Проверка и наладка готового агрегата
Проверку работоспособности устройства лучше производить с применением картонной прокладки требуемой толщины. Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
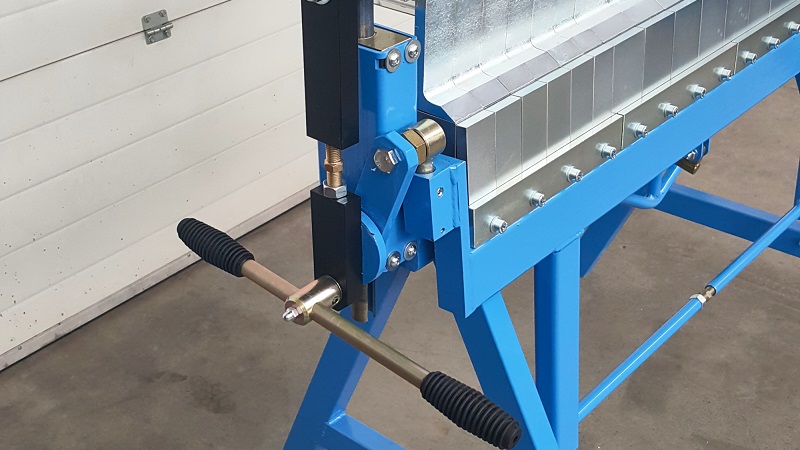
Следующим этапом настройки является наладка свободного хода ручки или педали. Она не должна быть более 10 мм, иначе оператору при ручном приводе трудно «поймать» момент начала гиба
Это важно, поскольку при гибке абсолютно всех металлов и сплавов происходит их пружинение – самопроизвольное уменьшение значения угла гиба. Угол пружинения больше для стальных заготовок, и меньше — для более пластичных, но в среднем составляет 2 — 8°
Самая популярная конструкция листогиба и ее улучшение
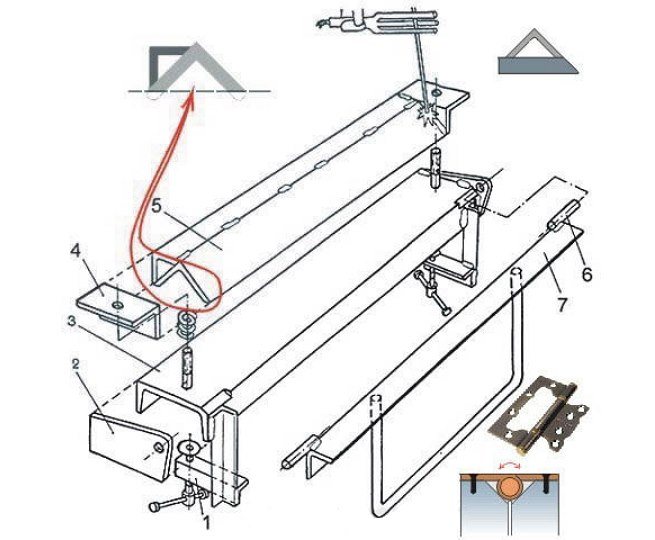
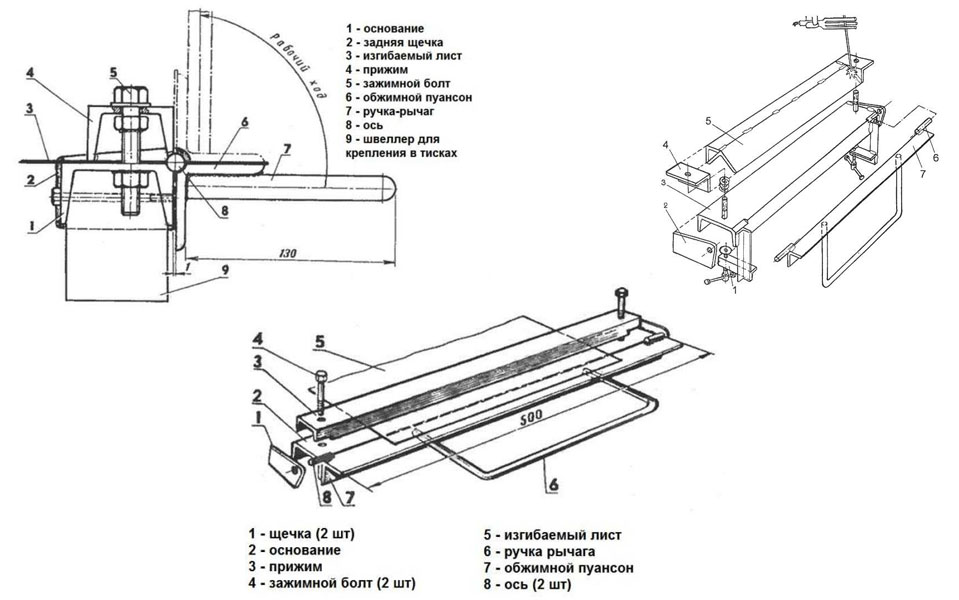
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:

Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
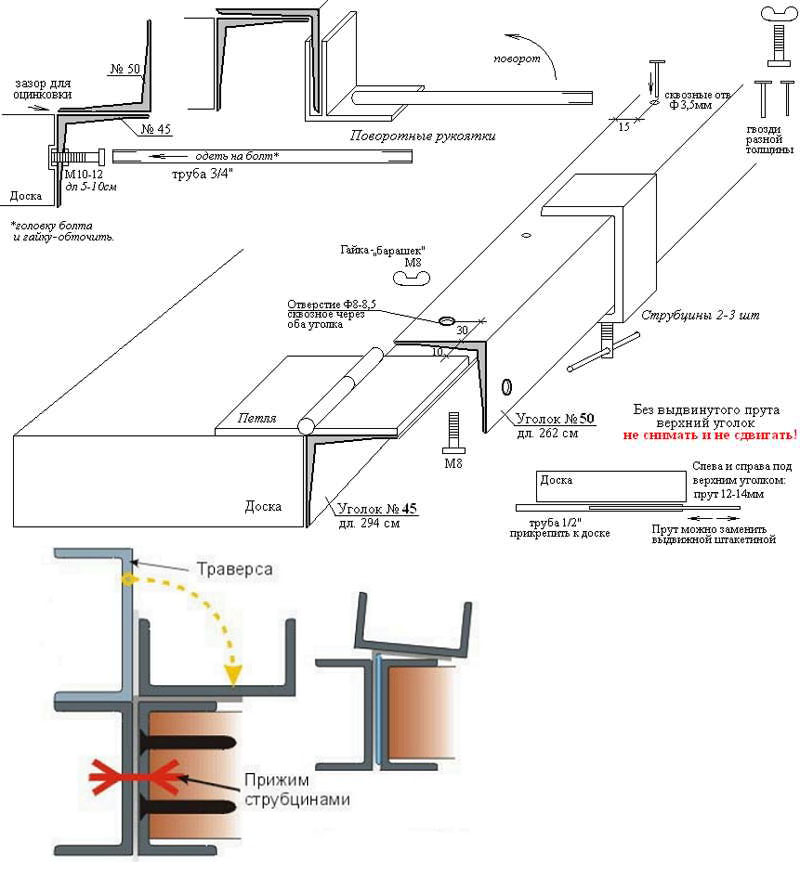
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.

