
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.

Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
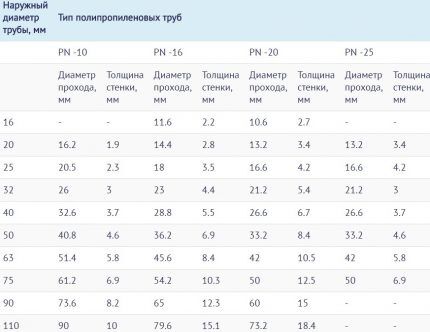
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
С регулятором нагрева
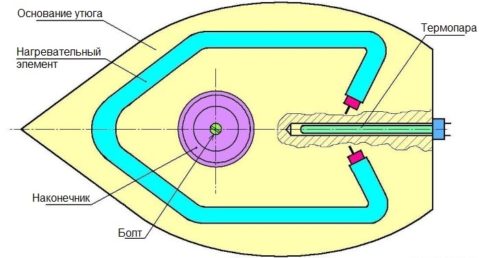
 Чтобы контролировать температуру нагрева самодельного паяльника для полипропиленовых труб, устанавливают термопару. Для сборки устройства, оснащённого регулятором нагрева рабочей подошвы, потребуется дополнительные детали и запчасти, а именно:
Чтобы контролировать температуру нагрева самодельного паяльника для полипропиленовых труб, устанавливают термопару. Для сборки устройства, оснащённого регулятором нагрева рабочей подошвы, потребуется дополнительные детали и запчасти, а именно:
- терморегулятор, термопара и два наконечника;
- стрелочный индикатор со специальной шкалой (с «нулём» и двумя секторами);
- проводники в изоляции длиной не менее одного метра каждый;
- асбестовая вата.
Ещё до начала работ следует обратиться к токарю и попросить его изготовить два наконечника особой формы (под штуцер и под вывод нагревателя). Размеры этих наконечников выбираются исходя из диаметра подготовленной для сборки трубки.
Прядок сборки своими руками паяльника для полипропилена с терморегулятором выглядит так:
- Сначала с утюга удаляется кожух, после чего с его подошвы демонтируется регулятор температуры, а также все ненужные детали и проводка. После такой разборка должна остаться чистая гладильная плита.
- Затем с помощью дрели в наконечниках просверливаются отверстия диаметром порядка 6-ти миллиметров, после чего они прикручиваются болтами к очищенному от посторонних деталей корпусу (со стороны «носика»). С противоположной стороны подошвы в ней просверливаются отверстия диаметром, подходящим для монтажа корпуса термопары.
- К термопаре подпаиваются провода длиной порядка одного метра. Вслед этим посредством таких же проводников осуществляется подводка к нагревательной спирали. Все эти провода выводятся наружу через имеющееся в рукоятке утюга отверстие. Сама она крепится непосредственно на кожухе.
