
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.
Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование
Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.
Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Полировка алюминия своими руками: способы, средства, приспособления
Алюминий является довольно мягким металлом. Любое изделие из него со временем теряет свой первоначальный вид, на поверхности появляются потертости, окислы, изделие тускнеет. Если вы хотите придать старой вещи новый вид, то следует отполировать алюминий. Для этого можно использовать один из следующих способов:
- электрополирование;
- химическое полирование;
- декоративное травление.
Дополнительные рекомендации по работам
Полировка алюминия может осуществляться с помощью растворов щелочей:
- тринатрийфосфата;
- натриевой селитры;
- каустической соды;
- нитрата натрия.
Их температура должна оказаться выше по сравнению с кислотным методом, предел составляет 120-140 °С. Выдерживать изделия необходимо примерно 5-20 секунд. Когда используется такая методика, потери алюминия будут равны примерно 8 мкм от общей толщины слоя.
Использование электрополировки
Полировка алюминия может осуществляться и другим способом. При этом удается получить сверкающую и гладкую поверхность, а очистка характеризуется высоким качеством. Электролиты для таких работ в большинстве случаев обладают серной и ортофосфорной кислотой, остальные составляющие будут зависеть от материала.
Электролиты позволяют добиться блеска после завершения работ. Для процесса температура должна быть более низкой, чем в вышеописанном случае, температурный предел будет равен от 60 до 90 °С.
Полировку нужно осуществлять в течение 5 минут, тогда как плотность тока может быть равна 10-50 А/дм².
Процесс проведения полировки предполагает применение катодов из свинца, однако существуют и другие сплавы, которые предусматривают использование нержавейки.
На параметры процесса будет влиять состав электролита, температурный предел может изменяться от 40 до 95 °С, что касается выдержки, то она длится от 3 до 6 минут, тогда как плотность тока на аноде составляет предел от 3-20 А/дм². Выбирая катоды, следует предпочесть никелированные.
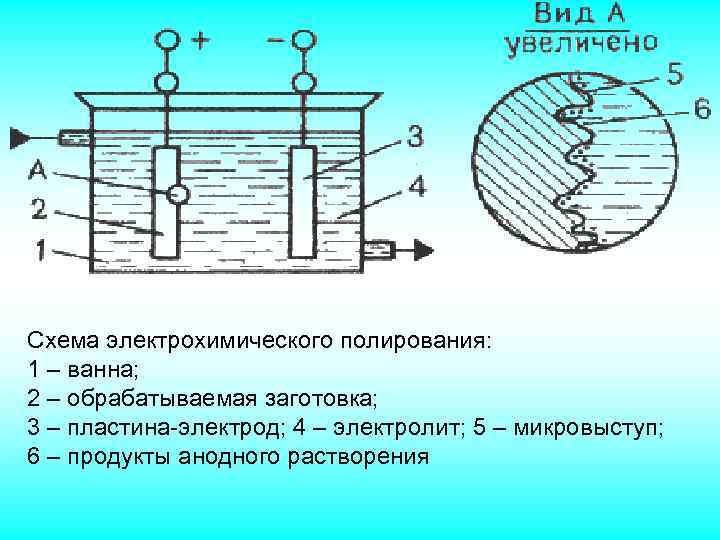
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.
Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
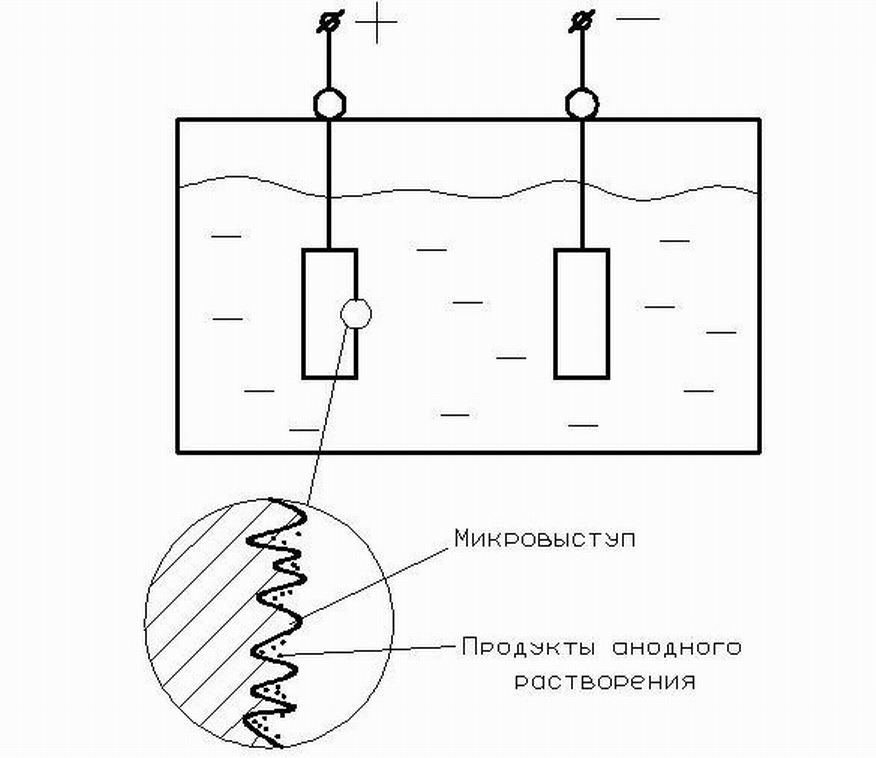
Описание процесса
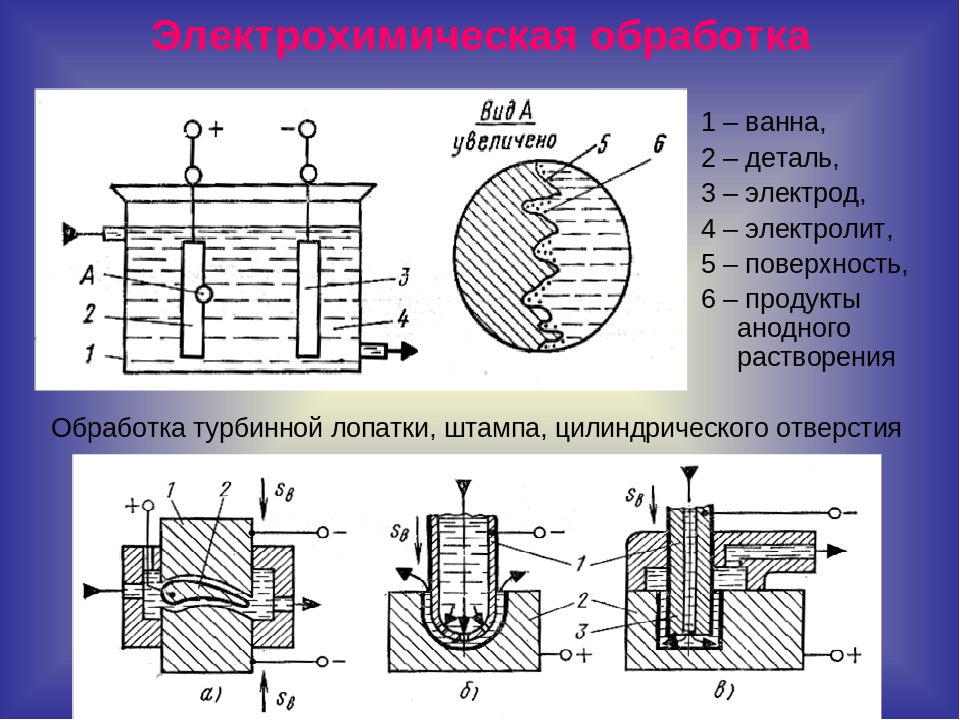
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
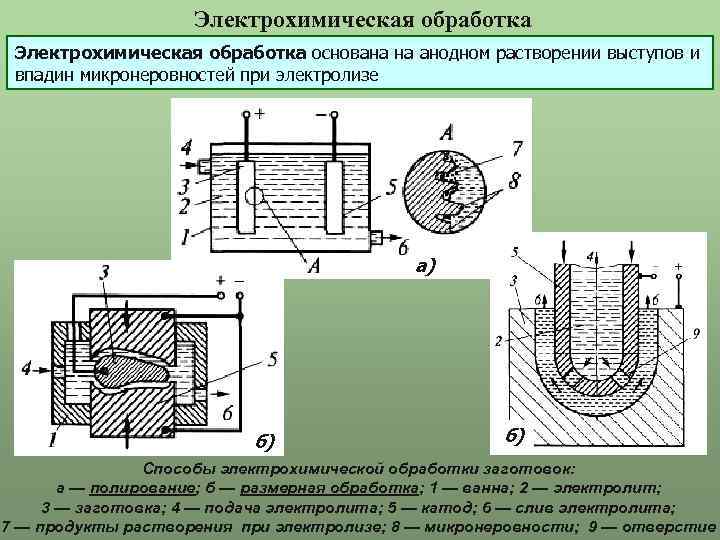



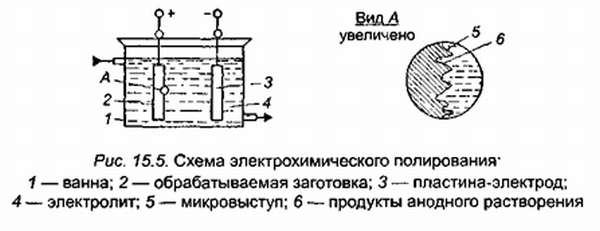
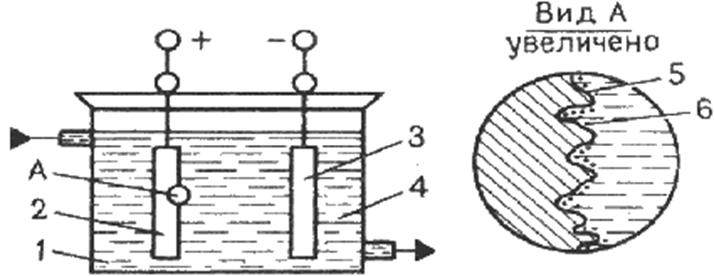
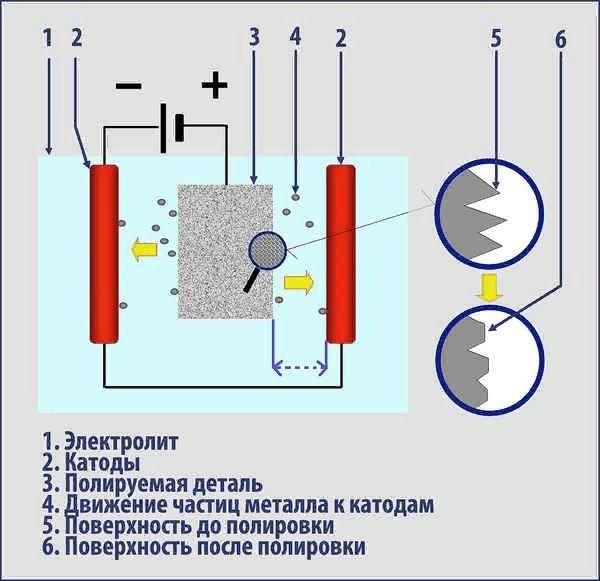
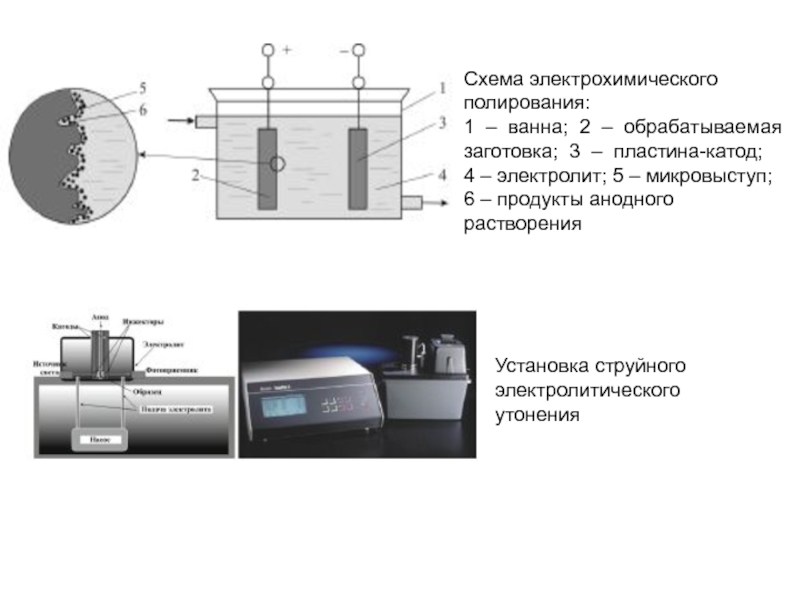
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется.
Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной.
Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается.
Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Как отполировать сталь в домашних условиях
Нержавеющая сталь бывает разная. Ведь в ее состав входит несколько разных металлов. Основу нержавейки составляют железо, титан, никель, молибден, марганец и это далеко не весь перечень. Противостоять коррозии этой стали помогает хром, который тоже присутствует в ее составе.
Что не дает стали ржаветь
При взаимодействии хрома с кислородом образуется защитная пленка на поверхности нержавеющей стали, именно она и уберегает сплав от воздействия агрессивной среды.
От количества хрома будет зависеть степень устойчивости к коррозии стали.
Например, при изготовлении холодильников используют сплав со средним содержанием хрома (10-17 %). А вот если устройство постоянно контактирует с водой или подвергается температурным нагрузкам, то тут используют сплав с высоким содержанием хрома, до 26 %. К таким приборам относятся стиральные и посудомоечные машины, мойки, вытяжки, варочные плиты и чайники.



Где можно произвести полировку
Для того чтобы поверхность сплава была красивой и ровной, нужно полировать нержавейку. В наше время существует множество компаний, специализацией которых является именно данная процедура, они приводят в порядок различные изделия из этого сплава. Но, оказывается, полировать нержавейку можно и в домашних условиях.
Конечно, если нужна более качественная работа, то лучше обратиться за помощью к специалистам. Например, полированная квадратная труба из нержавейки гораздо эффектнее будет выглядеть после заводской обработки, нежели после домашней.
Любая компания, которая специализируется на полировке, без труда выполнит данную процедуру.