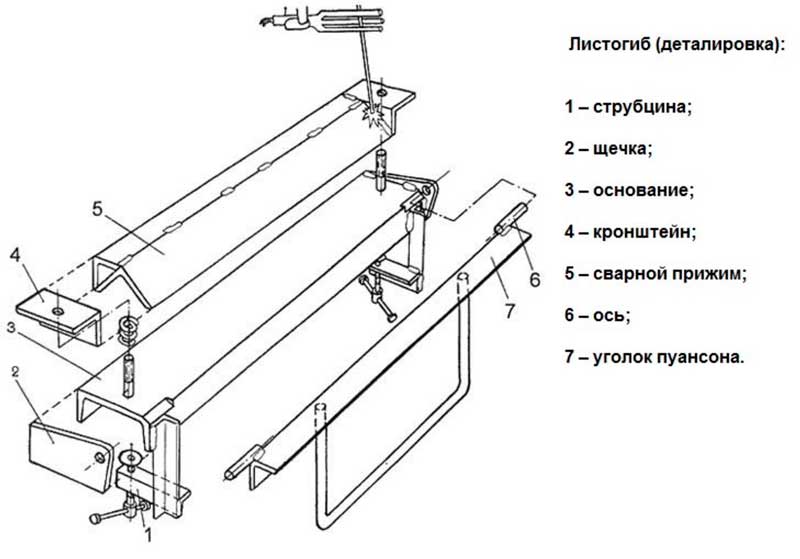





На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Как выбрать листогибочный станок

Оборудование выбирают:
- По назначению. Технические возможности станка должны отвечать его предполагаемому назначению. Для мастерской достаточно ручного станка, для производства серий продукции требуется электрическое или гидравлическое оборудование.
- По толщине проката. Усилие на балке должно быть достаточным для изготовления деталей нужной толщины. Выпускают станки для обработки листов или рулонов от 0,5 до 5 мм.
- По допустимому углу гиба, глубине подачи минимальному противогибу. Характеристики станка должны соответствовать производимым деталям.
При выборе также учитывают тип привода, габариты, наличие ЧПУ, роликового ножа, допустимую погрешность, другие параметры. При выборе рекомендуется проконсультироваться с сотрудником компании, поставляющей промышленное оборудование. Техническая грамотность персонала – обязательное условие работы у надежных производителей или поставщиков станков. В компании «МОБИПРОФ» можно подобрать станок для любых целей, от ручного оборудования, до полностью автоматизированных гидравлических листогибов.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины. Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Что такое листогибочный станок?
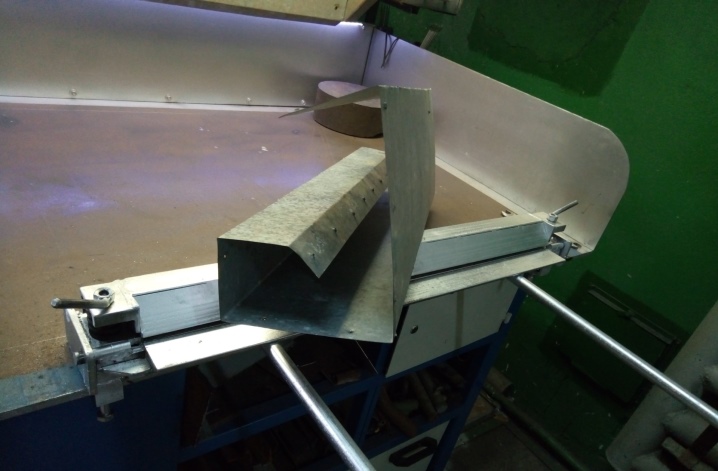
Новое оборудование создано для облегчения ручного производства при изготовлении металлических водосточных элементов, оцинкованных фартуков, желобов, других мелких элементов кровли. Листогиб представляет собой станок проката металла, применяемый для сгибания латуни, стали, алюминия, профнастила, других плоских листов. Ручной роликовый листогиб способен изогнуть металл под требуемым углом, при этом не нарушив плоскость материала.

