
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.
 Процесс электрохимической полировки
Процесс электрохимической полировки
А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока
Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот
Состав № 1
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм2. Делать электрохимическое полирование нужно около пяти минут.
 Состав для полирования
Состав для полирования
Состав № 2
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм2. Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
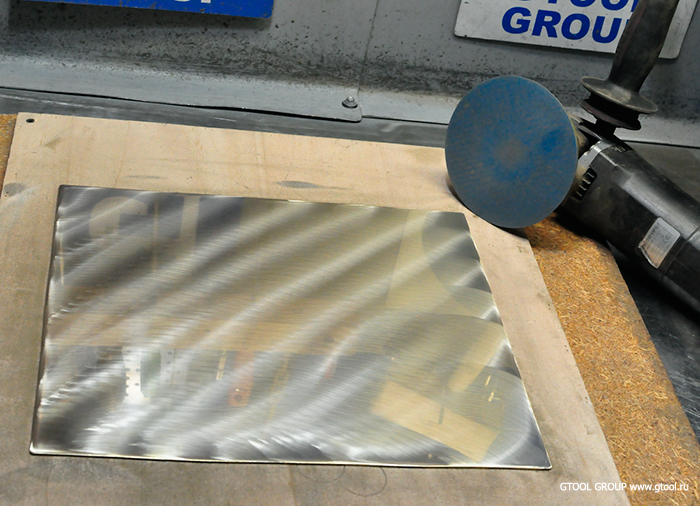
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
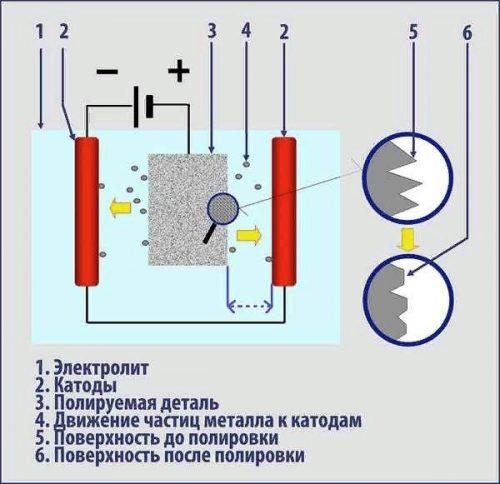
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.








При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см2, в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно-плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
5 Химический метод полировки нержавеющей стали
Данный метод отлично подойдет для работы с небольшими деталями, которые сложно отполировать вручную. Способ не требует усилий и физического труда. Существует несколько методов приготовления химической жидкости для полировки изделий в домашних условиях.
5.1 Вариант №1
Раствор нужно приготовить с максимально точной дозировкой:
- Серная кислота – 230 миллилитров.
- Соляная кислота – 70 миллилитров.
- Азотная кислота – 40 миллилитров.
В 1 литр раствора нужно добавить 6 граммов черного красителя на кислотной основе, 6 граммов хлористого натрия, 10 граммов столярного клея.
Важно придерживаться температуры жидкости от 65 до 70 градусов. Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения. Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения
Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения.
5.2 Вариант №2
Данный раствор также нужно приготовить с соблюдением пропорций в общему объему:
- Метилоранж – 1,5 процента.
- Азотная кислота – 4-5 процента.
- Соляная кислота – 3-4 процента.
- Ортофосфорная кислота – 20-30 процентов.
Деталь в растворе нужно продержать до 10 минут в зависимости от степени загрязнения при температуре от 18 до 25 градусов.
5.3 Вариант №3
Раствор делается по рецепту на один литр объема готовой жидкости:
- Соляная кислота – 660 граммов.
- Серная кислота – 230 граммов.
- Кислотный оранжевый краситель – 25 граммов.
Раствор нужно довести до температуры в 70-75 градусов и держать в нем изделия из нержавейки примерно 3 минуты.
Все вышеперечисленные компоненты вступают в агрессивную реакцию при попадании на тело человека. Обеспечьте полную защиту органов дыхания, лица, рук и глаз.
Этапы полировки
- Деталь, которая была предварительно очищена от загрязнения, нужно погрузить в раствор, состоящий из реагентов и чистой дистиллированной воды.
- Раствор нужно постоянно перемешивать, что обеспечит полную химическую реакцию.
- По истечению указанного в каждом варианте времени изделие необходимо достать и смыть с него все реактива. После этого рекомендуется протереть предмет полиролем, нанесенным на салфетку.
- Под воздействием реактивов, которые останутся в порах на поверхности, шероховатости на нержавейке полностью исчезнут.
Перед началом работы нужно узнать марку металла, так как от нее может зависеть его состав. Согласно ей стоит подбирать реактивы и определять их концентрацию в растворе.









