
Обзор видов
Производители выпускают тиски для станков различной модификации. В зависимости от особенностей конструкции их подразделяют на 2 вида: поворотные и неповоротные. Для просверливания деревянных деталей применяют слесарные и винтовые тиски. На крупных предприятиях устанавливают специализированные тиски, обладающие множеством функций.

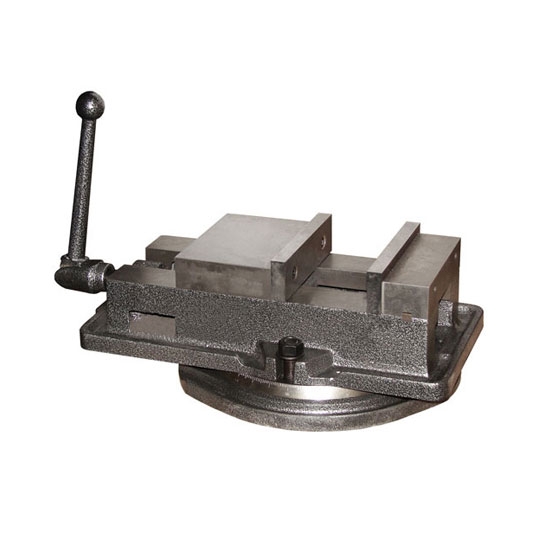
Поворотные
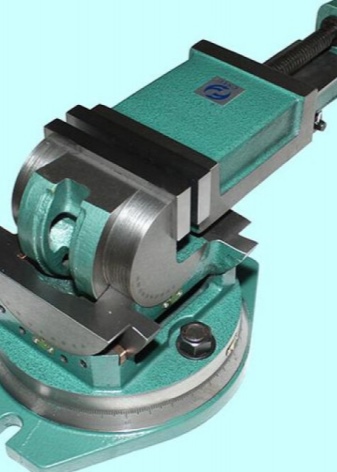
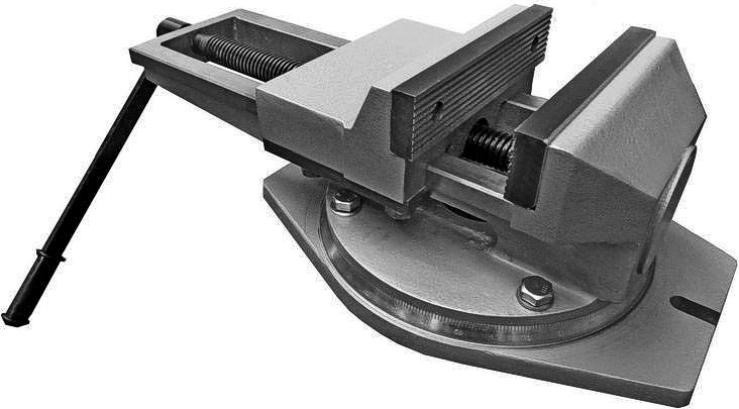
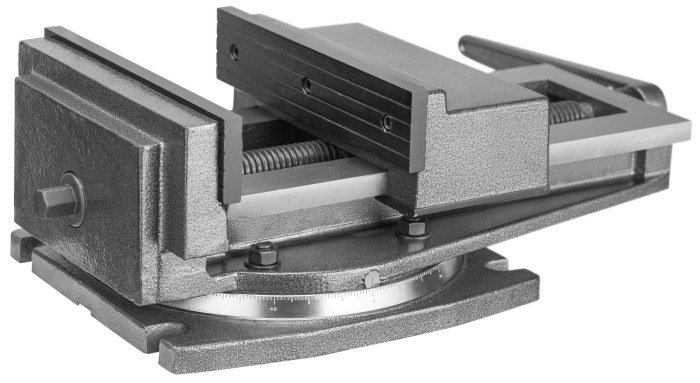
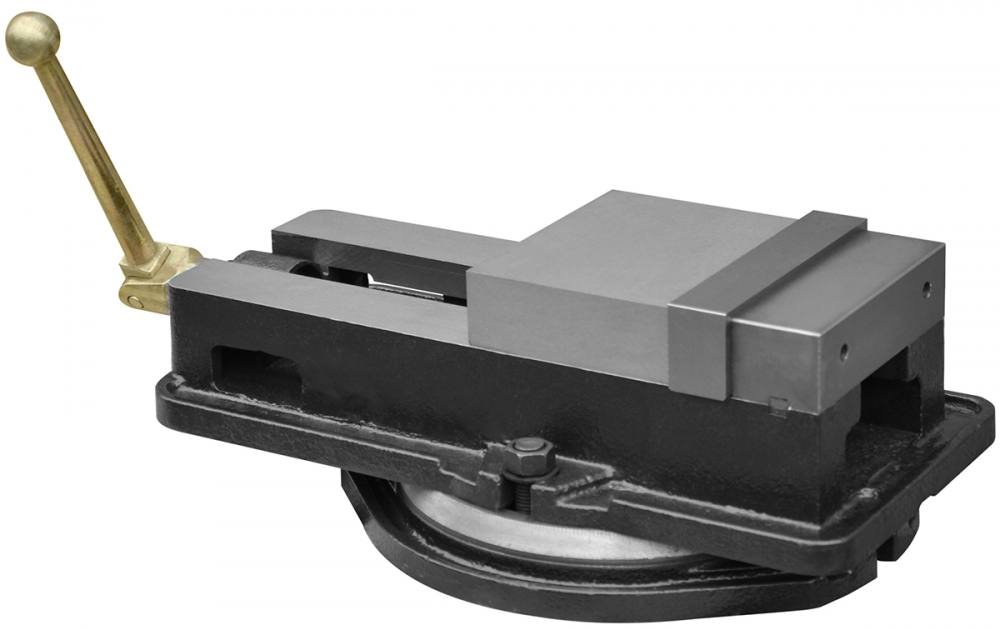
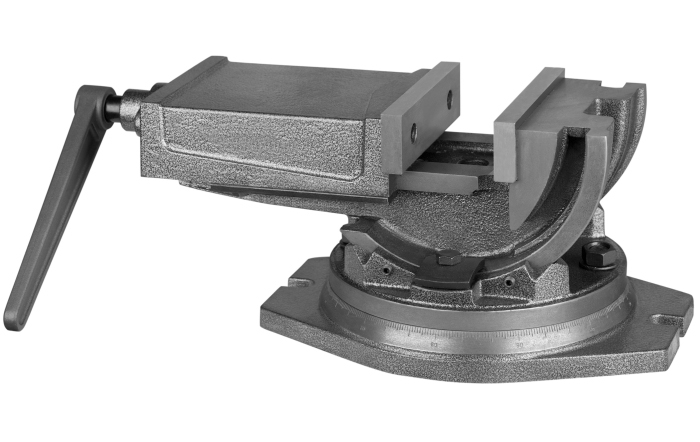
Устройства данного вида позволяют в процессе обработки заготовки менять ее пространственное положение без предварительного разжима. Они идеально подходят для производственных цехов. В конструкции этих тисков предусмотрена поворотная губка, которая может вращаться на 360°. Поэтому, просверлив заготовку в одном месте, платформу можно быстро повернуть на нужный угол для подготовки другого отверстия, оставляя заготовку зафиксированной.


