
Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
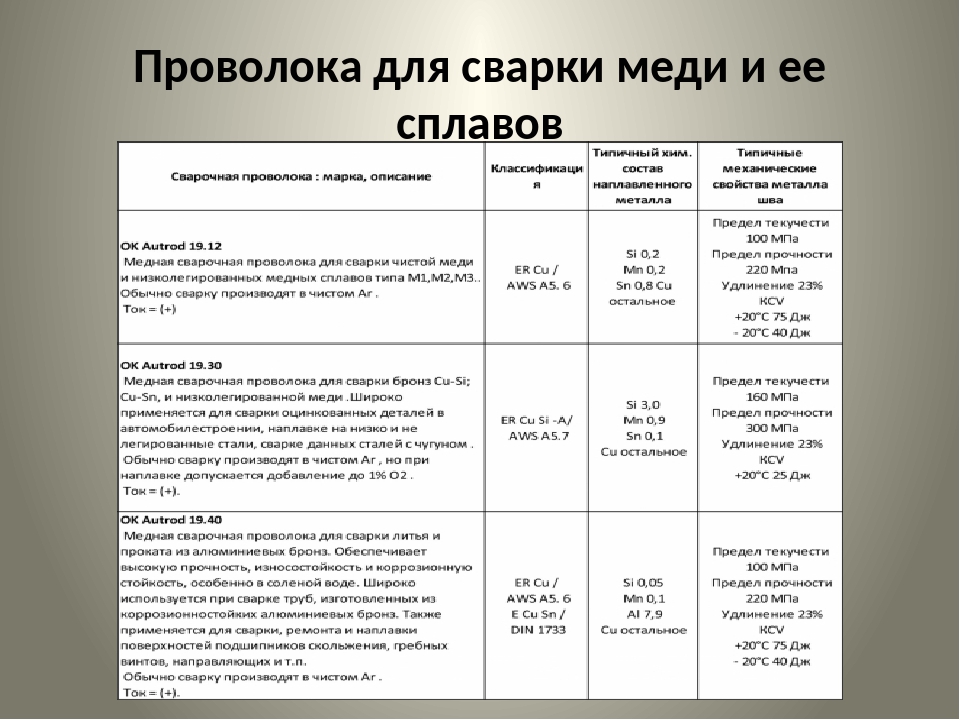
Основные присадочные составы для сварки меди аргоном представленны в таблице.
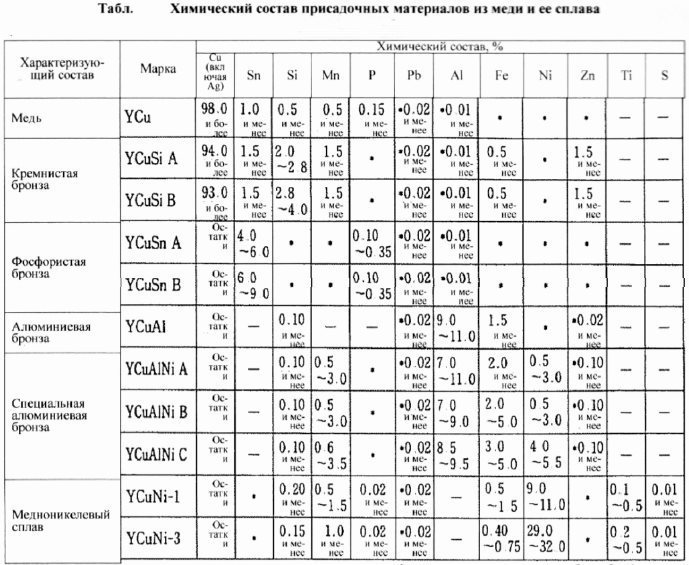
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
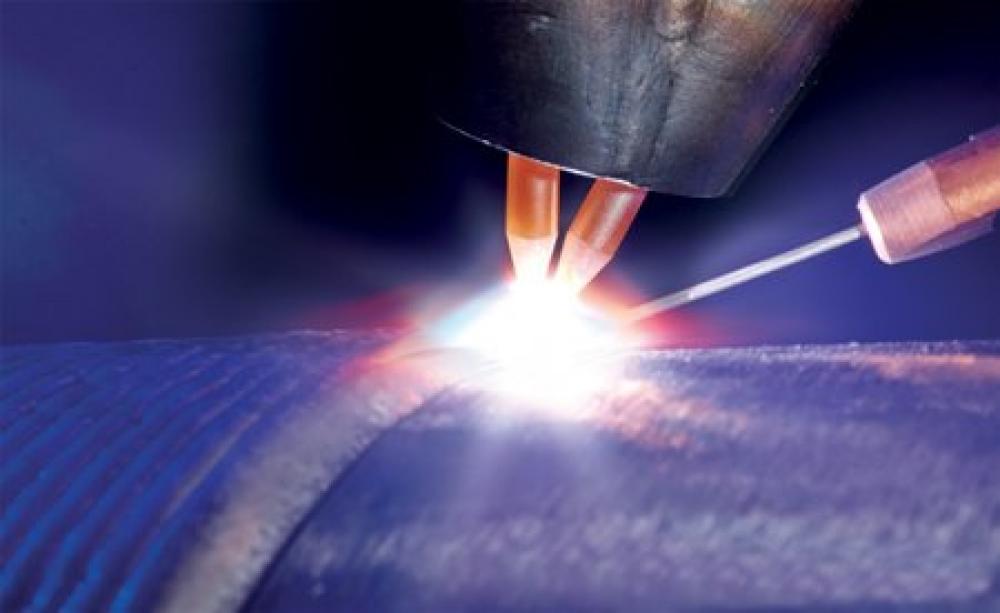
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
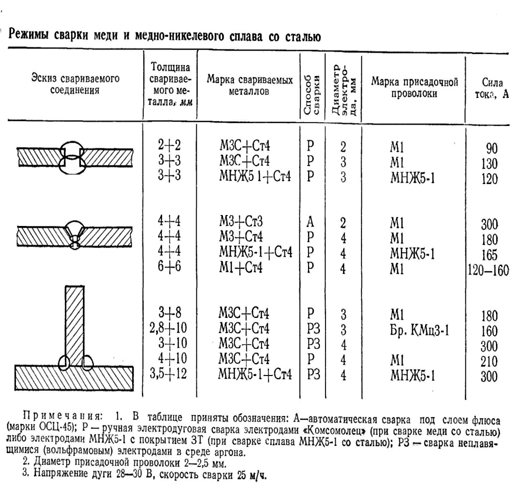
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:

Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.

Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:







- капнуть — растянуть;
- ещё раз добавить и растянуть.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.

Свариваемость меди
Медная сварка представляет собой сложную операцию. Для ее правильного выполнения человек обязан хорошо понимать свойства и химическую чистоту этого красноватого металла и его сплавов, которые получаются в результате соединения популярных элементов с ним. Поэтому всем заинтересованным лицам полезно будет знать особенности сварки меди и ее сплавов.
Прежде всего, на свариваемость красноватого металла влияет присутствие легирующих элементов, которые бывают токсичными и летучими. Поэтому во время выполнения работ требуется наличие исправной и эффективной вентиляции для защиты персонажи.

Примечание! На производстве сварные процессы выполняются в специально оборудованном месте. Оно оснащается комплектом оборудования, которое технологически связано между собой. Такое стационарное место также комплектуется всем нужным инструментом и приспособлениями. При выполнении работ в домашних условиях используется сварной пост для пайки меди. Он укомплектован баллонами с газовыми смесями, редукторами и горелкой.
Для улучшения различных свойств меди в ее состав чаще всего вводит следующие легирующие элементы:
- Цинк, уменьшающий свариваемость латунных сплавов. Снижение этой характеристики происходит пропорционально его количеству. Цинк закипает при низкой температуре. В результате сварки медно цинковых сплавов выделяются токсичные пары.
- Олово, положительно влияющие на возникновение горячих трещин во время сварочного процесса, если его процентное содержание В сплаве равно от 1% до 10%. Этот элемент менее токсичен и летуч, чем цинк. Однако он при сварке нередко окисляется, поэтому появляются оксиды. Они уменьшают прочностной характеристику шва.
- Кремний, благоприятно влияющие на свариваемость, так как способствуют раскислению.
- Алюминий, бериллий и никель – элементы, образующие оксиды. От них нужно избавляться перед сварочным процессом. Чтобы предотвратить образование этих оксидов во время работы, используется защитный газ или флюс и соответствующий ток для процесса.
- Кислород, вызывающий увеличение пор и уменьшающий прочность швов, если в медных сплавах отсутствует необходимый процент раскислители, самым популярным из которых является фосфор. К их числу также относится марганец, алюминий, кремний и железо. Если медные сплавы содержат эти элементы, тогда удается уменьшить количество кислорода, который может быть в виде закиси меди или иметь форму свободного газа.
- Свинец, сера и селен включают в сплавы с медью, чтобы повысить степень их обрабатываемости. Однако данные элементы не только повышают на свариваемость, но и увеличивает вероятность образования горячих трещин. Среди них самым вредным является свинец.
- Марганец и железо оказывают не существенное влияние на свариваемость медных сплавов, так как их процентное содержание незначительно. Обычно она составляет 1,4-3,5%.
На свариваемость как меди, так и ее сплавов влияют и другие факторы:
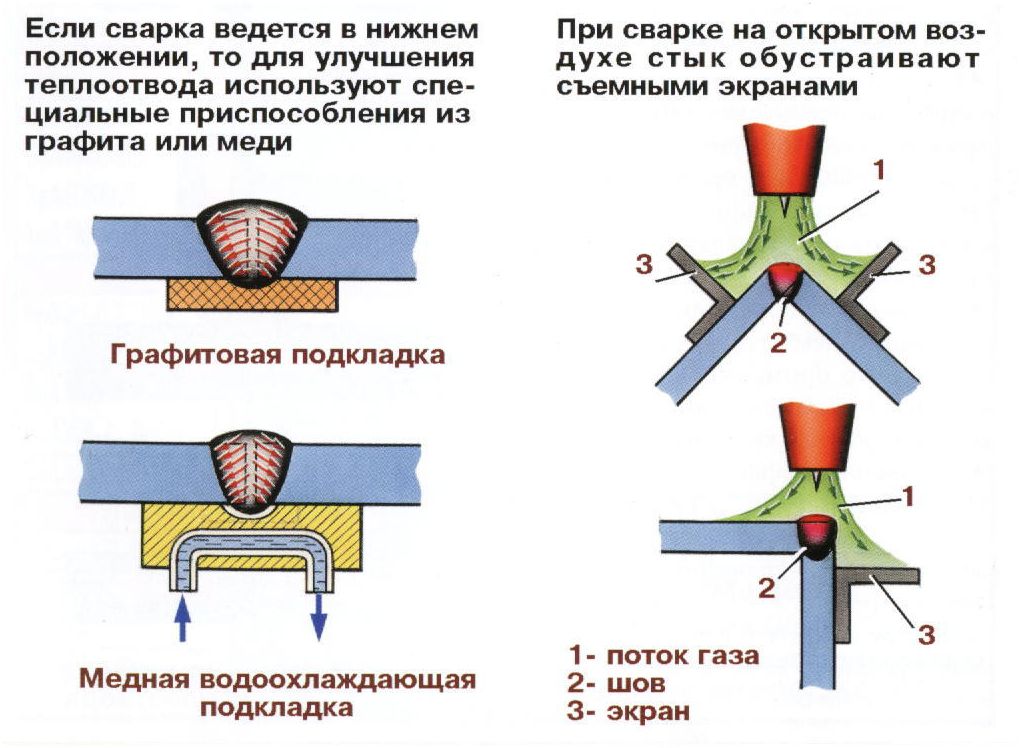
- Теплопроводность, которая возрастает с уменьшением числа легирующих элементов. Поэтому при создании соединения выбирается такой ток и защитный газ, чтобы в шов вводилось максимальное количество тепла. Нередко требуется выполнить предварительный нагрев свариваемых деталей, отличающихся небольшой теплопроводностью. Этот процесс осуществляется в зависимости от толщины изделий.
