
Как Самому Точить Пильные Диски Обычным Приспособлением
С целью повышения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать самую большую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, соответственно со стадией заточки, пользуйтесь таблицей по тексту статьи про бруски для заточки. К примеру, при использовании алмазных кругов, для предварительный заточки найдут применение круги с размером зерна 160/125 иначе говоря 125/100, для чистовой. 63/50 как еще его называют 50/40. Круги с размером зерна от 40/28 до 14/10 употребляются для удаления зазубрин.
Окружная скорость круга при заточке твердосплавных зубьев обязана стать около 10-18 м/с. Это значит, что с использованием круга поперечником 125 мм скорость вращения мотора подойдет около 1500-2700 об/мин. Заточка более хрупких сплавов делается при наименьшей скорости из данного спектра. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию завышенных напряжений и трещинок, а при и к выкрашиванию режущих кромок, при всем этом увеличивается износ круга.
С использованием станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга а возможно реализовано различными методами. перемещением одной пилы (движок с кругом неподвижен), одновременным перемещением пилы и мотора, перемещением только мотора с кругом (пильный диск неподвижен).
Выпускается много заточных станков различной функциональности. Более сложные и дорогие программируемые комплексы способны обеспечить на сто процентов автоматический режим заточки, когда нашему клиенту остается операции производятся без роли рабочего.
В более обычных и дешевеньких моделях после установки и закрепления пилы в положении, обеспечивающем нужный угол заточки, что остается сделать нашему клиенту последующие операции. поворот пилы вокруг собственной оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла. выполняются рабочим вручную. Такие обыкновенные модели целенаправлено использовать своими руками, когда заточка дисковых пил носит эпизодический нрав.
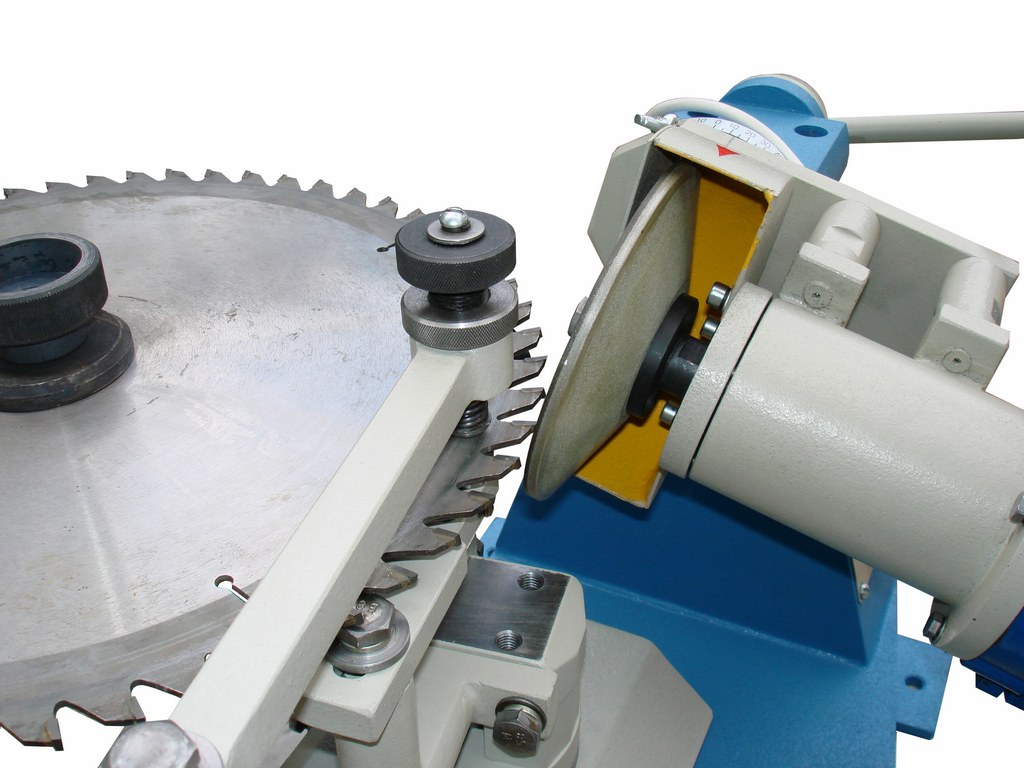
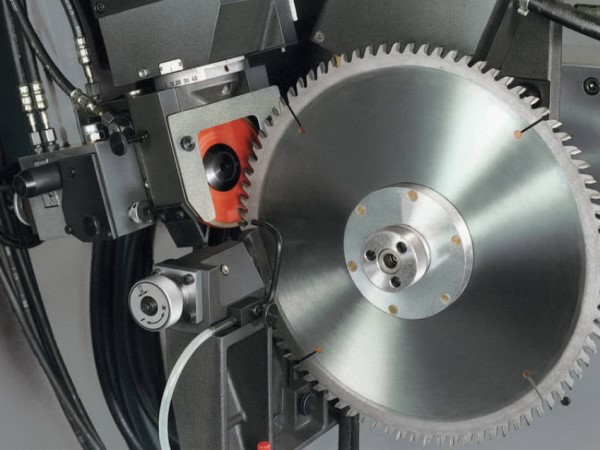
