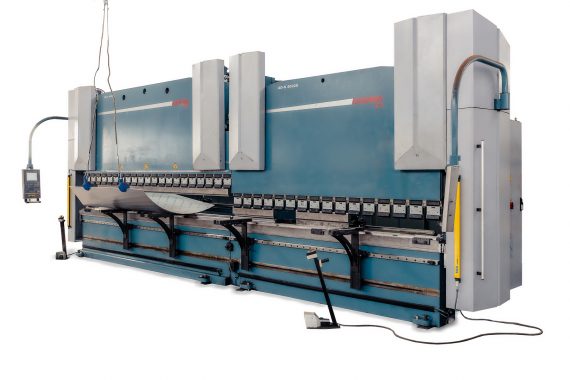
3 Алгоритм гиба металла на листогибах с гидроцилиндрами
Технология обработки листовых металлических заготовок на рассматриваемом оборудовании не имеет особых сложностей. При этом она обеспечивает максимальную производительность листогибов и высокую безопасность выполнения работ.
В целом процесс сгибания заготовок на интересующих нас агрегатах осуществляется в семь стадий:
- Траверсу надежно фиксируют в так называемой “мертвой верхней точке”.
- Запускают траверсу при помощи педали либо кнопки управления. Перемещение балки происходит с запланированной оператором скоростью сверху вниз. Указанная скорость именуется свободным падением за счет того, что до некоторого заданного момента она выше скорости непосредственно гибочной операции. При этом необходимо понимать – действительно свободного (то есть неконтролируемого) падения как такового не происходит – аппаратура, которой располагает любой современный гидравлический листогибочный пресс, контролирует каждое движение оборудования.
- Рабочую скорость балка получает в интервале переключения скоростей. На данном этапе отмечается синхронизация объема и скорости подачи в гидроцилиндры гидравлической жидкости, функционирования двух сторон траверсы и выбора запланированной рабочей скорости. Все озвученные процессы идут одновременно, за правильность их выполнения отвечают аппаратные регулировочные средства либо датчики.
- Траверса после получения нужной для работы скорости устремляется к другой мертвой точке (теперь уже к нижней). В этом положении балка остается определенное время, которого достаточно для обеспечения равномерной нагрузки на деталь, подвергаемую сгибанию.
- Траверсу начинают поднимать с четко обозначенной скоростью на необходимую по условиям техпроцесса величину. Данная стадия носит название декомпрессии. Она контролируется автоматически, правильность поднятия балки влияет на качество получаемого изделия не меньше, чем сама операция гибки.
- Траверса возвращается до мертвой верхней точки с достаточно большой скоростью.
- Отключение оборудования.
Добавим, что обработка заготовок на листогибах с гидроцилиндрами описывается тремя основными параметрами – рабочая длина станка, мощность развиваемой нагрузки на деталь, производительность за определенное время, а также несколькими добавочными характеристиками (дистанция между стойками агрегата, скорость выполнения рабочих операций, амплитуда, с которой может перемещаться траверса и другие).
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.

WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.

- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.









Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
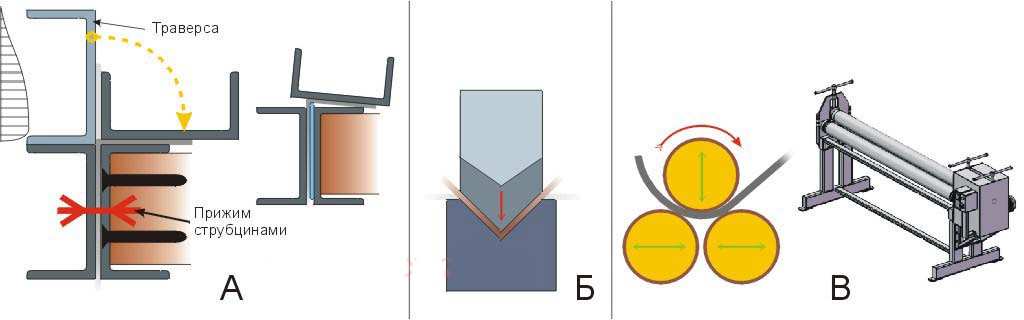
Классификация схем гибки листового металла
В зависимости от поставленных задач различают:
- свободную гибку, при которой деформирование металла производится в результате приложения изгибающего момента к определенному участку поверхности заготовки. в большинстве случаев свободная гибка выполняется непрофилированным инструментом, его главной особенностью является точное соблюдение радиуса гибки;
- гибку с калибрующим ударом, при которой заготовка обжимается по специальной матрице. для повышения уровня универсальности гибочного инструмента для калибрующей гибки, его часто выполняют сегментированным. деформирование производится приложением к заготовке усилия, а не момента;
- гибку с растяжением. процесс применяется для деформирования малопластичных металлов и сплавов (в частности, высокоуглеродистых сталей, сплавов алюминия с марганцем). при этом к краям заготовки во время деформирования прилагаются растягивающие напряжения;
- гибку роликовым инструментом, которую часто совмещают с профилированием непрерывного листового материала и отрезкой ножами. такая гибка носит локальный характер. усилие при этом незначительно, что позволяет вести процесс на автоматизированном оборудовании повышенной производительности.
Схемы гибки на листогибочных станках
Выбор оптимального способа гибки устанавливается следующими факторами:
- характером изменения оси заготовки после гибки;
- физико-механическими характеристиками деформируемого материала;
- производительностью гибки и последующей отрезки ножами;
- возможностью оперативной переналадки оборудования на выпуск продукции с другой конфигурацией готовой поверхности;
- уровнем суммарных энергетических затрат на гибку.
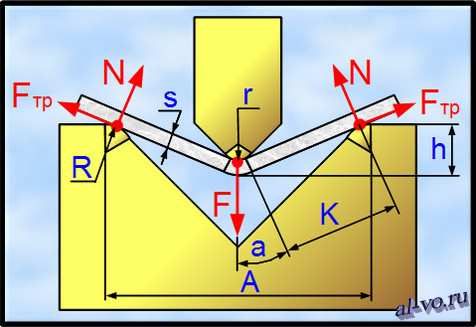
Силы, действующие при гибке на листогибе
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании — листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:

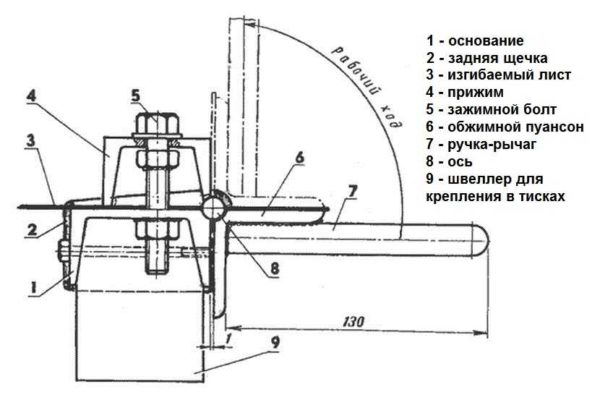
Универсальный гибочный станок
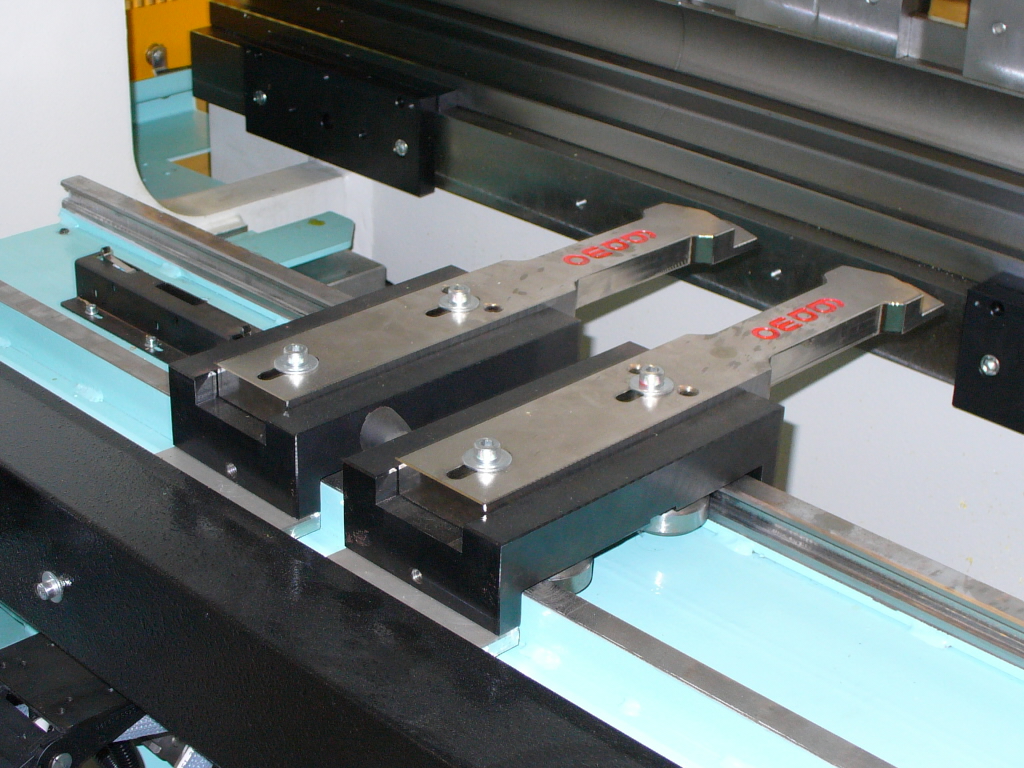
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.