Чем обрабатывать сталь
Чем полировать нержавейку до зеркального блеска? Вот список всего того, что понадобится:
- полировальная паста;
- круги из войлока или фетра;
- столярный клей;
- круги для шлифовки с разной зернистостью;
- наждачная бумага или камень;
- болгарка.
Основные этапы процесса
Процесс проходит в несколько этапов. Для начала необходимо выполнить черновую зачистку. Дальше в ход идет круг с фибровой основой и машинка для угловой шлифовки. Но как раз эту процедуру можно пропустить при условии, что поверхность изделия и так достаточно гладкая.
Следом в ход идут шлифовальные круги. Поверхность нужно обработать несколько раз, при этом с каждым разом размер абразива должен уменьшаться.
Если же в наличии нет таких кругов, то их вполне можно сделать самостоятельно. Для этого можно использовать фетровый круг или войлочный. Шпателем на него необходимо нанести столярный клей, а потом растереть его по абразивной крошке.
Эта операция сделает поверхность стали идеально гладкой. Ни в коем случае не должно оставаться шероховатости. Ведь после полировки заделывать их будет гораздо сложнее.
На следующем этапе применяется полировочная паста и фетровый круг. Тут лучше посоветоваться со специалистом, так как под определенную марку сплава нужна конкретная паста.
Конечно же, лучше всего использовать алмазную, зернистость которой подходит к металлу, предназначенному для обработки. Финишная полировка проводится до того момента, пока не останется ни одного видимого изъяна.
Полированная труба из нержавейки должна выглядеть просто идеально.
Нержавейка в быту
Ни одна кухня не обходится без приборов и деталей интерьера из нержавеющей стали. Это и не удивительно, так как именно этот сплав достаточно прочен и долговечен, тем более за ним не нужно особого ухода. Из нержавейки часто делают посуду, столовые приборы и плиты, так как у этого метала достаточно высокая теплопроводность.
Но есть и некоторые недостатки у нержавейки: при регулярном использовании она заметно тускнеет. Кухня теряет свой блеск. Для того чтобы этого не произошло, необходимо периодически полировать нержавейку. Существует множество различных способов решения этой задачи. Важным моментом в этой процедуре является правильный подбор полирующего средства для нержавейки.
