
Визуальный осмотр полотна
Для сравнения будут показаны несколько дисков, которые отличаются по внешнему виду.
Выбор дисков для проверки
Проверка плоскостности пильного диска
Металлической линейкой проверяют геометрическую ровность диска. Для этого линейку прикладывают между зубьями со стороны маркировки диска и смотрят просветы.
Проверка диска со стороны маркировки
Затем линейку
прикладывают с обратной стороны диска и тоже выявляют просветы.
Проверка диска с обратной стороны
Если диск ровный, то
металлическая линейка плотно ложится на полотно и просветов не будет.
Осмотр зубьев
Зубья диска имеют твердосплавную
напайку. Геометрия зубьев должна быть правильной. У некачественного диска зубья
идут вразнобой и имеют разные углы наклона. Это видно при внимательном
рассмотрении каждого зуба.
Осмотр состояния зубьев
Осмотр напаек
Высокотемпературной
пайкой к диску крепят режущие пластины. Напайки бывают разных геометрических
форм: скошенные, прямые, конические, трапециевидные. На диске все напайки
должны быть одинаковой величины и одной геометрической формы.
Осмотр напаек
Если сравнивать два
диска: дорогой брендовый и дешёвый китайский, то у брендового диска размер
напаек больше. Такой диск рассчитан на 10‒12 заточек, а диск с маленькими
напайками больше 5 раз заточить невозможно.
Сравнение напаек дисков
Качество распилов у выбранных
дисков одинаковое. Однако лучше иметь диск с большими напайками, который
выдерживает большие нагрузки и многократные заточки.
Проверка толщины полотна
Стальное полотно диска
бывает тонким или толстым. Его изготавливают лазерной порезкой. Для снижения
шума и вибраций на полотне диска делают компенсационные прорези. У качественных
дисков предусмотрены волнообразные расширения.
Если тонкий диск гнётся
под давлением рук, то толстый диск согнуть невозможно.
Проверка полотна под
давлением рук.
Толстыми дисками
пользуются, когда надо сделать ровный пропил мощной пилой. Для аккумуляторной
циркулярной пилы покупают тонкие и более дешёвые диски.
Проверка углов заточки зубьев
У зубьев много углов,
но основным считают передний угол наклона. Он бывает положительным или
отрицательным.
Углы заточки зубьев
От переднего угла диска
зависят возможности диска:
- продольный распил — 15‒25 градусов;
- поперечный распил — 5‒10 градусов;
- универсальное применение — 15 градусов.
Ламинированные
поверхности, пластик и алюминий распиливают дисками с отрицательным углом. Древесину распиливают дисками, имеющими положительный угол
заточки.
Диск с положительным углом заточки
Продольную распиловку
выполняют дисками, у которых угол заточки положительный и небольшое количество
зубьев. Если угол заточки 18‒25 градусов, то распиловка произойдёт быстро, но с
невысоким качеством.
Диск для продольной распиловки
Как правило, распилы древесины вдоль и поперёк производят универсальным вариантом пильного диска для циркулярной пилы, например, с углом заточки 15 градусов.
Универсальный диск
Выбор по количеству зубьев
Пильные диски различают
по количеству зубьев. Считают, что если зубьев от 10 до 40, то это малое
количество зубьев. От 40 до 80 — это средняя величина зубьев, а от 80 до 90 —
это большое количество зубьев.
Грубый пропил
получается диском с 16‒24 зубьями.
Диск с 16 зубьями.
Когда нужен гладкий
распил, то выбирают диск 36‒48 зубьев.
Диск с 48 зубьями
Оценка остроты зубьев
Опытные пользователи
всегда контролируют состояние зубьев. Диск с тупыми зубьями плохо пилит,
греется, на древесине остаются следы от распила.









Проверку проводят
пальцами. Когда диск острый, то зубья цепляют кожу и чувствуется лёгкое
покалывание. У тупого диска зубья гладкие.
Проверка диска пальцем
Оценка покрытия полотна
Чтобы к диску не
прилипали древесные смолы, и он не застревал в пропиле, полотно имеет гладкое
зеркальное покрытие. На нём не должно быть царапин.