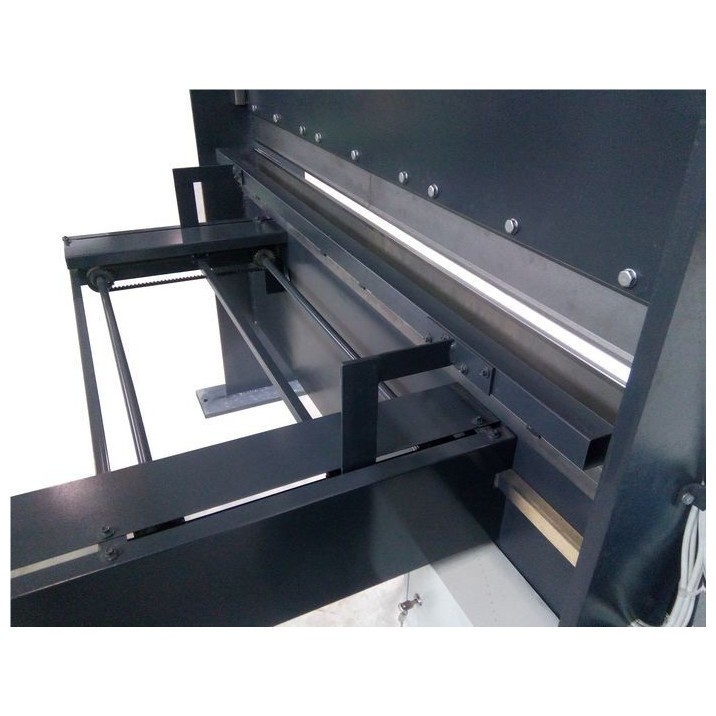
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.

Ротационный гибочный станок
Поворотно-гибочный станок
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.

Фальцегибочный станок

Фальцепрокатный станок Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Установка и уход за гибочным станком
Чтобы во время работы гибочного станка любого вида не возникло проблем, и они не поломались раньше времени и не испортили заготовки, нужно соблюдать несколько правил при их эксплуатации:
- чтобы элементы оборудования не подверглись коррозии, его используют в помещении, поддерживающим плюсовую температуру (до 35 градусов). Если температура будет выше, может потечь смазка, которой обработаны детали станка. При низких температурах она может замёрзнуть, и тем самым работа оборудования будет нарушена, и оно быстро выйдет из строя;
- листогибочные конструкции не должны находиться в местах, где уровень влажности составляет выше 75%;
- если гибочный аппарат был куплен зимой, прежде чем его собрать, нужно оставить его элементы в теплом помещении, чтобы они нагрелись до уровня комнатной температуры, и только после этого начать сборку и работу. Несоблюдение указанного правила может вывести аппарат из строя;
- при сборке обязательно нужно внимательно прочитать инструкцию и проверить комплектацию.
Как и другое оборудование, листогибочные станки требуют должного ухода:
- детали конструкции листогиба следует чистить мягкой тканью и протирать с помощью специального растворителя после каждого применения;
- рекомендуется периодически очищать технику с помощью сжатого воздуха (раз в месяц);
- металлические детали следует смазывать жидким машинным маслом после чистки;
- раз в месяц также рекомендуется наносить смазку на некоторые узлы и рамы.
При соблюдении указанных правил можно продлить срок работы гибочного станка на долгие годы.
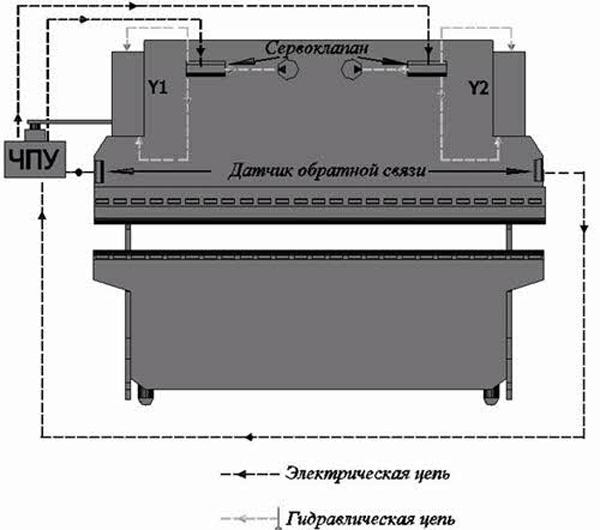
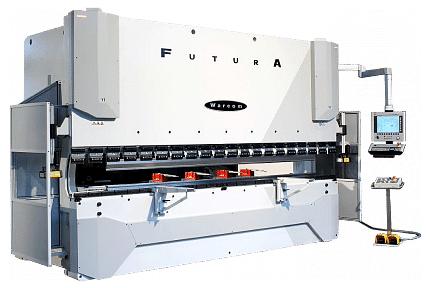
Что даёт оснащение оборудования числовым программным управлением?
Листогибочные прессы под наблюдением системы автоматики производят изделия повышенной точности. Датчики положения расположены на гидроцилиндрах и способны уловить изменения в несколько сотых микрометра. Ни один ручной станок не способен сравниться с современными разработками.