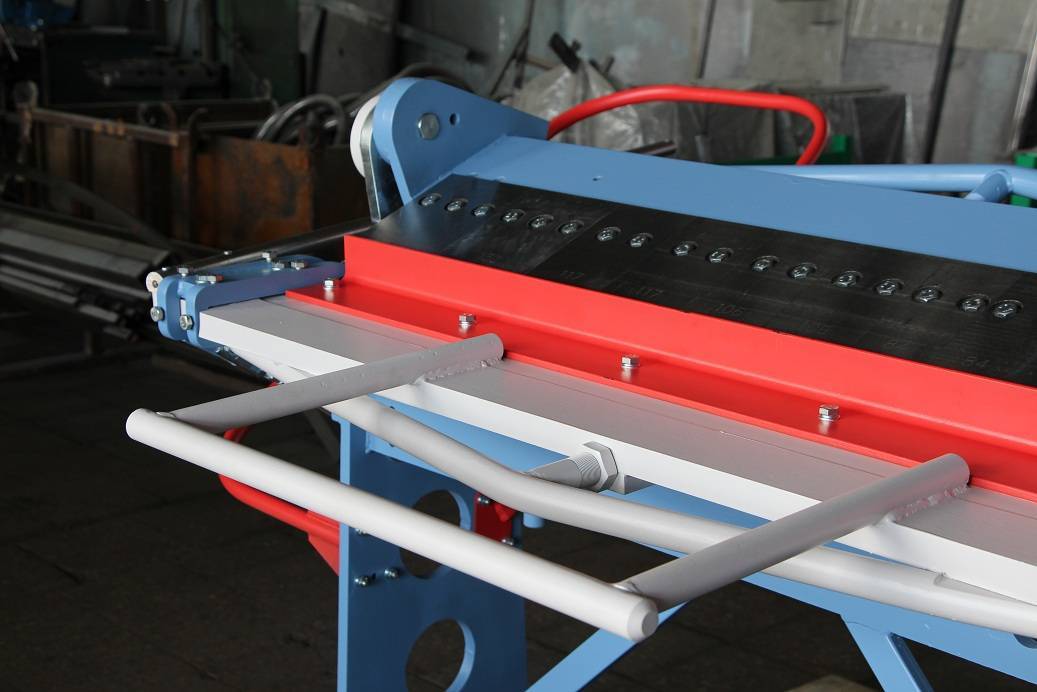







Для работ на подворье частного дома не стоит приобретать дорогой гибочный агрегат, гораздо выгоднее изготовить своими руками ручные листогибы. Отзывы говорят, что самодельное приспособление работает с металлом толщиной до 2 мм, длина проходящей заготовки составляет 4 м, гнуть профиль можно под углом до 180º. Из конструктивных деталей можно назвать обжимное устройство с рычагом, основание и прижимной механизм.
Виды современных листогибочных прессов
Оборудование предназначено для работы с разными металлами, а также материалами. Это специализированные станки, применяемые на производстве. Благодаря данному оборудованию осуществляется качественное, точное сгибание листов. Все подобные станки имеют свои технические характеристики. В последние годы все чаще используется несколько видов современного оборудования:
- Пневматический листогиб для листового металла работает с помощью специальных пневматических цилиндров, которые используют в качестве источника энергии давление воздуха. Для таких станков нужен подвод для сжатого кислорода и это сильно сужает область применения оборудования. Подобные станки применяются на производствах, где не требуются большие усилия.
- Гидравлический листогиб работает при помощи специальных гидроцилиндров, которые используют давление масла в качестве источника энергии. У этого оборудования есть ряд преимуществ, поэтому оно доминирует на производстве. Станки более безопасны, надежны и точны, нежели многие другие варианты прессов.
- Электромеханический листогиб – производственное оборудование, имеющее редуктор, приводную систему и электродвигатель. Станки имеют гибочные, прижимные балки, обладают повышенной износостойкостью.
- Листогиб электромагнитный для листового металла используется для листов из меди, алюминия и стали, толщина которых от 0,4 до 1,2 мм. На таких станках можно получать детали с очень сложной формой (узкие желоба и т.д.). Оборудование отличает точность в работе, глубина подачи без ограничений, низкая цена станков.
В последнее время наиболее востребованным стал гидравлический листогибочный пресс с ЧПУ (с числовым программным управлением). Он отличается эффективностью и высокой точностью выполнения работ.

Листогибы могут быть мобильными, а также стационарными. Они работают с помощью гидравлики. Стационарное оборудование устанавливается только на одном месте. Такие станки могут обрабатывать большое количество металла. Мобильные (или передвижные) варианты используются на различных объектах. Чаще всего гидравлический листогиб приобретается небольшими организациями. Мобильное и стационарное оборудование имеет автоматическую систему управления.
