
Учимся паять паяльником провода с нуля или что такое канифоль и флюсы
Новичкам кроме покупки паяльника, необходимо еще приобрести канифоль и флюсы. Это расходные материалы, без которых процесс пайки невозможен. Они еще называются противоокисляющими веществами. Если это важные материалы, тогда разберемся с их назначением, и особенностями применения.

Канифоль или флюсы нужны, чтобы очистить поверхность спаиваемых деталей от различных загрязнений. Флюсы способствуют растворению загрязнений и оксидной пленки, формирующейся на поверхности детали. Чтобы понимать, для чего это необходимо, вспомним назначение грунтовых смесей в строительстве. Перед оштукатуриванием стены наносится грунтовый слой, посредством которого обеспечивается надежное и эффективное присоединение материала. Аналогичная ситуация и с проводами, и если одножильный проводник можно зачистить вручную острым предметом, то с многожильными проводами это сделать будет крайне трудно.

Канифоль представлена в твердом виде, а флюсы преимущественно имеют жидкую или вязкую форму. Отсюда получается, что пользоваться флюсами намного проще, так как для этого жилу провода нужно окунуть в состав, и приступать к пайке. Чтобы воспользоваться канифолью, необходимо расположить жилу провода на поверхности, и нагреть ее до расплавления вещества. При расплавлении канифоль обволакивает поверхность жилы кабеля, после чего он готов к последующему процессу пайки.
Это интересно! Не торопитесь выбирать флюсы, так как они имеют существенный недостаток по сравнению с канифолью. После пайки провода, на нем остаются частицы флюса. Если их не удалить с поверхности, то они постепенно будут разъедать поверхность провода, снижая его проводимость. Именно поэтому при использовании флюса для пайки, после проведения работ, участок подлежит обработке спиртовым раствором. Канифоль после пайки смывать спиртом не нужно.
Прежде, чем паять провода, необходимо знать, что канифолью можно обрабатывать различные материалы — медь, алюминий и т.п., что говорит об ее универсальности. Флюсы имеют соответствующие предназначения, поэтому их нужно применять в зависимости от того, какие материалы паяются. Универсальный флюс легко сделать своими руками, для чего нужно растереть канифоль, получив пылеобразную консистенцию, и соединить ее со спиртом. После тщательного размешивания, получаем универсальный и легко используемый флюс из канифоли.
Типы паяльников для пайки бампера из пластика
Для ремонта может использоваться несколько разновидностей паяльников. Ведь это универсальный инструмент, который способен выполнять соединительные операции во многих ситуациях и работать с различными материалами. Если его параметры позволяют расплавлять пластик, то он вполне может использоваться и для ремонта бамперов.
В работе мастера используют следующие паяльники для ремонта бамперов:
- Стандартная модель. Это должен быть мощный инструмент с прямым или изогнутым жалом, что зависит от особенностей конструкции. Он лучше всего подходит для соединения под воздействием температуры отломанных деталей бампера. С его помощью можно создавать надежные швы соединений, чтобы изделие смогло проработать еще долгое время после ремонта.
- Термопистолет. Служит для спаивания деталей и исправления их деформации. Благодаря наличию системы плавной регулировки температуры инструмент может тонко подстраиваться под любые параметры бамперов и оказывать нужное воздействие, для полного расплавления, чтобы соединить детали, или частичного, чтобы выровнять искривленную поверхность. Как правило, в комплекте поставки таких моделей есть несколько насадок, которые позволяют сделать спаивание более простым и удобным.
- Паяльная термовоздушная станция. Это универсальный паяльник для пластмассы, в котором объединены сразу несколько инструментов. Это своеобразное сочетание стандартного паяльника и термического фена. В комплекте здесь также может присутствовать большое количество насадок, но главное преимущество заключается в возможности применения двух инструментов сразу.
Сварка в электрическом поле
Принцип действия этого вида сварки основан на поглощении энергии электрического поля. Использоваться она может не для всех видов пластика, а только для так называемых полярных. К ним относятся:
- поливинилхлорид;
- виниласт;
- полиамид.
Существуют две основных схемы этого вида сварки: прессовая и роликовая. Их основное отличие заключается в способе прокладки швов.
В настоящее время этот вид сварки достиг значительного совершенства. Он широко используется при производстве обуви, письменных принадлежностей и даже железнодорожных вагонов. Среди основных достоинств этого вида сварки особенно следует отметить следующие:
- Высокие показатели производительности.
- Экономичность.
- Возможность совмещения с процессом сварки целого ряда других технологических операций.
Благодаря вышеперечисленным достоинствам высокочастотный метод сварки очень быстро развивается и совершенствуется. В настоящее время разработано довольно много вариантов оборудования для этого вида сварки. Часть из них даже попала в серийное производство.
Способ №3 Мощный импульсный паяльник
Такой паяльник не подойдет новичку, так как для его создания требуются базовые знания в электротехнике и навыки чтения электрических схем. За основу для изготовления этого агрегата берется импульсный блок питания от галогенных светильников. Хорошо будет получить и схему этого устройства, в рассматриваемом примере она имеет такой вид, хотя может быть и любая другая, в зависимости от модели блока для паяльника:
Рис. 11: схема блока питания для импульсного паяльника
Принцип действия импульсного паяльника заключается в закорачивании вторичной обмотки трансформатора Т2 для получения максимального нагрева жала. Для этого применяется самодельная обмотка с одним витком и закороткой из более тонкой проволоки под наконечник.
Для изготовления паяльника вам понадобится блок от галогенного светильника, корпус (в данном случае используется пистолет из детской игрушки), медная проволока диаметром 6мм и проволока диаметром 1мм, керамические предохранители, болты для фиксации деталей паяльника, кнопка и шнур питания с вилкой. Из инструмента вам понадобятся пассатижи, отвертка, метчик и ножовка.