На рынке можно встретить также современные модели, у которых основание имеет крестовые направляющие, позволяющие не только переворачивать деталь на определенный угол, но и перемещать ее горизонтально по 2 осям. Существует также разновидность поворотных устройств со сложной конструкцией. Устройства называют глобусными, благодаря им можно зажатую заготовку поворачивать в 3 плоскостях. Обычно такой вид тисков применяют для выполнения наклонных отверстий.

Поворотные тиски для сверлильного станка в действии вы сможете наблюдать в следующем видео:
Неповоротные
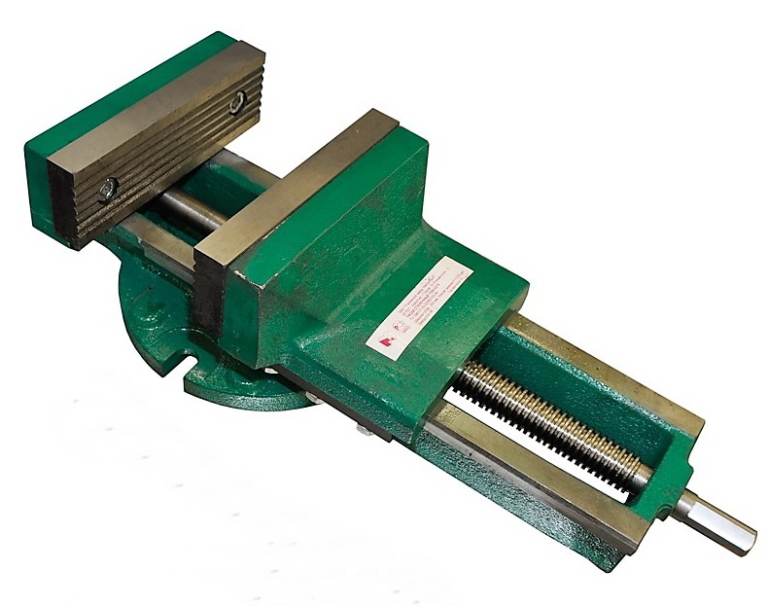
Это один из самых популярных видов устройств. Такие тиски имеют стационарную конструкцию. Их многие мастера изготавливают самостоятельно в домашних условиях. По сравнению с поворотными тисками, они могут использоваться только для просверливания заготовок в одном положении. С помощью неповоротных тисков можно делать одно отверстие, затем нужно деталь разжать и переместить в другое положение. Конструкции данного вида обладают повышенной жесткостью и не приспособлены для профессиональной обработки.
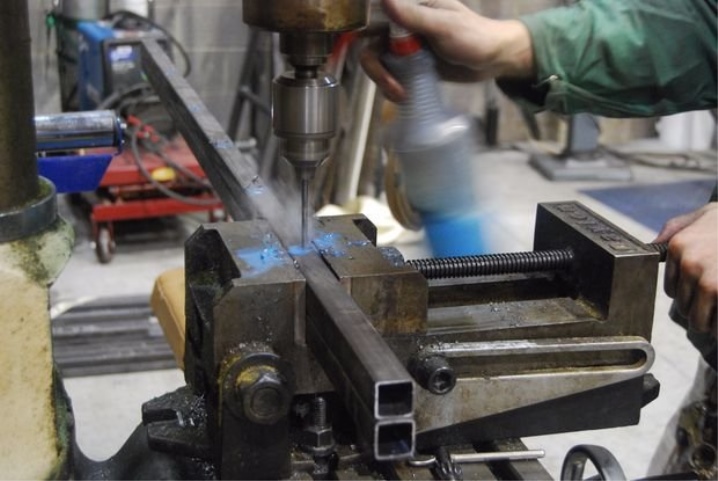
Что касается функциональности и удобства в эксплуатации, то они во многом уступают поворотным моделям.

Производство станочных тисков
Производители выпускают множество видом станочных тисков, которые отличаются своими функциями и предназначением.
Самыми популярным на сегодняшний день являются:
- Sturm. Производитель Россия. Поставляет тиски и станины по бюджетным ценам. Все станки имеют сертификаты и гарантию
- FIT- канадский изготовитель бюджетных моделей пневматических, электрических и ручных инструментов. Предприятие поставляет инструмент настольного и станочного типов.
- Zubr – российская компания. Изготовляет электроинструменты бюджетного класса. Компания предлагает разнообразный выбор станков.
- Irwin – американский бренд, который ориентируется на производство ручного инструмента. Компания предлагает инструмент из чугуна мелкозернистого типа с наковальнями, оказывает гарантийное обслуживание.
- Dexx – украинский бренд, занимающийся производством ручных инструментов и оснастки. Имеются тиски с поворотной функцией, гарантию на продукцию от 1 года.
- Wolfcraft – Германия. Специализируется на инструментах, предполагающих использование в домашних условиях. В качестве материала выступает алюминий. Основный вид – машинный, универсальный.
Устройства для проведения особенных вариантов работ
Во время работ связанных с обработкой труб разных диаметров, а еще кругов, применяются устройства имеющие механизм для фиксирования труб с возможностью регулировки.
На производстве, где в качестве материала применяется древесина или пластик используются устройства с механизмом эксцентрикового прижима обеспечивающие фиксацию деталей с умеренным регулируемым усилием.
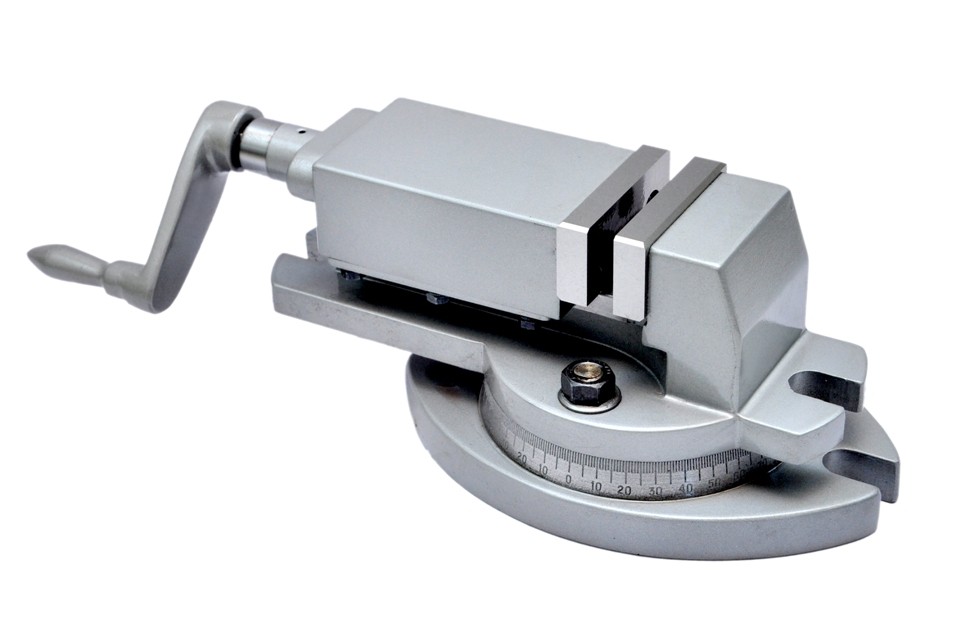
Если понадобится зафиксировать заготовку под угол 90° применяются специализированные тиски, обеспечивающие нужный угол фиксации и обработки заготовки.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Типы тисков
Основные типы тисков – слесарные, станочные, столярные и ручные.
Слесарные тиски
Цельнометаллический инструмент, который монтируется на верстаке или столе и крепится в основании болтами.
- По конструкции различаются стуловые и параллельные тиски.
- Доступны в стационарных и поворотных вариациях, что позволяет проводить работы под разными углами.
- Ширина губок составляет 45-200 мм.
- Длина хода подвижной губы в среднем достигает 140 мм.
Параллельные тиски
- Делятся на поворотные и неповоротные. Первые вращаются параллельно основанию вокруг оси на 60 и более градусов. Неповоротные модели жестко фиксируются, предназначены для работ в одном положении.
- Подвижная губка перемещается при вращении винта параллельно неподвижной части.
- Основа инструмента отливается из чугуна, а подвижные детали – из углеродистой стали.
- Накладные губки высокопрочных моделей производятся из инструментальной стали У8, дополняются крестообразной насечкой, крепятся после закалки винтами к основным губкам.
Стуловые тиски
Устаревший тип конструкции. Ранее крепились на основании в форме стула. Современные приспособления фиксируются на верстаках.






