
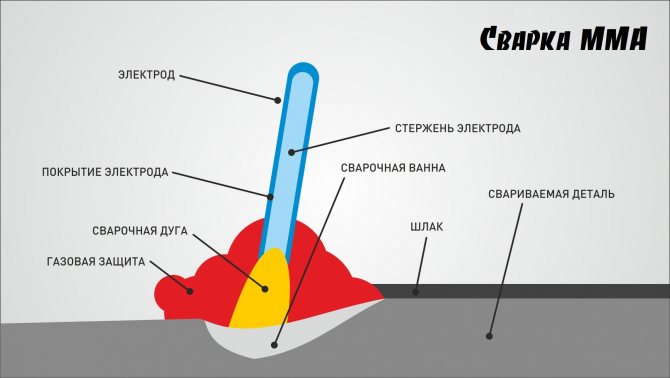
Особенности использования сварочного оборудования и электродов для электродуговой сварки
Как известно, сварочный инвертор является аппаратом постоянного тока для сваривания металлов разной толщины и качества с использованием в качестве рабочего органа плавкий электрод со стальной сердцевиной и специальной обмазкой. Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
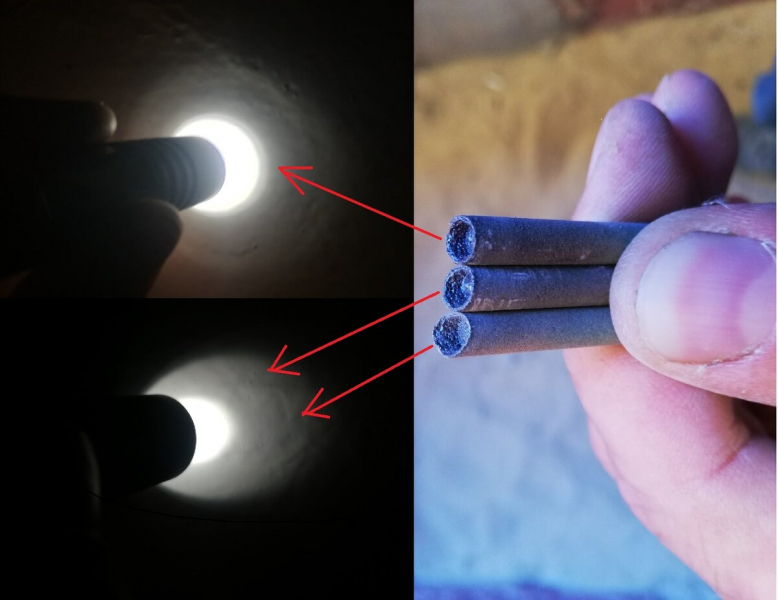
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Решить данную проблему, если она уже возникла довольно просто, нужно заменить электрод на такой, который предназначенный, для сваривания постоянным током. Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Устранение и предотвращение проблем залипания