- Горячие трещины появляются во всех медных сплавах при затвердевании. Их количество можно сократить, если надежно зафиксировать соединяемые детали во время выполнения сварочных работ. Подогрев изделий также способствует снижению числа горячих трещин. Этот процесс позволяет замедлить охлаждение деталей и уменьшить сварочные напряжения.
- Положение сварки, так как медные металлы обладают неустойчивыми характеристиками. Обычно работы выполняются в нижнем положении. В горизонтальной плоскости они проводятся в исключительных случаях. Это создание угловых и тавровых швов. Во время их выполнения осуществляется разделка кромок.
- Пористость, возникающая при испарении элементов, отличающихся низкой температурой кипения. К ним относятся фосфор, кадмий и цинк. Уменьшить такой эффект позволяет быстрое выполнение работ и минимальное использование присадочных материалов.
Состояние поверхности меди и ее сплавов является еще одним фактором, влияющим на свариваемость. Перед работами с металла должны быть удалены все окислы и жиры. Обычно для этих целей применяется проволочная щетка. Зная перечисленные особенности сварки меди удается выполнить качественные соединения. Однако для достижения положительного результата еще требуется выбрать правильную технологию осуществления сварочных работ.
Особенности рабочего процесса
Особенностью выполнения работ с медью считается использование большего напряжения тока, чем при соединения стальных элементов. Перед началом работ необходима предварительная зачистка и обезжиривание кромок. Соединяемые детали укладываются плотно, края будущего шва раскрывают на угол 90°. При работе с материалом толщиной 3 мм края металла отбортовываются.

Сварной медный шов
Если соединению подлежит металл толщиной более 6 мм, детали рекомендуется прогреты до 400 град. После завершения сварочного процесса, остуженные швы должны подвергнуться проковке, после чего конструкция отжигается при температуре до 600 град и быстро охлаждается водой.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Электрошлаковая сварка меди и ее сплавов
Применяется для Сu больших толщин 30—55 мм. Легирование шва осуществляют, применяя пластинчатые электроды соответствующего состава. Температура плавления флюса должна быть ниже температуры плавления меди, применяются легкоплавкие флюсы системы NaF—LiF—CaF2, которые обеспечивают устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки. Особенностью режимов электрошлаковой сварки меди являются повышенные сварочные токи: I = 800÷1000 А, Uд = 40÷50 В, скорость подачи пластинчатого электрода 12— 15 м/ч. Механические свойства металла шва мало отличаются от свойств основного металла: σв=190÷197 МПа, δ=46÷47%, KCU= 1559÷1579 кДж/м2, α=180°.
Выбор диаметра электрода
Подбирая подходящий диаметр электрода, необходимо обращать внимание на толщину материала или сплава на его основе. Учитывается и то, что в структуре могут появляться поры при сварке на повышенных токах
Специалисты рекомендуют выбирать такой диаметр при определенной толщине меди и сплавов на ее основе. Есть электроды, которые используют для наплавки и сваривания с заблаговременным подогревом до 300 градусов по Цельсию. Есть и малый подогрев со 150 градусов. Возможно сделать это всё и без подогрева. Для меди может применяться ручная сварка угольными электродами или металлическими, аргонодуговая сварка. Сваривание цветных металлов может значительно отличаться от аналогичного процесса для стали, что обусловлено разными физическими свойствами материалов.
Также важны теплопроводность и восприимчивость к воздушным газам, таким как кислород и азот. Медь имеет повышенную текучесть в расплавленной форме, характеризуется увеличенными тепло- и электрической проводимостью. При сварке могут образовываться микротрещины и поры, если отмечается взаимодействие с кислородом и водородом. Чтобы не допустить такой дефект, необходимо использовать только хорошо раскисленный металл.
Сварка по меди своими руками осуществляется хорошо прокаленными электродами. Детали должны быть подготовлены в местах наложения швов. Здесь требуется зачистка до металлического блеска с удалением загрязнений и жиров.