- Конструкция производится из кованой стали. Состоит из корпуса, дополненного губками.
- Рабочая поверхность губок усиливается приворачивающимися закаленными пластинами или на нее наваривается слой стали У8А.
- Рабочая поверхность внутри покрыта насечками для прочной фиксации заготовок в тисках.
- Неподвижная губка снабжена лапой для фиксации, стержень зажимается скобой.
- Ширина губок составляет 100-180 мм. По длине раскрытия доступны варианты на 90-180 мм.
- Губки сдвигаются вращением винта с прямоугольной нарезкой, а раздвигаются путем введения винта в трубчатую гайку.
Модели чаще всего оснащены площадкой-наковальней. Станина представляет собой конструкцию из основания и поворотного диска, которые соединяются по центру винтами или фиксируются дополнительно обратным кольцом.
При ослаблении винтов кольцо снимает блокировку подвижности.
По ГОСТ 4045-75 типы слесарных тисков отличаются от представленных. Заявлено три вида:
- общего назначения;
- с поворотной губкой;
- с дополнительными губками для труб.
Стандарт распространяется на модели с шириной губок 63-200 мм. Предполагаются поворотные и неповоротные варианты изготовления с ускоренным холостым ходом или без него.
Станочные тиски
Инструмент повышенной точности, который отличается от слесарных моделей отсутствием люфта или его малым разбегом. Предназначены для производственных работ.
- Фиксируются на промышленных верстаках для механической обработки крупных деталей.
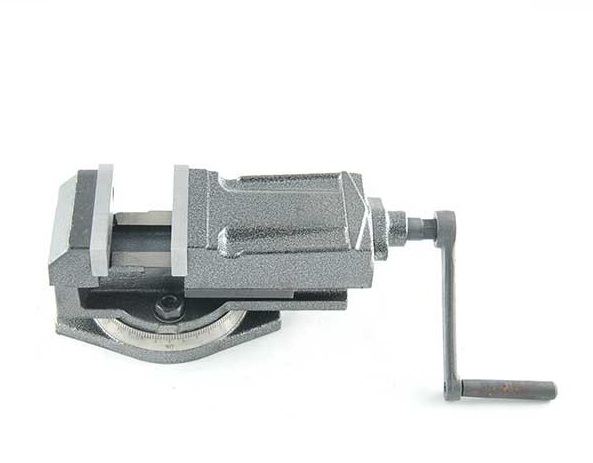
- Для удобства подстройки деталей чаще оснащены поворотным механизмом.
Делятся на базовые и синусные, дополнительно предусмотрено различное количество осей:
- Базовый или стационарный – деталь крепится перпендикулярно инструменту.
- Синусный – заготовка фиксируется под произвольным углом.
- Многоосевой – поддерживает поворот по нескольким координатным осям.
Доступны и станочные тиски для бытового применения, но они менее габаритны, чем производственные модели.
Ручные тиски
Компактный инструмент для обработки небольших деталей, не нуждается в креплении к столам. Встречаются двух типов, отличающихся системой фиксации.
- С губками – состоит из перемычки с винтом, стальных губ и ручки. Схождение губок достигается путем вращения рукоятки. Конус расположен с обратной стороны, входит между хвостовиками губок, вызывая их сжатие.
- С рычагами – напоминают плоскогубцы с защелкой. Имеют фиксирующий механизм, который состоит из двух рычагов, зажимающих губки.
Столярные тиски
Используются при работе с деревянными и пластиковыми заготовками. Чаще фиксируются винтами к столу или станине. Доступны вариации с фронтальным зажимом.
- К губкам обычно крепятся деревянные прокладки, чтобы удерживать заготовку, не портя при этом поверхность обрабатываемой детали.
- Предусмотрены накладки, чтобы не оставалось следов на деталях из светлой или мягкой древесины.
- Модели с фронтальным креплением подходят для вертикальных поверхностей.
- Встречаются модели с комбинированным устройством зажима – сочетание чугуна и дерева.
Некоторые столярные модели тисков оснащены быстрозажимными винтами для удобства позиционирования подвижной губки и предварительного зажима.
Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.

Профессиональные станочные тиски могут комплектоваться различными зажимными планками
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.