Процесс изготовления импульсного паяльника состоит из следующих этапов:
Снимите крышку с блока питания от галогенного светильника, будьте аккуратны, чтобы не повредить внутренние элементы, места пайки и детали. Рис. 12: снимите крышку с блока питания
С трансформатора удалите низковольтную обмотку, представленную несколькими витками медной проволоки. Рис. 13: удалите низковольтную обмотку
Примерьте плату в заготовленный корпус и определите наиболее выгодный способ расположения. Заметьте, что нагревательный элемент будет сильно греться, поэтому под ним никакие элементы лучше не оставлять, куда безопаснее перенести их подальше, разделив плату.
Аккуратно разделите плату и на две части, для безопасности деталей их можно удалить на время распила, если под рукой имеется хоть какой-то паяльник
В противном случае придется соблюдать предельную осторожность. Рис. 14: обрежьте плату
Подключите к плате кнопку и шнур питания.
В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке
Рис. 15: проденьте медную проволоку в катушку
На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки
Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу
Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
14: обрежьте плату
Подключите к плате кнопку и шнур питания.
В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке. Рис. 15: проденьте медную проволоку в катушку
На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки
Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу
Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
У вас получился один из самых мощных паяльников, работающих от сети 220В – он запросто может выпаять детали с мощными ножками, соединять контакты силовой цепи и т.д.
Рис. 18: готовый импульсный паяльник
Но назвать этот паяльник одноразовым нельзя, поскольку собирается он целенаправленно и требует серьезных усилий для создания. Также желательно иметь хоть какой-то рабочий паяльник при его изготовлении, это значительно упростит работу по разделению платы.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Применение паяльника
Предположим, что пластиковый бампер автомобиля серьёзно повредился и его нужно восстановить с помощью пайки. Как это сделать?