Покрытие диска
Вывод
Не существует универсальных дисков. К выбору каждого пильного диска для циркулярной пилы необходимо подходить вдумчиво. Иногда дорогой, но качественный пильный диск купить выгоднее, чем более дешёвую и недолговечную модель.
По материалам мастер-класса от «Столярная мастерская Aquila Workshop» в обработке Виктора Прохорова
Еще статьи из раздела Станки:
Рубрика Технология
Еще статьи из раздела Обработка древесины
Заходите в группы и Одноклассниках
Варианты изготовления ножей
Самодельные ножи можно сделать из множества деталей из металла, которые по своему прямому назначению использоваться не могут, так как пришли в негодность.
Формы рукояток ножа.
Среди деталей, из которых можно сделать самодельные ножи, можно выделить несколько:
- изношенные шатуны мотоцикла, из которых можно сделать набор ножей различной длины;
- баллонные ключи с 1 отломанным концом;
- костыли, которые используются при укладке рельсов;
- диски циркулярной пилы различного диаметра и толщины;
- поврежденное ножовочное полотно маятниковой пилы.
При определенных навыках в ковке можно сделать нож из металлического толстого троса, цепи от домашнего агрегата. Для этого оптимально подходит бензопила. Ее цепь является достаточно прочной, а самодельный нож получится наподобие дамасских ножей.
Если циркулярная пила имеет большой диаметр диска, а его повреждения минимальны, то из него может получиться два самодельных ножа. Диски обладают значительной прочностью металла изготовления, так как пила используется для различных целей длительное время.
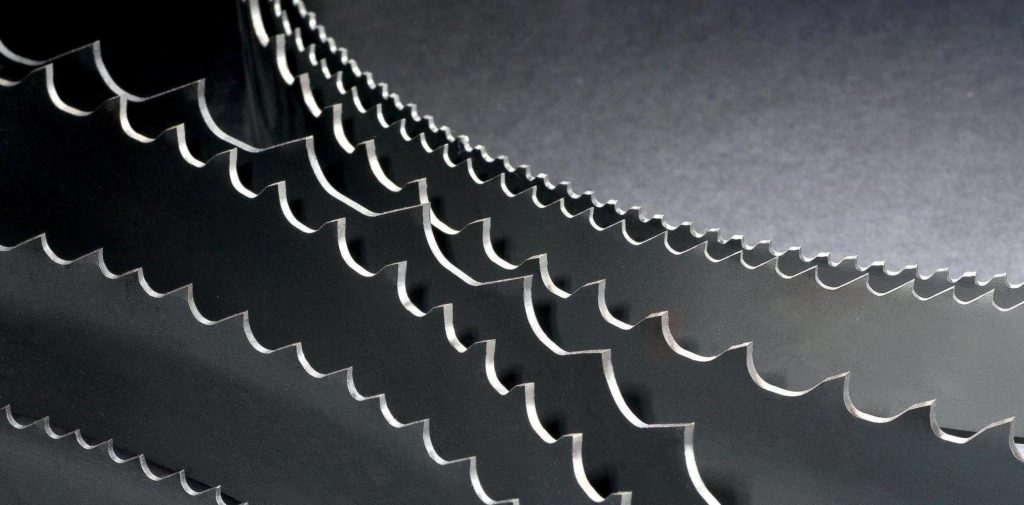
Виды насечки на поверхности инструмента
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.

Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Этап 2: определение содержания углерода в стали
Как определить конкретно, из углеродистой или легированной стали сделан, например, напильник? Для этого следует прибегнуть к простому старинному способу. Мастера подметили, что мелкая металлическая стружка, получаемая при обработке металла абразивным кругом, раскаляясь, дает сноп искр, имеющий для каждого металла свои характерные особенности. «Соломинки», из которого состоит сноп искр, у каждой марки стали свои особые: длинные, короткие, сплошные, прерывистые, кучные и редкие, ровные или имеющие утолщения; от каждой из них могут отделяться, порой очень обильно, мелкие яркие звездочки; в расчет принимается яркость свечения снопа искр, а также цветовые оттенки — от светло-желтого до темно-красного.