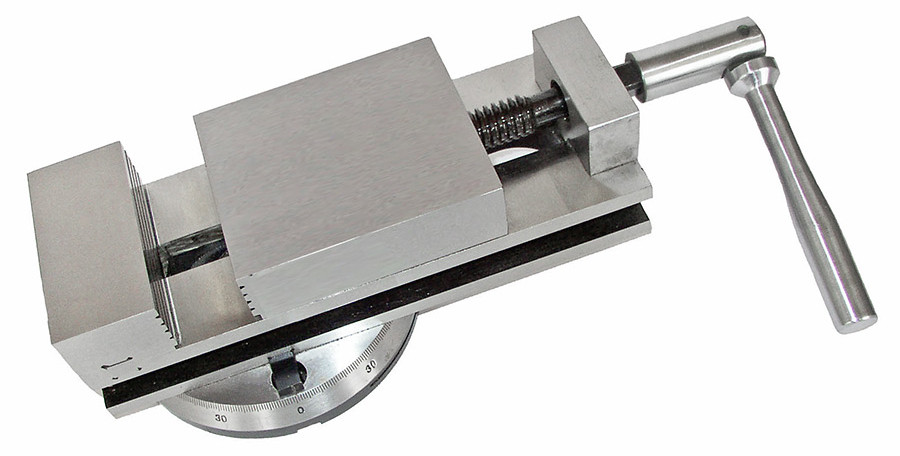
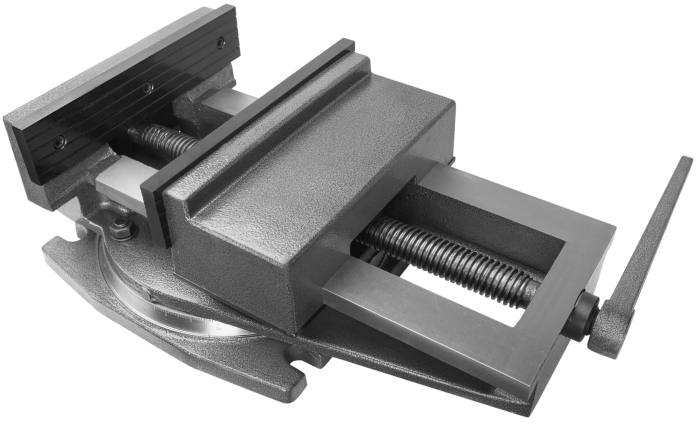
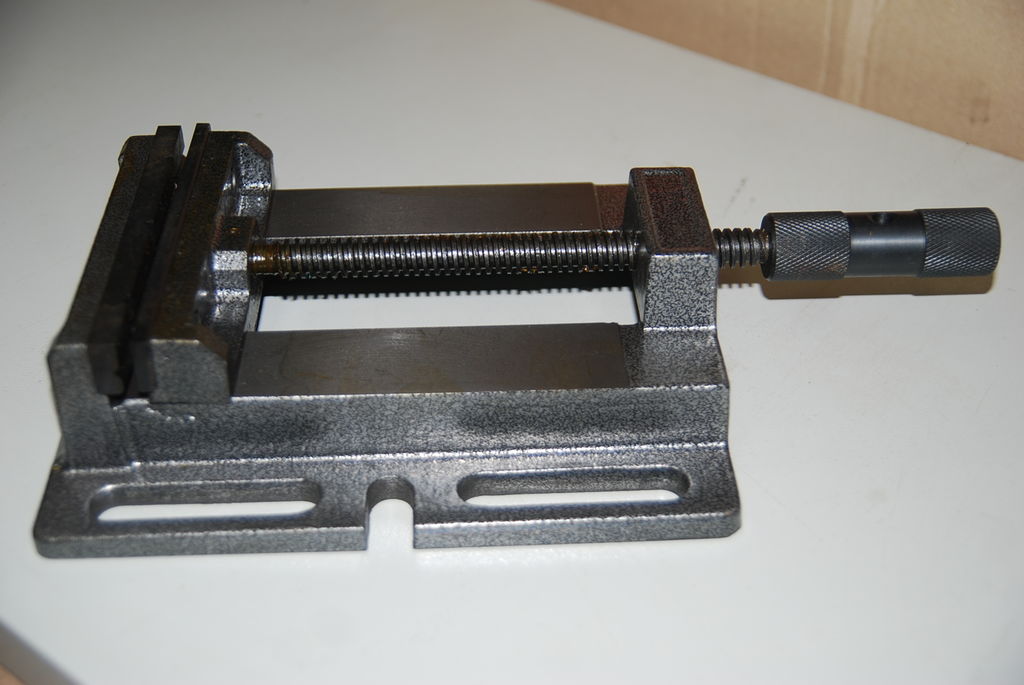
Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.
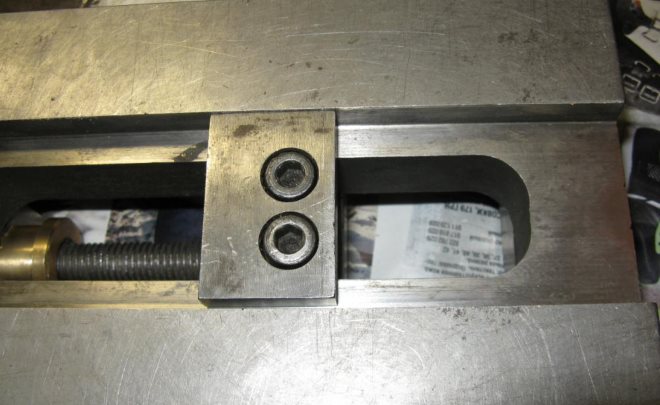
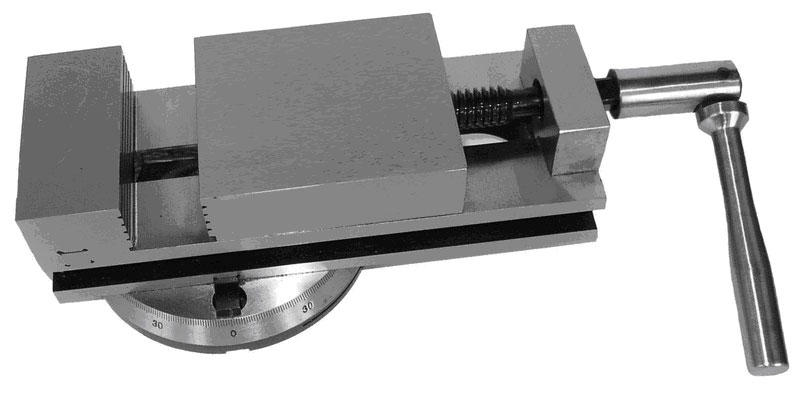
Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.







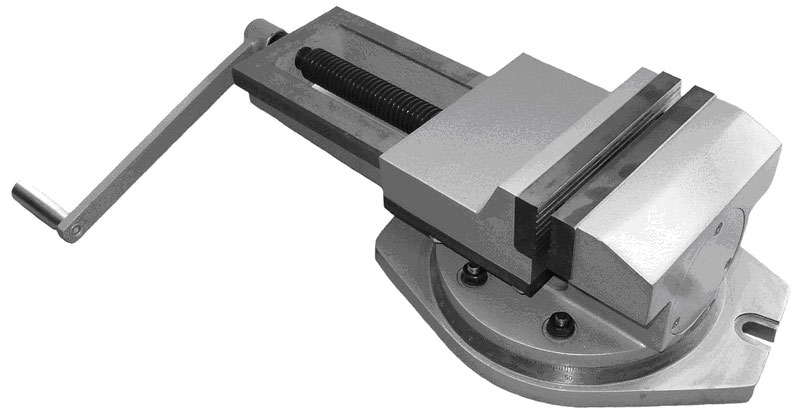
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании

Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.
В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.

