Такой способ чаще всего используют при сборке бытовых оросительных систем в загородных домах или на дачном участке.
Соединение металлопластиковых труб в бытовых водопроводах выполняется при помощи сварки электромуфтой. Следовательно, для выполнения работы нужно иметь специальное сварочное устройство и электромуфта, имеющая диаметр в соответствии с сечением соединяемых элементов.

Процедура сваривания подразумевает выполнение следующих действий:
- Подготовка поверхности соединяемых элементов. Для этого специальным скребком снимают верхний слой трубных изделий и обезжиривают очищенное место.
- Концы соединяемых элементов вставляют в электромуфту, при этом стык должен располагаться точно в ее середине.
- Электромуфта присоединяется к сварочному аппарату и спирали внутри нее начинают нагреваться. В результате полиэтилен начинает плавиться и происходит сваривание краев трубных элементов.
Аппарат для такого типа сварки имеет очень высокую цену, поэтому, если не предполагается его дальнейшее использование, лучше взять устройство в аренду на несколько дней, чем тратить большую сумму для его одноразового использования.
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Дефекты подразделяются на два типа:
- внутренний тип;
- внешний.
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
Контроль качества швов
После сварки осматривают стык, шов должен иметь форму валика с симметричным наплывом пластика. Допускается небольшое смещение стенок, не более 10% от величины диаметра. На шве не допускаются трещины, пузыри и другие дефекты.
Контроль качества сварных соединений полиэтиленовых труб производится обязательно, от этого зависит срок службы водовода. Если валик образовался маленький, шов необходимо переделать, ошибка в том, что торцы были недостаточно разогреты или сжаты без усилия. Если валик пластика на шве слишком большой – паяльник в зоне стыка находился слишком долго. Такой шов недопустим на водоводах диаметром до 20 мм, он будет уменьшать просвет внутреннего сечения.
Неразъемные соединения ПНД труб
Для выполнения прочного и надежного соединения отдельных деталей трубопровода применяется сварка труб ПНД своими руками. Как правило, используется один из двух возможных методов сварки:
- Соединение встык.
- Соединение при помощи электромуфты.
Сварка встык
Стыковая сварка ПНД труб используется для соединения элементов, имеющих диаметр от 50 мм и выше. Для выполнения работы понадобится специальный аппарат стыковой сварки.







Принцип соединения заключается в нагреве торцов труб и их соединении под давлением. Расплавленный пластик при этом образует монолитное соединение, которое по прочности не уступает цельной трубе.
Рассмотрим, как осуществляется стыковая сварка труб ПНД. Для осуществления процесса концы труб должны быть жестко закреплены в фиксаторах аппарата. Затем к торцам подводится нагревающая плита.
После того как пластик разогреется до температуры плавления, нагревательную плиту убирают, а трубы прижимают друг к другу под определенным давлением. После остывания шва, фиксаторы снимают и трубы извлекают из аппарата. Особенности процесса:
- Описанный способ можно использовать для соединения фитингов и труб одного диаметра.
- Метод подходит для труб и фитингов с толщиной стенки не меньше пяти миллиметров.
- Производить диффузную сварку можно только в том случае, если температура окружающей среды не ниже +15;
Сварка труб из полимера является экономичным процессом, так как у станка для сварки ПНД труб низкая степень энергопотребления по сравнению со сварочным аппаратом, используемым для сварки стальных труб.
Электромуфтовый способ сварки
Соединения, выполненные с использованием элетромуфт, позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер. Однако если сравнивать сварку ПНД труб электромуфтами с описанным выше методом, то первый вариант обходится дороже.
Дело в том, что для выполнения каждого соединения необходимо специальное оборудование для сварки ПНД труб – аппарат для электромуфтовой сварки, то есть, накладные электромуфты. Процесс проходит так:
- Торцы деталей подлежащих сварке тщательно зачищают.
- Муфта электронагревателями устанавливается на стыке свариваемых деталей;
- После закрепления муфты по месту стыка, к ней подводят напряжение. В результате происходит расплавление торцов труб и самой муфты, а после остывания образуется монолитное соединение. Муфта остается надетой поверх сваренных труб.
Как правило, эта технология сварки ПНД труб применяется в тех случаях, когда нужно выполнить несколько соединений. Например, если осуществляется врезка дополнительной ветки в существующий трубопровод. Если же нужно производить сварку большого количества стыков, то выгоднее применять стыковую сварку.