- На завершающем этапе работ пространство между кожухом и плитой заполняется асбестовым материалом (ватой), выполняющим функцию теплоизолятора. По завершении этой операции кожух возвращается на место, в результате чего получается корпус с двумя парами выведенных наружу проводников.
Эти провода подсоединяются к сетевой вилке и терморегулятору по схеме, позволяющей выставлять заданное значение температуры плавления полипропилена (255-265°).
Схема терморегулятора и печатная плата
Насадки для пайки
Главным параметром, на который необходимо обратить внимание, является материал насадок. Существуют два вида паяльных муфт, выполненные из обычного тефлона и металлизированного
Первого вида насадки отличаются долговечностью, но с ними следует быть очень аккуратными, чтобы не повредить покрытие. Чтобы насадки для сварки пластиковых труб были в рабочем состоянии, и долго смогли прослужить, перед пайкой их стоит обрабатывать, используя изопропиловый спирт и ветошь. Металлизированные муфты более надёжные, но также чувствительные к механическим повреждениям.
При выборе также учитывают следующие критерии. Если паяльник бытовой, то не стоит приобретать утолщённые муфты, так как прогреть чрезмерно габаритную насадку он не сможет. Для пайки, выполняемой дома, хватает первых трёх насадок. Тратиться на другие не имеет смысла.
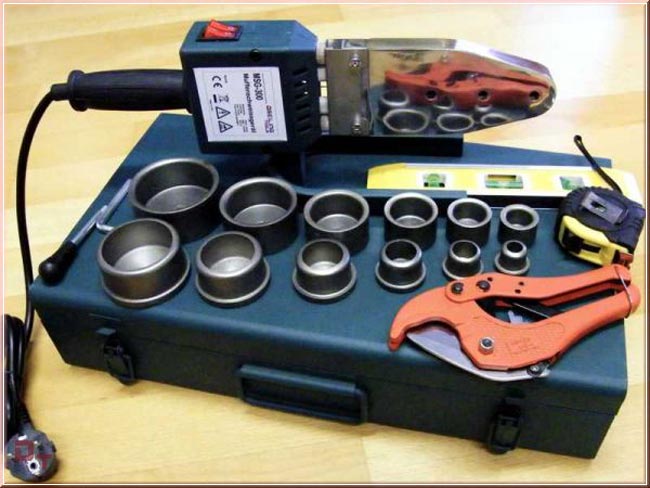
Таким образом, для работы в домашних условиях лучше всего выбрать паяльник мощностью порядка 800 Вт, с плавной регулировкой температуры и тремя металлизированными насадками — 16 мм, 24 мм и 32 мм. Предпочтение желательно отдать бренду, что гарантирует правильную работу терморегулятора.
Принцип работы паяльника
Нагревательный инструмент для труб ПВХ в народе прозвали утюжок, а все из-за того, что принципы работы схожи. Паяльник нагревается до высокой отметки 260 – 300 °С. Из-за нагрева накаляются расположенные с обеих сторон матрицы, они же насадки. С помощью одной насадки осуществляют плавку наружных частей трубы. Другая же способствует прогреванию внутренней части. Благодаря паяльнику оба элемента удерживаются, после чего происходит качественная стыковка. Застывание образуется очень прочное и неразрывное.