Примером простого станка для заточки дисковых пил будет служить система, фото в которой требуется представлена на фото ниже. Она состоит из 2-ух главных узлов. мотора с кругом (1) и суппорта (2), где устанавливается затачиваемая пила. Механизм поворота (3) служит для конфигурации угла наклона полотна (при заточке зубьев со скошенной фронтальной плоскостью). При помощи винта (4) пила сдвигается вдоль оси абразивного круга. Этим обеспечивается установка нужного значения фронтального угла заточки. Винт (5) служит для установки в требуемый рисунок положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Пила устанавливается на оправку, зажимается при помощи конусной (центрирующей) втулки и гайки, потом выставляется в строго горизонтальном положении средством механизма (3). Тем обеспечивается угол скоса фронтальной плоскости (ε1) равный 0°. У станков для заточки дисков, которые не имеют в механизме наклона интегрированной угловой шкалы, это делается при помощи обыденного маятникового угломера. В данном случае следует проверить горизонтальность станка.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливается нужный фронтальный угол заточки. Иначе говоря, пила передвигается в положение, когда передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
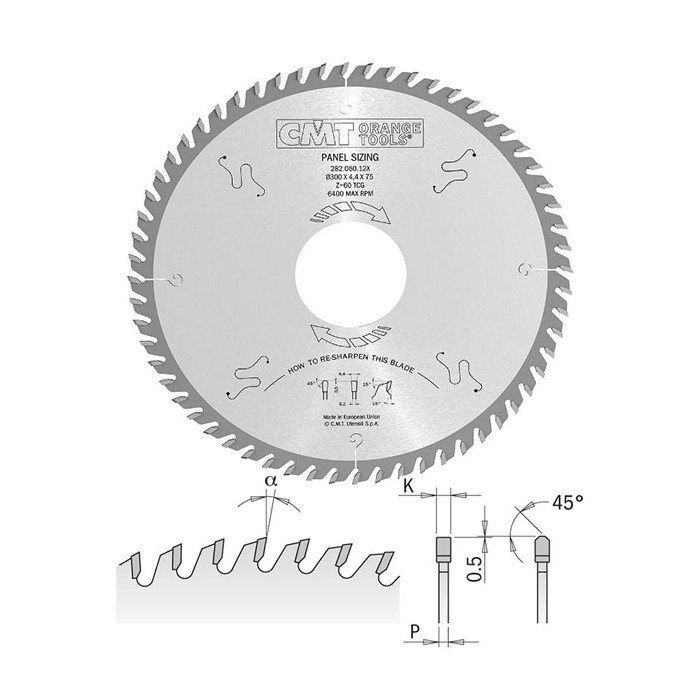
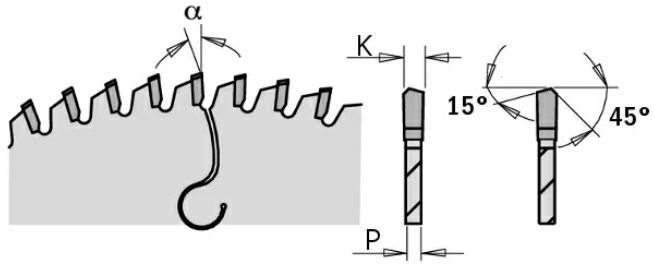
Геометрия твердосплавных зубьев
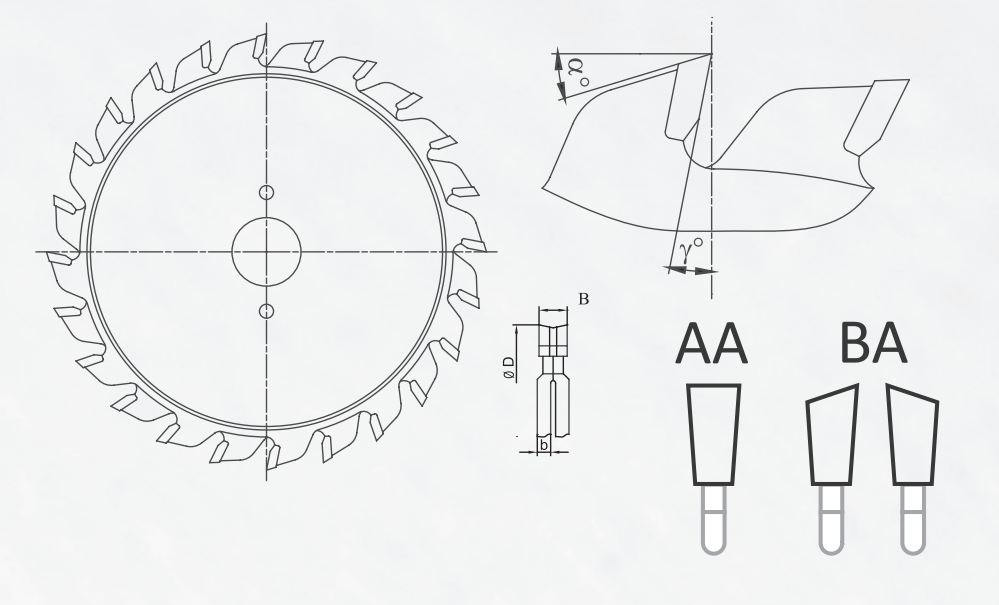