В перечне металлообрабатывающих станков сегментные листогибы представлены довольно широко. Этому способствует востребованность деталей разных размеров, сделанных путем сгибания или на универсальных станках.
Что такое сегментный листогиб и какой выбрать

Выбираем сегментальный листогиб
Потребность в работе с листовым металлом значительна, существует большой перечень продукции, имеющей широкое применение. Одна из основных операций, которые проводятся с металлическим листом – гибка. С ее помощью можно получить изделия от крайне простой до очень сложной конфигурации.
Для гибки листового металла применяются специальные листогибочные станки, которые еще называют листогибами. По большому счету листогиб – это пресс, предназначенный для придания стальному листу той или иной формы. Существует много видов классификации такого вида оборудования. По применяемой движительной силе их можно поделить на:
- ручной;
- гидравлический;
- электромеханический.
Если учитывать вариант гибки, листогиб может быть:
- прессовым;
- ротационным;
- поворотным.
С помощью листогибочных станков производятся различные изделия, в том числе составляющие кровли, окон, вентиляционных шахт, металлический сайдинг, короба, двери, ящики и прочая подобного вида продукция.
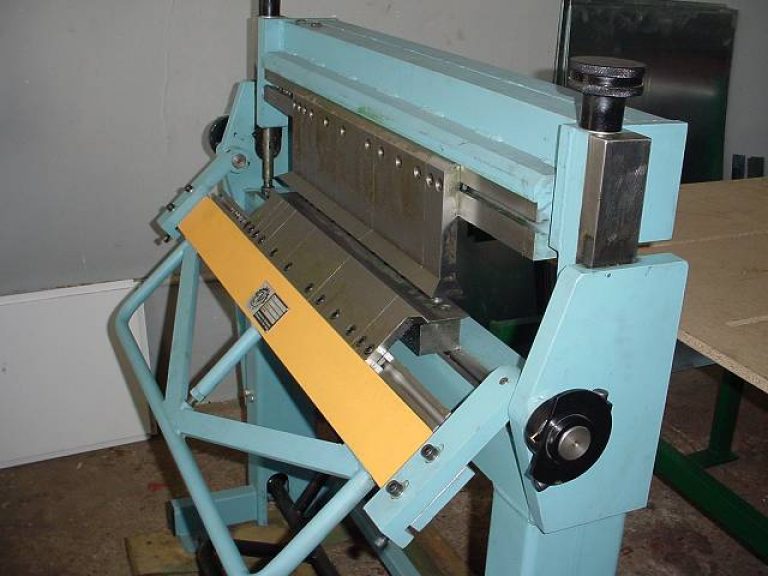
Ручной сегментный листогиб – наиболее часто применяемый в небольших мастерских станок для работы с листовым металлом.
Листогибочный станок pbb 2a 1270
Листогиб ручной сегментный pbb 2a 1270 производится одной из китайских компаний. Во многих случаях этот факт значит хорошее соотношение цена/качество, а также неплохую оснащенность оборудования. Станок можно эффективно использовать как для личных нужд, так и для производства изделий из металлического листа небольшими партиями.




