
Тип закалки ножовочных полотен
Полотна по металлу можно классифицировать по методу закалки:
- Полностью каленые
- С частичной закалкой
Каждый из методов закалки хорош по-своему.
Первые ножовки использовали полотна с полной закалкой. Полностью каленые полотна отличаются повышенными прочностными характеристиками. Разумеется, ножовочные полотна с полной закалкой встречаются и сегодня.
Каленое полотно по металлу меньше играет при распиле, следовательно увеличивается точность обработки. Главное преимущество каленых пил заключается в стойкости зубчатки к механическому износу. Зубья в таких полотнах долгое время не слизываются.
Конечно, в полностью каленых полотнах не обошлось без изъянов. Основным минусом таких изделий является хрупкость. С ростом твердости полотно становится все более и более ломким.
Для полотен с полной закалкой необходима ножовка с цельнолитой металлической рамой. Такие пилы практически не прогибаются в процессе обработки. Жесткая фиксация не дает пильному полотну лопаться под нагрузкой.

Частичная закалка полотна предполагает термообработку лишь одной зубчатки. То есть закалке подвергается лишь пильная кромка, это примерно 10-20% от всей поверхности полотна.
Ножовочные полотна по металлу с частичной закалкой считаются более современными. Эта разновидность полотен решает сразу 2 проблемы, которые характерны для аналогов с полной закалкой:
- Повышенная стоимость
- Хрупкость
Основная цель частичной термообработки заключается в том, чтобы сделать само тело полотна менее ломким. Полотна с частичной закалкой демонстрируют заметную пружинистость. Если в процессе распила полотно будет подвергнуто деформации, оно с высокой долей вероятности останется целым.
Полотна с закалкой одной зубчатки принято использовать в ножовках с телескопической, разборной или складной конструкцией. Такие пилы имеют в раме соединения, которые люфтят при рабочей нагрузке.
Из-за люфта ножовки пильное полотно по металлу подвергается нагрузкам как на скрутку, так и растяжение с прогибом. Полотна с полной закалкой при таких условиях обычно быстро лопаются, а аналогии с частичной термообработкой легко переносят побочные нагрузки.
Что еще нужно знать про виды полотен по металлу.

Конструкция изделия