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка материалов
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка.
Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
- При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
- Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
- Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Правильная настройка оборудования
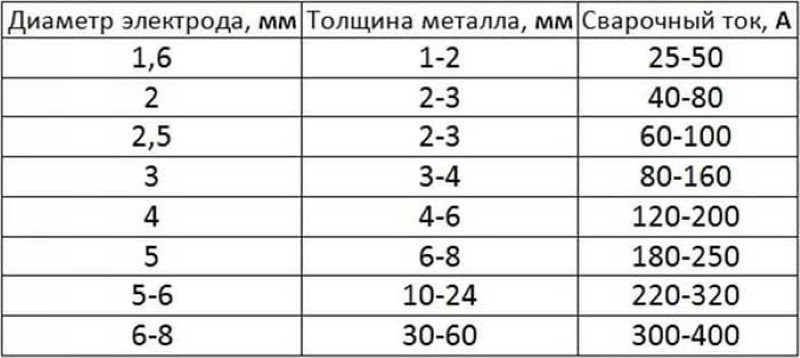
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
| Мощность электрического потока | Диаметр расходника в миллиметрах | Толщина металлического сплава (мм) |
| 25-50 | 1-2 | 1,6 |
| 40-80 | 2-3 | 2 |
| 60-100 | 2-3 | 2,5 |
| 80-160 | 3-4 | 3-4 |
| 80-160 | 3-4 | 4-5 |
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
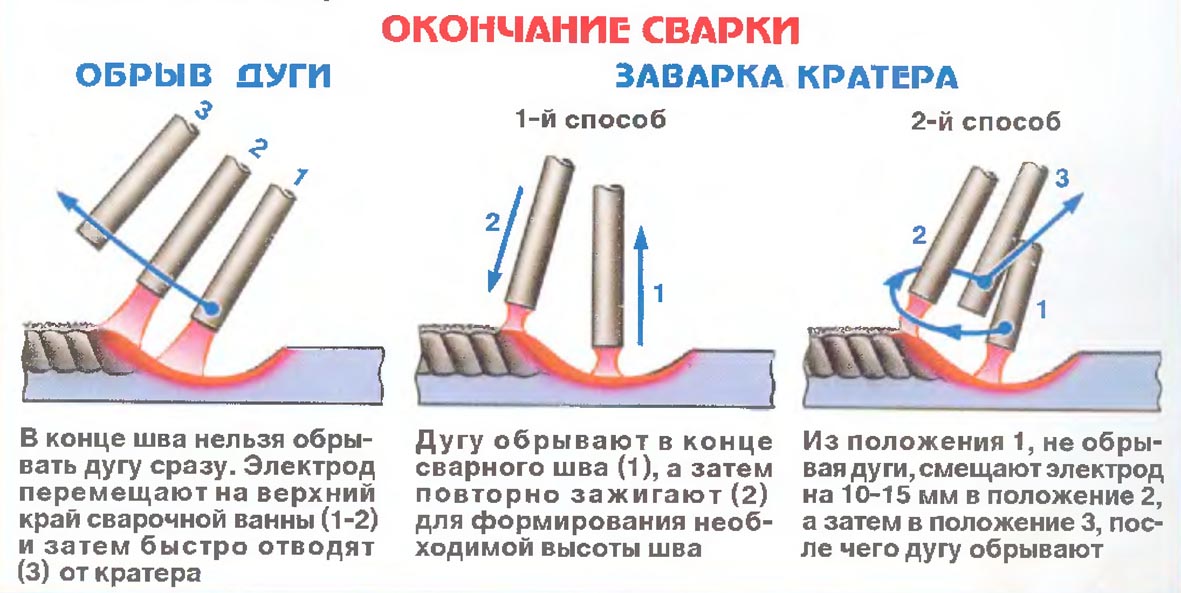
Правильное поджигание дуги
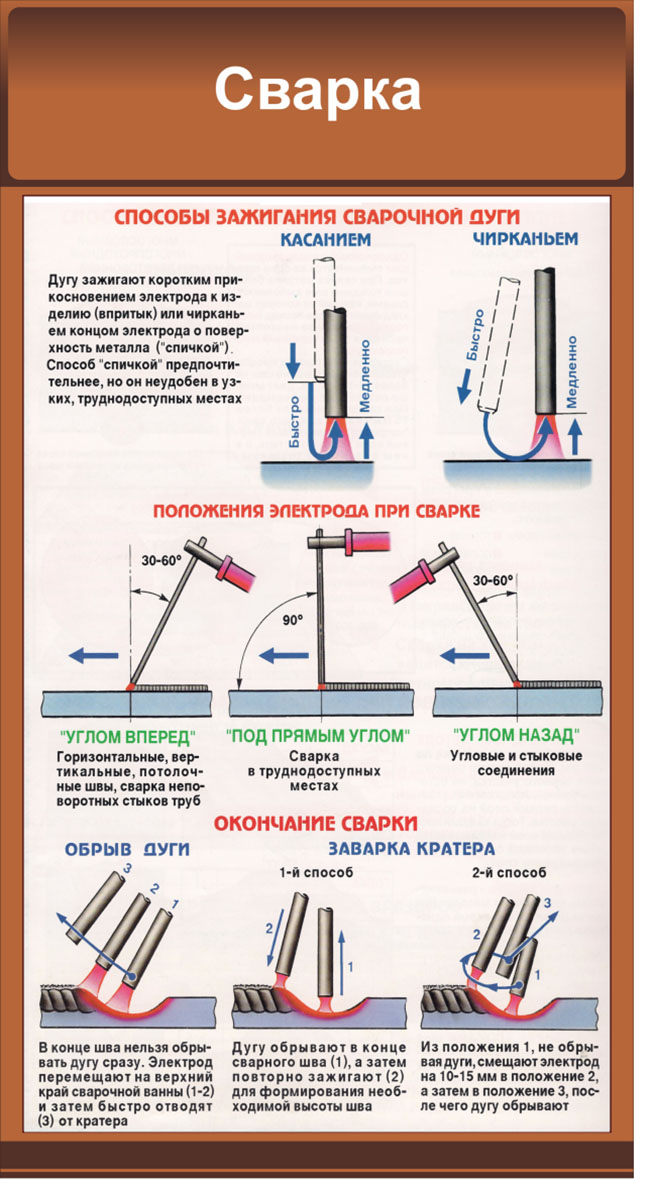
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
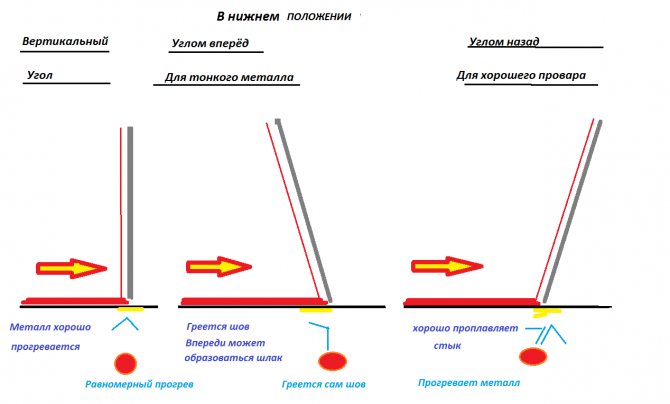
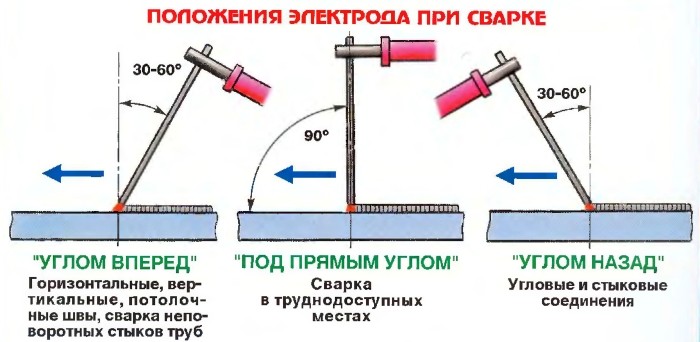
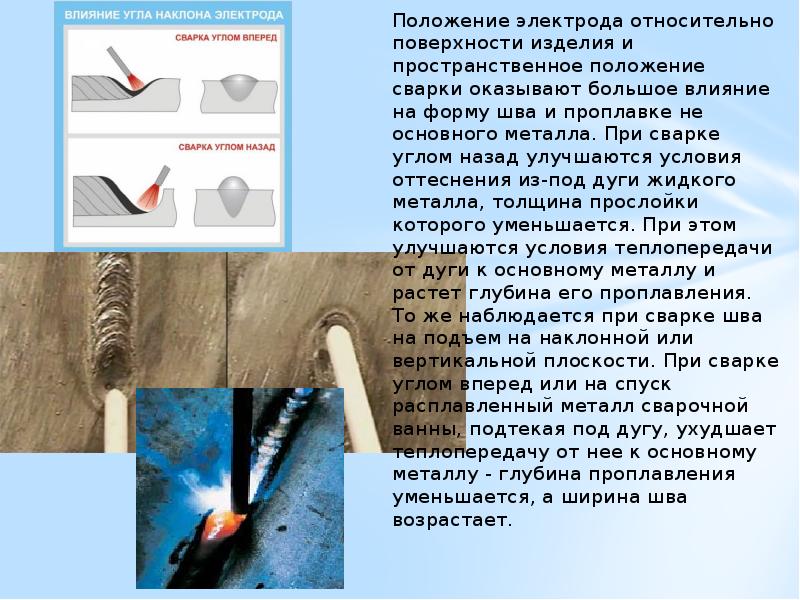
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения.
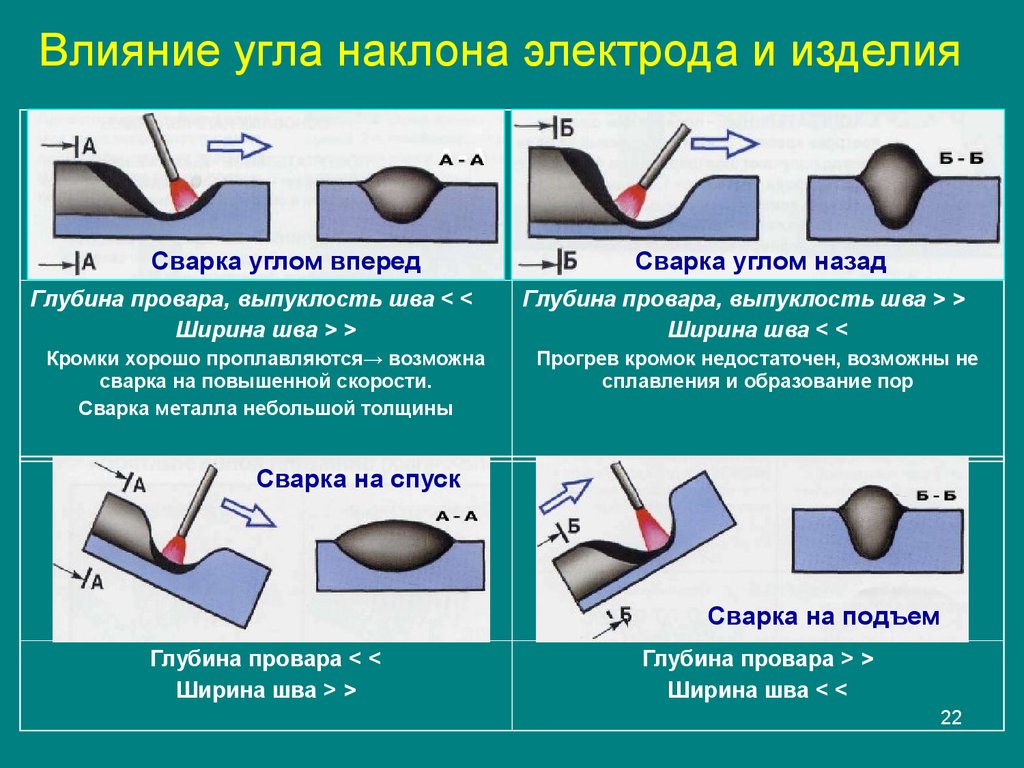
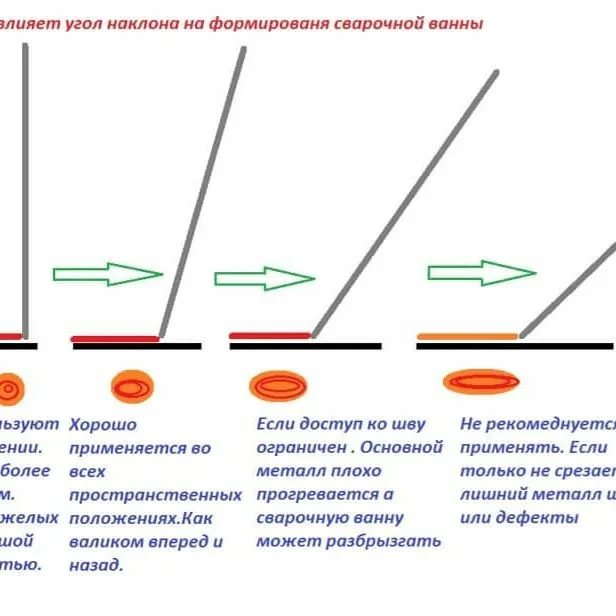
Не следует также наклонять держатель под слишком острым углом
При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.





Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
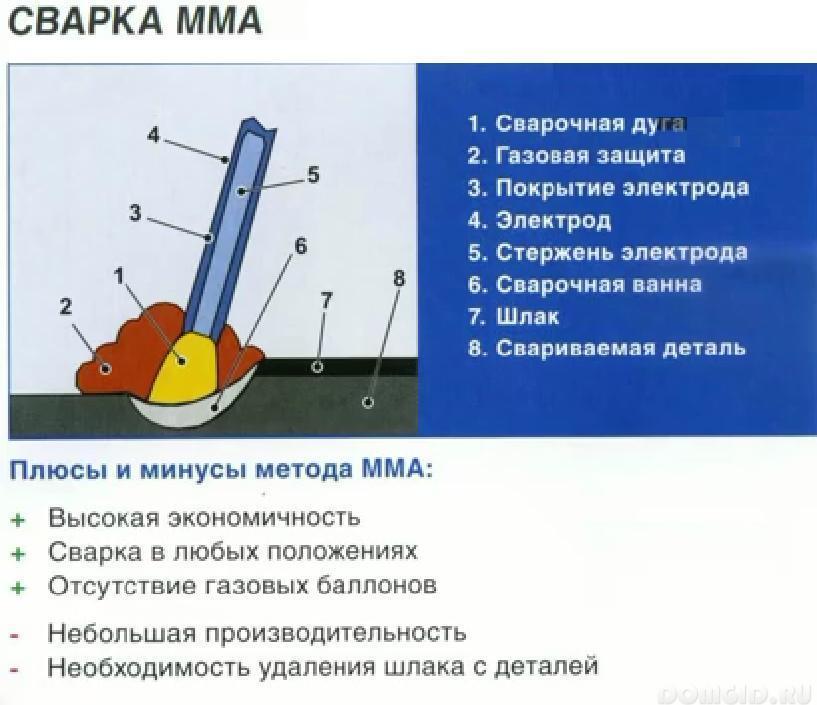
Почему много шлака при сварке
Когда образуется много шлаков при сварке, они мешают следить за качеством формируемого шва и выполнять операцию, так как плохо проводят ток. Причинами появления большого количества отходов могут стать:
- Остатки грязи, ржавчины на кромках. Из них образуются крупные включения с хвостами.
- Низкое значение раскисления металла. Поэтому в расплаве остается много растворенного кислорода, который образует оксиды.
- Проведение сварки некачественными электродами с тонким слоем обмазки. Из-за неравномерного плавления их частицы попадают в сварочную ванну.
- Использование флюсов с тугоплавкими компонентами. Из-за большого удельного веса их оксиды не поднимаются на поверхность.
- Нарушения технологического процесса. При неправильном угле наклона или быстром перемещении электрода детали не успевают прогреться и быстро охлаждаются.
Как предотвратить прилипание электрода
Для предотвращения возможного прилипания необходимо осуществить следующие операции:
- Проверить качество верхнего слоя детали перед сваркой (насколько качественно проведена обработка по удалению лишнего слоя).
- Определить соответствие электродов решаемым задачам (марка и параметры металла), их качество (целостность стержня и обмазки), повышенное содержание влаги.
- Провести проверку параметров подводимого напряжения и уточнить стабильность электрической сети.
- Выставить необходимые значения на сварочном аппарате.
Качественное проведение этих операций позволит избавиться от неприятных последствий, связанных с прилипанием электрода.
Подготовка электродов и деталей
Процесс выбора и подготовки электродов заключается в выборе марки этого изделия и визуальной проверки его состояния. От правильно выбранной марки во многом зависит качество будущего шва и точность проведения сварочных работ. Опытные сварщики советуют при использовании электродов из уже использованной партии, произвести предварительную их подготовку. Она заключается в принудительной просушке или даже прокалке электродов. Для этого применяют специальные печи, которые позволяют удалить из обмазки электрода повышенное содержание влаги. После такой обработки изделия получаются сухими, пригодными к использованию и практически не прилипают.