Чтобы паять конструкцию было легче, её необходимо снять с автомобиля. Не помешает также заранее посмотреть маркировку. Скорее всего, деталь будет изготовлена из пластика ABS (абс).
Затем следует очистить поверхность бампера от грязи, снять краску и остатки лака. Дополнительно всю пластиковую деталь нужно обезжирить. Далее необходимо соединить между собой все фрагменты бампера.
Для такого соединения актуально воспользоваться зажимами или скобами. Но делать это надо аккуратно, чтобы они не пробили насквозь автомобильный пластик.
Пайка пластика стандартным паяльником должна начинаться с внутренней стороны автомобильного бампера. Для этого один его край надёжно фиксируется, и вдоль будущего шва выкладываются специальные пластиковые электроды (хотя название «электроды» в данном случае весьма условно).
На следующем этапе паяльник для пайки пластика расплавляет материал электрода, и он заполняет все углубления трещины. Эту операцию нужно повторить столько раз, сколько требуется сделать швов, то есть всё зависит от изначального количества дефектов и повреждений.







Теперь надо дождаться, чтобы расплавленная масса (на ней при этом появляются характерные пузырьки) немного остыла — это займёт примерно пять минут. Затем на пластике нужно разгладить швы.
В принципе для этой процедуры можно использовать любой тупой предмет. В труднодоступных местах поверхность допускается разглаживать и выравнивать руками в перчатках. Полное затвердение швов наступит через несколько часов. На этом пайку автопластика можно считать завершённой.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
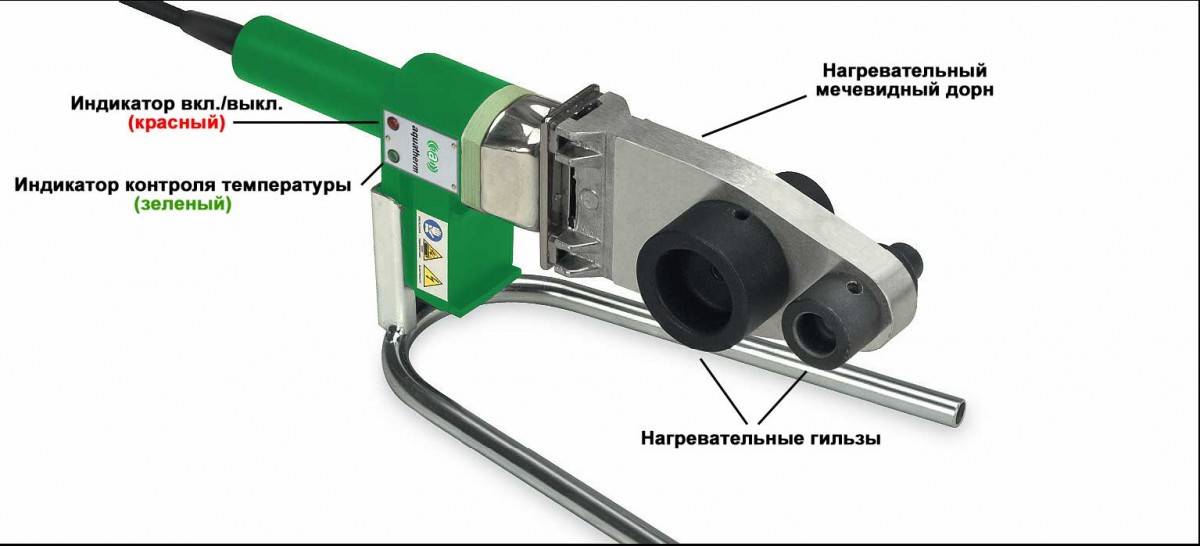
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.






При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Как достичь максимального эффекта при склеивании пластмассовых деталей
Чтобы склеивание пластмассы в домашних условиях дало максимальный эффект, следует:
- точно определить материал и подобрать к нему подходящее клеящее средство;
- тщательно следовать требованиям инструкции по применению;
- выждать положенное время набора швом прочности и не пытаться использовать изделие раньше времени;
- для наружных работ или для предметов, используемых в условиях повышенной влажности, нужно выбрать водостойкую марку;
- несмотря на объявленную термостойкость клеящего средства, сами детали могут этой температуры и не пережить;
- если на изделии нет маркировки, то можно пробовать капнуть капельку клеящего вещества в малозаметном месте, и посмотреть, растворяется ли материал.