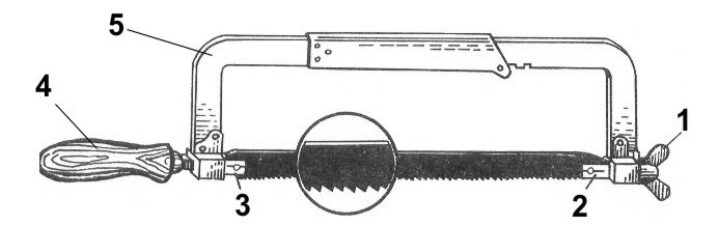
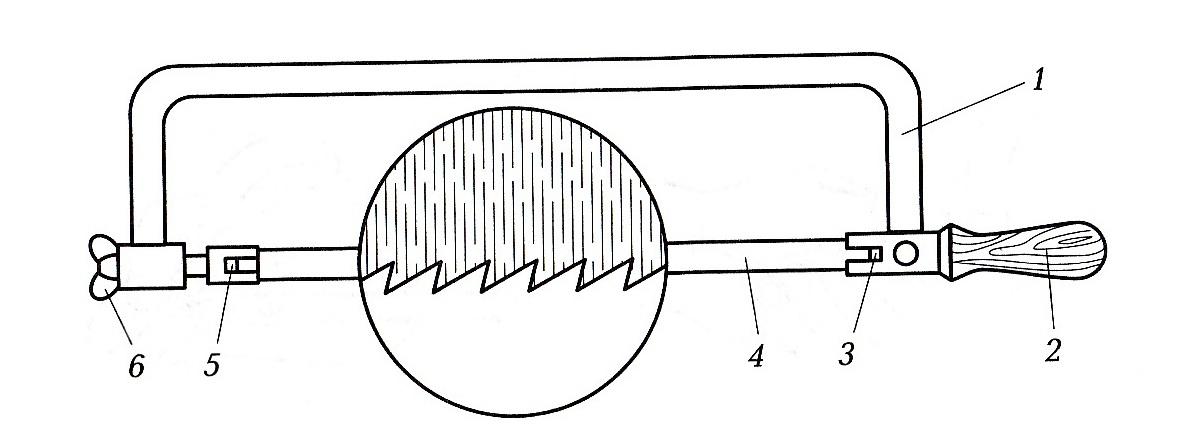
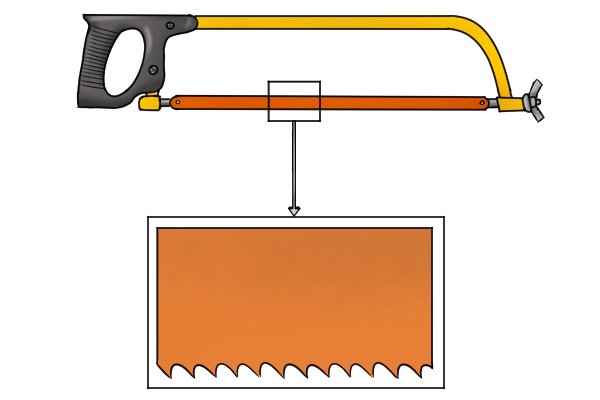
Конструктивное исполнение у данного инструмента практически одинаковое у всех моделей. Пила представляет собой С-образную дугу, между нижними краями которой закрепляется или натягивается полотно. Рабочей и основной частью этого инструмента выступает все то же ножовочное полотно по металлу, имеющее множество мелких зубьев.
Рукоятка — одна из трех основных деталей приспособления, играет значительную роль в плане удобства использования инструмента при длительной работе. Наиболее удачными в плане исполнения и комфорта применения считаются двухкомпонентные составные рукояти с резиновыми вставками.
Рама данного инструмента — это элемент, который предназначен для крепления полотна для ножовки по металлу. При производстве рамы могут использоваться разные материалы, однако от них зависит то, для какого типа работ будет использоваться пила. К примеру, если необходимо распиливать металлы высокой прочности, то лучше всего, чтобы рама была изготовлена из композитных материалов также высокой прочности.

Важно отметить, что конструкция рамы во многом определяет и условия работы. Если необходимо провести распиливание в труднодоступных местах, то лучше всего использовать раму с регулировкой угла наклона полотна или просто приобрести более короткий вариант приспособления. Полотно для ножовки по металлу представляет собой тонкую ленту, выполненную из твердого вида стали
Несмотря на то, что это единственная металлическая часть в конструкции пилы, она же является и самой уязвимой к поломке, так как толщина изделия очень мала
Полотно для ножовки по металлу представляет собой тонкую ленту, выполненную из твердого вида стали. Несмотря на то, что это единственная металлическая часть в конструкции пилы, она же является и самой уязвимой к поломке, так как толщина изделия очень мала
По этой причине при работе с данным инструментом очень важно следить за своими действиями
Неаккуратное и неосторожное обращение приведет к быстрой поломке хрупкого элемента конструкции
Само по себе стальное полотно по металлу, фото которого представлено ниже, не может распилить другие металлические детали. 