Настройка оборудования
Одним из важных моментов, позволяющих избавиться от прилипания электродов во время сварочных работ, является предварительная настройка сварочного аппарата. Её необходимо делать перед каждым началом работы в соответствие с прилагаемой инструкцией. Решение задачи складывается из двух составляющих. Первое – это выбор агрегата с требуемыми характеристиками. Второе – это непосредственная настройка параметров.
Неправильный выбор сварочного агрегата приводит к некачественной сварке и разрушению всей конструкции. Например, использование инвертора пониженной мощности при сварке толстых деталей не позволит получить достаточную силу тока для сваривания и привести к залипанию. При правильном выборе инвертора следует точно выставить необходимые значения, которые позволят реализовать его возможности и получить качественный и надёжный шов. Для исключения ошибок при настройке разработаны специальные таблицы, в которых приведены выставляемые показатели в зависимости от характеристик металла и применяемых электродов.
При неправильной установке параметров электроды могут не только прилипать к поверхности, но и брызгать. Этот эффект наблюдается у некоторых марок электродов, и считается закономерным (например, МР-3, АНО-4(21), ОЗС-12 и некоторых других). Для других типов электродов он считается результатом нарушения выставленных параметров или не соблюдением технологии сварочных работ. Проверить соблюдение полярности, уменьшить силу сварочного тока, уменьшить длину сварочной дуги.
Правильная техника поджога дуги
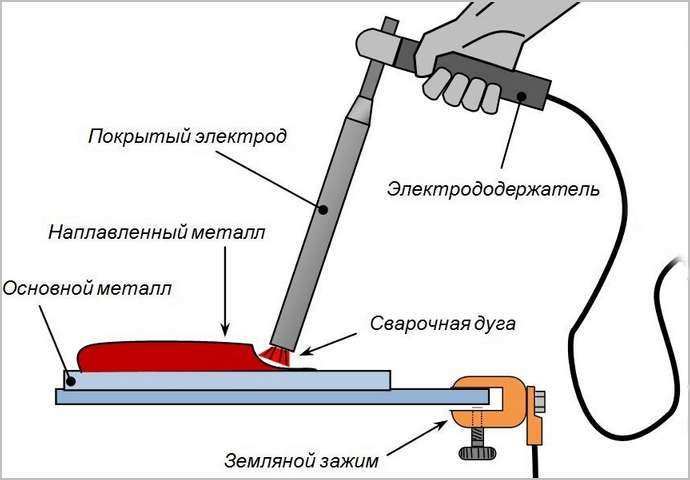
Для образования сварочной дуги между поверхностью металла и стержнем электрода создаётся разность потенциалов. Её величина зависит от толщины свариваемого изделия и диаметра применяемого расходника.
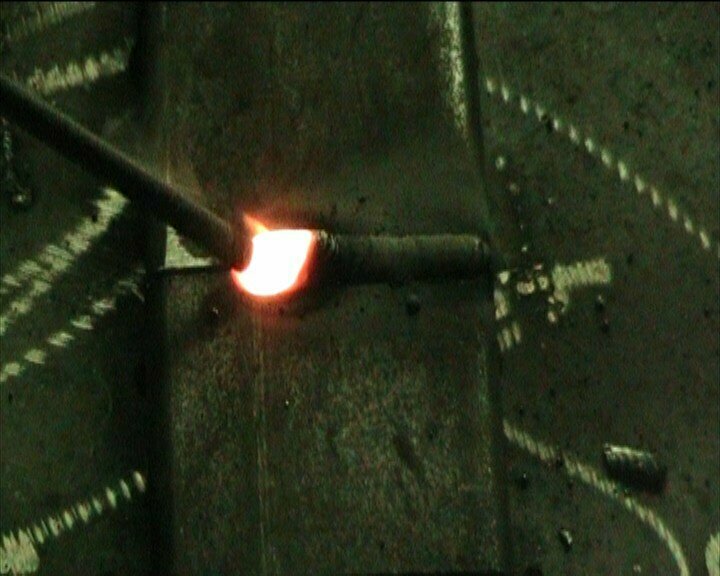
Образование дуги производится при касании электродом поверхности металла (разность потенциалов должна быть около 60В). На скорость возникновения дуги наибольшее влияние оказывает значение силы тока, который возникает в момент касания электродом заготовки. Наиболее удобным способом поджога дуги считается механическое чирканье электродом по поверхности. Если при неудачной попытке произошло образование наплыва — электрод залипает. В случае образования наплыва его необходимо удалить механическим путём. Его удаляют обиванием кончика электрода о металл. Целесообразно это производить о металл, к которому не подключена «масса». В противном случае электрод может опять залипнуть. Чтобы не оставлять следов экспериментальных касаний эту операцию необходимо производить по направлению будущего шва.