Чем выше содержание углерода в стали, тем больше в снопе искр ярких звездочек. Если сталь содержит немного углерода, например около 0,12%, то искры, выходящие из-под абразивного диска, будут расходиться веером в виде слегка изогнутых черточек желто-соломенного цвета, имеющих утолщения в середине и на конце (1, см. рис. на с. 105). Сталь, содержащая 0,5% углерода, имеющая среднюю твердость, образует примерно такие же искры, но от места среднего утолщения у них отделяется небольшое количество звездочек (2). От высокоуглеродистой инструментальной стали отделяются обильные искры со звездочками (3). У хромистой стали искры длинные, оранжево-красные; от них, как тоненькие веточки от основной ветки, отходят под разными углами короткие искорки со звездочками на конце (4). Искры у вольфрамовой стали прерывающиеся, и к тому же у них небольшие утолщения на конце (5). Хромовольфрамовая быстрорежущая сталь дает одновременно короткие и длинные искры темно-красного цвета с утолщениями на конце (6).
Танто из циркулярной пилы.Процесс производства и конец.
Ножик из циркулярной пилы
.На пиле было клеймо изготовлено в нашей стране и числа ГОСТа.ГОСТамарка стали 9хф,и это.
Пильный диск для циркулярной пилы стоит выбирать учитывая вида реза – он вам больше понравятся поперечным либо продольным. Уже сегодня, важную роль играют и материалы, которые намереваетесь пилить – дерево, пластик, ДСП, цветные металлы, трубы… Отметим одно – любая серия дисков конструируется непосредственно под определенные работы.
Качество полотна диска впрямую оказывает влияние на эффективность пиления. Не плохое полотно создается средством лазерной резки, при этом балансировка производится на компьютере. Шлифование каждого диска производится раздельно. Высококачественное полотно при свете будет отражать следы от шлифовального инструмента. Если полотно шероховатое и смотрится грубо обработанным, таковой пильный диск для циркулярной пилы не реализует эффективность работы вдобавок резвее затупится.
Танто из циркулярной пилы.Процесс производства и конец.
Ножик из циркулярной пилы
.На пиле было клеймо изготовлено в нашей стране и числа ГОСТа.ГОСТамарка стали 9хф,и это.
Пильный диск для циркулярной пилы стоит выбирать учитывая вида реза – он вам больше понравятся поперечным либо продольным. Уже сегодня, важную роль играют и материалы, которые намереваетесь пилить – дерево, пластик, ДСП, цветные металлы, трубы… Отметим одно – любая серия дисков конструируется непосредственно под определенные работы.
Качество полотна диска впрямую оказывает влияние на эффективность пиления. Не плохое полотно создается средством лазерной резки, при этом балансировка производится на компьютере. Шлифование каждого диска производится раздельно. Высококачественное полотно при свете будет отражать следы от шлифовального инструмента. Если полотно шероховатое и смотрится грубо обработанным, таковой пильный диск для циркулярной пилы не реализует эффективность работы вдобавок резвее затупится.









Разновидности пил
Ручные пилы по принятой классификации делятся на две основные группы: ножовки для работы с деревянными изделиями; пилы для разрезания металлических деталей.
Рейтинг применения ножовок по дереву в домашнем хозяйстве значительно выше, нежели приспособлений для резки металла, поэтому будет рациональным уделить особое внимание этой группе режущего инструмента
Основными показателями качественной и производительной работы считается направление резки. Поэтому ножовки делятся на три основные категории:
- пила поперечная;
- рапитовая пила для продольной резки дерева;
- продольно-поперечные (универсальные) пилы.
Основное различие между всеми этими категориями состоит в форме зубьев, режущих дерево. Поперечная ручная пила имеет прямые зубья, а инструмент, предназначенный для продольной резки, оснащён зубьями с наклоном вперёд. Такой же наклон зубьев имеют универсальные пилы, но процесс резки в разных направлениях осуществляется за счёт особой заточки режущей кромки.
Виды зубьев
Зубья любой ручной пилы выполняют двойную функцию. Во-первых, основным предназначением их является разрезание волокон дерева, во-вторых, удаление образовавшихся опилок из места среза. При этом необходимо учитывать, что объём отходов в 5—7 раз превышает количество древесины, из которой они образовались.