При чистке изделий из стали ни в коем случае нельзя использовать отбеливающие и абразивные средства. Также не стоит применять металлические губки и щетки с жесткой щетиной.
Существует несколько альтернативных способов полировки.
Оливковое масло
Этот способ как раз для тех, кто задумывается о том, как полировать нержавейку в домашних условиях. Потускневшая посуда опять начнет блестеть, как новая. Понадобятся только масло и тряпки, желательно, чтобы они были из мягкой ткани.
Оборудование Электроплазменной полировки.
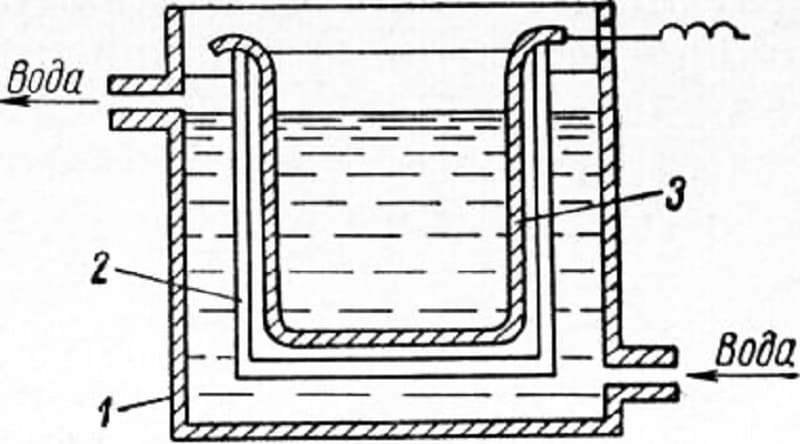
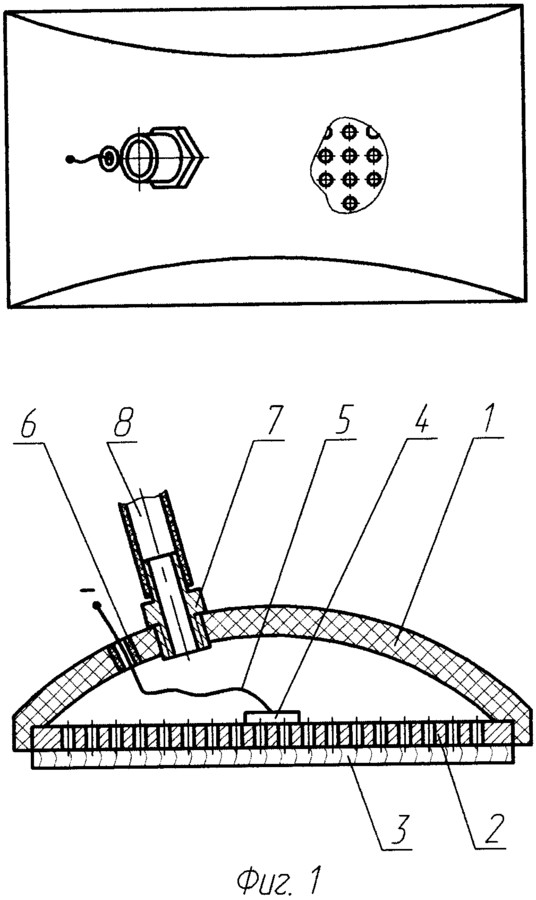
В комплект оборудования электроплазменной полировки входит:
- стальная ванна со специальным защитным кожухом и подъемным механизмом; этот слой защищает от паров, а механизм обеспечивает удобное и безопасное погружение металлоизделий;
- к ванне подключается трансформатор с определенным диапазоном мощности (диапазон подбирается в соответствии с производительностью установки, общей площадью полируемых поверхностей);

дополнительно устанавливается стойка с элементом управления и датчиками контроля.
Установка допускает, как механическое, так и автоматическое управление. Обязательно комплектуется защитным реле, которое отключает оборудование в случае перегрева. Электроплазменная полировка нержавейки считается наиболее эффективной и безопасной.




Сама установка подключается к промышленной электросети с напряжением 380 В и стандартной частотой 50 Гц. Трансформатор имеет мощностью 400 кВт, что соответствует размеру погружаемых металлоконструкций. Ванна подключается к трубопроводу с проточной водой и системе подачи сжатого воздуха. Обязательно комплектуется вытяжкой. Вся установка по площади занимает место 10 м2.
- Под ЭПП не требуется специально заливать фундамент.
- Само устройство имеет простую систему управления.
Упаковка
Если упаковочные материалы и процессы транспортировки изделий перед электрохимической полировкой выбраны неправильно и не верно используются, они могут создать проблемы при последующей обработке. Кроме того, неправильная упаковка может привести к повреждению при транспортировке, которое невозможно будет исправить во время обработки.
Пузырьковая пленка является подходящим упаковочным материалом, но она не должна вступать в прямой контакт с металлическим компонентом. Химические вещества в обертке оставляют рисунок, который становится очевидным во время обработки. Лучшая практика после электрополировки – обернуть детали в бескислотную, не содержащую серу бумагу.
При необходимости детали могут быть обернуты пузырьковой пленкой поверх бумаги.
В работах по финишной обработке металла принято возвращать детали в той же упаковке, в которой они прибыли. Это следует учитывать при подготовке деталей к отправке на электрохимическую полировку.
Перед электрополировкой должны быть полностью удалены защитные покрытия, особенно в местах, подверженных нагреву, например, в зоне сварного шва. Остатки клея также необходимо полностью удалить, обычно изделие протирают растворителем или ацетоном, перед механической обработкой или электрополировкой.