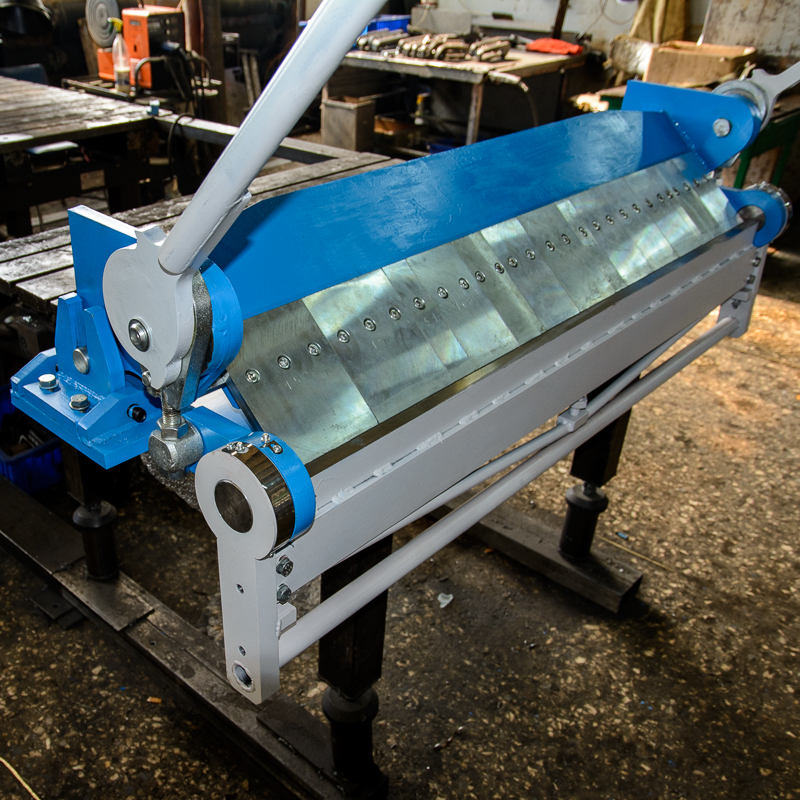



Сегментный листогиб pbb 2a 1270 предназначен для получения изделий сложной формы. Его основные технические характеристики:
- наличие сегментных ножей, которые дают возможность производить изделия сложных форм;
- максимальная ширина обрабатываемого металлического листа – 1270 мм;
- максимальная толщина листа – 2 мм;
- ширина наборных сегментов – от 25 до 1270 мм;
- высота наборных сегментов – 30 мм;
- из съемных сегментов состоит как прижимная балка, так и гибочная;
- тип привода – ручной, для равномерности усилия и уменьшения нагрузки на работника применяется пневмопружина.
Станок decker su 1250
Сегментный листогиб decker su 1250, немецкий по происхождению, представляет собой станок, включающий три балки из наборных сегментов, роликовый нож, угломер, устройство для ограничения угла гиба, два стола поддержки.
Этот сегментный листогиб оснащен наборными элементами особой формы, позволяющими получать изделия с изгибами под каким угодно углом. А это значит, что ассортимент продукции, производимой на станке, может быть максимально широким.
Максимальная ширина обрабатываемого металлического листа – 1500 мм, максимальная толщина – 1,5 мм. Наиболее интересная характеристика станка – максимальный угол гиба. Он составляет 155°.
Станок schechtl uk100
Еще один немецкий станок, сегментный листогиб schechtl uk100. Удачная, продуманная до мелочей конструкция позволяет снимать и устанавливать наборные сегменты за очень короткое время. Оснащение дает возможность работать быстро, без потери качества.
Сегментный листогибочный станок schechtl uk100 оборудован двумя угломерами (слева и справа), устройством для ограничения угла гиба, устройством для ограничения угла подачи листа, роликовым ножом и прочим оборудованием. Прижимная балка приводится в движение ножным приводом, что также благотворно влияет на скорость работы со станком.
Максимальная толщина обрабатываемого стального листа – 1,5 мм, алюминиевого – 2,25 мм.
Как сделать листогиб вручную
Сегментный агрегат для гибки металла стоит достаточно дорого. Поэтому жестянщикам есть смысл задуматься над изготовлением такого станка своими руками. Такой подход предоставляет целый ряд преимуществ.
Во-первых, экономия на приобретении оборудования может быть значительной.
Во-вторых, для самодельного устройства можно выбрать только те параметры, которые необходимы. Например, станок для ручного производства металлического профиля – это одно, и совсем другое – производство доборных элементов для кровель, окон, вентиляционных шахт, и т.п. Или не всегда есть нужда работать с очень широким металлическим листом, или с очень толстым.
В-третьих, зачастую такой станок можно соорудить практически из подручных средств, если речь идет о разовом использовании для собственных нужд.