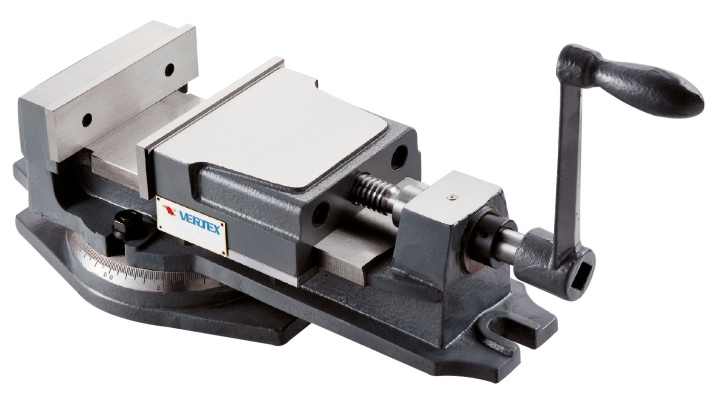
Тиски с призматическими губками
Применение фрезерных станочных тисков
Поворотные устройства не могут использоваться сами по себе, а только в сочетании с фрезерным станком. В таких агрегатах тиски применяют для того, чтобы очень надежно зафиксировать заготовку под деталь и позволить фрезеровщику ее обработать. Такое станочное фрезерное устройство используют в основном:
- в небольших мастерских;
- в цехах крупных заводов.
Фрезерные поворотные устройства используются в небольших мастерских для изготовления мебельной фурнитуры, а также для работы с небольшими объектами из металла, например, ключами сложной конфигурации. Также они применяются при работе с пластиковыми окнами, когда требуется их подгонка.
В крупных заводских цехах фрезерные тиски используют при изготовлении авиационных турбин, деталей двигателей и других механизмов, конструкция которых имеет сложную форму.
Изготовление столярных тисков
Для обработки деревянных заготовок требуются столярные тиски. Они применяются как при изготовлении новых деталей, так и при ремонте существующих. Работать с деревом при применении слесарных тисков неудобно. Именно поэтому многие решают изготовить еще и столярные, которые имеют ряд своих особенностей.
Простейшая конструкция представлена сочетанием следующих элементов:
Подвижная губка, при изготовлении которой используется деревянный брус
Особое внимание следует уделить выбору бруса, так как он не должен иметь трещины и другие дефекты. Даже несущественные дефекты могут привести к тому, что при нагрузке материал треснет.
Корпус собирается из массивного деревянного бруса
Этот элемент неподвижный, выступает в качестве второй зажимной губки. Рекомендуется выбирать древесину дорогих пород, которая не имеет большого количества сучков.
Направляющие изготавливаются из металла, так как на них будет оказываться серьезная нагрузка. Лучше всего выбирать нержавеющую сталь. Кроме этого, во время эксплуатации направляющие следует периодически смазывать.
Перемещение подвижной губки обеспечивается металлическим винтом. Применяемый винт должен иметь довольно крупную резьбу, так как в противном случае он не выдержит сильную нагрузку.
Вороток, через который ходовому винту передается вращение. С применение рычага большей длины существенно увеличивается оказываемая нагрузка.
К особенностям изготовления можно отнести следующие моменты:
- Изготавливаемый корпус крепится на столе или верстаке при помощи длинных шурупов и болтов. Применяемые крепежные материалы должны иметь большой диаметр и изготавливаться из прочной стали.
- В подвижной губке и корпусе создается три отверстия, которые требуются для размещения направляющих. Для того чтобы обеспечить совпадение осей проводится сверление всех отверстий одновременно в обоих брусках. В противном случае может возникнуть ситуация, когда отверстия расположены друг относительно друга неточно.
- После установки направляющих на них надеваются подвижные зажимные губки. Центральное отверстие требуется для винта, который будет служить в качестве ограничителя. На обратную сторону винта надевается гайка и после этого приваривается.
- Вороток закрепляется на переднем конце ходового винта. Для этого создается отверстие соответствующего диаметра. Крепление можно провести путем приваривания воротка.
Самодельные конструкции ничем не уступают промышленным. Они также могут быть рассчитаны на воздействие большой нагрузки. Создаваемые тиски могут обладать самыми различными качествами, так как они создаются мастером в зависимости от потребностей.
Виды
Различают несколько видов слесарных тисков.
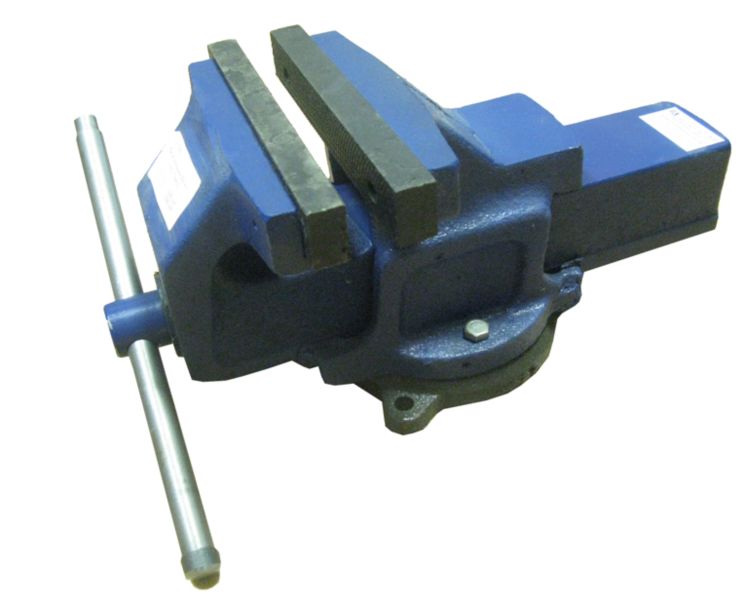
Параллельные
Данный вид относится к станочным тискам. Это самый популярный и востребованный вид тисков, поскольку позволяет обрабатывать деревянные, металлические, пластмассовые изделия, а также заготовки из других материалов и длинные детали. Тиски могут быть с ручным приводом, который вызывает движение ходового винта.
Существуют также усовершенствованные модели с модернизированной конструкцией, что позволяет их устанавливать не только на верстак, но и на пол. У данных моделей крепежный механизм обладает простым устройством, и их монтаж осуществляется легко и быстро.