Как отполировать сталь в домашних условиях

Нержавеющая сталь бывает разная. Ведь в ее состав входит несколько разных металлов. Основу нержавейки составляют железо, титан, никель, молибден, марганец и это далеко не весь перечень. Противостоять коррозии этой стали помогает хром, который тоже присутствует в ее составе.
Что не дает стали ржаветь
При взаимодействии хрома с кислородом образуется защитная пленка на поверхности нержавеющей стали, именно она и уберегает сплав от воздействия агрессивной среды.
От количества хрома будет зависеть степень устойчивости к коррозии стали.
Например, при изготовлении холодильников используют сплав со средним содержанием хрома (10-17 %). А вот если устройство постоянно контактирует с водой или подвергается температурным нагрузкам, то тут используют сплав с высоким содержанием хрома, до 26 %. К таким приборам относятся стиральные и посудомоечные машины, мойки, вытяжки, варочные плиты и чайники.
Где можно произвести полировку
Для того чтобы поверхность сплава была красивой и ровной, нужно полировать нержавейку. В наше время существует множество компаний, специализацией которых является именно данная процедура, они приводят в порядок различные изделия из этого сплава. Но, оказывается, полировать нержавейку можно и в домашних условиях.
Конечно, если нужна более качественная работа, то лучше обратиться за помощью к специалистам. Например, полированная квадратная труба из нержавейки гораздо эффектнее будет выглядеть после заводской обработки, нежели после домашней.
Любая компания, которая специализируется на полировке, без труда выполнит данную процедуру.
Чем обрабатывать сталь
Чем полировать нержавейку до зеркального блеска? Вот список всего того, что понадобится:
- полировальная паста;
- круги из войлока или фетра;
- столярный клей;
- круги для шлифовки с разной зернистостью;
- наждачная бумага или камень;
- болгарка.
Основные этапы процесса
Процесс проходит в несколько этапов. Для начала необходимо выполнить черновую зачистку. Дальше в ход идет круг с фибровой основой и машинка для угловой шлифовки. Но как раз эту процедуру можно пропустить при условии, что поверхность изделия и так достаточно гладкая.
Следом в ход идут шлифовальные круги. Поверхность нужно обработать несколько раз, при этом с каждым разом размер абразива должен уменьшаться.
Если же в наличии нет таких кругов, то их вполне можно сделать самостоятельно. Для этого можно использовать фетровый круг или войлочный. Шпателем на него необходимо нанести столярный клей, а потом растереть его по абразивной крошке.
Эта операция сделает поверхность стали идеально гладкой. Ни в коем случае не должно оставаться шероховатости. Ведь после полировки заделывать их будет гораздо сложнее.
На следующем этапе применяется полировочная паста и фетровый круг. Тут лучше посоветоваться со специалистом, так как под определенную марку сплава нужна конкретная паста.
Конечно же, лучше всего использовать алмазную, зернистость которой подходит к металлу, предназначенному для обработки. Финишная полировка проводится до того момента, пока не останется ни одного видимого изъяна.
Полированная труба из нержавейки должна выглядеть просто идеально.
Нержавейка в быту
Ни одна кухня не обходится без приборов и деталей интерьера из нержавеющей стали. Это и не удивительно, так как именно этот сплав достаточно прочен и долговечен, тем более за ним не нужно особого ухода. Из нержавейки часто делают посуду, столовые приборы и плиты, так как у этого метала достаточно высокая теплопроводность.







Но есть и некоторые недостатки у нержавейки: при регулярном использовании она заметно тускнеет. Кухня теряет свой блеск. Для того чтобы этого не произошло, необходимо периодически полировать нержавейку. Существует множество различных способов решения этой задачи. Важным моментом в этой процедуре является правильный подбор полирующего средства для нержавейки.
При чистке изделий из стали ни в коем случае нельзя использовать отбеливающие и абразивные средства. Также не стоит применять металлические губки и щетки с жесткой щетиной.
Существует несколько альтернативных способов полировки.
Оливковое масло
Этот способ как раз для тех, кто задумывается о том, как полировать нержавейку в домашних условиях. Потускневшая посуда опять начнет блестеть, как новая. Понадобятся только масло и тряпки, желательно, чтобы они были из мягкой ткани.
Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.