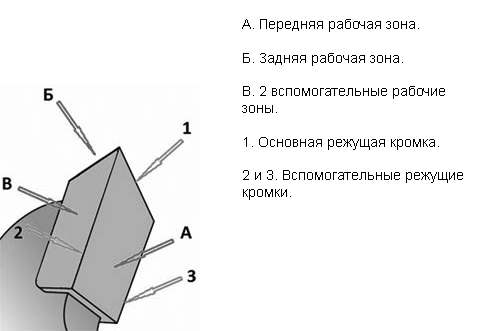
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
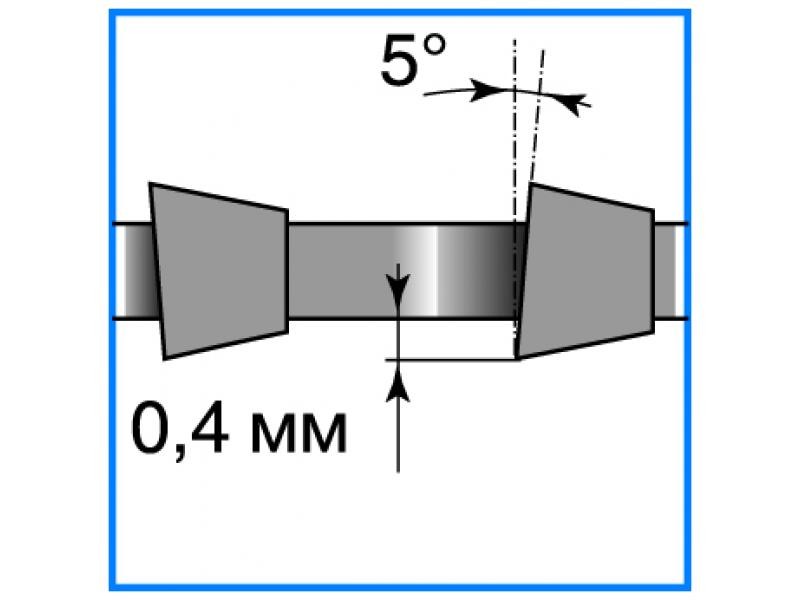
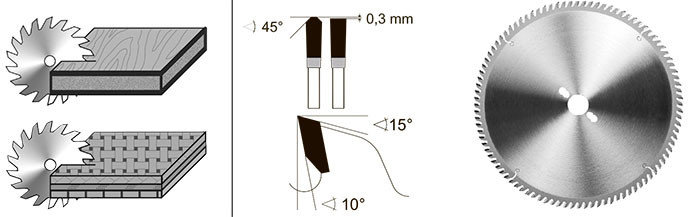
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.





Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
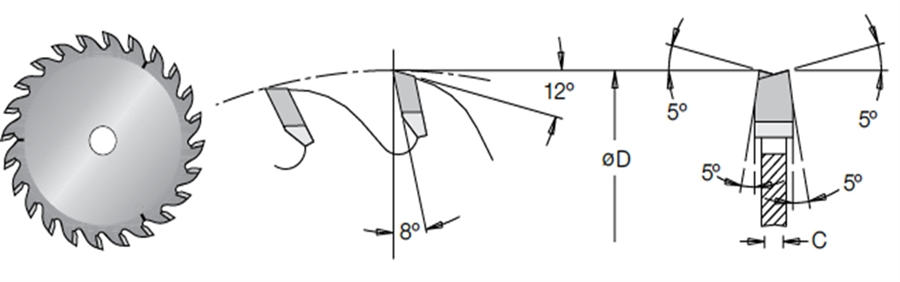
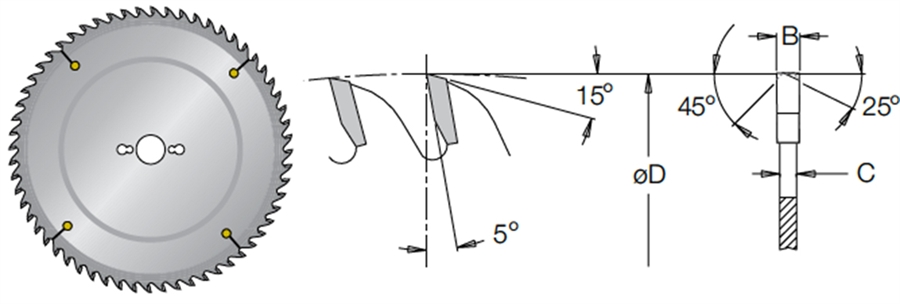
Углы заточки зубьев
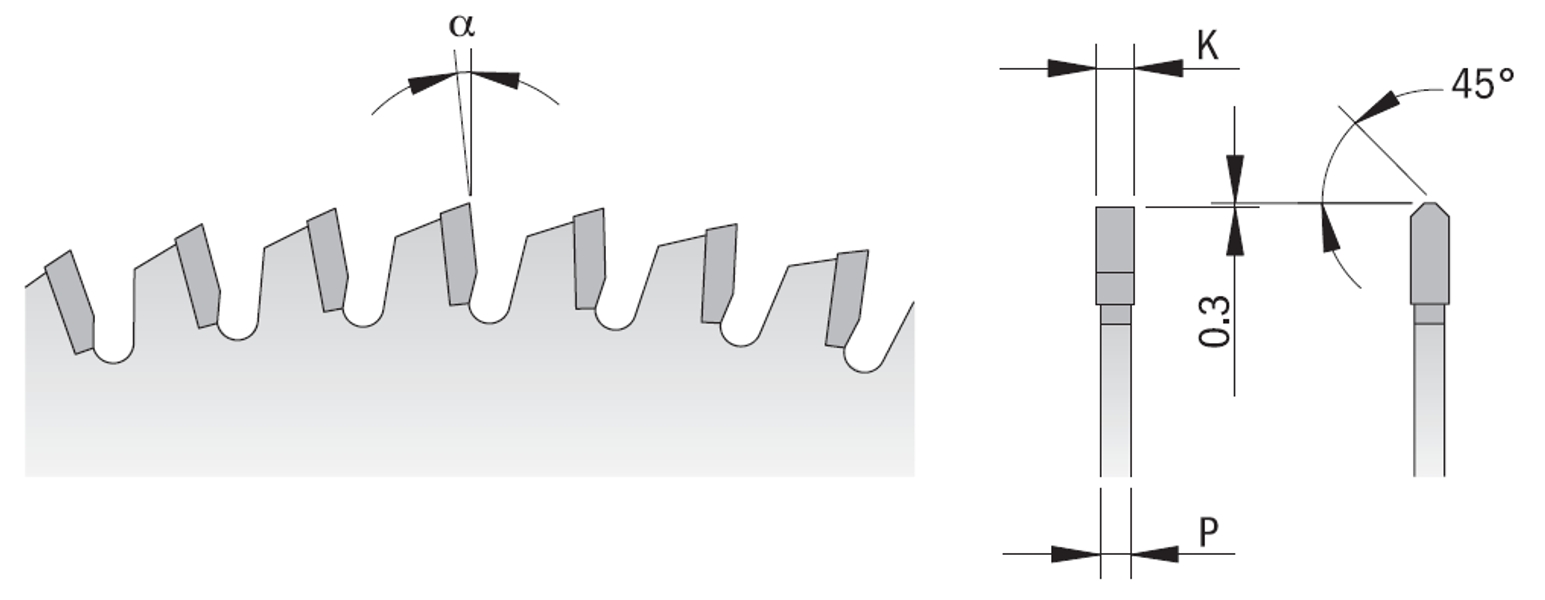
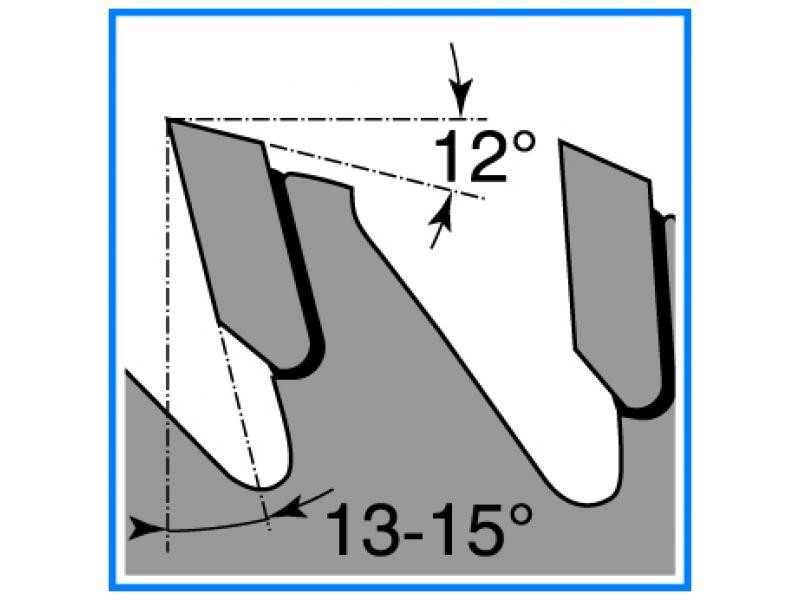
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
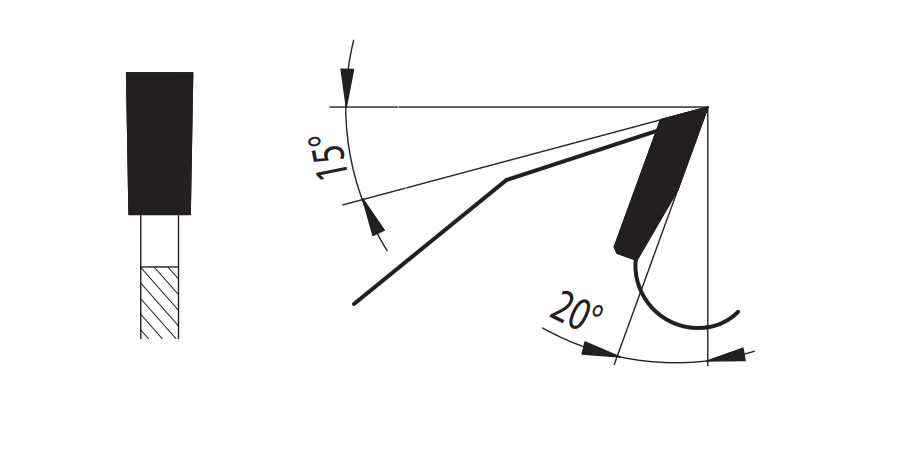
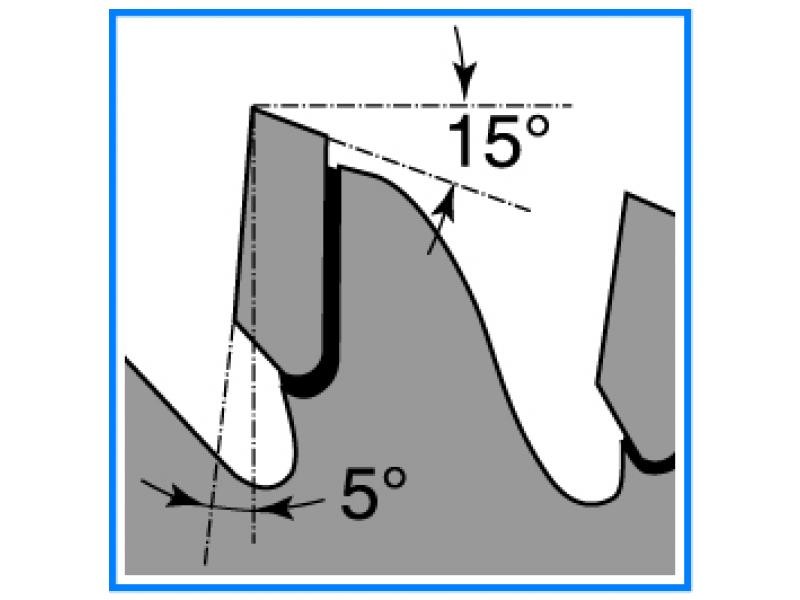
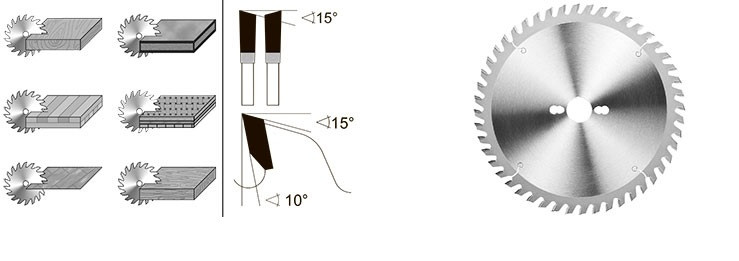
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.