Во время последующей обработки или монтажа оборудования следует соблюдать осторожность, чтобы избежать контакта с углеродистой сталью или непассивированной нержавеющей сталью. Такой контакт может привести к переносу свободного железа, что ухудшает пассивность детали
Подготовка к электрохимической полировке
Некоторые детали можно электрополировать без механической подготовки.
Например, некоторые виды фрезерной обработки дают отличные результаты электрополировки без предварительной механической обработки. Холоднокатаный 2B универсальный материал получается ярким, гладким и чистым, хотя любые царапины, полученные при обработке и изготовлении, требуют предварительной механической обработки, чтобы получить однородную электрополированную поверхность. Финишная обработка 2B, на самом деле, предпочтительнее обработки, которая производится с помощью относительно грубых абразивов с зернистостью от 50 до 150, которые оставляют видимые царапины.
Горячекатаный, обработанный кислотой материал после электрополировки становится блестящим и белым, однако проявляются многие углубления и неровности, которые возникают в результате процесса горячей прокатки и удаления окалины. Получение зеркального блеска на этом материале требует многократных проходов с абразивами с постепенно снижающейся зернистостью перед электрополировкой.
Пескоструйная, дробеструйная, стеклоструйная, дробеметная обработка обычно приводят к получению слишком грубых поверхностей, чтобы их можно было полностью сгладить с помощью электрополировки. SEM-исследование после электрохимполировки поверхностей данными видами обработки показывает, что поверхность очищена и сглажена, но так и не стала идеально гладкой:
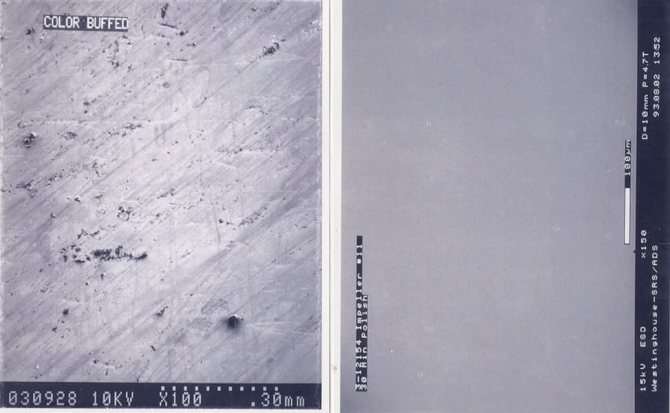
Аналогичным образом на поверхностях, полированных грубыми абразивными материалами, никогда не удаляются все царапины. По большей части, электрополировка полностью сглаживает абразивные царапины от зернистости 220 и более, но царапины от более грубых материалов, чем 220 зернистости, остаются видимыми
Обратите внимание, что подготовка с абразивами менее 320 зернистости не всегда приводит к получению более качественного покрытия после электрополировки
Электрополировка может быть отличным инструментом для удаления заусенцев.
В некоторых случаях это единственный экономически оправданный метод. Например, заусенец в очень маленьком просверленном, пробитом или резьбовом отверстии. Электрополировка может удалить такой заусенец, и, поскольку процесс обеспечивает преимущественное удаление выступов, он делает это без изменения размеров детали.
Некоторые заусенцы требуют механического удаления. Пробитое отверстие может иметь заусенец перпендикулярно поверхности, слишком большой, чтобы его можно было удалить путем электрополировки. Механическая операция, такая как абразивная шлифовка, может использоваться для удаления большей части заусенцев, оставляя небольшие, острые заусенцы в отверстии. Оставшиеся заусенцы можно затем удалить электрополировкой. Заусенцы, наиболее подверженные удалению методом электрополировки, представляют собой мелкие, острые и их трудно или невозможно удалить механически.









Электрополировка также является ценным инструментом для получения точных радиусов.
Например, когда встречаются две шлифованные поверхности, она может удалить любой мелкий заусенец и оставить небольшой, но определенный радиус. Электрополировка может считаться методом точной обработки, особенно подходящим, когда необходимо удалить очень тонкий слой металла для достижения точного размера с тонкой обработкой поверхности.
Сварка перед электрополировкой может быть особой проблемой, которая связана с процессом сварки и навыками сварщика. С одной стороны, сварной шов может иметь пустоты и включения, которые при удалении поверхностного слоя будут видны. С другой стороны, сварные швы высшего качества могут быть хорошо электрополированы без предварительной обработки. Пассивация перед электрополировкой может быть необходима для достижения наилучших результатов.
Кроме того, фазовые изменения, сегрегация сплавов и выделение карбидов могут стать более заметными после электрополировки, особенно когда эти изменения вызваны сваркой и находятся в ограниченных областях. В некоторых случаях эти проблемы могут быть сведены к минимуму таким же образом, путем пассивации перед электрополировкой.
К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.

Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя)
Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
Химические методы
Химическая полировка подразумевает погружение деталей в раствор из химикатов на четко определенное время
Не менее важно и разогревание жидкости до соответствующей температуры. Химические процессы, происходящие на поверхности, устраняют неровности, и изделие обретает идеальную гладкость
Как правило, процесс завершается за несколько минут. Большим плюсом этого способа является то, что он не требует использования специальных инструментов и источников тока, да и вообще траты больших усилий.
Деталь любого размера и формы будет равномерно отполирована, а жидкий раствор проникнет даже в самые сложные «закоулки». Впрочем, ряд недостатков у химической полировки тоже есть. Раствор не позволяет обрести зеркальную поверхность, а также, не являясь долговечным, требует быстрых действий.