Параллельные модели, в свою очередь, подразделяются еще на несколько типов.
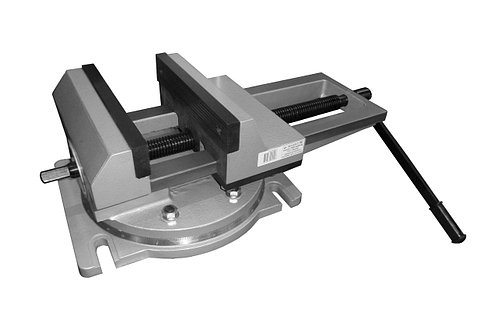
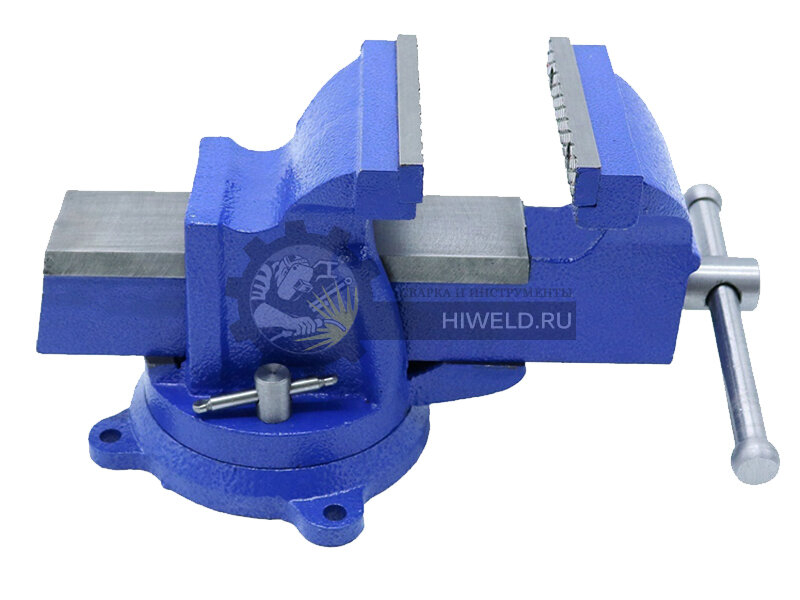
Поворотные тиски
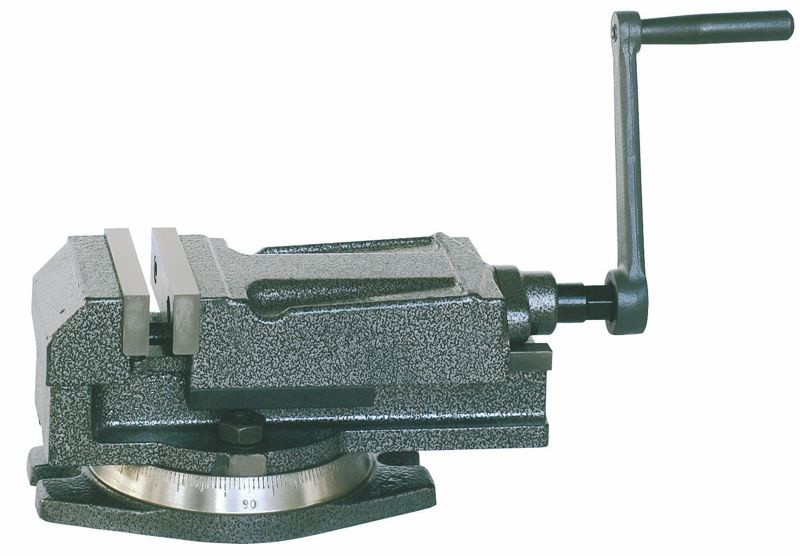
Они имеют такую конструкцию, которая обеспечивает вращение прибора. Основание корпуса надежно и жестко фиксируется к рабочему столу. Неповоротная губка оснащена поворотной частью и соединяется с основанием посредством направляющего винта, имеющего рукоятку, что позволяет поворачивать тиски вокруг оси (вертикальной или горизонтальной) на угол 60-360 градусов. Таким образом, тиски можно повернуть в каждый угол рабочего стола.

Неповоротные или стационарные
Данный вид имеет неповоротное основание, которое фиксируется на верстаке болтами. Такие тиски можно использовать только в одном положении. Для изменения положения обрабатываемого изделия следует сначала разжать губки, изменить вручную положение заготовки, а затем вновь ее зафиксировать.

Их используют для обработки мелких заготовок, когда деталь невозможно держать рукой, или для выполнения работ и одновременным удержанием тисков одной рукой. При необходимости обработки изделия 2 руками, ручные тиски дополнительно фиксируются параллельными моделями.


Стуловые модели
Такие тиски применяют для выполнения трудоемкой работы с применением ударной силы (например, клепки). Они устанавливаются на краю рабочего стола, а свое название получили благодаря фиксирующему элементу, похожему на стул.
Их конструктивной особенностью является двойная фиксация неподвижной губки. К горизонтальной поверхности губка фиксируется посредством лапки (специальной платины). Ее нижняя часть крепится к ножке верстака. Такой метод крепления отличается высокой устойчивостью к мощным ударам сбоку.
Другой особенностью является иное направление перемещения подвижной губки: оно происходит по дуге, а не по прямой траектории. Конструкция дает возможность работать с изделиями сложной конфигурации.

Трубные тиски
Детали круглой формы невозможно обработать в обычных слесарных тисках. Для этого существуют трубные модели. Данные тиски имеют губки с вогнутой формой, что позволяет надежно фиксировать трубки или круглые заготовки.
В зависимости от типа крепления, кроме стационарных, существуют еще переносные модели, фиксирующиеся к поверхности присосками или при помощи струбцин. Преимущества этих видов фиксации заключается в возможности использования без постоянного рабочего места.

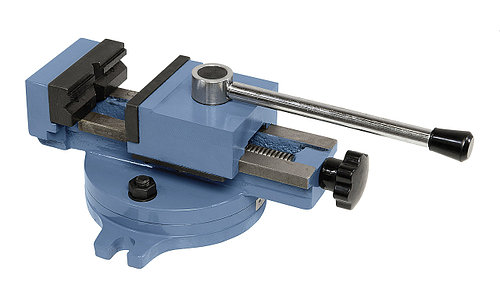
Существуют также и быстрозажимные виды инструмента. Их особенностью является наличие быстрозажимного механизма, который сокращает длительность установки и обеспечивает удобство во время работы. Чтобы установить губки в нужное положение или, наоборот, их разомкнуть, не требуется вручную вращать зажимное устройство, а следует только нажать на спусковой курок.
Профессиональные модели слесарных тисков могут отличаться более крупными габаритами, наличием наковальни большого размера, упорного подшипника на винте, который упрощает зажим детали, регулировочных винтов для устранения зазора.

