
Как научиться варить
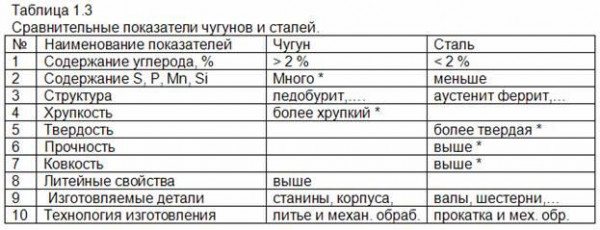
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
Важные рекомендации
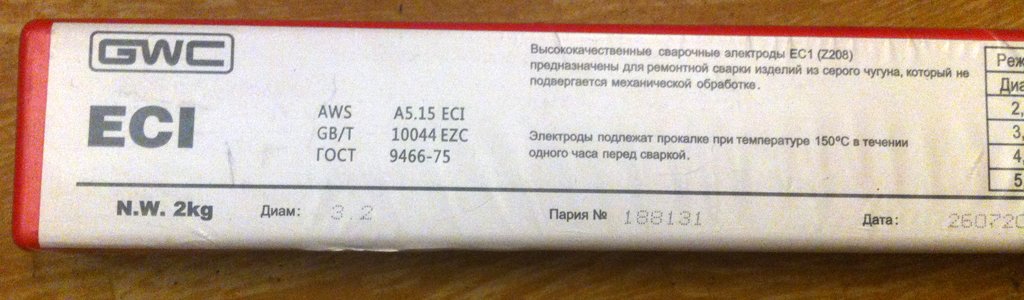
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Критерии выбора электродов
Качество выполнения сварочных работ зависит от правильности выбора марки электродов по основным критериям:
- Соответствие марки электродов чугуну в ремонтной детали;
- Толщина свариваемой стенки;
- Тип применяемой технологии;
- Требования к сварному шву по физическим и механическим параметрам;
- Необходимость в последующей механообработке стыка;
- Наружное покрытие – основное либо кислое, имеет разную реакцию на условия эксплуатации;
- Для старого, низкокачественного чугуна и при наличии загрязнений сечение стержня должно быть больше;
- Сваривание тонкостенных деталей производится электродами, сечение которых приближено к толщине стенки.

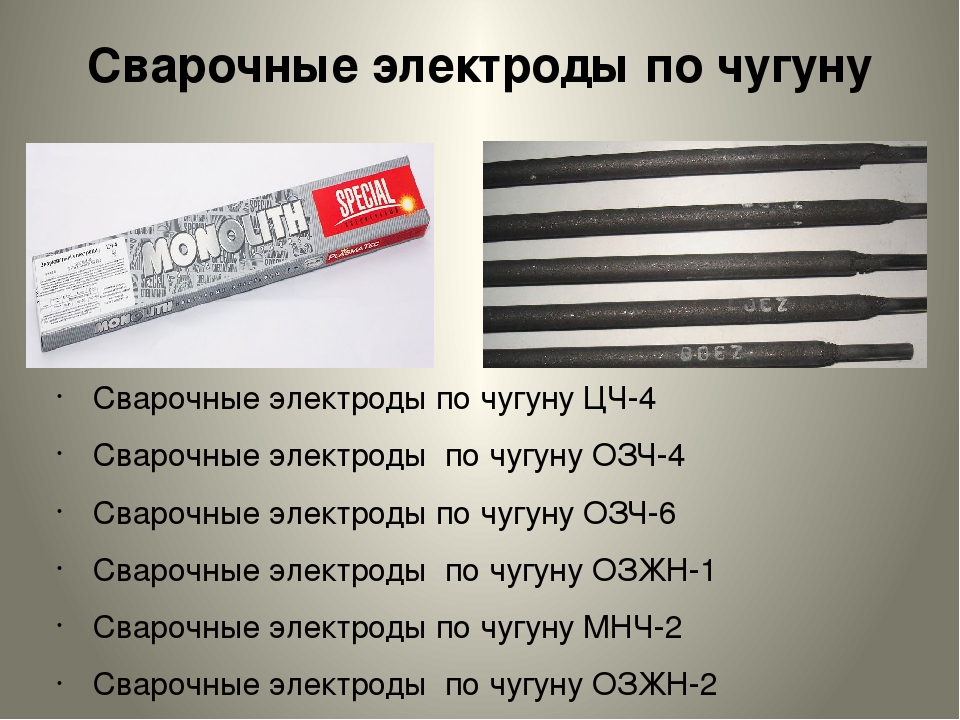
При отсутствии опыта и затруднениях с выбором рекомендуется брать электроды марки МНЧ-2, ЦЧ-4 или же ОЗЧ сечением 3-6 мм. В случае предпочтений в пользу зарубежных производителей, рекомендуется универсальная марка UTP.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ. Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 3500С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы. Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью. Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Как варить чугун в условиях домашней мастерской
Проведение ремонта чугунных деталей в условиях домашней мастерской возможно при соблюдении следующего порядка действия. Получения качественного результата возможно при наличии определённых навыков проведения сварочных работ. Порядок действий таков:





- подготовительный этап (выбор сварочного аппарата, необходимых электродов, подготовка рабочего места);
- аккуратная разделка дефектного места, на котором будет производиться сварка;
- установка требуемого режима сварочного аппарата;
- соблюдение техники безопасности в процессе проведения работ.
Каждый из этих этапов требует тщательного подхода, и соблюдения существующих правил. Всё в этой операции можно сделать своими руками.
В различной литературе и на специализированных площадках Интернет предлагается большое количество схем и вариантов самостоятельной сборки сварочных аппаратов.
Электроды можно приобрести готовые, а можно изготовить своими руками. Например, предлагается вариант изготовления электродов, в котором основу (стержень) изготавливают из медной проволоки и наносят на ее поверхность соответствующую обмазку.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.

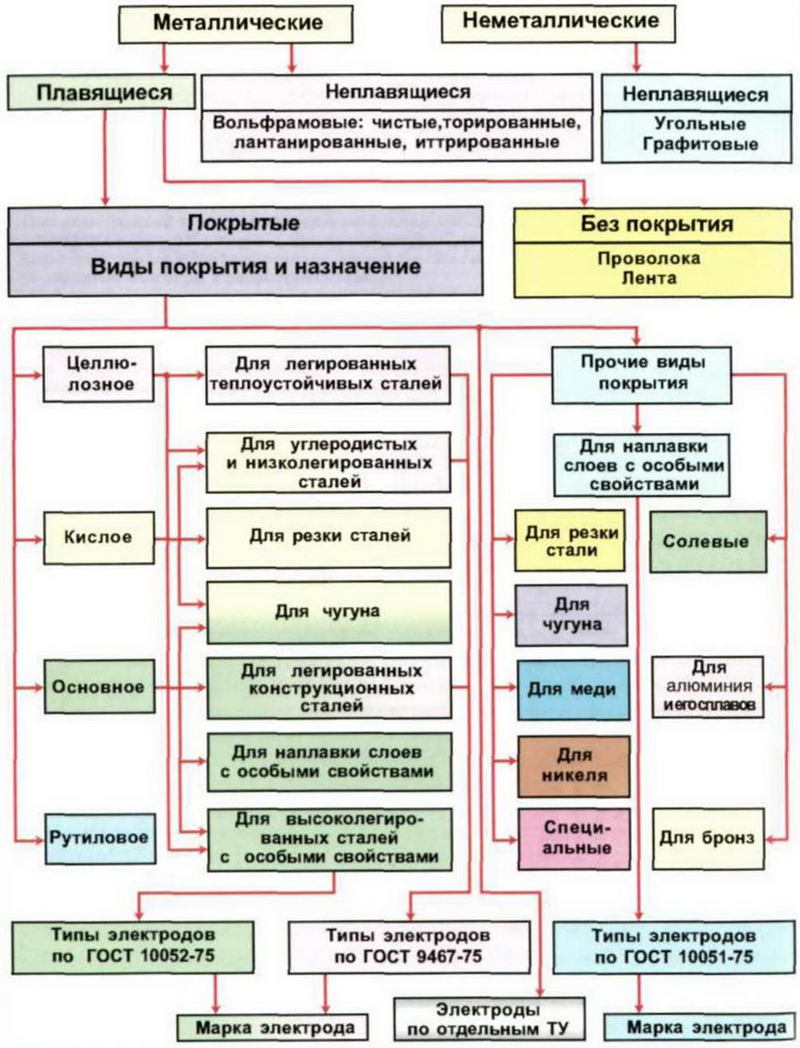
- Типы покрытых электродов для сварки.
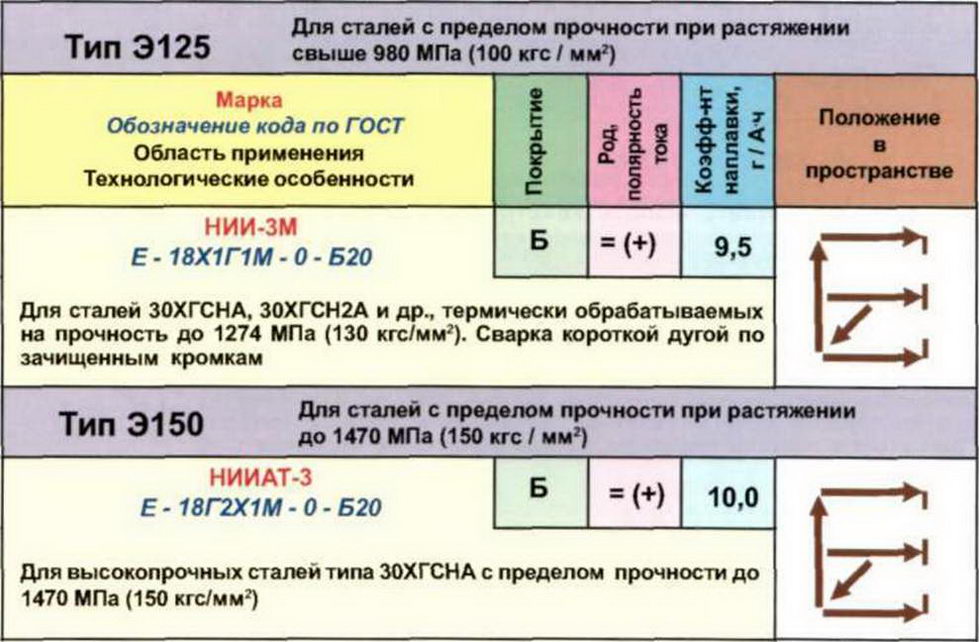
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. - Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. - Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. - Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. - Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. - Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. - Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. - Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. - Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Маркировка электродов по чугуну
В маркировке электродов по чугуну указывается из чего они сделаны, для чего предназначены и номер серии. Для примера расшифруем МНЧ-2.
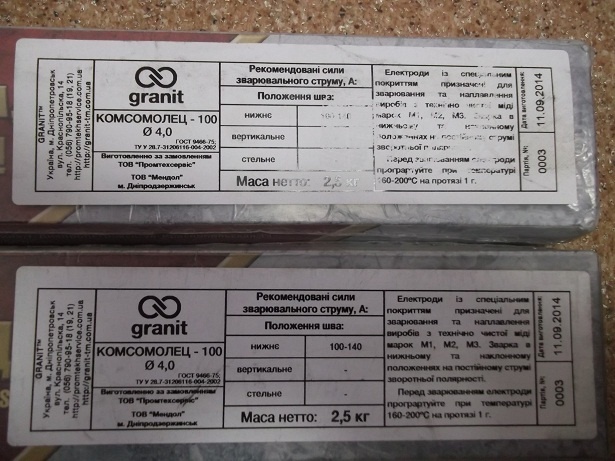
- М – обозначает, что в электроде есть медь,
- Н – говорит о содержании в нем никеля.
- Ч – показывает для какого вида металла предназначен электрод.
- Цифра 2 – это номер марки, в данной серии производятся и другие подобные продукты, но с отличным составом.
В некоторых маркировках могут содержаться и другие детали. Э46-ЛЭЗС-УД-Е431(3) РЦ13. Э46– это тип, означает, что электрод имеет временное сопротивление к разрыву 46 килограмм на миллиметр квадратный. В марке сокращенно указан производитель