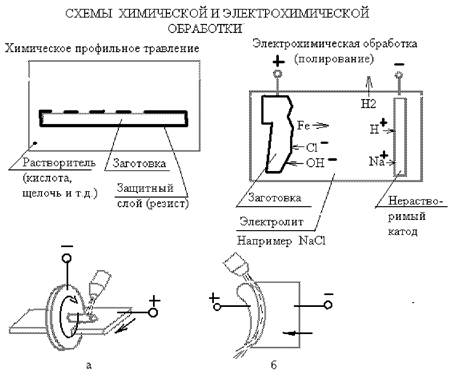
Состав химического раствора может выглядеть по-разному, но он всегда требует добавления концентрированных кислот. В два этапа могут применяться водные растворы кислот: на первой стадии осуществляется обработка серной кислотой, а на второй – азотной. Задействовать предлагается и расплавленные щелочные среды, не способные изменить структуру нержавейки, но очищающие старые оксидные пленки. Наконец, используются специальные пасты, в составе которых присутствуют кислоты и хлориды.
Один из рецептов требует соединения 660 г/л соляной кислоты, 230 г/л кислоты серной и 25 г/л кислотного красителя оранжевого цвета. Смесь прогревается до 70-75 градусов, и изделие погружается внутрь на 3 минуты. На протяжении этого временного промежутка рекомендуется помешивать смесь или же встряхивать обрабатываемую деталь. Подойдет также смесь 20-30% ортофосфорной кислоты, 4-5% азотной и такого же количества соляной, 1,5% метилоранжа и дистиллированной воды. Состав прогревается до 25 градусов тепла, и в него на 5-10 минут опускается изделие. Обработанная химпрепаратами деталь промывается под проточной водой и протирается тканевым лоскутом, пропитанным полиролем.







Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!
Полирование нержавейки электрохимическим способом
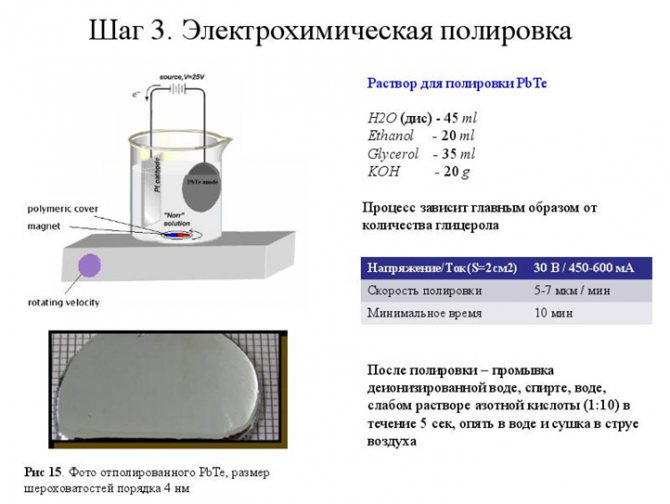
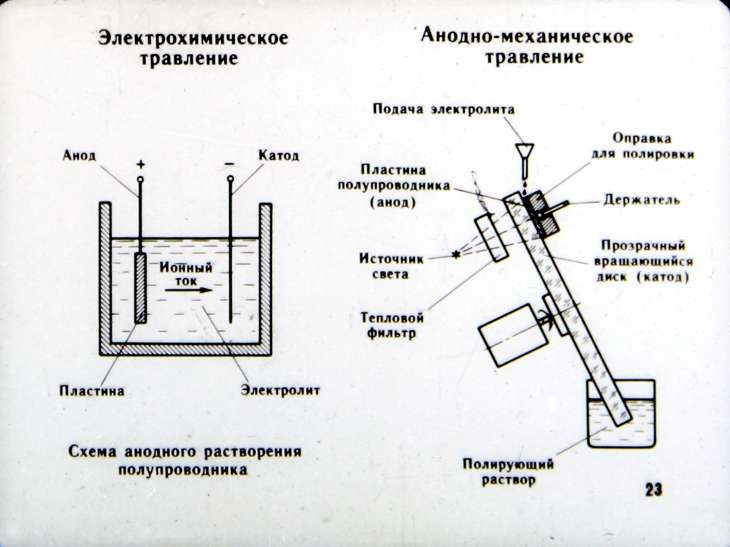
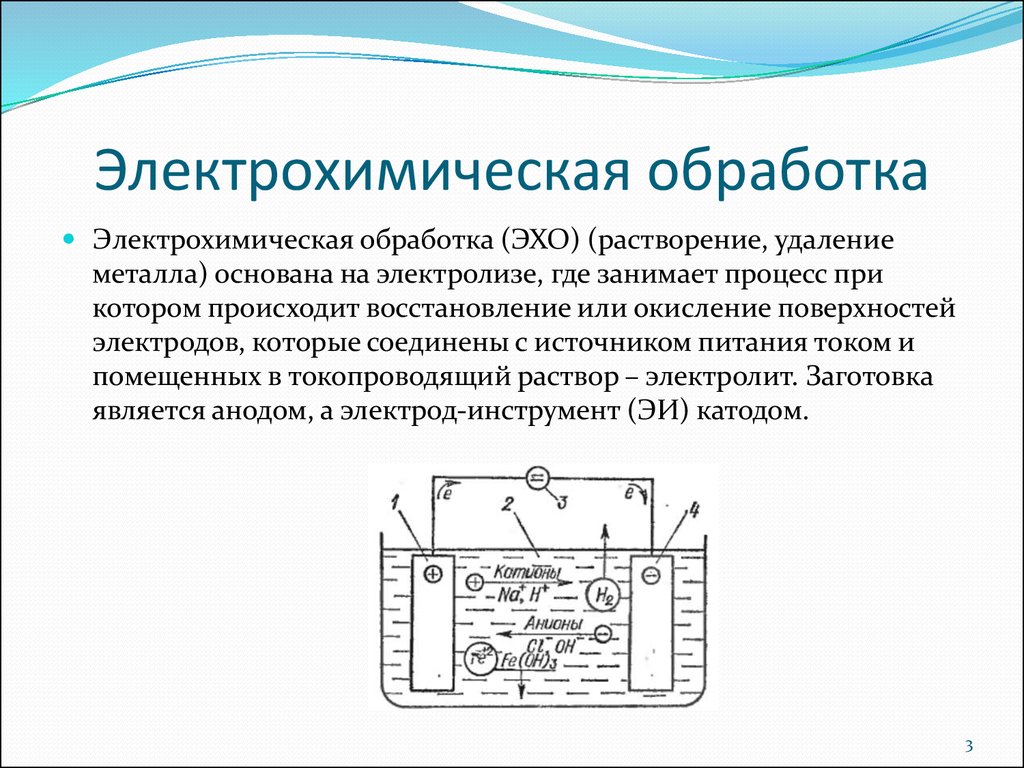
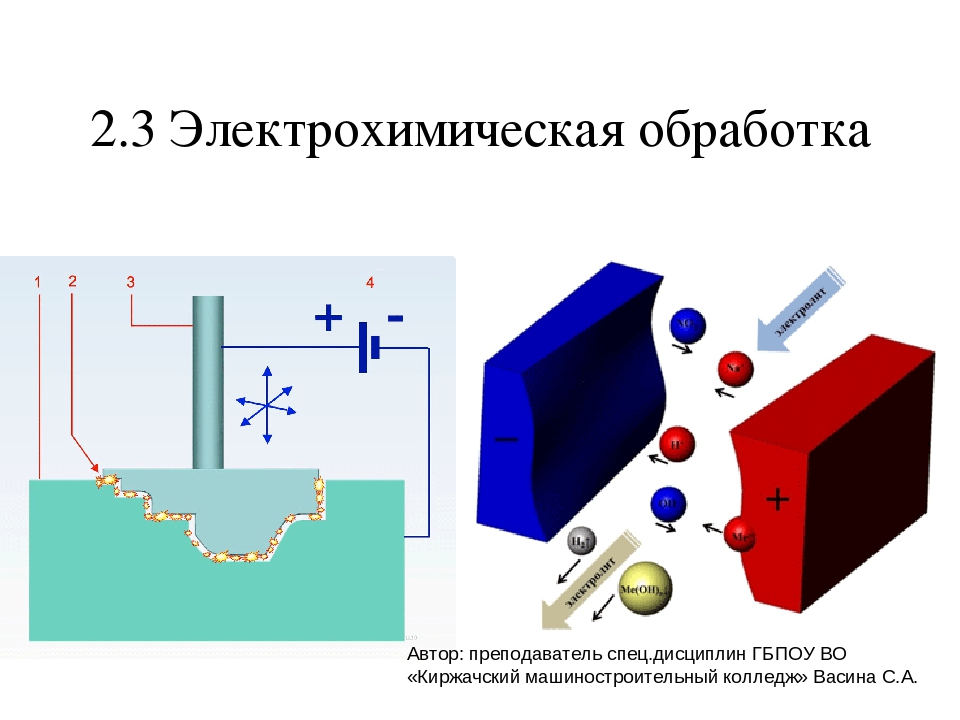
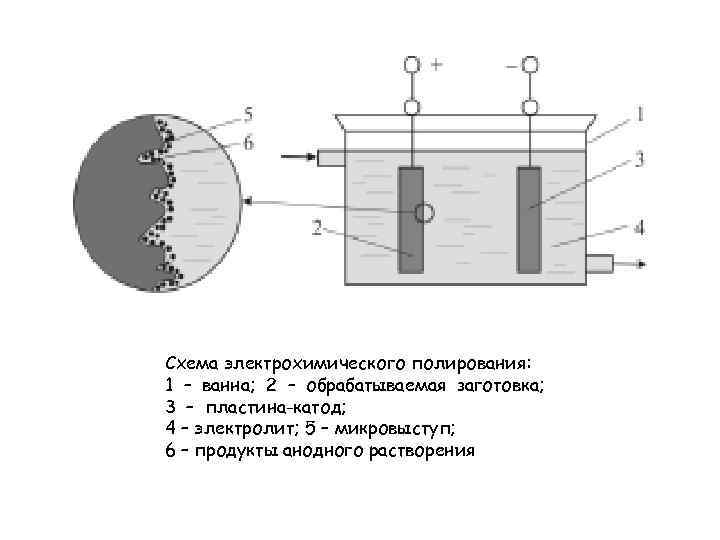
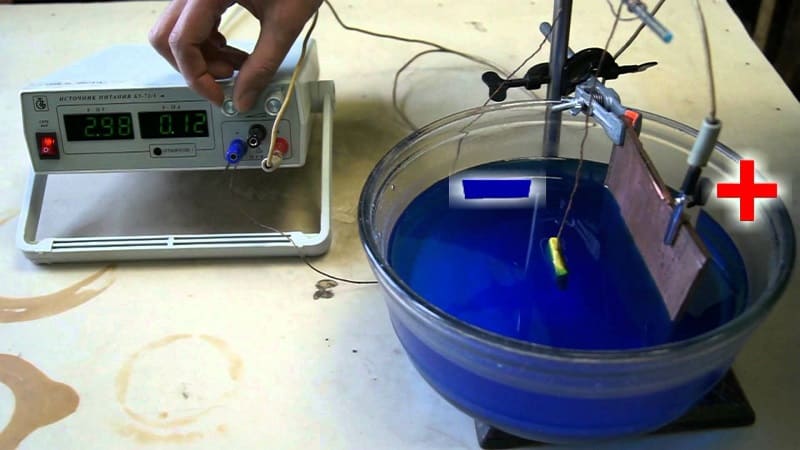
Воздействие электролитов на поверхность нержавеющего металла позволяет удалить дефекты и достичь практически идеального зеркального блеска. Процесс полировки осуществляется за счет растворения тончайшего поверхностного слоя изделия, которое помещается в электролитный раствор и подсоединяется к источнику тока (плюсовой полюс). В данном случае заготовка выступает в качестве анода, тогда как катодом служит специальная пластина, проводящая электрический ток. В процессе пропускания тока, поверхность анода частично растворяется, удаляя мелкие шероховатости и неровности. Чем выше температура электролитной ванны и плотность воздействия тока, тем более толстый слой металла снимается при полировке.