Осуществление этого процесса становится возможным благодаря нанесению на кромку полотна мелких зубьев, имеющих клиновидную форму
Очень важно обращать свое внимание на закалку этих зубьев при выборе инструмента. Правильный подбор приведет к тому, что срок эксплуатации значительно повысится, как и эффективность распила нужных деталей. В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями
В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями
Сами же полотна могут быть выполнены из разных видов стали, однако лучше всего остановить свой выбор на биметаллических
Если таких найти не удалось, то можно обратить внимание на каленые полотна. Эти элементы пилы изготавливаются из никелированной нержавейки с зубьями
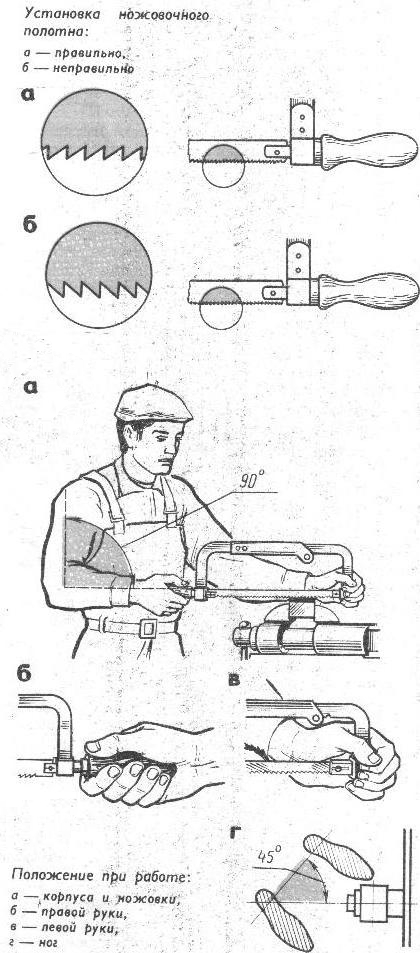
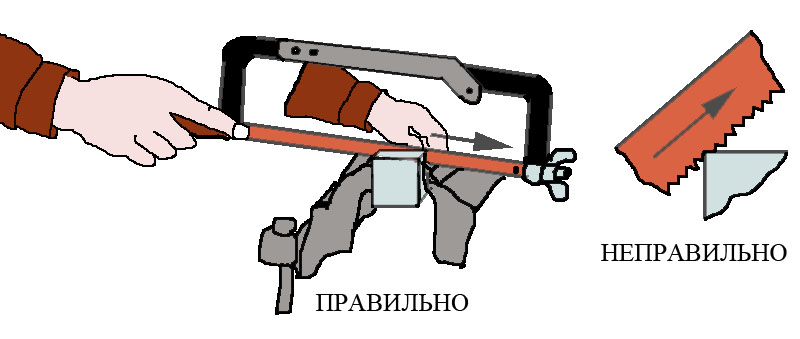
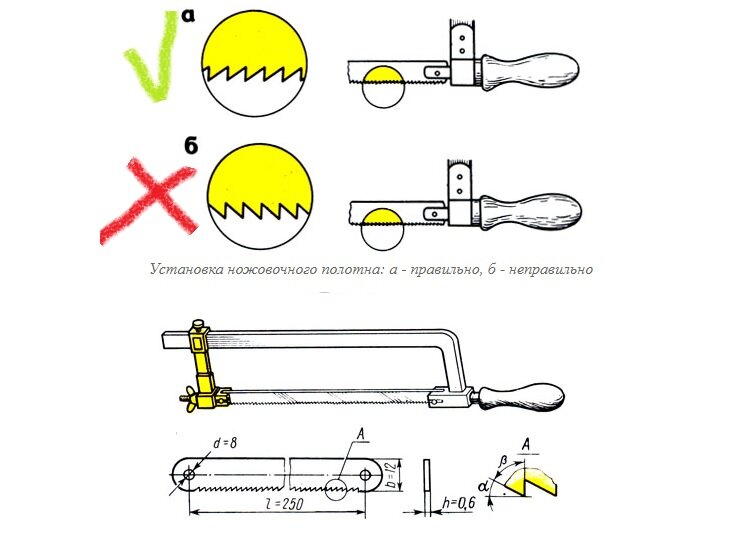