Чтобы было проще работать с заготовками, инструмент фиксируют на подставку, находящуюся на рабочем столе, и приступают к пайке. Но бывают такие ситуации, когда подготовить рабочее место невозможно и паять приходится, сняв инструмент с опоры. Во избежание ожога о нагревательный элемент, аппарат держат за ручку.
Цель монтажа полипропиленовых труб достаточно проста, нужно лишь плотно соединить друг с другом разогретые элементы. С подходящим инструментом эта задача будет выполнена быстро и грамотно.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.










Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
Установка оборудования на платформуИсточник static.onlinetrade.ru
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Лучшие недорогие паяльники для труб
В группу лучших, но недорогих моделей включены паяльники бытового класса, сварка пластиковых труб которыми ограничена бытовыми условиями (дом, гараж, дача или квартира). Характеризуются они более дешевыми ценами, «слабой» комплектацией, средними мощностными параметрами. Не исключены мелкие недочеты, такие как небольшой люфт, тонкая платформа без дополнительных креплений. Основные параметры, такие как температурный режим, тип свариваемых труб и фитингов, регулировка нагрева, не существенно уступают профессиональным паяльникам.
1. ELITECH СПТ 800
Паяльник ELITECH СПТ-800 обладает стандартной, привычной конструкцией и типичными параметрами. Мощность аппарата 800 Вт, комплектация урезана – отсутствуют ножницы для труб, рулетка и уровень. Набор насадок от 20 до 63. Это хороший бытовой сварочник, с помощью которого можно проложить трубопровод дома, в квартире, на даче, гараже. Ресурса внутреннего механизма более чем достаточно для нескольких лет неприрывного пользования. Однако бытовая модель паяльника не лишена минусов – ножка паяльника может быть с кривизной и ее придется дорабатывать. Индикаторы нагрева блеклые и на ярком солнечном свете малоразличимы.
Достоинства:
- надежный механизм;
- низкая стоимость;
- качественные кейс;
- хороший выбор насадок;
- среднее энергопотребление – аппарат можно пользовать без серьезной нагрузки на сеть;
- понятная и подробная инструкция.
Недостатки:
скудная комплектация.
2. СОЮЗ СТС-7220
Паяльники СОЮЗ уже несколько лет пользуются большой популярностью среди знающих мастеров. При минимально низкой цене эти устройства способны исправно работать не один год, без перегрузок и отказа. Здесь стоит отметить хорошую защиту от перегрева, быстрый и стабильный нагрев, качественное тефлоновое покрытие насадок. Удешевили паяльник за счет уменьшенной подошвы, где есть только два отверстия для насадок. В комплектации добротный кейс с металлическими защелками, одна отвертка и шесть хороших матриц диаметром от 20 до 63 мм. Стандартный диаметр отверстий на утюге позволяет докупать матрицы других диаметров.
Достоинства:
- низкая цена при хорошем качестве исполнения;
- наличие кейса;
- качественные матрицы;
- длинный сетевой кабель;
- гарантия 14 мес.
Недостатки:
- качество сборки и деталей паяльника хромает;
- большое энергопотребление – 2 кВт.
3. Kolner KPWM 800MC
Сварочник для полипропиленовых труб от Kolner на 100% является бытовым и подходит для сборки водопровода дома или полива на дачном участке. В подтверждение тому цена ниже аналога от СОЮЗ, урезанная комплектация и всего три насадки-матрицы диаметрами 20, 25 и 32 мм. Паяльник с максимально простой компоновкой не имеет регулятора температуры, укомплектован простейшей подставкой, которую пользователям часто приходится «дорабатывать напильником». При своей экономичности аппарат справляется с поставленными задачами и обходится дешевле, чем аренда инструмента.
Достоинства:
- лучший недорогой паяльник для труб на рынке;
- привычная конструкция;
- компактные размеры;
- скорость нагрева;
- хороший термостат и качественный прогрев заготовок.
Недостатки:
- матрицы только трех диаметров с бюджетным тефлоновым покрытием;
- нет регулировки температуры.
Wert WPT 1600
Высокомощная техника качественно выполняет склеивание полипропиленовых труб при монтаже водопровода в жилых и нежилых помещениях. Несмотря на невысокую цену, модель не уступает профессиональным устройствам. Паяльник надежно сваривает конструкции диаметром 20-40 мм, протечки в месте шва исключены. Соединение выполняется стык в стык и не требует дополнительных деталей. Подставка для безопасной установки аппарата прилагается. Имеются индикаторы нагрева и подключения к электросети. Оборудование уложено в металлический ящик, состоит из самого станка, опоры, набора насадок, ключа шестигранника, отвертки и болта.