Обращается внимание и на диаметр. УД – расшифровывается так: для сварки изделий из углеродистой и низколегированной стали, у него толстое покрытие
РЦ – означает что оно рутилово-целлюлозное.
Электроды для сварки чугунного коллектора
Чтобы успешно произвести работы по сварке коллектора чугунного, рекомендуется купить марку ЦЧ-4. Выпускаются эти электроды 3-5 миллиметров толщины. Ими нужно работать при размещении в нижнем пространственном положении деталей, установив 65-80 ампер, 90-120, 130-150, эти показатели тока зависят от диаметра электродов соответственно. Перед использованием их лучше прокаливать в течении двух часов при +170 +200 градусов.
МНЧ-2 подойдет для сварки любых чугунных деталей. Полученный шов отлично обрабатывается. Электроды для коллектора выбираются в зависимости от типа чугуна. Он бывает обычный, ковкий, серый, других разновидностей. Под состав коллектора выбирают металл стержня. Есть электроды, подходящие для любого его вида. Это может быть МНЧ-2. Учитывается также тип обмазки, толщина.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Особенности сварки чугуна
У металла есть характеристики, которые оказывают влияние на процесс соединения:
- быстрое охлаждение приводит к появлению на поверхности шва чугуна белого типа, который не обрабатывается, а также саморазрушается;
- превышение допустимой температуры обработки приводит к микротрещинам в сварочном шве;
- при горении электрической дуги в ванне образуются избыточные газы, из-за которых шов получается пористый;
- при формировании могут появляться трудности, расплавленный металл может вытекать из сварочной ванны;
- в составе материала присутствует кремний, при его взаимодействии с кислородом получается тугоплавкий оксид, шов будет непроваренный.
В результате соединения чугунных деталей могут проявляться трудности, но это не делает сварку металла менее распространенной. Она применяется для обработки возможного брака после литейного производства, а также при изготовлении сложных конструкций. характеристики материала требуют применения приспособлений и комплектующих (электроды и проволока), от которых зависит качество соединения.