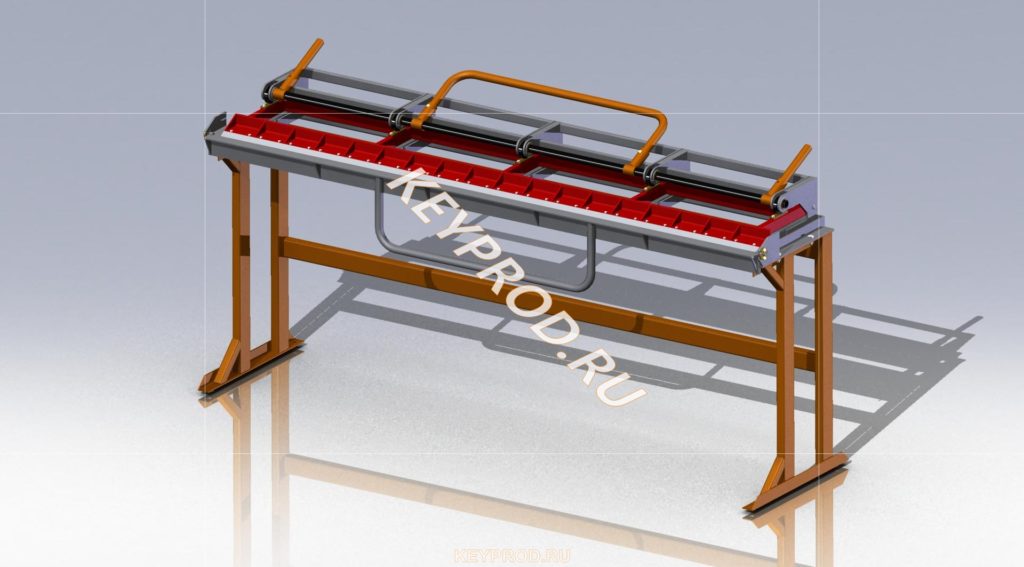
Самостоятельно составлять чертежи для самодельного листогиба можно, но не всегда рационально.
После качественной сборки получится устройство хорошей эффективности, примерно такое, как на видео.
Другие типы проволочных станков
Среди модификаций для обработки проволоки можно отметить еще три варианта:
- Обкатные станки. Приспособления этого типа ориентированы на изготовление круглых деталей. Подача заготовки происходит на вал с предварительно выставленным радиусом при помощи направляющих роликов. При создании вращения вала осуществляется несколько сгибаний проволоки вокруг рабочего пальца. Этот механический станок производит только один тип изделий. Для изменения конфигурации продукции требуется проведение пусконаладочных работ.
- Аппарат, обрабатывающий проволоку из металлического прутка. При помощи данного оборудования можно осуществлять штамповку и делать резьбу на заготовках. Среди минусов этого оборудования отмечают низкую производительность и наличие дополнительного приспособления для подачи деталей, которое имеет сложную конструкцию.
- Бухтовый аналог. Он работает посредством разматывания бухты проволоки. преобразовывая ее в прямой прут. На выходе получается продукция, имеющая требуемую форму. Данный вид оборудования применяется для серийного производства, имеет высокий показатель производительности.