Особенности тисков
Практически любой мастер, который проводит много времени в собственной мастерской или гараже, знает, что обойтись без рассматриваемого приспособления практически невозможно. При механической обработке к заготовке прикладывается большое усилие. Создать слесарные приспособления своими руками решают для достижения следующих целей:
- Повышения точности обработки. Из-за вибрации и смещения заготовки может существенно снизиться точность проводимой операции. На различных станках крепление проводится при применении специальной конструкции. Однако некоторые самодельные или бытовые станки не имеют устройства, предназначенного для фиксации заготовки. Слесарные тиски имеют широкую область применения, могут использоваться при выполнении сверлильной или иной операции.
- Существенного повышения качества выполняемой операции, связанной со сверлением, фрезерованием или обработкой граней. При механической обработке часть вибрации передается узлу, который применяется для крепления заготовки. За счет этого можно повышать скорость резания или увеличивать подачу. При сверлении можно создавать сквозное отверстие без опаски, что сверло войдет в плиту станка.
- Обезопасить мастера, так как во время работы не нужно руками фиксировать заготовку. Если удерживать деталь руками во время работы, велика вероятность, что приложенное усилие приведет к ее смещению. В некоторых случаях могут пострадать руки. Работа при использовании специального фиксирующего устройства более безопасна. К примеру, при сверлении и фрезеровании можно установить деталь и закрыть зону резания специальным экраном.
- Повысить комфорт во время обработки заготовки. При ручной механической обработке применение тисков позволяет освободить руки.
Прочные тиски своими руками в домашних условиях можно изготовить из профильной трубы. Полученная конструкция будет обладать компактными размерами, может жестко крепиться на основании. Применяются подобные тиски для работы с различными заготовками, так как устройство может оказывать различное давление на губки.
Конкуренты тисков
Единственным конкурентом поворотных тисков являются тиски неповоротные, однако, как следует из названия, они не обладают одной достаточно важной функцией. С другой стороны, тиски без поворотного механизма стоят несколько дешевле, так что, если при создании нужной вам детали не требуется её поворот – вы можете приобрести простые тиски, сэкономив около 10% от стоимости ручных тисков или же 30-35% от стоимости гидравлики
Кроме того, как мы уже упоминали, существует небольшая конкуренция между маломощными гидравлическими тисками и аналогичными ручными. Здесь уже решать конечному пользователю, что ему лучше – значительная экономия или возможность полностью отказаться от утомительной процедуры подгонки тисков вручную. Мы же просто отметим, что гидравлические и пневматические тиски гораздо менее надежны, чем классическая механика – учитывайте это в своих рассуждениях.




В последнее время машинная обработка с ЧПУ все больше проникает во все сферы промышленности, и тиски для таких станков сыграли существенную роль, особенно гидравлические 3ех координатные. Видеоролик представленный ниже продемонстрирует применение таких тисков в машинной обработки
Проблемы

Экземпляры из чугуна менее прочны по сравнению с изделиями из стали. Остальные неудобства связаны с индивидуальными особенностями каждого типа.
Минусы слесарных тисков
- Чаще всего имеют люфт.
- Требуется выравнивание губок, которое не всегда возможно без использования профессионального инструмента.
- Быстрый износ стопорных шайб предполагает их регулярную замену.
- Длинномерные детали сложно зажать поперек губок.
Минусы стуловых тисков

- Непрочность крепления инструмента на верстаке и захвата.
- Захват узких предметов при зажиме возможен только верхними частями губок, а широких – нижними. Это происходит, потому что их рабочие поверхности параллельны друг другу не во всех положениях.
- Зажимы врезаются в деталь, оставляя на ней вмятины.
- Винт с открытой нарезкой загрязняется и склонен к быстрому износу.
Минусы станочных тисков

- Ориентированы на подъем деталей за счет перекоса губки по вертикали, поэтому при неровной укладке на заготовке остаются следы тисков.
- Для нивелирования перекоса под основание подвижной губки приходится подсовывать фольгу или применять тиски, захватывая детали только верхним краем.
Минусы ручных тисков

- Малая ширина и разбег губок не позволяют обрабатывать крупные элементы.
- Корректный зажим предусмотрен только для мягких металлов, но зубцы, которыми оснащается большинство ручных моделей, оставляют на нем вмятины.
- Не подходят для работы под углом без дополнительных приспособлений.
- Невозможно зажать габаритную деталь в нужном положении.
Минусы столярных тисков

- Не годятся для обработки деталей с повышенной жесткостью.
- Чаще применимы лишь в качестве бытового подручного инструмента.
- Модели без верстаков непопулярны из-за пониженной жесткости захвата.
- Вариации с верстаками чаще идут в расширенной комплектации, требовательны к пространству и освещению.
Устройство и характеристики
Стандартные тиски состоят из следующих основных элементов:
- Основание – фактически корпус тисков с опорной плитой, предназначенной для фиксации инструмента на столе, станке или верстаке, иногда оснащается наковальней. Крепление чаще всего болтовое, вакуумное (по типу присоски) или магнитное.
- Губки. Как правило, их две: неподвижная и подвижная. Первая является частью основания, а зажим детали осуществляется посредством движения по направляющим второй губки к первой. Каждая губка имеет плоские съемные накладки, которые называются щечками. Внутренняя поверхность может быть полностью гладкой, что предотвращает повреждение мягкой детали при ее зажиме, рифленой с глубокой фрезеровкой, обеспечивающей лучшее сцепление, а следовательно, фиксацию заготовок, или с мелкой насечкой для тех же целей. Во втором случае каждая отдельная ячейка рифленого рисунка имеет форму острой или срезанной пирамиды, либо же на щечке прорезаются вертикальные или горизонтальные борозды по всей длине.
- Зажимной винт с поворотной ручкой – собственно механизм, отвечающий за движение губки. Ходовой винт проходит сквозь всю конструкцию инструмента, а ручка необходима для его вращения без использования гаечного ключа или другого инструмента.
Конструкция разных видов тисков может значительно отличаться от описанной выше.
Так, например, вместо механического поджима винтом может использоваться гидравлика.
Также некоторый инструмент имеет двойные губки, то есть две пары, расположенные друг над другом.
В этом случае верхние губки – основные, имеют, как правило, классическое исполнение.
Нижние – дополнительные, для решения специфических задач.
Хорошим примером служат V-образные варианты литой или сборной конструкции, предназначенные для удержания заготовок с круглым поперечным сечением.
Еще одно интересное дополнение, которое чаще всего встречается на малых настольных тисках – кнопка блокировки губок, при помощи которой процесс разжима или фиксации заготовок многократно ускоряется.
Материал
По материалу изготовления тиски бывают:
- Металлические – чаще всего это чугунные инструменты, нередко встречаются и стальные, алюминиевые, дюралюминиевые варианты.
- Деревянные – часть столярного верстака, иногда самостоятельная конструкция. Предназначены для фиксации деревянных заготовок. Все элементы, кроме прижимного механизма (редко и он тоже) изготовлены из мягких, но одновременно прочных пород древесины, например, сосны.