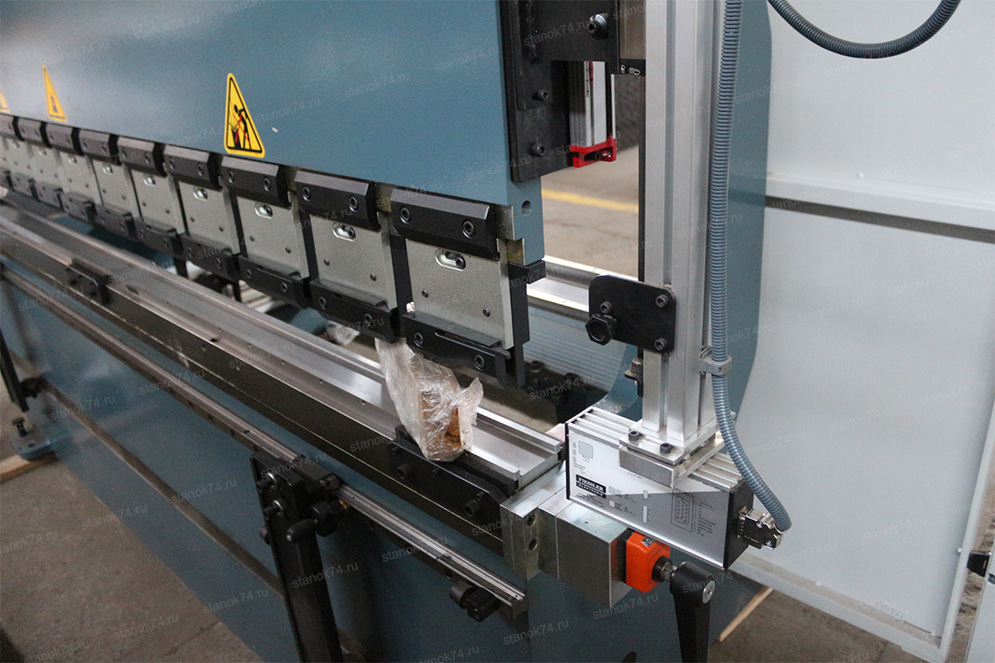


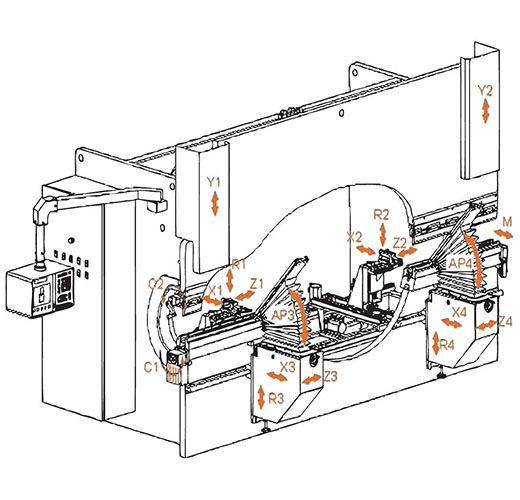
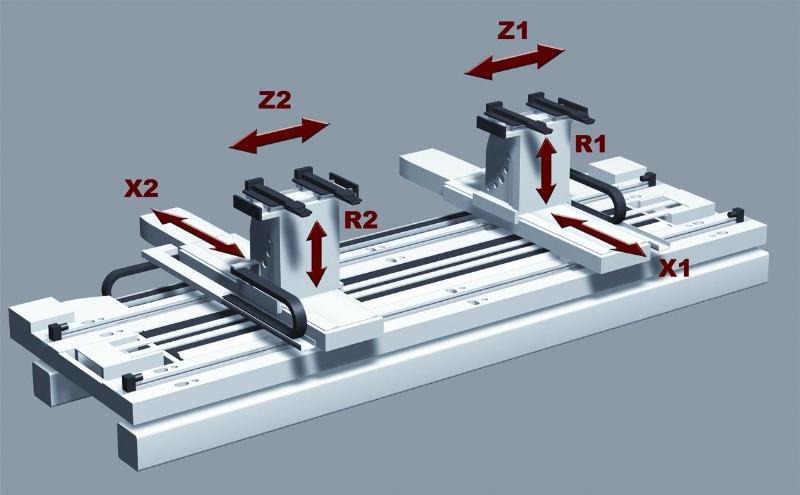
Листогибочные прессы могут иметь до девяти контролируемых осей. Каждый отдельный шаг программы всегда контролируется автоматикой, чем исключается из процесса производства человеческий фактор. Приложения для задания параметров предупреждают о неправильном их введении и блокируют перемещение узлов до исправления ошибки. Человеко-машинный интерфейс довольно прост и позволяет освоить его за несколько часов работы даже неопытному работнику.
Листогибочные прессы рекомендуется выбирать со множеством опций. Часто непродуманные условия работы оборудования могут полностью блокировать работу целой линии. Так, жаркая погода приводит к перегреву масла, а низкая температура окружающего воздуха не даёт нормально отрабатывать управляющим клапанам.
Компактные роликовые листогибы
Все гениальное — просто!
ТО что изобрели владелецы фирмы WUKO Maschinenbau GmbH и есть — просто гениальные инструменты! Типичные компактные листопрокатные машины устроены так — металлический лист прогоняется через вращающиеся пары роликов специального профиля. Для этого нужна громоздкая и рама для крепления роликов, двигатель, привод (резиновые ролики) и сами профилирующие ролики. Минус — размеры, вес, дороговизна, сложность настройки и то что ролики спрофилированы только под один профиль.
Перти Хакала соединил максимально универсальную пару роликов и ручной привод (лист неподвижен — ролики движутся руками). В результате созданный ручной профилегиб достиг «карманных» размеров и способен на бесконечное количество разных профилей!!!! Еще огромный плюс этот минипрофилер -Бендер (от английского To Bend -гнуть) можен двигаться вдоль плавной кривой кромки металла!!!
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Стоимость: 395.00 eur | ||||||||||||||||||||||||||||||||||||||||||||||||||