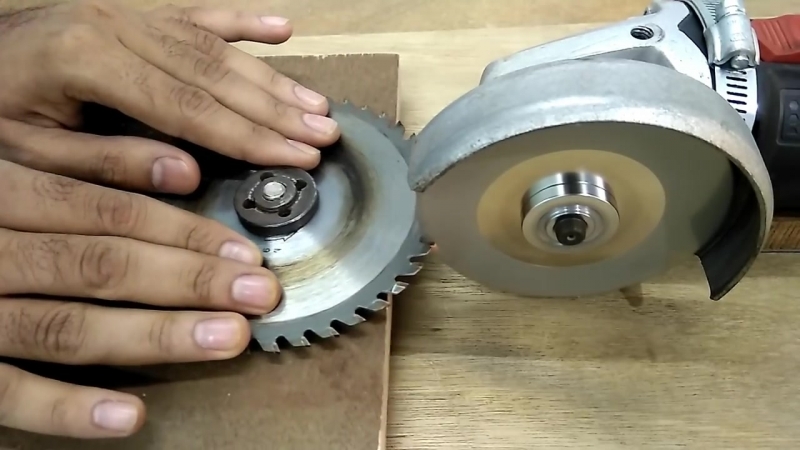
Болгарка для заточки дисковой пилы
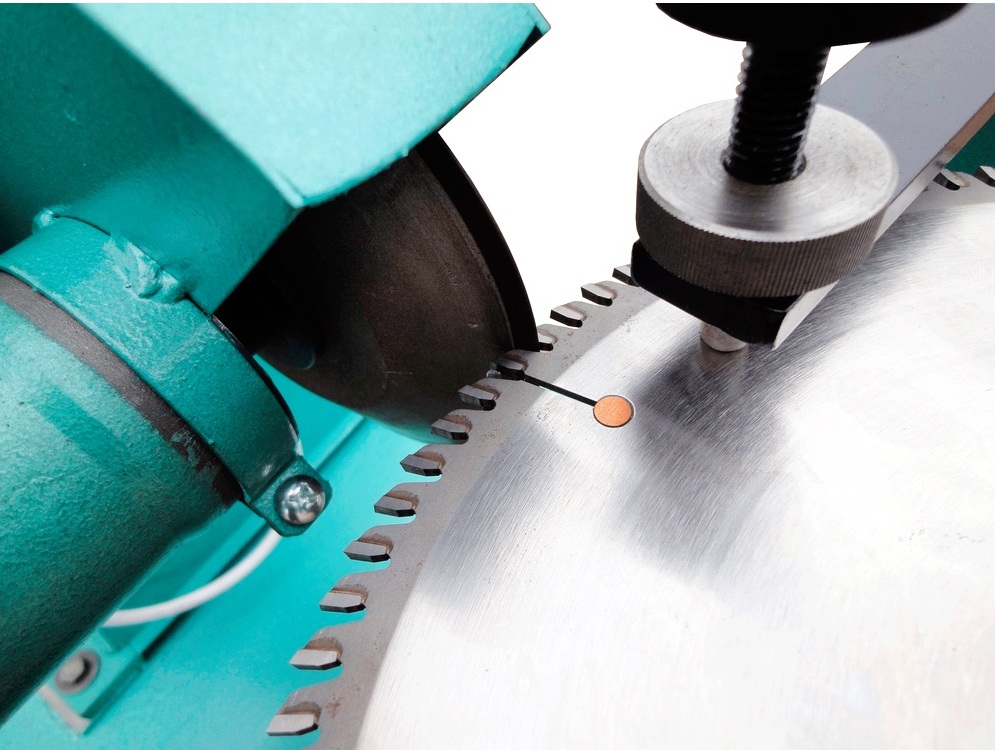
Использование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.



В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточить твердосплавный диск можно вручную, оселком, но эффект будет слабым. Без специальных устройств невозможно выдержать угол и снять равномерный слой со всех плоскостей.
https://youtube.com/watch?v=fcn9qfFhD10
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
Твердосплавные напайки требующей заточки и новой пилы
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.

Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.




Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.