Данный метод чаще всего применяется для чистовых работ, позволяя получить деталь с идеально гладкой поверхностью. Часто обработка используется перед нанесением гальванического защитного слоя.
Электроплазменный способ полировки
Для полирования нержавейки, а также сплавов на основе титана или меди, используется УПП – устройство, предназначенное для полировки плазмой. Суть обработки заключается в создании вокруг заготовки плазменного облака под воздействием электрического тока. Такой процесс позволяет удалить тончайший поверхностный слой, обеспечивая:
- зеркальный блеск детали;
- отсутствие заусенцев на поверхности;
- притупление острых кромок.
Химическая полировка алюминиевых изделий
Химическая полировка алюминия – процесс, при котором обрабатываемые компоненты помещают в специальные емкости, предварительно наполненные активными смесями. В результате образование реакций, от соприкосновения металла с химическими элементами, начинается медленное растворение верхней оболочки детали. Благодаря таким действиям все наросты и шероховатости верхних плоскостей обрабатываемой заготовки полностью удаляются и, изделию возвращается его первоначальный блеск. При химической полировке различных компонентов, неотделимыми процессами выступают активные выделения газовых образований и кислотных (щелочных) паров.

Выполняя полировку алюминия химическим способом, необходимо придерживаться технологических рекомендаций, относящихся к такому процессу. Активный раствор необходимо регулярно перемешивать, а обрабатываемые детали периодически встряхивать. Благодаря таким действиям удаляются скопления реакционных пузырей в одной поверхностной точке. Скопление таких образований в одном месте снижает качественный уровень всего процесса полировки. Данный метод полировки алюминиевых изделий не требует для своей реализации сложного технического оборудования, но технологический процесс усложняется непростой регулировкой элементный соотношений в химическом растворе.
Полировка металла в Москве до зеркального блеска
Современные методы и технологии финишной обработки металлических поверхностей отличаются экономичностью и безопасностью их применения. Характерным примером может служить электролитно-плазменное полирование. Данный вид чистовой обработки применим для изделий из низкоуглеродистых и нержавеющих сталей, никеля, железа, хрома, медных, алюминиевых и титановых сплавов. В отличие от широко распространенных электрохимических и механических способов полирования металла электролитно-плазменная полировка не наносит вреда человеку и окружающей среде, поскольку исключает применение концентрированных щелочных и кислотных растворов. И наряду с этим отличается высокой производительностью и возможностью обработки изделий и деталей различных размеров и сложных геометрических форм.
Среди плюсов электролитно-плазменной обработки в Москве (ЭПО) – отсутствие инородных включений на поверхности металла, минимальная шероховатость и электрохимическая однородность верхнего слоя. Это обеспечивает высокую коррозионную защиту и декоративный блеск металлоизделий. Метод успешно применяется для упрочнения металла, очистки его поверхностей от жира, загрязнений, удаления продуктов окисления железа, заусенцев. Кроме того, это эффективный способ подготовки металла к нанесению гальванических покрытий. Процесс электроимпульсного полирования достаточно энергоемкий, поэтому его применение в производстве должно быть экономически обоснованным.
Технология изготовления зеркальной нержавейки
Процесс изготовления нержавеющей стали с зеркальной поверхностью состоит из нескольких последовательных этапов:
- Заготовка из высоколегированной стали подвергается горячей прокатке. В результате этой процедуры получается плоское изделие, имеющее большую толщину и сравнительно низкую отражающую способность.
- Продукция подвергается холодной прокатке. После этой процедуры, изделие становится тоньше и ровнее, а также поверхность приобретает матовость.
- Чтобы металлопродукция приобрела поверхностный глянец, ее подвергают шлифованию с использованием мелкоабразивных лент на автоматических линиях.
- Дополнительно применяется отжиг в вертикальной печи с применением раствора едкого аммиака.
- Супергланцевый лист получают с помощью полировки специальными приспособлениями с войлочными прокладками.
По своим техническим характеристикам и отражающей способности зеркальная нержавейка подразделяется на три категории:
- Матовое зеркало. Это изделие, которое получили в процессе холодной прокатки без дополнительной обработки.
- Глянцевый листовой металлопрокат. Продукция прошла процедуру шлифовки.
- Суперзеркало. Изделие было отполировано войлочными кругами.
Надо отметить, что последний вариант металлопродукции является самым дорогим и при этом, обладает наилучшими эстетически-декоративными качествами.