Именно поэтому расстояние между зубьями должно быть довольно большим, чтобы опилкам была возможность удаляться в процессе распила. В случае когда места для опилок мало, ножовочное полотно будет забиваться и начнёт скользить по отходам, намного снижая производительность пиления.
Попытка расставить зубья ножовки слишком редко привела к значительному замедлению работы, так как малое количество режущих кромок снимает немного стружки. При этом приходилось учитывать, чтобы толщина обрабатываемой детали была больше шага трёх смежных зубьев. В противном случае при пилении могут возникать колебания и удары ножовки, что может даже вызвать её поломку.
Учитывая все эти нюансы, изготовители ножовок вынуждены были искать золотую середину, дающую возможность производить резку деревянных заготовок качественно и быстро. Можно, конечно, увеличить высоту зубьев и развод ножовки, но тогда края среза будут грубыми, что годится только для заготовки дров.
Деятельность изобретателей была направлена на изменение формы зубьев ножовки. Ведь при продольном срезе инструмент воздействует на древесину по всей ширине шва, поэтому зубья делают более наклонными, чем при поперечном пилении, когда необходимо подрезать волокна по бокам разреза.
Альтернативным способом сберечь физическое усилие плотника и увеличить скорость работы стало создание режущей поверхности, пилящей в обоих направлениях.
По виду зубьев пилы делятся на три вида:
- Ножовка по дереву с крупным зубом, которая используется для грубой резки брёвен и бруса (высота резца 4—6 мм).
- Средний зуб применяется при работе с деталями небольшого размера (3—3,5 мм).
- Мелкие зубья очень эффективны при необходимости высокоточного пиления и работе с малыми изделиями (2—2,5 мм).
Согласно ГОСТ квалификация ручных ножовок происходит по количеству зубьев, приходящихся на один дюйм длины полотна. Поэтому цифра, стоящая за надписью международного стандарта PPI или TPI, указывает количество резцов. Чем она больше, тем меньше зуб этой ножовки.
Современные модернизированные инструменты изготовлены с небольшими промежутками, нарезанными в полотне. В результате зубья группируются по 6—7 штук. Эти промежутки хорошо удаляют мокрую щепу при работе с сырой древесиной.
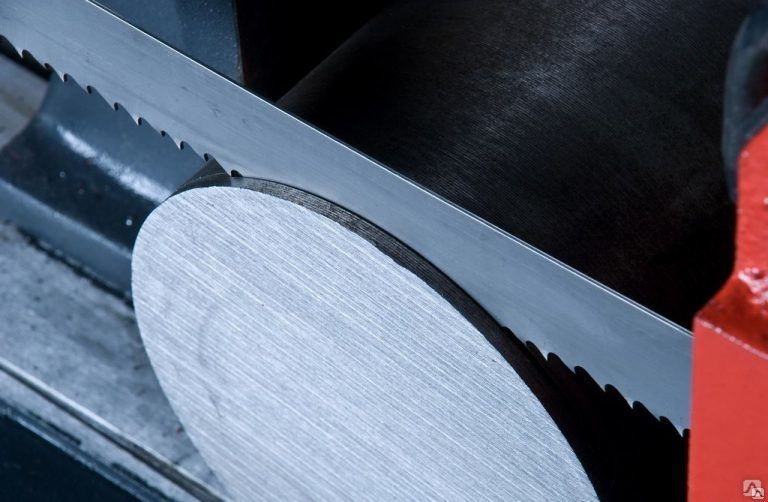
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
20Х13, Р6М512Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
Виды пильных дисков
Что остается сделать нашему клиенту диски для пилы делятся на два вида:
- Цельные создаются из цельного металла и отличаются остро заточенным зубьями. Они пользуются популярностью благодаря доступной стоимости, способности восстановления, другими словами повторной заточки. Несколько с иной стороны, цельные изделия резвее изнашиваются.
- Твердосплавные диски для ручной циркулярной пилы более надежны и долговечны, потому что на зубцах они оснащаются наточенными напайками из кобальта или карбида вольфрама. С применением твердосплавных материалов изделия являются более долговременными и надежными, правда, если диски затупятся, вернуть их будет тяжело.