Выбор сварочного аппарата
Каждый агрегат используется для выполнения того или иного вида работ.
При использовании электродов
Дуговая сварка медных пластин выполняется с использованием неплавящихся электродов в среде аргона. Для этого подходят аппараты Orion 150s или 250s. Они характеризуются компактными размерами, помогают быстро и качественно варить медь. Для инверторной сварки используют агрегат “РЕСАНТА САИ-220 ПН”. Он работает от бытовой электросети 220 В. Устройство снабжено охлаждающей системой, поэтому не перегревается во время работы.




Для инверторной сварки используют аппарат Ресанта.
Для приварки проволоки
При сварке таким способом используют инверторный полуавтомат “Энергомаш СА-97ПА20”. Аппарат весит не более 15 кг, работает с проволокой разного диаметра. При необходимости плавной подачи присадки стоит приобрести Shyuan MIG/MMA-290. Устройство выводит расходный материал в рабочую зону со скоростью 2-13 м в минуту. Прибор можно использовать для работы с разными электродами.
Сварочный инвертор “Союз САС-97ПА195” снабжен функцией холостого хода с напряжением 60 В. Рабочий параметр регулируется в диапазоне 15-23 В. Прибор заправляют проволокой диаметром 0,8-1 мм.
Для работы с медными проводами
В этом случае применяют такие устройства:
- “ТС-700-2”, предназначенный для соединения тонких медных жил. Компактный аппарат весит 4 кг, работает от бытовой сети, потребляет не более 1,5 кВт. 1 угольного электрода хватает на 700 сварочных циклов.
- “РЕСАНТА САИ-160”. Инвертор применяется для сваривания скруток. Производитель снабдил агрегат несколькими предустановленными режимами, облегчающими процесс настройки.
- “СВАРОГ ARC 160” с бесступенчатым регулятором параметров. Для подключения кабелей предусмотрены удобные разъемы. Вес аппарата составляет 4 кг, что обеспечивает удобство переноски и работы.
Рекомендуем к прочтению Как варить чугун в домашних условиях

ТС-700-2 предназначен для соединения тонких медных жил.
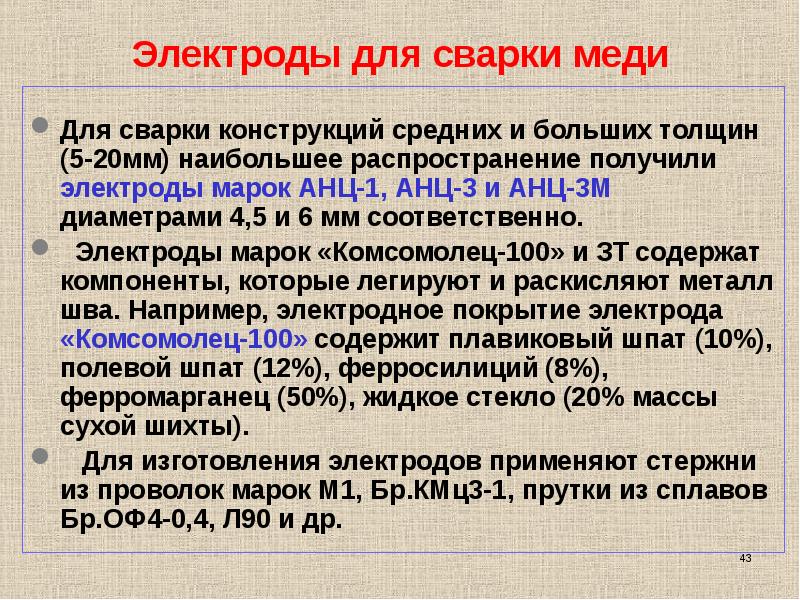
Марки электродов для сварки меди и состав защитных покрытий для них
Для дуговой сварки меди применяют покрытые электроды. Распространённые марки электродов и состав защитных покрытий для них представлен в таблице: Компоненты покрытия
| № состава и марка электродов | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
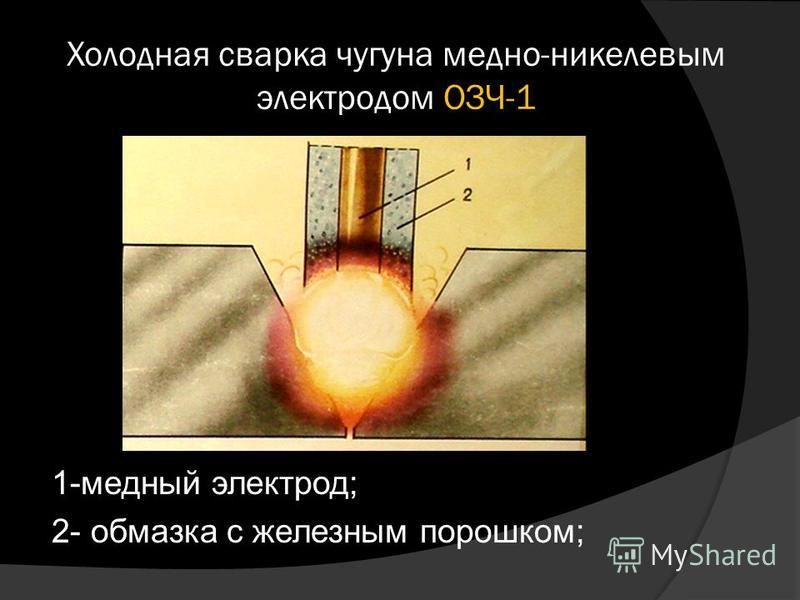
| К-100 | ЗТ | Комсо- молец | ММ3-2 | — | — | ОЗЧ-1 | ОЗМ-1 | ММ3-1 | ||
| 1-ый слой | 2-ой слой | |||||||||
| Плавиковый шпат | 10 | 32 | 10 | 30 | 82 | 12,5 | 7,5 | 12,5 | 30 | 32 |
| Полевой шпат | 12 | — | 12 | 14 | — | — | — | 15 | 20 | — |
| Железный порошок | — | — | — | — | — | — | 50 | — | — | — |
| Гранит | — | — | — | — | — | 15 | — | — | — | — |
| Кремнистая медь | 20 | — | — | — | — | — | — | 25 | — | — |
| Ферротитан | — | — | — | — | — | — | 6 | — | — | — |
| Диоксид титана | — | — | — | — | 8 | — | — | — | — | — |
| Ферромарганец | 38 | — | 50 | — | — | 47,5 | 2,5 | 47,5 | — | — |