Причины прилипания сварочных проволок
Проблема с залипанием электрода характерна для работы с трансформаторной аппаратурой, у которой нет возможности настройки режима сварки. Также она часто возникает у молодых, неопытных специалистов, работающих с инверторами.
Каковы же причины залипания во время сварки? Вот основные ошибки и факторы появления этой проблемы.
Первая причина – повышенный уровень влажности сварочного прутка. Его поверхность обработана специальной обмазкой. Это вещество склонно накапливать влагу, поступающую из окружающей среды. Хранимые без упаковки присадочные прутки быстро отсыревают. Это понижает их рабочие характеристики, что приводит к залипанию во время сварки.
Вторая причина – некачественные электроды

При работе со сварочным инвертором важно правильно подобрать прутки. Склонные к экономии на расходных деталях новички берут электроды у малоизвестных компаний без подтверждения качества продукта
Такие присадочные проволоки выигрывают в цене, однако могут усложнить выполнение сварочных задач. Прутки низкого качества часто залипают в работе, сводя на нет свое преимущество.
Третья причина залипания – неверная настройка оборудования. Молодые специалисты нередко игнорируют подготовительный этап работы. Приступая к сварке, они не очищают и не ровняют поверхность детали. Это нарушает контакт сварочного прутка с поверхностью металла. Сварочная дуга в такой ситуации угасает сразу после начала работы. Чтобы сварить неочищенные, непригодные для работы детали, приходится разжигать ее заново, несколько раз. В результате кончик присадочной проволоки начинает прилипать к стыку.
Четвертая причина – неправильный поджиг сварочной дуги. Основной фактор появления этой проблемы – отсутствие опыта у работника. Неверный поджиг методикой постукиваний, длительная задержка края проволоки на рабочей поверхности детали приводит к перегреву металла. Электрод буквально припаивается к шву, и это не исправится, пока не будет исключена первопричина.
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготавливаем материалы
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка.
Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
- При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
- Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
- Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Приступаем к настройке оборудования
Эффективность мероприятия будет зависеть от того, как вы сможете соотнести толщину сварного материала, диаметр электрода и мощность тока. Все эти параметры отображены в таблице технического паспорта аппарата. Стоит внимательно их изучить, но в то же время и понимать, что это базовые данные и отклонения от нормы вполне допустимы при условии, что специалист имеет большой опыт и содержит устройство в полном порядке. Для каждого сырья прописаны свои параметры тока, например, для пластин, толщиной в 3 мм необходимо установить 100/120 А. Не все аппараты имеют в своей комплектации трансформатор с регулировкой
Тем, кто пользуется старыми моделями, важно переместить подключение кабеля до уровня, когда ток перестает прожигать сварную точку
Важно знать! Во избежание прожога (образование дырок) на конструкции, сделанной из тонкостенного материала или при работе с кузовами автомашин следует набраться опыта. Для этого возьмите ненужную деталь и начните сварку, где методом проб и ошибок вы подберете необходимый режим мощности аппарата, постепенно повышая силу тока
Кроме того перед началом работы стоит проверить специальным тестером напряжение в сети. Убедившись, что линия не перегружена, вы сможете приступить к реализации плана. В противном случае стоит дождаться стабилизации проблемы. Если скачки повторяются раз от раза, то приобретите стабилизатор, он поможет вам бесперебойно и спокойно осуществлять поставленную задачу.
Немаловажное значение имеет правильное сочетание кабеля массы и держателя:
- Шестнадцатижильный медный провод с наружным диаметром в 11,5 миллиметров подходит для материала с тонкой стенкой.
- Для сваривания более толстого образца подойдет 25-ти жильный кабель с отверстием 13,5 мм.
Учимся правильно создавать плазменный ствол

Если вы новичок в деле, то мы предлагаем вам простой способ, освоив который вам легко будет перейти к профессиональному методу розжига.
Для этого ведите электродом, как спичкой по коробку, у вас получится чирканье. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует расходник наклонить назад под углом в 15 градусов и быстрыми движениями вести шов по намеченной линии. Главное условие – непрерывность в работе, так как остановка даже на короткое время грозит срывом горения.
В современных аппаратах существует высокочастотный розжиг, который позволяет образовывать плазменный ствол без непосредственного касания материала. То есть при приближении расходника за счет токов высокой частоты создается дуга, что сопровождается жужжащим треском.
Мы предоставляем вам наглядное пособие, посмотрев которое вы поймете, почему липнут электроды при сварке на инверторе и что необходимо сделать для предотвращения этого:
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования





Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными
Электроды должны быть доступными к использованию в соответствии со сроком годности. В противном случае обсыпается поверхностная смазка. Чаще всего страдает наконечник, который отвечает за качество сварки. Такие электроды обязательно залипнут
Важно знать, что после вскрытия упаковки по истечению 8-10 часов рекомендовано дополнительно просушить расходник. Это снизит риски негативного воздействия повышенной влажности
При просушке влага испаряется, и электроды восстанавливают свои свойства.
Какие могут быть причины прилипания электродов при проведении работ?