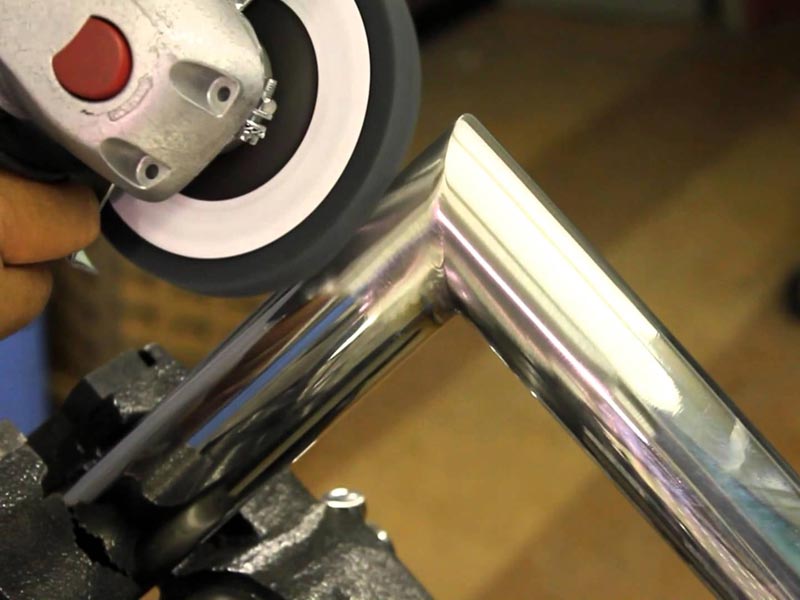
Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.

Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.
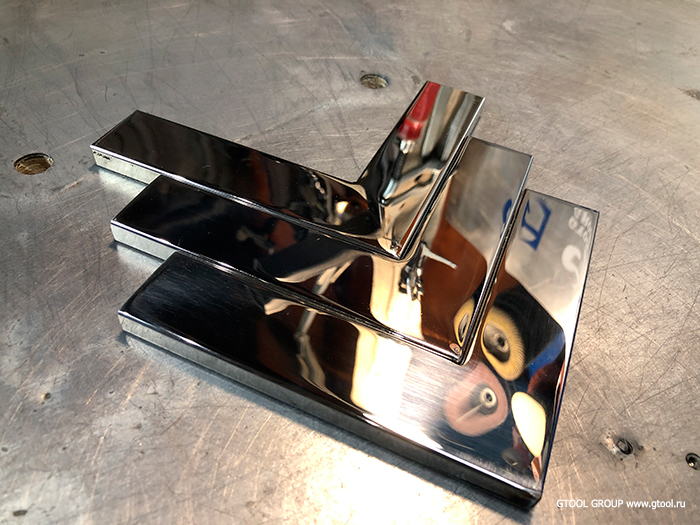
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.










При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см2, в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно- плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Это интересно: Как и чем приклеить металл к стеклу — способы, клей
Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!
К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.
Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.









Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя)
Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
Химические методы
Химическая полировка подразумевает погружение деталей в раствор из химикатов на четко определенное время
Не менее важно и разогревание жидкости до соответствующей температуры. Химические процессы, происходящие на поверхности, устраняют неровности, и изделие обретает идеальную гладкость
Как правило, процесс завершается за несколько минут. Большим плюсом этого способа является то, что он не требует использования специальных инструментов и источников тока, да и вообще траты больших усилий.
Деталь любого размера и формы будет равномерно отполирована, а жидкий раствор проникнет даже в самые сложные «закоулки». Впрочем, ряд недостатков у химической полировки тоже есть. Раствор не позволяет обрести зеркальную поверхность, а также, не являясь долговечным, требует быстрых действий.
Состав химического раствора может выглядеть по-разному, но он всегда требует добавления концентрированных кислот. В два этапа могут применяться водные растворы кислот: на первой стадии осуществляется обработка серной кислотой, а на второй – азотной. Задействовать предлагается и расплавленные щелочные среды, не способные изменить структуру нержавейки, но очищающие старые оксидные пленки. Наконец, используются специальные пасты, в составе которых присутствуют кислоты и хлориды.
Один из рецептов требует соединения 660 г/л соляной кислоты, 230 г/л кислоты серной и 25 г/л кислотного красителя оранжевого цвета. Смесь прогревается до 70-75 градусов, и изделие погружается внутрь на 3 минуты. На протяжении этого временного промежутка рекомендуется помешивать смесь или же встряхивать обрабатываемую деталь. Подойдет также смесь 20-30% ортофосфорной кислоты, 4-5% азотной и такого же количества соляной, 1,5% метилоранжа и дистиллированной воды. Состав прогревается до 25 градусов тепла, и в него на 5-10 минут опускается изделие. Обработанная химпрепаратами деталь промывается под проточной водой и протирается тканевым лоскутом, пропитанным полиролем.