| Марганцевая руда | — | 17,5 | — | — | — | — | — | — | 5 | 17,5 |
| Серебристый графит | — | 16 | — | 8 | — | — | — | — | — | 16 |
| Ферросилиций (Si=45%) | — | 32 | 8 | — | — | 25 | 2,4 | — | — | 32 |
| Алюминий (порошок) | — | 2,5 | — | — | — | — | — | — | — | 2,5 |
| Кварц | — | — | — | — | — | — | 4,5 | — | — | — |
| Мрамор | — | — | — | — | 10 | — | 27 | — | — | — |
| Поташ | — | — | — | 5 | — | — | — | — | — | — |
| Симанал* | — | — | — | 43 | — | — | — | — | 20 | — |
| Криолит | — | — | — | — | — | — | — | — | — | — |
| Сумма, % | 80 | 100 | 80 | 100 | 100 | 100 | 100 | 100 | 75 | 100 |
| Жидкое стекло, % | 20 | замес | 20 | замес | замес | замес | замес | замес | 25 | замес |
| Примечания. Состав покрытия №3 является модификацией основного покрытия №1 для электрода К-100, применяемый в случаях, когда отсутствует кремнистая бронза. *Симанал является раскислителем, он содержит 27-30%Al, 31-35%Si, до 0,2%C, до 0,5%Р |
Особенности применения электродов различных марок для сварки меди
При выборе электрода для сварки меди, стоит учесть особенности той или иной марки, указанной в таблице. Электроды № 1,2,3,4 и 6 с медным стержнем в 3-4 раза снижают тепло- и электропроводность металла сварного шва. И если от сварного соединения требуются высокие значения тепло- и электропроводности, то такие электроды применять не следует.
Электроды №5 изначально разработаны для сварки стали. Но они обеспечивают неплохое качество при дуговой сварке меди электродами с медным стержнем марки М1, М2 или М3.
Электроды №6 разработаны для сварки меди большой толщины (свыше 20мм) медными электродами.
Электроды №7 с медными стержнями выпускаются для сварки чугуна. Но они показывают хорошие результаты и при сварке средних толщин меди, обеспечивая хорошую прочность и плотность сварного шва. Однако их не используют для конструкций из меди, в которых требуется высокая тепло- и электропроводность.
Электрод №8 (ОЗМ-1) имеет одинаковый химический состав с электродом №1 (К-100) и лишь пересчитан по процентное содержание компонентов, исключая жидкое стекло.
Электрод №9 (ММЗ-1) имеет сложное, двухслойное покрытие. Но практические результаты показали, что никаких преимуществ он не даёт. Вместо него лучше использовать элетрод №4 (ММЗ-2), которые дешевле, обеспечивает лучшие результаты и пригоден для сварки меди на переменном токе.
Для сварки медных изделий, к конструкциям которых предъявляются высокие требования по тепло- и электропроводности, лучше всего применять угольные электроды.
Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 45. Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.
После выполнения работ шов требуется проковать при температуре +300С, а также выполнить его отжиг при +500С, затем детали охладить в воде.
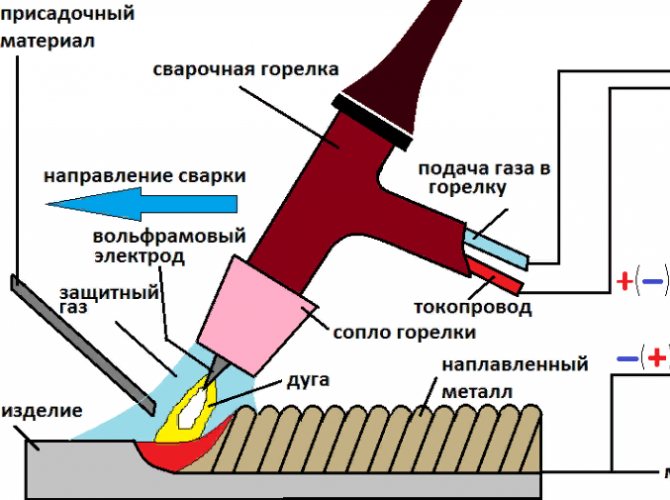
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +300С до +400С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.