Описание: Листогиб роликовый с 2-мя опорными роликами Самый маленький в мире кромкогибочный механизм роликового типа позволяет создавать без особых усилий как доборные элементы, так и кровельные картины. Это – потрясающая экономия средств и пространства. Без ограничения длины гиба+ гнет по радиусу , мах высота отгиба 200 мм. 1400г. смотреть видео ….
|
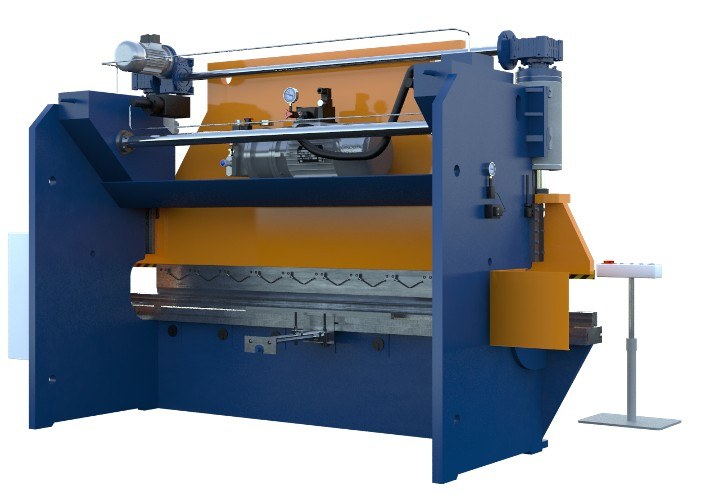
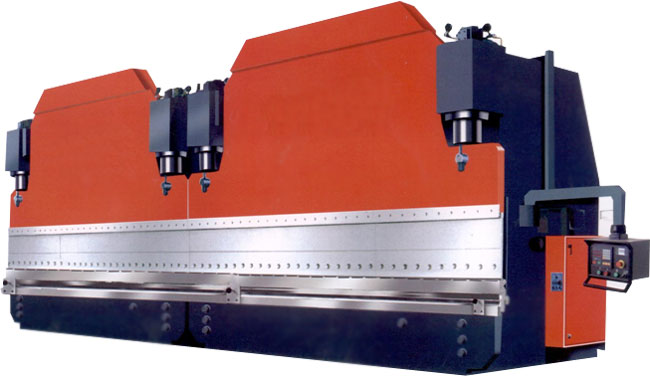
Устройство листогибочного станка
Листогибочный пресс с ЧПУ строится по одной принципиальной схеме и различие оборудования разных производителей состоит в мощности, размерах обрабатываемой заготовки, объеме памяти и количестве дополнительных функций.
Основные части станка для гибки листового металла:
- станина;
- вертикальные направляющие;
- движущаяся горизонтальная верхняя траверса;
- нижняя опора (матрица);
- гидравлические цилиндры;
- линейные датчики перемещения траверсы;
- датчики скорости движения;
- контроллер ЧПУ;
- система ввода данных;
- дополнительное оборудование — отрезные ножи, задние упоры, система автоматической подачи и т.д.
Гидравлический листогибочный пресс работает по принципу выдавливания детали из плоского листа или полосы под заданным углом. Регулируется станок по нескольким параметрам, от которых зависит скорость и продуктивность:
- линейной скорости движения траверсы;
- силы давления;
- скорости возвратного движения;
- дистанции опускания прижимного устройства.
Листогибочный станок с ЧПУ или с ручным управлением работает практически бесшумно, что отличает его от пневматического или электромеханического оборудования. При помощи гидравлического пресса можно изготовлять детали с любым углом изгиба (до 130-145), конусные и полукруглые изделия. Все зависит от набора матриц и пуансонов, которые входят в комплект поставки станка