Эпоксидная смола
Эпоксидный клей дает одно из самых прочных соединений и совместим со многими видами пластиков.
Области применения
Одной из сфер использования прибора для пайки пластика считается автосервис. Инструмент применяют при ремонте бампера, кузова, корпуса зеркал, пластмассовых деталей отделки салона. Прибор способен ремонтировать любые пластиковые детали снегоходов, велосипедов, мотоциклов.
Самая широкая сфера использования паяльного аппарата — ремонт пластиковых и полипропиленовых труб. Также прибор приходит на помощь при ремонте плавсредств. Традиционный древесный материал уступает место пластику, из которого теперь изготовляют яхты и катера. Поэтому паяльный аппарат для пластика пригодится и на борту.


Секреты выбора
Выбрать инструмент не составит труда, если учитывать некоторые аспекты. Главный критерий при выборе — мощность устройства. Параметр следует выбирать исходя из толщины труб, с которыми предстоит работать
Для домашнего водопровода и отопительной системы лучше акцентировать внимание на приборах мощностью более 1000 Вт

Для такого диаметра подойдут насадки 16, 24, 32 мм. Если предстоит сварка габаритных заготовок, то рекомендуется приобрести мощное устройство. Мощность некоторых профессиональных моделей доходит до 2300 Вт.
Удобство работы заключается в устойчивости подставки. Она не должна раскачиваться
При выборе стоит обратить внимание и на наличие временного и температурного режима. Опции помогут избежать перегрева заготовок или труб
Рукоятка должна быть изготовлена из термостойкого материала. Прорезиненная ручка удобно ложится в руку и препятствует возникновению усталости. На утомляемость руки при работе также влияет вес паяльника. Для домашнего использования лучше выбирать модели весом не более 2 кг.