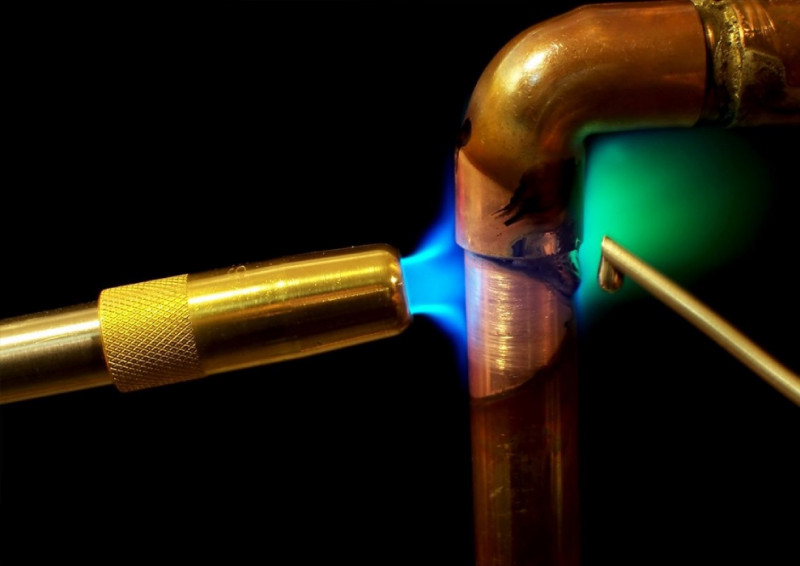
Сварка меди газом
Газовая сварка меди
В качестве защитного газа применяется аргон высшего сорта (ГОСТ 10157-79) или смесь аргона с гелием (50-75% аргона).
Наиболее часто сварку меди в домашних условиях и на производстве производят вольфрамовым (неплавящимся) электродом.
В качестве присадки используют проволоку или узкую профилированную проставку, закладываемую в стык, а также с применением технологического бурта на одной из свариваемых деталей.
Сварка меди аргоном неплавящимся электродом характеризуется хорошей устойчивостью дуги. Аргонодуговую сварку применяют при соединении деталей малой толщины (до 4 мм) и в труднодоступных местах.
Техника сварочных работ
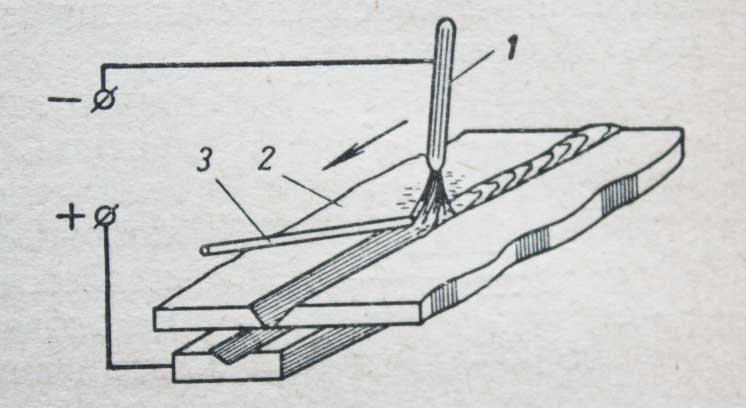
1. Сварка вольфрамовым электродом выполняется при постоянном токе прямой полярности.
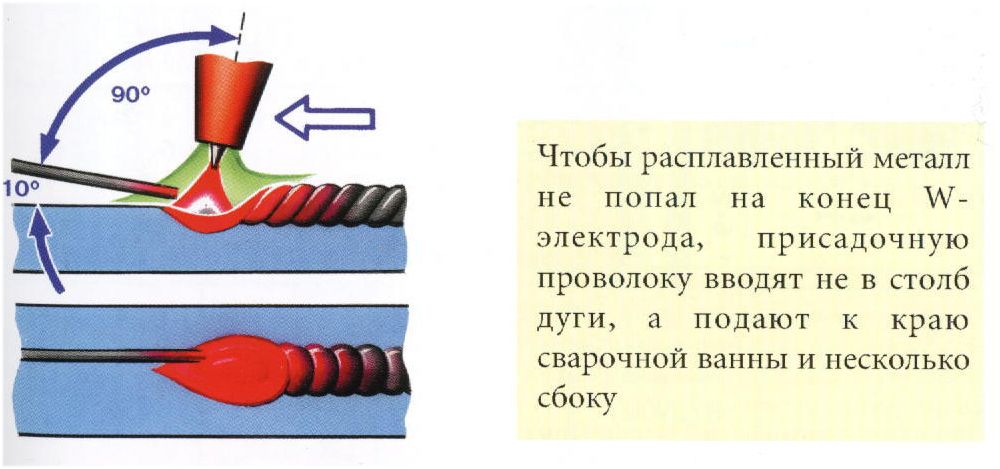
2. Электрод должен быть сориентирован строго в плоскости стыка, наклоняя его углом назад на 60-80 градусов.
3. В случае сварки меди толщиной более 4-5 мм требуется предварительный подогрев до 300-400 градусов Цельсия.
4. Электродную проволоку и кромки основного металла перед сваркой зачищают до свежего металла. Медь толщиной до 5-6 мм можно варить без разделки кромок.
Зазоры между кромками в мм:
- При h листов равной 2 мм – до 0,5;
- При h листов равной 3 мм – от 0,5 до 1;
- При h листов равной 4 мм – от 1 до 1,5;
Ток, А:
- При h равной 2 мм – 100-120А;
- При h равной 3 мм – 200-230 А;
- При h равной 4 мм – 380-400 А.