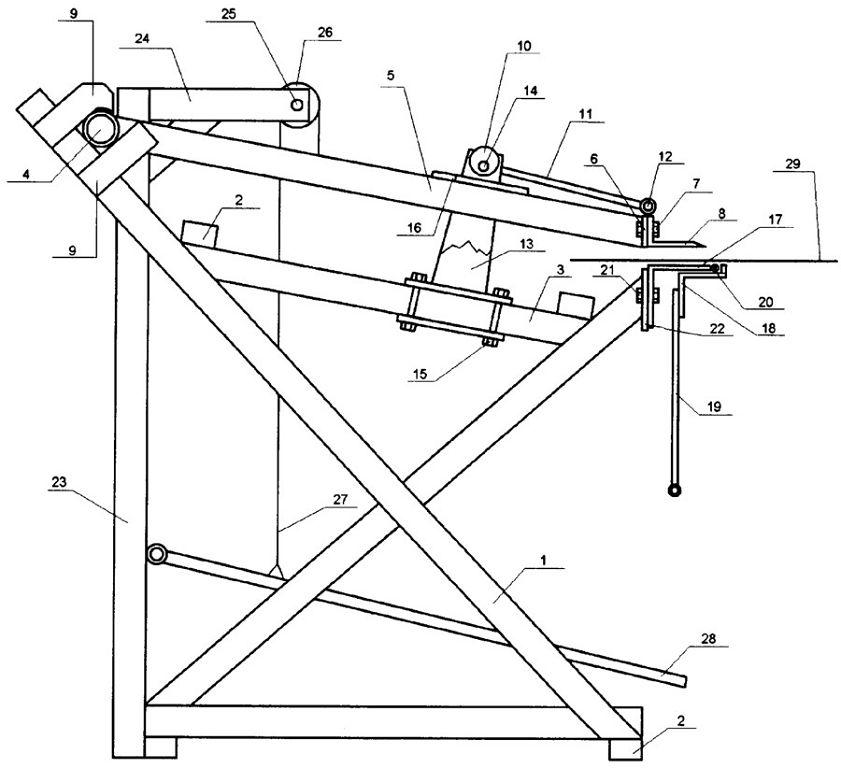
Ручной листогиб для толстых листов своими руками
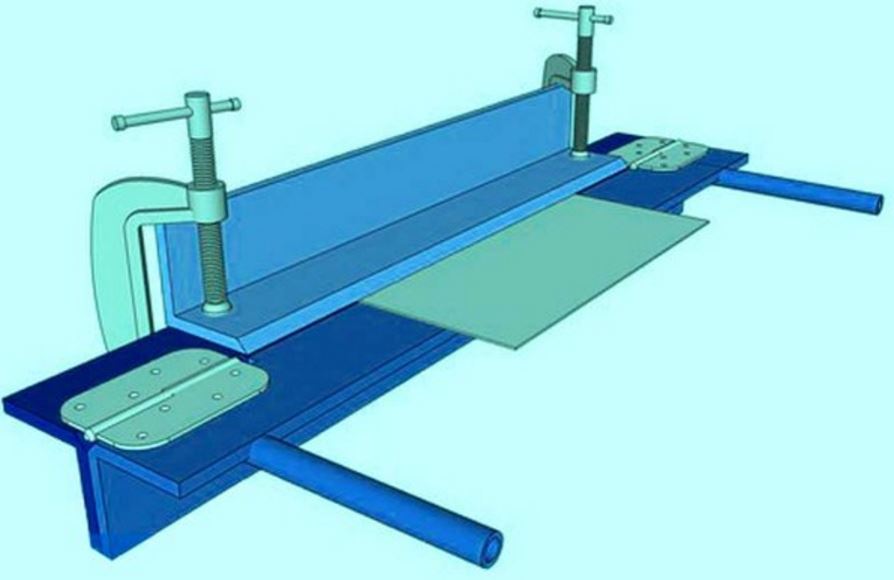
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.









Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
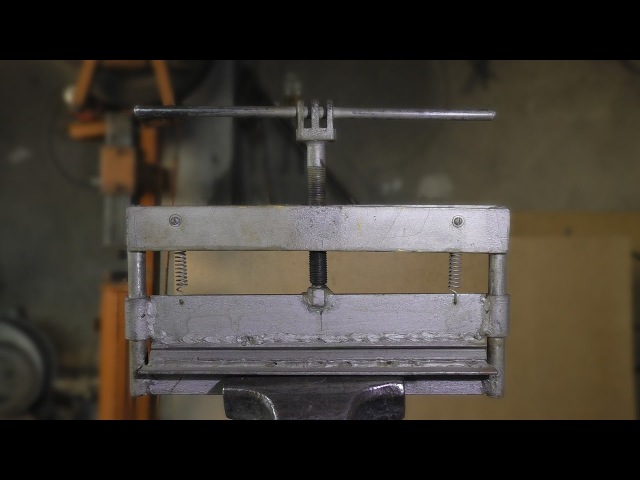
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.







Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.