Разновидности паяльников по разным признакам
Кроме того, что паяльники для проводов и плат классифицируются на виды по мощности и напряжению, есть и другие критерии их разделения. Знать, какие виды паяльников бывают, и по каким признакам они подразделяются, необходимо для того, чтобы выбрать подходящий прибор в зависимости от возлагаемых на него задач.
По конструктивным особенностям паяльники бывают следующих видов:
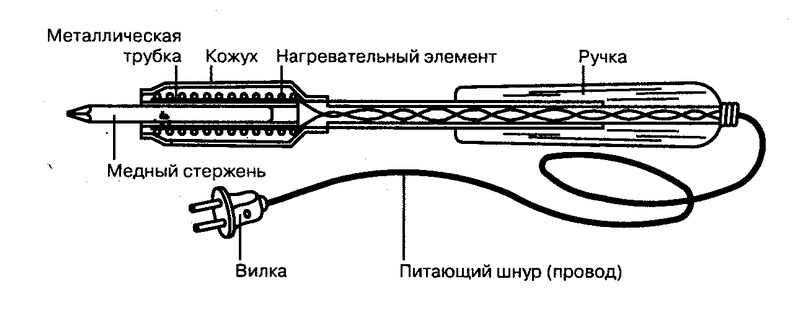
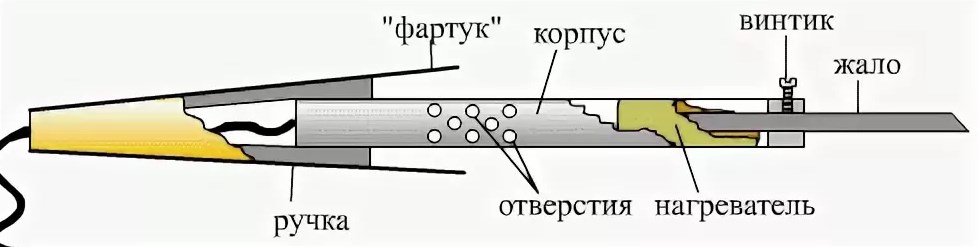
- Стержневые — это самые распространенные варианты инструментов для пайки. Их устройство и принцип работы описан в материале выше. Такой вид лучше всего подходит для выполнения спаечных работ по дому — когда необходимо отремонтировать бытовую технику или соединить два электрических провода, исключив уменьшение сопротивления в месте соединения
- Пистолетные — они так называются по причине сходства по внешней форме с огнестрельным оружием. Рабочая часть инструмента располагается непосредственно под углом 90 градусов от рукоятки, что повышает удобство проведения соответствующих работ. Применяются такие паяльники при проведении ремонтных работ
- Паяльные станции — их еще называют стационарными паяльниками. Такое название приборы получили по причине комплектации блоками управления, посредством которых регулируется напряжение, мощность, сила тока, температура
Стержневые приборы еще называют бытовыми, так как они нашли свое применение среди домашних умельцев. Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
- Инфракрасные — процесс пайки реализуется посредством инфракрасного излучения. Длина волны инфракрасного излучения составляет от 2 до 10 мкм, а зона прогрева колеблется от 10 до 60 мм
- Термовоздушные — плавление припоя осуществляется посредством воздействия на него потоком горячего воздуха (подобно работе фена). Температура прогретого воздуха, выходящего из сопла инструмента, составляет от 100 до 500 градусов. Фокусирование потока воздуха осуществляется посредством сопла. Создание потока реализуется за счет применения компрессора или турбины. Турбинные модели имеют встроенный электромотор внутри прибора, который соединен с крыльчаткой. Вращение двигателя приводит в действие крыльчатку, что в итоге способствует созданию воздушного потока. Компрессорные модели паяльников создают давление воздуха посредством диафрагменных компрессоров, расположенных в конструкции станции
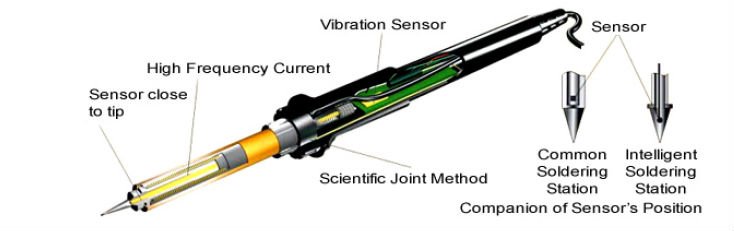
- Цифровые — это современные профессиональные паяльники, принцип работы которых идентичен со стержневыми приборами. Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
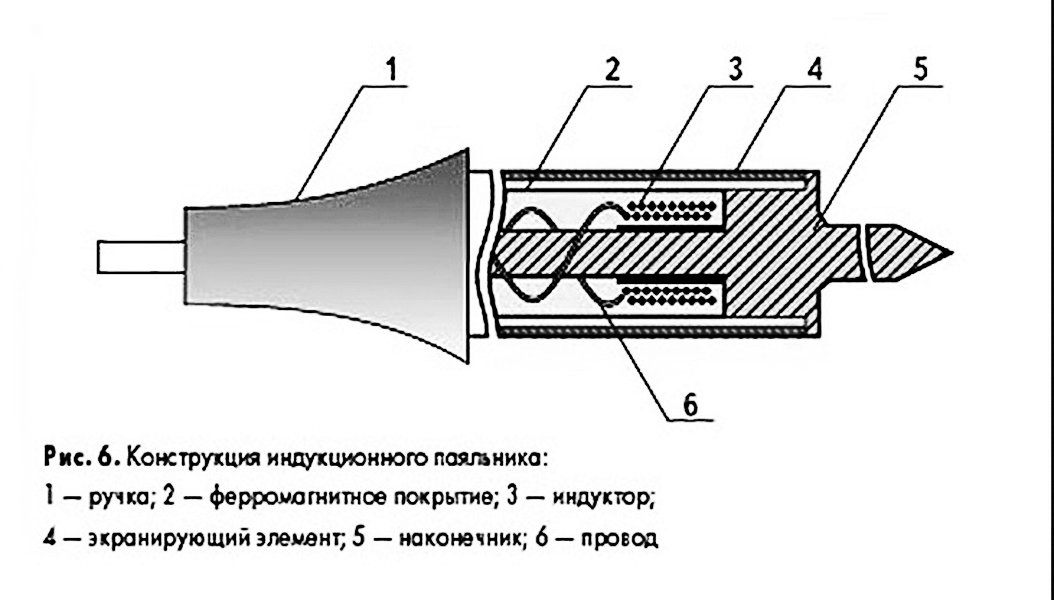
Еще одним немаловажным признаком, по которому классифицируются паяльники, является принцип их нагрева.
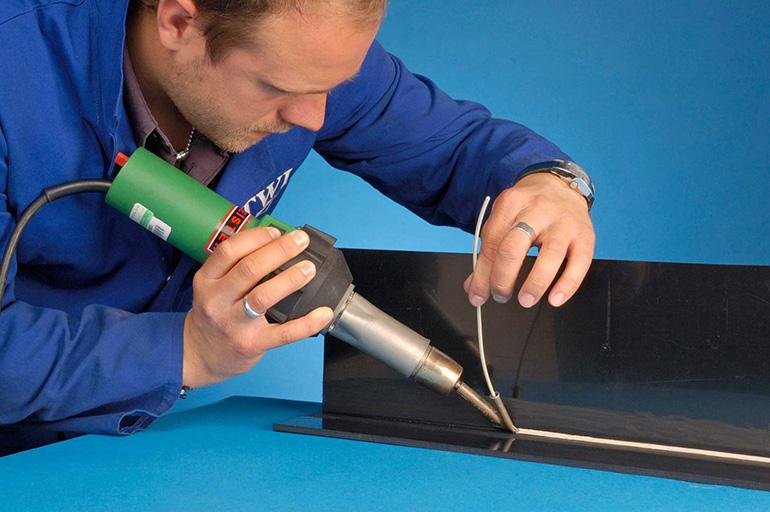
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Применение фена
 Немного иначе ведётся пайка автомобильного пластика, если используется термический пистолет (фен). Здесь понадобятся специальные сварочные прутки (по сути, это припой для пайки пластика).
Немного иначе ведётся пайка автомобильного пластика, если используется термический пистолет (фен). Здесь понадобятся специальные сварочные прутки (по сути, это припой для пайки пластика).
Их можно приобрести в профильных магазинах или даже изготовить самостоятельно. Главное, чтобы они были аналогичны свариваемому материалу. Один из концов прутка заостряют, а затем вставляют в соответствующее отверстие в насадке термопистолета.
Сначала куски или фрагменты скрепляют между собой короткими стежками (швами). И лишь после этого производится окончательная надежная спайка. Когда материал остыл, поверхность детали шпатлюют и отшлифовывают, подготавливая к окрашиванию.
Для ремонта пластика мотоцикла, всевозможных элементов его внешнего оформления, можно применить пайку примерно по той же технологии, что и в случае ремонта автомобильного бампера. Тем более, что обычно панели мотоцикла делаются из того же ABS пластика.
Шлифовка, шпаклёвка и покраска