Скорость ручной дуговой сварки:
- При h основного металла 2 и 4 мм – от 25 до 30 м/ч;
- При h основного металла 4 мм – от 30 до 35 м/ч.
Расход аргона:
- При h равной 2 мм – от 10 до 12 л/мин;
- При h равной 3 и 4 мм – от 12 до 14 л/мин.
При соединении деталей толщиной от 2 до 3 мм подогрев основного металла не требуется. Техника электросварки меди толщиной 4 мм предусматривает подогрев до 300-400С.
Технология работы с цветными металлами и сплавами допускает использование плавящихся электродов.
При сварке меди электродом такого типа в аргоне (как и в других защитных газах) капли металла перегреваются, проходя через дуговой промежуток. В результате материал подвергается более сильному окислению за счет воздуха, попадающего в струю защитного газа.
Поэтому в качестве электродного материала используют медные сплавы марок БрКМц3-1 и МНЖКТ5-0,2-0,2. При этом металл шва будет отличаться по составу от чистой меди, но, тем не менее, механические свойства сварных соединений при этом получаются удовлетворительные. Следует отметить, что в случае огневых работ плавящимся электродом в аргоне дуга не отличается стабильностью.
Сварка
меди нашла широкое применение и в электронике, и в химическом машиностроении
при изготовлении приборов для применения условиях, где требуется высокая коррозионная
стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов
и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии.
Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве
случаев, для сварки используются листовые медные детали и трубы.
Отметим также, что нет каких-либо специальных видов сварки для медных изделий.
И для их сваривания могут применяться все известные способы, за исключением
контактной сварки, которая применяется ограничено.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120

Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.




Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Газовая сварка
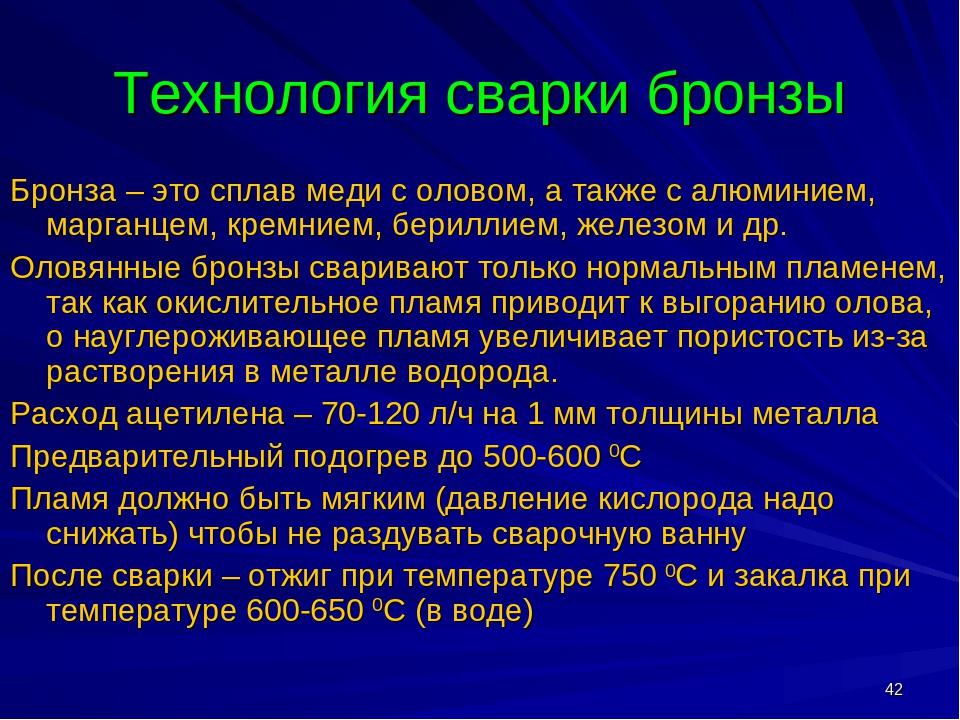
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно раскисление и легирование металла через присадочную проволоку. Газовую сварку можно применять как для чистой меди, так и для ее сплавов.
Газовая горелка — тепловой источник малой сосредоточенности, поэтому для сварки меди желательно использовать ацетилено-кислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки толщин более 10 мм рекомендуется применять две горелки, из которых одна используется для подогрева, а вторая для образования сварочной ванны.
Для сварки меди и бронз используют нормальное пламя β = vO2/vC2H2 =1,05÷1,10, а для сварки латуней β= 1,3÷1,4 (с целью уменьшения выгорания цинка).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
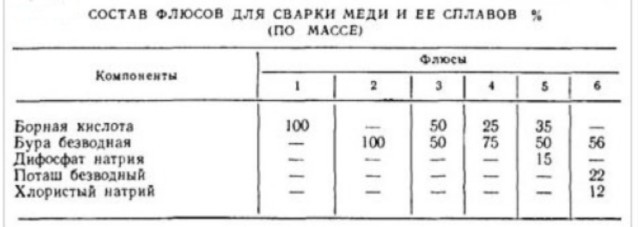
Сварочные флюсы для меди содержат соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды (табл. 27.1).

Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10—12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля . При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Аl2О3, который получается при окислении алюминия в составе бронзы.