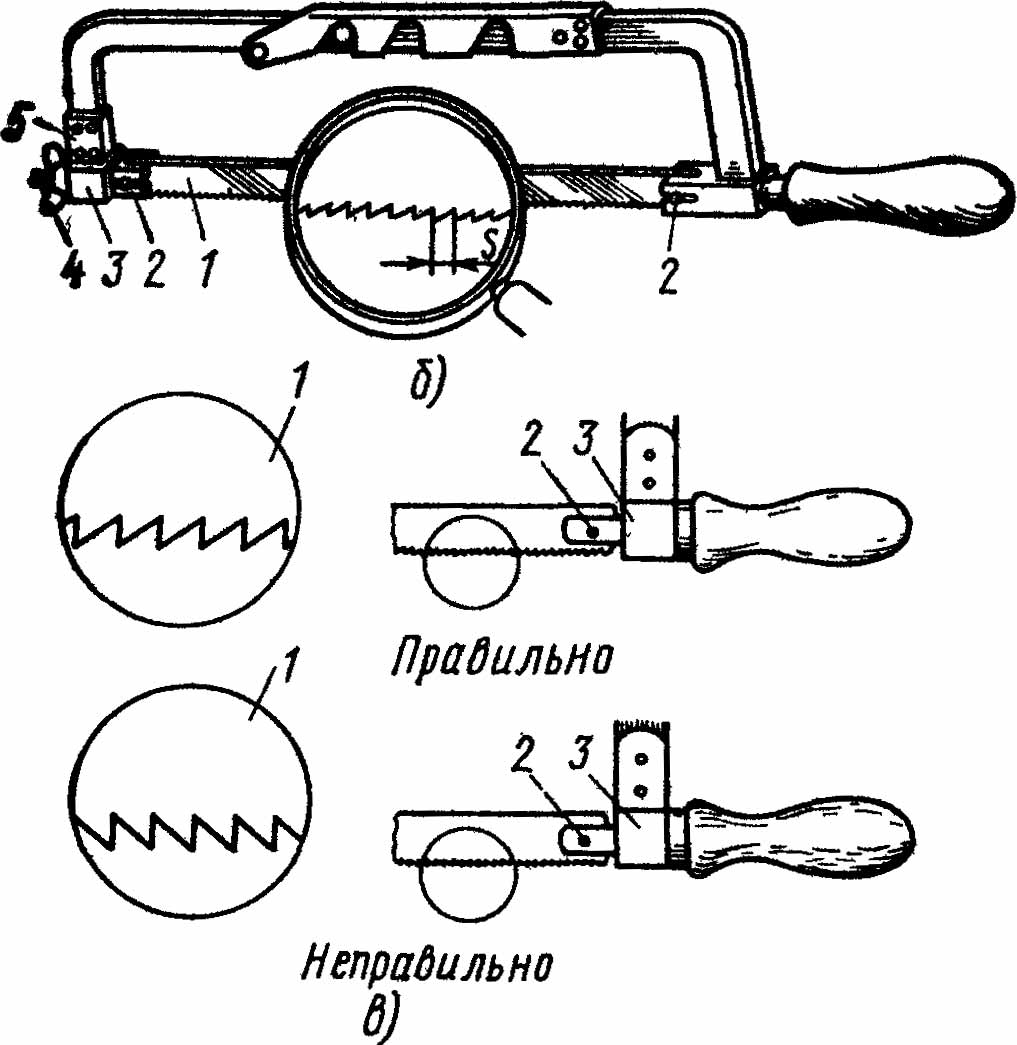
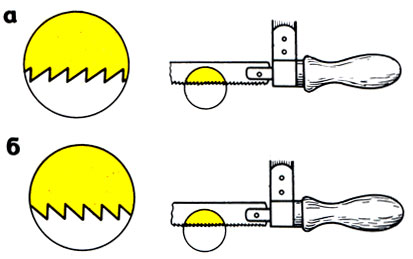
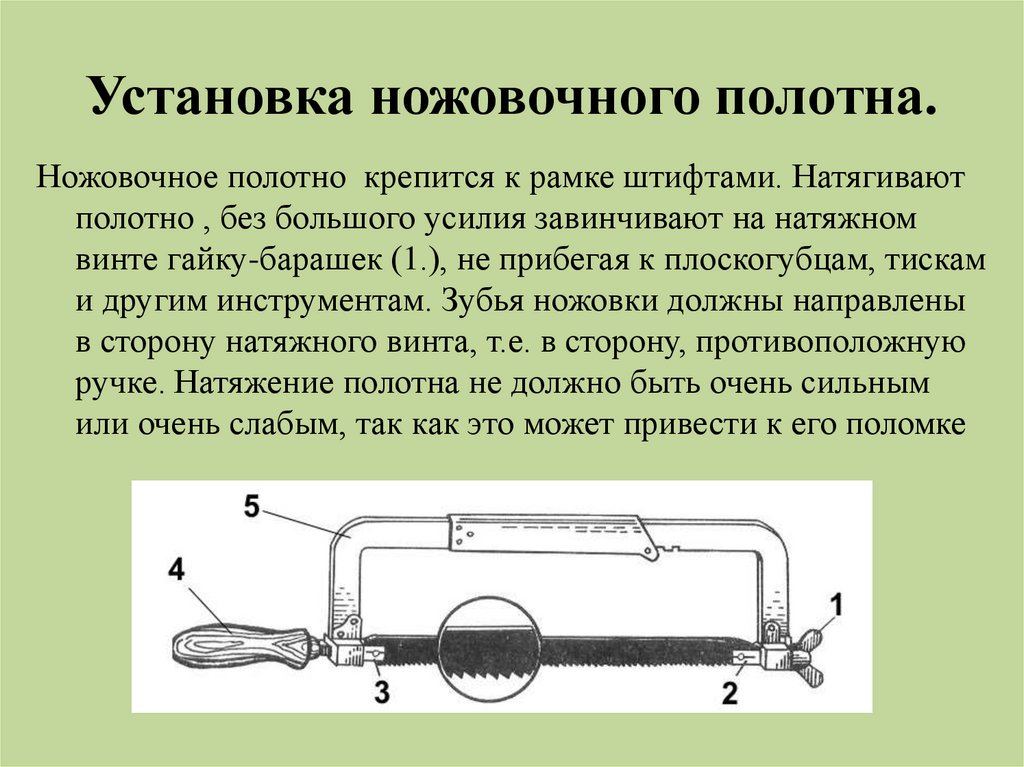
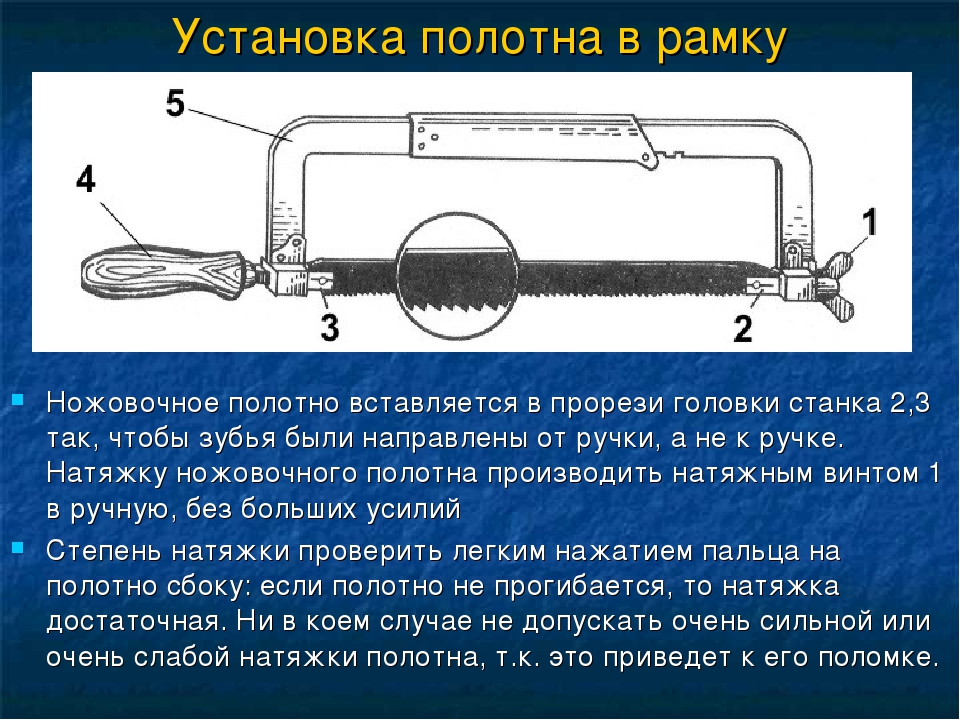
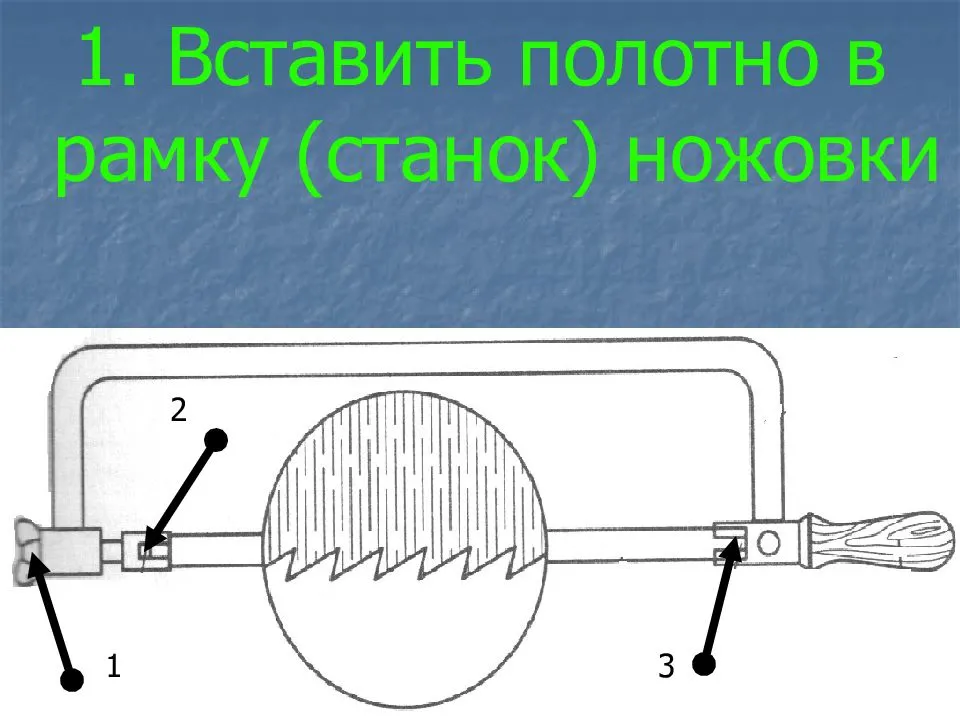
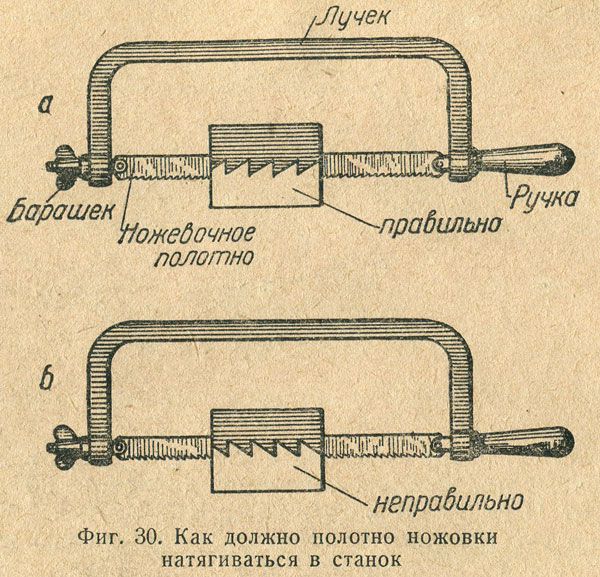
Стоит отметить, что крепиться полотно должно таким образом, чтобы зубья шли в противоположную сторону от рукояти
В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями. Сами же полотна могут быть выполнены из разных видов стали, однако лучше всего остановить свой выбор на биметаллических
Если таких найти не удалось, то можно обратить внимание на каленые полотна. Эти элементы пилы изготавливаются из никелированной нержавейки с зубьями
Стоит отметить, что крепиться полотно должно таким образом, чтобы зубья шли в противоположную сторону от рукояти.
Как пилить пилой правильно!