После того, как бампер остынет, необходимо нанести слой специальной шпаклёвки по пластику на проблемные места — это можно сделать шпателем либо любым другим сподручным инструментом. Когда шпаклёвка затвердеет, весь бампер можно начать обрабатывать шлифовальной машинкой. Шлифовку стоит осуществлять максимально аккуратно, дабы не испортить сам бампер. Особенно внимательно следует зачищать и заглаживать уголки, сколы, и сам шов. Там, где не удастся пройтись машинкой, можно работать вручную (наждачной бумагой).
Нанести ещё один слой шпаклёвки на бампер будет необходимо после обработки детали грунтовкой. Причём для этой цели должна быть использована нитрошпаклёвка. И после нанесения данного состава поверхность необходимо обезжирить и просушить.
Покраска запаянного бампера происходит в самом конце – это завершающий этап. Сейчас существует большой ассортимент красок специально для пластмассы – подобрать нужный цвет и текстуру не составит труда
Важно лишь помнить, что для покраски пластика не подходят масляные краски и краски из акрила

Для равномерного нанесения слоёв краски лучше всего использовать пульверизатор или баллончик. А если производится окрашивание бампера, уже установленного обратно на место, то другие части автомобиля, находящиеся поблизости, следует закрыть плёнкой или другим предохраняющим материалом. И ещё один совет: осуществлять покраску следует в сухом и тёплом помещении при температуре не ниже +12 градусов.