Пневматический листогиб не обладает столь широким диапазоном мощности и возможностью плавной регулировки усилия, что особенно важно при изготовлении деталей из тонкого листа или цветных металлов
Пресс листогибочный кривошипный работает от привода электродвигателя, превращающего вращение вала в возвратно-поступательное движение матрицы. Регулировка листогибочного кривошипного пресса возможна в пределах 10-50 ходов траверсы в минуту. Управление производится при помощи пусковой педали или рычага, настройка ручная или при помощи ЧПУ (например, модель И1432А Южно Уральского Механического завода).
При выборе гидравлического оборудования, необходимо обратить внимание на несколько основных параметров, определяющих возможности его использования:
- высоту подъема траверсы;
- рабочую ширину (расстояние между стойками);
- диапазон толщины обрабатываемого металла;
- возможность сквозного продвижения заготовки;
- силу воздействия;
- наличие и ассортимент вставок и профилей;
- возможность применения ЧПУ.
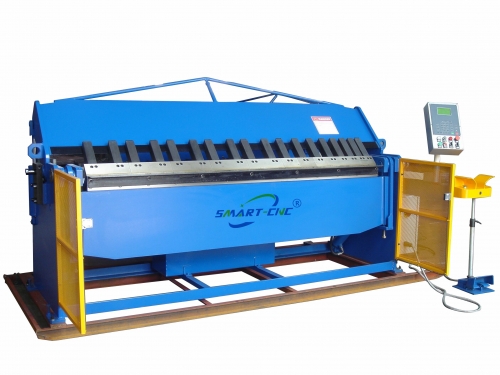
Производятся листогибы гидравлические в мобильном и стационарном вариантах. Естественно, мобильные обладают несколько ограниченными возможностями по размерам и толщине обрабатываемого металла, но обладают и рядом преимуществ — возможность работы непосредственно на объекте, небольшой вес, низкое энергопотребление.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.