Достоинства данной модели:
- Мощность 1600 Вт (сопоставима с топ моделями);
- Тефлоновое защитное покрытие насадок;
- Бюджетный ценник.
Недостатками сантехнического прибора являются:
- Слабая подставка, выполненная из жести;
- Отсутствие терморегулятора;
- Нехватка ножниц.
Диаметры насадок для паяльников
Паяльники для ПП и ПЭ имеют следующий сортамент сечений:
- 16 мм;
- 20 мм;
- 25 мм;
- 32 мм;
- 40 мм;
- 50 мм;
- 63 мм;
- 75 мм;
- 90 мм;
- 110 мм.
Для труб отопления стандартным считается диаметр проходного отверстия в 25 мм. Водопровод обычно монтируют диаметром 25 — 32 мм, реже 40 — 50 мм, если нужно организовать полив теплиц. На разводках в подвале может быть трубопровод диаметром 63 мм.
Если вам нужно обновить водопровод в квартире, берите паяльник с насадками 20, 25 и 32 мм. Для профессиональной работы лучше сразу покупайте с полным набором насадок в комплекте. Отметим, что насадки — это реально самые дорогие комплектующие, поэтому не покупайте лишние про запас. Если нужны все размеры, берите в комплекте с паяльником, так как отдельно они стоят дороже.
Купить паяльники для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой;
металлическая плита;
терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра;
тэн. Важнейшей его характеристикой является мощность;
съемные насадки разного диаметра
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.
Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.
Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
Как устроено оборудование
В домашних условиях полипропиленовые трубы сваривают с помощью сварочного аппарата, именуемого утюгом. Все они отличаются техническими характеристиками, цветом, размером и стоимостью. Но их внешний вид и принцип действия схож у всех производителей подобного оборудования.
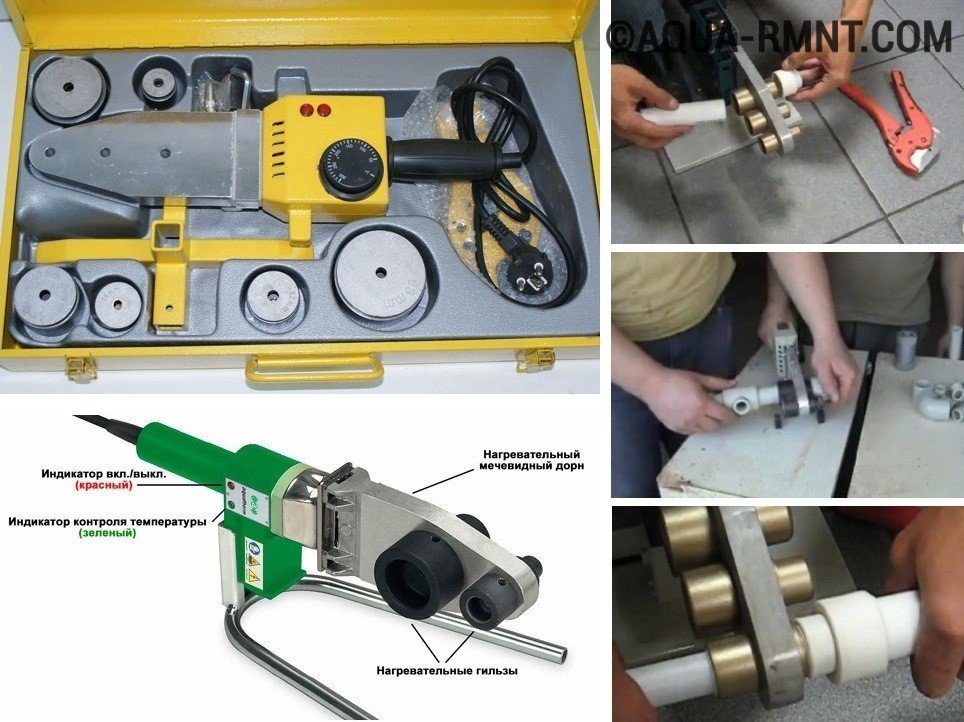
Типичное строение сварочного утюга:
- ручка;
- провод для включения в электрическую сеть;
- индикатор работы утюга;
- индикатор достижения прибором заданной температуры;
- терморегулятор;
- нагревательная плита с отверстиями для установки насадок;
- насадки для разогрева труб – гильза для надевания трубы и дорн для фитинга;
- подставка для установки прибора.
В зависимости от модели оборудования может быть механическое или автоматическое регулирование температуры. В более дешевых моделях установлен механический терморегулятор, позволяющий задавать желаемую температуру нагрева.