Соединение чугунной трубы сваркой
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.









4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
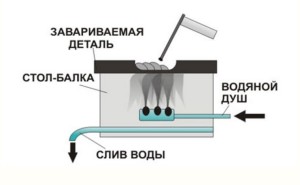
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.

4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
Главные особенности материала
В результате того, что был соединён углерод с железом, человечество получило известный всем чугун. Но несмотря на все преимущества, у этого материала есть главный недостаток — высокая хрупкость. Такой минус можно устранить только с помощью легирования. Под этой процедурой принято подразумевать, что к основному сплаву добавляют никель, хром и магний. Элементы придают соединению лёгкость, высокую прочность и устойчивость к негативному воздействию коррозии. Но даже несмотря на все эти характеристики, провести качественное сваривание достаточно сложно. Для реализации таких задач специалисты используют специальные электроды.
Сам сплав отличается низкой свариваемостью, из-за чего все особенности такой работы должны быть заранее учтены. Это свойство материала объясняется просто, так как в его составе содержится более 3% углерода. Когда возникает вопрос о том, как приварить железо к чугуну, необходимо правильно выбрать сварочные электроды, которые смогут полностью компенсировать негативные качества материала.
Отдельно стоит учесть, что в процессе работы мастер может столкнуться с сопутствующими затруднениями:
- Места стыка двух металлических заготовок быстро охлаждаются и становятся очень твёрдыми.
- По причине чрезмерного окисления поверхностей могут образовываться необработанные участки металла.
- Сам процесс сваривания чугуна может быть отягощён его жидкотекучей формой, из-за чего удержать сплав в одном месте крайне сложно.
Независимо от марки электродов для сварки чугуна всегда нужно поддерживать равномерное нагревание и последующее охлаждение деталей. Если же этот нюанс не будет учтён, то на поверхности сварочного шва могут возникнуть трещины разного диаметра. Не стоит забывать и о том, что шов может приобретать некую пористость и рыхлость.








Работа с чугуном
Чугун — это вид металла, в котором имеется железо, углерод и небольшое количество других элементов. Такое сочетание определяет его характеристики и особенности. В частности, технология получения чугуна приводит к появлению в нем такого качества, как повышенная хрупкость. Поэтому его не используют для изготовления изделий, работающих под высокими нагрузками.
Однако, чугун имеет широкое распространение в черной металлургии и машиностроении. Его преимущества заключаются в том, что он легче стали, хотя и менее прочный. Чугун относится к чистым материалам в области экологии, проявляет стойкость к кислотно-щелочным средам, не теряет свои качества при длительном использовании. Имеются некоторые различия между серым и белым чугуном. Белому чугуну свойственна хрупкость, а серому — небольшая пластичность.
Трудоемкость сваривания чугунных изделий объясняется тем, что в этом металле повышено образование трещин и пор, при накаливании приобретается текучесть. Для получения качественное соединение изделий, изготовленных из чугуна, требуется некоторый опыт. Снизить образование дефектов также помогут сварочные электроды для чугуна, разработанные специально для этой цели.
Чтобы разобраться, какими электродами варить чугун, следует знать, что существуют разнообразные марки электродов для сварки чугуна. Из их числа необходимо сделать грамотный выбор для осуществления конкретной работы. Имеется ограничение — чугун, длительное время находившийся в неблагоприятных условиях, подвергавшийся воздействию кислой среды, масла и влажности, обработке не подлежит, то есть чугун является металлом, имеющим ограничение по сварке.
При соединении деталей из чугуна могут произойти некоторые неприятности:
- при нарушении температурного режима в месте образования шва возможно появление дефектов;
- низкая текучесть чугуна при слишком высокой температуре может привести к увеличению внутренних напряжений в месте соединения;
- при плавлении металла возможно образование тугоплавких окислов, имеющих температуру плавления более высокую, чем у чугунных деталей;
- выгорание углерода может привести к образованию в сварном шве пор;
- при остывании после окончания сварочного процесса на сварном шве могут появиться трещины, что объясняется наличием в металле графита.
Поскольку чугун является жидкотекучим материалом, сварку следует проводить в нижнем горизонтальном положении. Грамотно выбранные электроды по чугуну помогут решить эти проблемы.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.









Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.

Белый чугун в своём составе содержит углеродные соединения. Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод — 3,2-3,5%;
- марганец — 0,1-0,3%;
- кремний — 0,5-0,8%;
- серу и фосфор — по 0,12%.

Серый чугун с примесью графита имеет многокомпонентный состав. Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец — 0,3-01%;
- фосфор — 0,2%;
- кремний — 0,8-1,4%;
- сера — 0,1%.

В ковком чугуне присутствует углерод, марганец и фосфор. Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.

Половинчатый чугун получают при сплаве белого и серого чугуна.
Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний — 1,9-2,6%;
- сера — 0,3%;
- фосфор — 0,12%.

Высокопрочный чугун содержит магний, кремний и серу. Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные — выше.
Подготовка чугуна к сварке
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
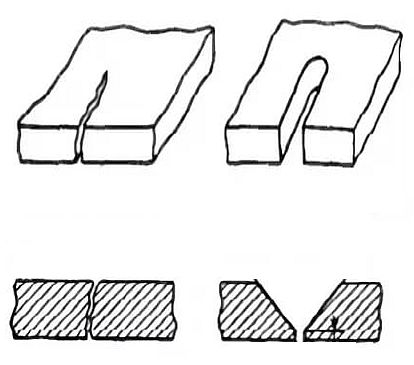
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Отличительные особенности сварки чугуна
Чугун – это материал, который является сплавом железа и углерода. За счет соединения таких элементов, он является достаточно легким, прочным и не подвластным коррозийным процессам. Для того, чтобы материал обладал таким характеристиками, необходимо выполнить легирование сплава. Для этого в чугун добавляется хром, никель, алюминий, магний и другие металлы.
 В настоящее время выделяется два вида чугуна:
В настоящее время выделяется два вида чугуна:
- белый, он не дает абсолютно никакой реакции на проведение сварочных работ из-за своей твердости и хрупкости,
- серый, такой материал является достаточно мягким. По большому счету в этом случае сварка будет представлять собой обработку ковкого чугуна, он хорошо поддается сварке.
Свойства чугуна
Чугун представляет собой сплав железа с углеродом. Содержание углерода в чугуне — от 2,14 % — 6,67 %. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.







Температура плавления чугуна — от 1 150 до 1 200 °C , что на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у сталей, коэффициент теплового расширения такой же. Электропроводность чугуна зависят от распределения включений графита.
При быстром охлаждении чугуна от температуры более 750°С металла, графит превращается в цементит, при этом чугун превращается из серого в белый. Образуется закаленная структура с внутренними напряжениями, приводящими к трещинам.
Методы сварки чугуна
Таковых два:
- горячая;
- холодная.
Первый метод требует выполнения двух условий:
- предварительного подогрева заготовки до 500 градусов (+/- 200 град.);
- использования проволоки порошковой с присадкой.
Подогрев — краткосрочное действие, осуществляемое за счет силы тока. Остывает же материал равномерно, в течение 70-100 часов. Здесь подойдут электроды по чугуну диаметром около 10 мм, используемые при сварке током от 600 А до 1 кА.
Холодная сварка — более популярный метод соединения деталей, классифицируемый по типу используемого электрода (сталь, никель и др.). От горячей отличается длительной подготовительной работой, включающей зачистку, фрезеровку и сверление с целью придания ей максимальной чистоты и гладкости.