При сварке Сu толщиной до 3 мм разделку кромок не производят, в качестве присадочной проволоки используют медь Ml или М2, так как медь не успевает существенно окислиться. При больших толщинах применяют присадочную проволоку, легированную раскислителями. При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. При сварке латуней следует применять кремнистую латунь ЛК80-3. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300—400 °С) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
При правильно выполненной сварке и последующей проковке сварные швы имеют прочность σв= 166÷215 МПа и угол загиба 120—180°.
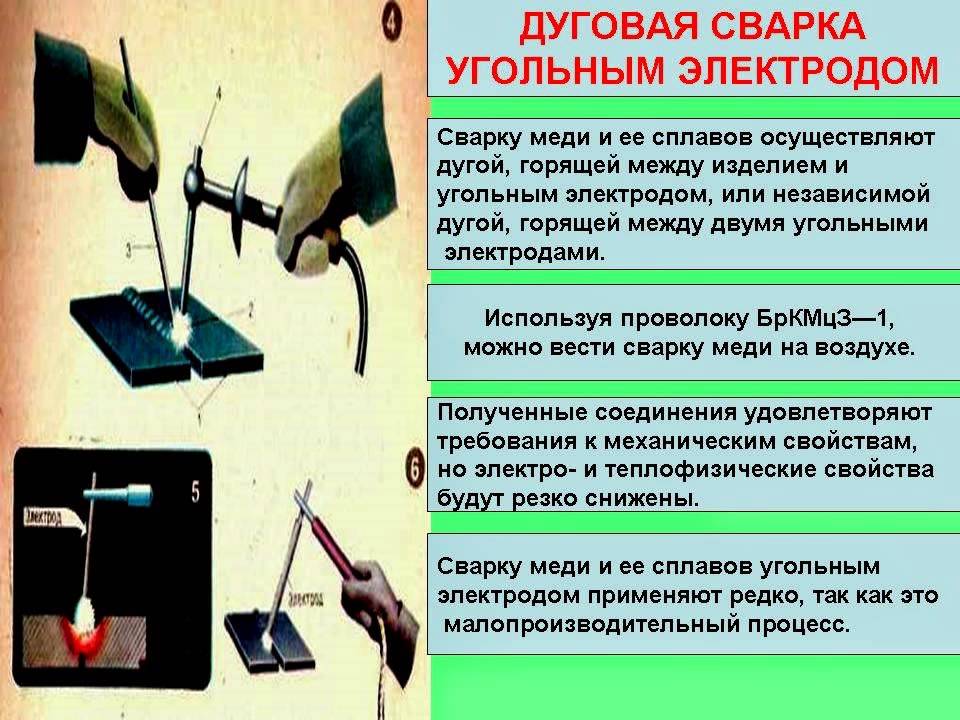
Ручная сварка угольными и графитовыми электродами
Этот вид сварки используется в небольшом ряде случаев. Обычно он может использоваться в конструкциях, не отвечающих за большие нагрузки.
Угольные электроды применяются при толщине металла в 15 миллиметров. Если толщина больше, то целесообразно использовать стержни из графита. Оба вида имеют конусообразную заточку на треть своей длины. Как и в прошлых видах ручной сварки, тут тоже применяется постоянный ток прямой полярности. Но отличие есть в длине дуги: эта обработка ведется длинной. Площадь тока на электродах бывает от 200 до 400 Ампер на квадратный сантиметр.
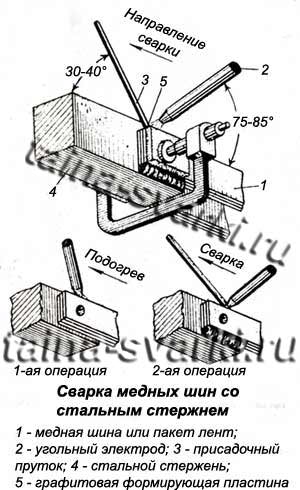
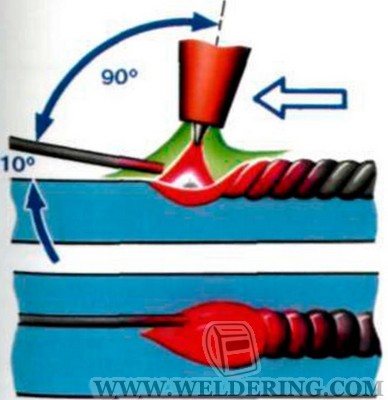
Еще одна особенность состоит в том, что присадочный пруток должен находиться на удалении в 5-6 миллиметров от сварочной ванны. Следует выдерживать угол к обрабатываемому элементу в 30 градусов и ни в коем случае не погружать пруток в ванну. Угол между электродом и свариваемым изделием должен составлять 75-90 градусов.
Чтобы защитить медь от воздействия воздуха и последующего образования оксидной пленки, используют флюс. В его составе должно быть 4-6% магния и 94-96% плавленой буры. Перед нанесением состава на пруток нужно смочить его в расплавленном стекле.
В случае, если стенки свариваемого элемента более 5 мм, то предварительно необходимо разделать кромки в сумме с углом 70-90 градусов и зазором не более 0.05 миллиметров.
Процедура выполняется на подкладке из асбеста или графита наклоненным вперед на 10-20 градусов электродом.
Медь толщиной до 5 миллиметров не нуждается в предварительном подогреве. Если ваше изделие более 5 миллиметров в толщину, то требуется предварительно нагреть его до 800 градусов Цельсия и быстро охладить. Для получения оптимального качества шва рекомендуется выполнять сварку за один подход.