Щечки зачастую изготавливаются из мягких материалов таких как: цветных металлов, дерева и даже твердой резины.
Учитывая, что их можно приобрести отдельно, механические характеристики подбираются индивидуально под материал зажимаемой детали.
Также производятся твердые каленые (примерно до 45 HRC) губки из стали.
Размеры и вес
Учитывая огромное количество видов тисков, можно смело говорить о действительно широком диапазоне их размеров.
Классические же слесарные инструменты, которые по праву считаются самыми популярными, так как подходят для решения большинства задач, имеют следующие размеры:
- • Малые: длина – 290 мм, высота – 140 мм, высота губок – 50 мм, ход губок – 80 мм, масса – 8 кг.
- • Средние: длина – 372 мм, высота – 180 мм, высота губок – 70 мм, ход губок – 125 мм, масса – 14 кг.
- • Большие: длина – 458 мм, высота – 220 мм, высота губок – 90 мм, масса – 27 кг, а губки раздвигаются на 160 мм.
Существуют модели, размеры которых намного превосходят указанные выше.
Так, например, длина классических тисков Т-250 составляет 668 мм, а вес – 60 кг.
Их высокие губки выступают на 125 мм, и имеют ширину в 250 мм.
Приблизительные размеры стуловых тисков:
- Длина, ширина и высота: 370 – 400 мм, 180 – 200 мм, 180 – 200 мм.
- Рабочий ход подвижной губки: 120 – 160 мм.
- Высота губок: 65 – 75 мм.
- Масса: 13 – 19 кг.
Ручные тиски в среднем имеют длину 22 – 90 мм, ширину 6 – 45 мм, а высоту 100 – 150 мм.
Разновидности слесарных тисков
В целом все тиски можно разделить на две группы:
- Поворотные. Их механизм устроен так, что обрабатываемую деталь можно повернуть в нужную сторону, не вынимая из зажима тисков. Такие модели наиболее часто используются на станках при сверлении деталей. Поворотные тиски часто содержат наковальню, за счёт которой возрастает их прочность и расширяется круг выполняемых действий. Наковальня имеет разную длину и ширину, в зависимости от модели тисков.
- Неповоротные. В таких тисках обрабатываемая деталь плотно фиксируется зажимом и остаётся в статичном положении в течение всего периода работы.
Более узкая градация разделяет тиски по типу специализации:
- Ручные — компактные тески небольшого размера. Их можно удерживать руками. Применяются такие тиски при работе с деталями небольшого размера. Имеется два вида ручных тисков:
- Оснащённые рычагами. Это небольшие тиски, по форме напоминающие плоскогубцы с зажимом. Регулируя фиксатор, состоящий из двух рычагов, можно устанавливать ширину зазора для удерживаемой между губками детали.
Оснащены губками, которые сходятся между собой за счёт вращения рукоятки. В основании таких щипцов имеется специальная присоска, с помощью которой тиски легко фиксируются на гладкой поверхности и остаются в неподвижном положении во время обработки детали или заготовки.







Если предстоит работа с хрупкими малогабаритными деталями, лучше приобрести тески, пластины которых будут покрыты мягким материалом, что предохранит заготовку от случайного повреждения при сильном зажиме. Самый лучший вариант таких тисков — это те, у которых имеется наименьший люфт при разведённых губках.
Ручные слесарные тиски могут быть поворотными и неповоротными. Их можно просто ставить на стол, плотно фиксируя к его поверхности, а можно прикрепить сбоку за счёт крепёжного механизма.
- Стуловые. Были так названы благодаря тому, что их крепили на основание, по форме напоминающее стул. Сейчас их устанавливают на металлические верстаки. Такие тиски используются при проведении тяжёлых работ с применением силы: когда нужно согнуть детали, что-то расплющить или расклепать. Особенность стуловых тисков — способ развода губок. Подвижная пластина отодвигается от статичной по дуге. Неподвижная пластина снабжена лапой для более плотной фиксации. Стуловые тиски часто снабжены наковальней. Модели подвижны, их можно поворачивать в нужную сторону.
- Параллельные. Особенность этих тисков в том, что его губки раздвигаются равномерно. Подвижная пластина отодвигается от статичной губки параллельно без скачков. Размер детали, которая будет подвергаться обработке, не влияет на то, какая именно пластина будет её фиксировать.
Конструкция тисков устроена так, что оборудование можно устанавливать на верстак и даже на пол. Параллельные модели тисков могут быть как неповоротными, так и поворотными. Их можно смещать на произвольный относительно основания угол. Такое их качество считается наиболее удобным при использовании.
Модели тисков со свободным ходом обеспечивают надёжную фиксацию обрабатываемой детали. Регулирование зазора между губками осуществляется за счёт поворота ручки-фиксатора. При движении ручки вверх освобождается подвижная пластина. Когда ручка опускается, наоборот, происходит фиксация заготовки. Закрепить её можно, повернув рукоятку в сторону.
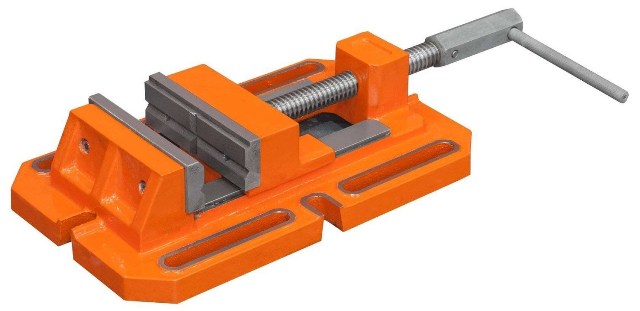
Конструкция и принцип действия
На сегодняшний день тиски для сверлильных станков представлены шикарным ассортиментом, в зависимости от предназначения они могут отличаться особенностями конструкции и функциональностью. Обязательными элементами данного устройства считаются несколько:
- Планка (основание). Она выступает несущим элементом в устройстве, к которому непосредственно крепятся все составляющие тисков. Так как именно на планке осуществляется процесс просверливания, ее выпускают из прочного металла.
- Две губки. Одна из них подвижная, другая неподвижная. Они отвечают за фиксацию заготовок. Чтобы губка могла точно перемещаться по основанию, ее нижняя часть имеет прямоугольный хвостик, вставленный в вырез, размещенный на неподвижной губке.
- Ручка с винтом. Он отвечает за перемещение одной из губок и соединяется с ней с помощью стопорного кольца. Вращаясь в резьбовом отверстии, винт приводит губку в движение.
- Рабочие пластины. Это один из важных элементов устройства, который в процессе работы тисков испытывает существенные нагрузки. Пластины обычно изготавливают из высококачественного металла, обладающего повышенной прочностью. Они крепятся к поверхности зажимных губок с помощью винтов.
- Дополнительные части (их наличие зависит от особенности модели). В обычном исполнении рабочая поверхность тисков плоская, в некоторых моделях она может быть вогнутой или угловой, что позволяет обрабатывать заготовки различных форм. Встречаются в продаже также и тиски, у которых прижимные планки подпружиненные. Они более удобны в эксплуатации.

Принципы работы всех тисков независимо от их конструктивных особенностей идентичен и основан на винтовой передаче. Все детали, установленные на планку, под воздействием вращательного элемента перемещаются. Положение зажимов изменяется с помощью вращения винта. Точность перемещения обеспечивается прямоугольным хвостиком, расположенным в нижней части подвижного зажима.