Разновидности ножовок с натяжным полотном
Ножовки с механизмом натяжки полотна отличаются в первую очередь типом самого держателя:
- Литой держатель
- Полый держатель
- Цельнометаллический литой держатель – признак профессионального инструмента. Главным преимуществом этого типа держателей является высочайшая прочность. Литой корпус пилы не будет пружинить и деформироваться во время работы, что позитивно отражается как на качестве распила, так и долговечности пильного полотна.
- Полый держатель – характерная особенность бюджетных пил. Такие ножовки изготавливаются из сортового металлопроката прямоугольного или округлого сечения. Разумеется, и среди пил с полым держателем можно найти весьма прочные решения. Но при высоких усилиях резания полый профиль держателя непременно будет пружинить, из-за чего уменьшается натяжение полотна со всеми вытекающими отсюда последствиями.
Ножовки по металлу с цельным литым держателем обходятся весьма недешево. Многие покупатели недоумевают, когда две практически одинаковых с виду ножовки имеют разницу в цене в 2-3 раза, а может даже и больше. А неграмотные продавцы объясняют ценовую политику «известностью бренда».
В подобных случаях нужно обратить внимание на сам держатель. Если он литой, то пилу можно смело использовать для порезки высокопрочных марок стали и сплавов. Пилы с литым держателем не пружинят, обеспечивая полотну стабильный натяг на всех стадиях резки
В таких пилах полотна редко лопаются и меньше тупятся
Пилы с литым держателем не пружинят, обеспечивая полотну стабильный натяг на всех стадиях резки. В таких пилах полотна редко лопаются и меньше тупятся.
Если держатель полый, то ножовка годится лишь для порезки заготовок из цветных металлов или сплавов (медь, алюминий, бронза, латунь и пр.). В некоторых случаях пилу с пустотелым держателем можно использовать для порезки заготовок из простенькой углеродистой стали.
Как выбрать ножовку по металлу, если иходить из типа рукоятки.

Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.
Полотна по дереву конструктивные характеристики
Одними из самых популярных пилок для сабельных ножовок являются насадки по дереву. Главное отличие таких насадок — наличие маркировки с обозначением HCS. Эта маркировка означает тип стали, из которого изготовлена насадка. HCS — это высокоуглеродистая легированная сталь, из которой изготавливаются пилки для распила древесины (причем мягких и твердых пород), ДСП, фанеры, ДВП, резины и даже пластика. Для конкретных распиливаемых материалов применяются соответствующие полотна, отличающиеся по конструкции зубьев.









Производители выпускают полотна длиной до 400 мм. Если планируется пилить древесину, в которой могут попадаться гвозди и прочие виды металлических креплений, то лучше использовать пилки по дереву с карбоном. Наличие карбона повышает не только надежность, но и долговечность насадки, однако и цена их в 1,5-2 раза выше обычных углеродистых материалов. Насадки по форме рабочей части или высоте профиля бывают трех типов:
- С переменной высотой профиля — когда часть возле хвостовика шире, чем торец. Применяются такие насадки тогда, когда не важна ровность реза, а наоборот, когда необходимо сделать криволинейных надрез материала
- С одинаковым профилем — отличаются высокой стабильностью при пилении материала. Стабильность заключается в том, что пилка не вибрирует в процессе работ, а значит рез получается ровным
- Для фигурного реза используются специальные полотна с одинаковой тонкой формой рабочей части
Зубья на насадках бывают разного размера, а также с переменным, постоянным, широким и узким шагом.
- С широким шагом — используется полотно для распиливания твердотельной древесины, имеющей большую толщину
- С крупными зубьями — предназначены для распиливания древесины вдоль волокон. Самые крупнозубые имеют 3 зубца на 1 дюйм (TPI). Чем больше размер зубьев, тем соответственно выше производительность работ такой насадкой
- С мелкими и крупными чередующимися зубьями или переменным шагом — когда пиление осуществляется поперек волокон, в том числе для распила влажной (мокрой) волокнистой древесины
- С постоянным шагом — для распила однородной древесины и материалов
- С узким шагом — применяются для пиления пластика, а также древесины с металлическими крепежами, когда необходимо обеспечить аккуратный и ровный рез
- С надписью «Demolition» — предназначены для проведения демонтажных работ. Они отличаются толщиной и более прочной конструкцией
Сабельная пила с полотнами по дереву применяется не только при выполнении строительных и столярных работ, но еще и пользуется успехом при обрезке садовых деревьев на дачном участке или приусадебной территории. Аккумуляторные модели сабельных ножовок заменяют сучкорезы. Популярные производители полотен DeWalt, Hitachi, Diablo, Marathon, Milwaukee и другие.