 Внешний вид аппарата напоминает бытовой утюг для глажки одежды, что способствовало получению такого же названия прибором для сварки в среде обывателей (+)
Внешний вид аппарата напоминает бытовой утюг для глажки одежды, что способствовало получению такого же названия прибором для сварки в среде обывателей (+)
Профессиональный прибор может быть оснащен дисплеем, на котором отображается изменение температуры в реальном времени. При достижении требуемого уровня нагрева прибор автоматически отключается. Такой дисплей позволяет следить за малейшими колебаниями.
 Более дорогие утюги для сварки способны длительное время удерживать нужную температуру, а при остывании на 2-5 градусов автоматически включается нагрев оборудования
Более дорогие утюги для сварки способны длительное время удерживать нужную температуру, а при остывании на 2-5 градусов автоматически включается нагрев оборудования
Разновидности аппаратов для пайки пластиковых труб
В магазинах специального оборудования можно найти две разновидности паяльников для полипропиленовых и полиэтиленовых труб:
- бытовая модель – компактное устройство с удобной рукояткой и плоским металлическим основанием, напоминающее маленький утюг или большие пассатижи;
- профессиональная модель – устройство с т.н. жалом в форме цилиндра, внутрь которого устанавливаются насадки.

У любительских «утюгов» насадки надеваются с помощью функциональных отверстий в корпусе (в среднем 2-4). У профессиональных цилиндрических устройств насадки вкручиваются внутрь в количестве от 2 до 3. Реже встречаются разновидности утюгов для работы с трубами большого диаметра, предназначенные для одной большой насадки.
Другие отличия между моделями плавильных аппаратов для пластиковых труб заключаются в рабочих параметрах – мощности, производительности, функциональных особенностям. Также профессионалы делят оборудования по ценовым категориям, странам происхождения и производителям.
Принцип пайки полипропилена
Соединение торцов выполняется посредством нагрева материала в зоне контакта прибором. Под воздействием температуры полипропилен размягчается, становится пластичным. При силовом воздействии участки расплавленного пластика прочно скрепляются по диффузионному принципу.
Нагрев осуществляется ТЭНом, оснащенным тефлоновыми насадками, до температуры 260⁰. Качество пайки зависит от силы прижима и расположения торцов по отношению друг к другу. К достоинству прибора относят:
спаянный фрагмент не влияет на технические показатели воды, не ухудшает ее вкусовые качества;
шов устойчив к ударным и механическим нагрузкам;
место сваривания сохраняет химическую устойчивость при повышении температуры в магистрали;
соединение не источает посторонние запахи.

Важно! Утюг для пайки полипропиленовых труб уместен только для элементов из одного и того же материала. Разные химические свойства свариваемых фрагментов не способные обеспечить качественное диффузионное скрепление. Паяльник пригоден для водопроводных магистралей бытового назначения, установленных в отапливаемых помещениях
Следует учитывать, что при понижении температуры ниже 0⁰С полипропилен разрушается. Монтаж двух участков осуществляется одним из методов:
Паяльник пригоден для водопроводных магистралей бытового назначения, установленных в отапливаемых помещениях. Следует учитывать, что при понижении температуры ниже 0⁰С полипропилен разрушается. Монтаж двух участков осуществляется одним из методов:
торцевание – края изделий соединяются между собой плотно встык, при этом нельзя допускать искривления шва;
объемно – торцы сваривают плавлением через фитинг либо муфту.
Первый способ сваривания уместен для ремонта либо прокладки коротких участков трубопровода, а также на магистралях с небольшой нагрузкой. Для повышения прочности в процессе стыковки торцы заключают во втулки из более жесткого материала.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.










Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.

При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Водопроводная разводка
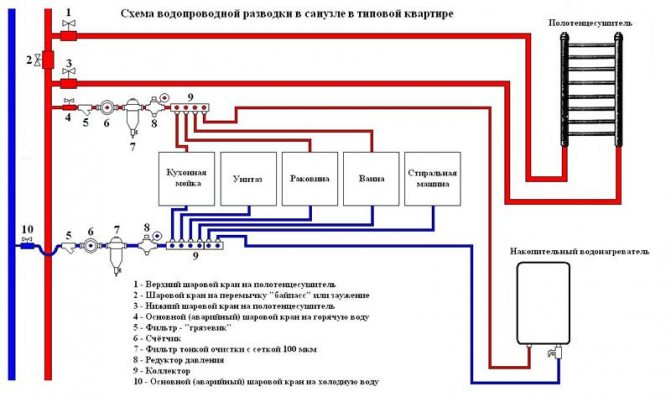
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.









Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).