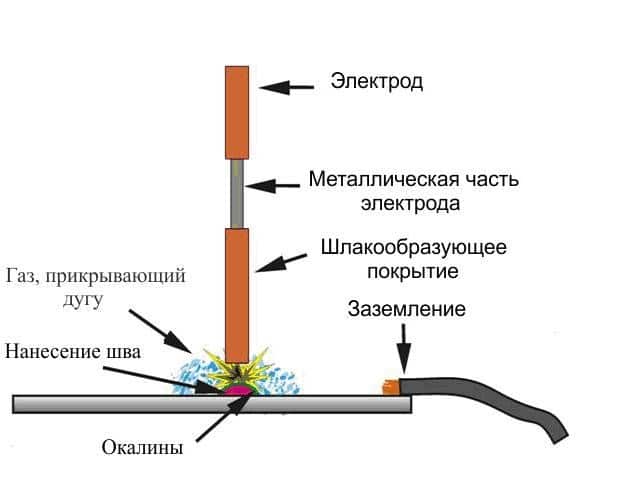
Основной причиной сливания основного металла с расходником, является достаточное покрытие на сварочном электроде. В основном именно конец электрода является уязвимой областью, где осыпается обмазка. Без этой обмазки дуга останется незащищенной, не стабильной, приводя к залипанию.

Электроды могут залипать из-за их сырости. При увлажненной обмазке дуге трудно зажигаться, где не поможет также повышенный объем рабочего тока. Из-за этого материал лучше заменить другим.
Другой причиной залипания может быть скопление влаги покрытием. Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Также электроды могут залипать в результате несоответствующего рабочего режима. Большинство специалистов бояться перепаливания главного металла и выбирать слабые режимы. В результате недостаточной силы тока, для зажигания дуги не достаточно энергии. Даже при ее коротком зажигании, заряд исчезает и электрод залипает
Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром)
Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями. Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода.

Элементарной причиной залипания электрода при инверторной сварке является его плохое качество. При приобретении дешевых материалов часто могут проявляться негативные явления.
Рекомендации при сварочных работах
Основные рекомендации к устранению залипания при сварочных работах является следующее:
- наличие дополнительной опции «антизалипания» на современном оборудовании. Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;
- правильно выбирать электроды и режимы эксплуатации. Иногда для стабилизации горения дуги достаточно увеличивать силу тока;
- просушивать и прокаливать расходные материалы перед работами, устраняя лишнюю влагу;
- проводить проверку концов у электродов перед первым зажиганием и дальнейшими работами из-за возможного наличия шлаков или осыпания обмазки.
Выбор инверторного аппарата
Чтобы понять, почему залипает электрод при сварке инвертором, нужно сначала сделать правильный выбор сварочного аппарата применительно к условиям конкретных работ. Агрегат должен отвечать определённым требованиям, которые будут обеспечивать оптимальную работу устройства в реальных обстоятельствах. Примером такого аппарата, созданного для российских условий, могут служить инверторы линейки «Неон» нижегородского производства. На основе этих приборов мы и расскажем об основных требованиях к сварочным аппаратам, которые уменьшат вероятность залипания электродов при сварке. Эти свойства заключаются в следующем:
- сетевое питающее напряжение находится в пределах от 160 В до 250 В, что вполне позволяет работать в условиях нестабильного энергопитания;
- наличие автоматического выключателя защиты, в том числе и от перегрева;
- ПВ при максимальном сварочном токе 60%;
- напряжение холостого хода 70 В, что позволяет уверенно держать дугу даже при экстремальных входных напряжениях;
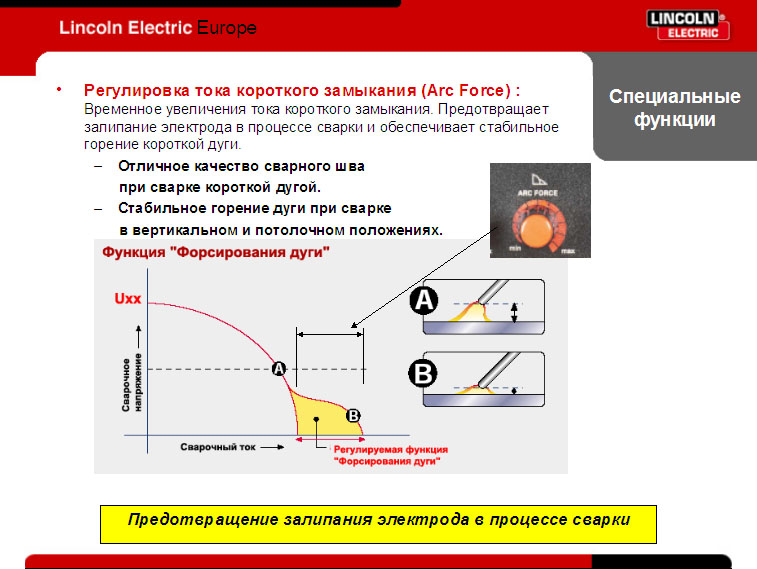
- имеется функция горячего старта для уверенного розжига дуги короткого замыкания, а также форсаж дуги;
- чтобы электрод не прилипал, существует функция антистик;
- гарантированная стабильная работа при температуре окружающей среды от -40 °C до +40 °C.