Это интересно! Полотна по дереву также изготавливаются из биметалла (двойного металла). Это увеличивает не только срок службы оснастки, но еще и эффективность, например, когда осуществляется раскрой древесины с гвоздями. Если выполняются работы по раскрою древесины с встречающимися металлическими крепежами, тогда рекомендуется использовать насадки с количеством зубьев на дюйм не менее 5-6 штук.
Одним из самых популярных видов полотен для сабельных пил являются биметаллические, которые имеют обозначение BIM. Изготавливаются они с применением двух видов материалов — высокоуглеродистая и быстрорежущая сталь. Такое сочетание двух видов стали в одной насадке позволило получить пилки, обладающие такими важными достоинствами, как высокая прочность и гибкость.
https://youtube.com/watch?v=Jrkwp3CuBjc%3F
Нож из цепи от бензопилы
Цепи от пил изготовлены из качественного сплава, который отлично переносит длительное трение и высокую температуру. Процесс изготовления клинка длительный и трудоемкий, но в результате выходит красивый, уникальный и очень прочный нож. Для работы потребуется тяжелая наковальня, мангал и древесный уголь. Чтобы легче было обращаться с раскаленной заготовкой, необходимо приобрести кузнечные щипцы.
Изготовление клинка из цепи от бензопилы нужно проводить в такой последовательности:
- Подготовить одежду и рукавицы из плотной ткани и защитную маску. Засыпать древесный уголь в очаг и поджечь его с помощью специальной жидкости.
- Сложить заготовку из цельного куска цепи. В том месте, где будет рукоятка, можно добавить несколько отрезков от цепи. Следует помнить, что результатом работы должно стать единое монолитное изделие. Отдельно рукоятка к ножу не делается.
- Положить заготовку на угли. Обеспечить приток воздуха, чтобы поднять температуру. Дождаться, пока сталь не приобретет темно-красный цвет. В таком состоянии она становится ковкой, не теряя качественных характеристик.
- Достать раскаленную цепь из огня и уложить ее на наковальню. Несколькими сильными ударами сплющить ее так, чтобы звенья сплавились между собой, превратившись в единую монолитную деталь.
- Поэтапно, нагревая заготовку в печи и придавая ей молотом нужную форму, выковать нож, у которого обозначена рукоятка и клинок. После остывания заготовки провести ее заточку и полировку.
- Провести закаливание изделия. Для этого его нужно снова раскалить докрасна и опустить в холодную воду. После этого можно провести отделку ножа. Для этого используется кислота и гравировальная машина. Готовый клинок снова полируется и отмывается в теплом мыльном растворе.
При самостоятельном изготовлении клинка необходимо придерживаться определенных параметров, чтобы готовое изделие не попало под категорию холодного оружия.
Действующие ГОСТы
Для ручных рамок определяет технические условия ножовочного полотна ГОСТ 17270-71. Параметры ножовки по металлу регулирует ГОСТ 6645-86
Ножовка применяется для создания сквозных пропилов на плотных материалах, выполненных из металла, прорезания шлиц, обрезки контурных изделий. Слесарный инструмент выполнен из ножовочного полотна и станка основания. Один конец рамы оснащен статичной зажимной головкой, ручкой для удержания инструмента, хвостовиком. Противоположная часть состоит из подвижной головки и винта, натягивающего режущую пластину. Головки ножовок для металла оснащены прорезями, в которые устанавливается рабочее полотно, фиксирующееся штифтами.
Рамки выполняются в двух формах: раздвижные, позволяя закреплять рабочее полотно любой длины, и цельные.