Необходимо отметить, что эти характеристики служат основой для выбора, а не догмой, но стабильная работа при экстремальных температурах и напряжении в сети очень важна для российских условий. Для комфортной работы полезно пользоваться функцией горячего старта, которая помогает уверенно начинать процесс и оптимально использовать сварочные электроды для инверторов.







Особое внимание необходимо уделить такой функции, как антизалипание или антистик. Суть её состоит в том, что в момент залипания сварочный ток сбрасывается до нуля и это даёт сохранить в целости как сам электрод, так и инвертор
Устранить прилипание также помогает форсаж, позволяющий увеличить сварочный ток при риске обрыва дуги и не даёт прервать сварной шов, что благотворно сказывается на качестве работ.
Важно при выборе инверторного аппарата большее внимание уделять российским моделям, поскольку они ремонтопригодны и лучше приспособлены к работе в условиях нашей страны
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.

Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
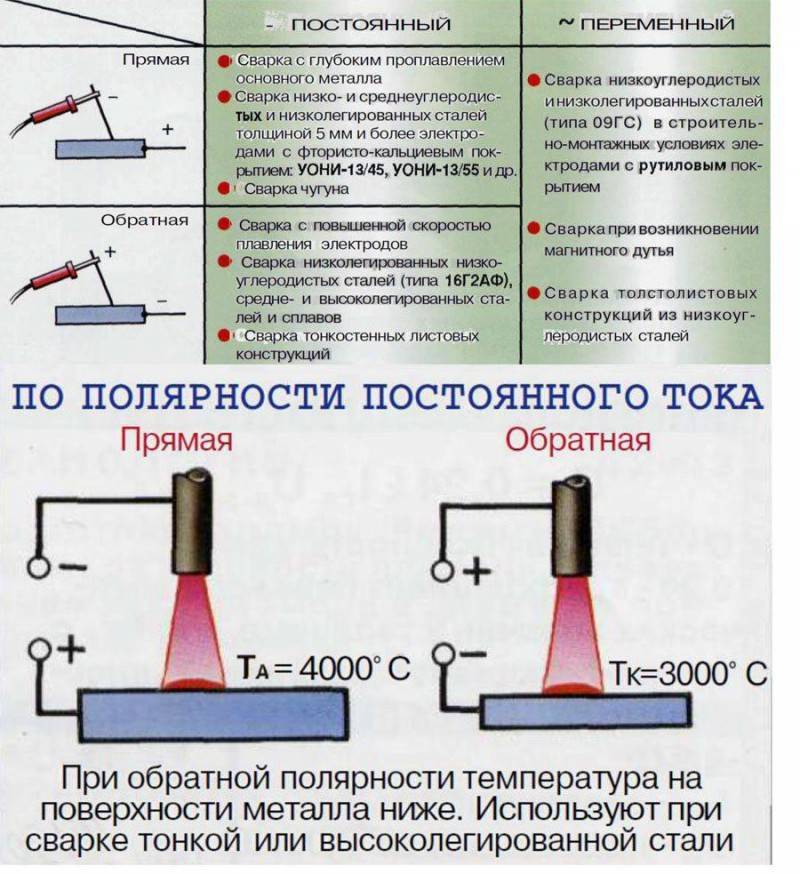
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Самая частая причина залипания – использование трансформаторных аппаратов, у которых нет и не может быть точных настроек. Но и с современными инверторными аппаратами с правильными настройками и системой антизалипания такая неприятность тоже может случиться. Причины в таких случаях намного проще и связаны они вовсе не с аппаратом.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
Второй – старый расходник с обсыпавшейся обмазкой
Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет
Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!




Что выходит из строя наиболее часто?
Искры в инверторе

В недорогих инверторах такая поломка встречается часто. Выглядит это так: аппарат выдает искру, но при этом отказывается работать. Этому есть логические объяснения, о которых мы и поведаем.
Первым делом стоит внимательно взглянуть на сварочные кабели: очень часто они нуждаются в «реанимации». На первый взгляд явных дефектов может и не быть, но на всякий случай возьмите новые кабели и вставьте их в массу с держаком.
Таким образом дуга зажжется, и у вас будет возможность проверить разъемы на качество работы.
Имеете богатый опыт в таком вопросе? Попробуйте провести ремонт самостоятельно. Во всех других случаях вышли из строя провода, которые находятся на пакетном выключателе. А вдруг последние обгорели?
Не расстраивайтесь: ремонт дается далеко не всем. Чтобы не терять время, нужно обратиться к мастеру. Он вернет ваш инвертор к рабочему состоянию.
Аппарат отказывается варить

Может случиться и так, что индикаторы света будут гореть, а процесс сварки так и не запустится. Как правило, это связано с перегревом инвертора. Об этом мы поговорим через минуту.
А пока – проверьте сварочные кабели на целостность или же подключите новые и снова попытайтесь запустить механизм. Возможно такой простой ремонт сразу поможет.