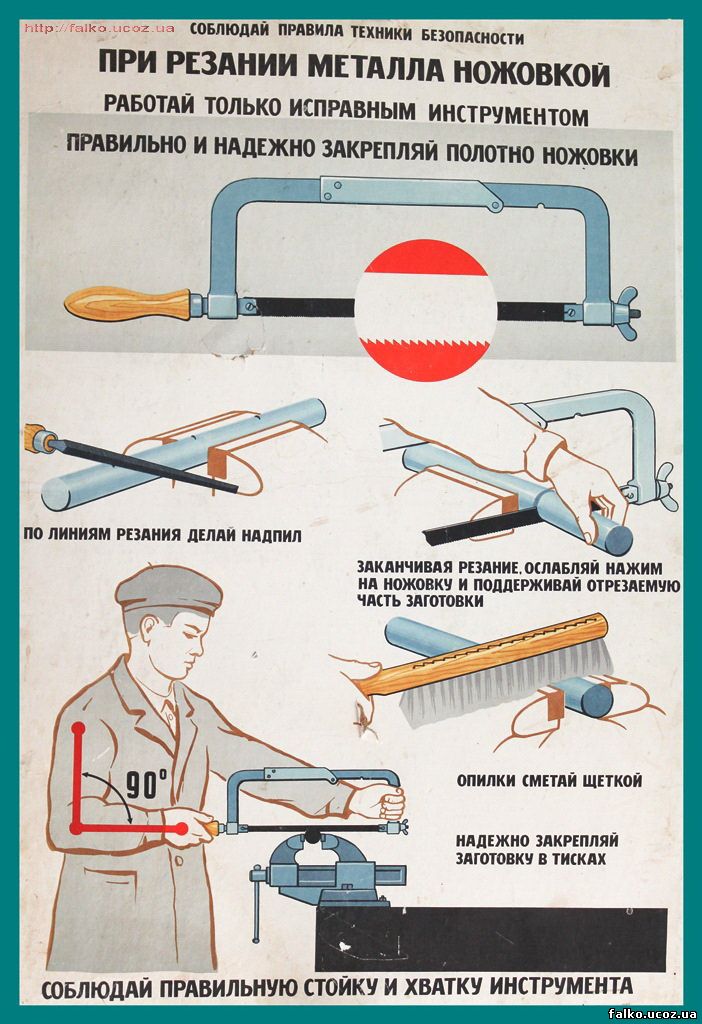
При ручном пилении стойте перед заготовкой и следите за тем, чтобы ваш локоть, запястье и конец пильного полотна всё время находились на одной прямой линии. Движения руки должны быть прямолинейными, начиная от плеча, напоминающими движения поршня в паровой машине. Удерживайте пилу под прямым углом к заготовке, глядя на отражение на боковой поверхности полотна.


Заготовка не должна выглядеть переломленной по линии распила. Делайте длинные движения, чтобы все зубья участвовали в пилении и равномерно изнашивались. Приближаясь к концу распила, поддерживайте отрезаемую часть, чтобы она не отломилась, оставив сколы на углу вашей заготовки.
Изготовление ножа из пилы своими руками
Глядя на готовый клинок, обыватель подумает – что тут сложного? Отпилил, зашкурил, наточил и ручку приделал. Нет. Изготовление ножа – это целая наука, постепенно часто переходящая в искусство. Клинок, выполненный своими руками, обладает множественными положительными качествами:
- рукоять легко изготовить под ладонь хозяина изделия;
- за качество заготовки и конечного изделия беспокоиться незачем;
- придать уникальность изделию, не составит труда.

Вырезание и первичная обработка заготовки
Начальным этапом изготовления клинка из ножовочного полотна, аналогично и из других материалов, является предварительный эскиз. Необходимо иметь представление, каков будет результат. Разметка поможет вырезанию заготовки необходимой формы:
- прямых углов стоит избегать, размечать макет требуется с небольшим запасом в 1,5 – 2,5 мм;
- знать будущее предназначение клинка необходимо, форма эскиза напрямую зависит от роли использования изделия;
- попутно стоит помнить о законах изготовления холодного оружия.
На нашем ресурсе законодательный аспект относительно ношения ножей рассматривается в отдельно. Окончив изготавливать макет, следует перенести его на заготовку пилы. Очертить необходимо острым предметом, маркер используется по крайней необходимости. Видеть контуры эскиза – главная задача.

Заготовка для изготовления ножа из пилы.
Закрепив заготовку в тиски, вырезается по контуру будущий клинок. Деталь нельзя перегревать, необходимо поливать её водой, лишний нагрев стали, приведёт к хрупкости изделия. Малые участки допустимо подвергать высоким температурам, запас при разметке, сделан не просто так. Убрать их лучше на точильном станке.
Черновую доработку допустимо сделать напильниками. Убрав заусенцы, приниматься стоит за изготовление рукояти. Закалке клинок придавать не нужно, заводского каления достаточно.
Делаем ручку
Принятое ранее решение о накладном способе крепления рукояти, даёт полное право воспользоваться дрелью. Сверлильный станок – роскошь, при имении такого «чуда», прибегнуть к его помощи не зазорно:
- В соответствии эскизу в хвостовике имеется потребность изготовить два-три отверстия. Зависит от длины рукояти.
- Расщепить подготовленный брусок дерева строго пополам.
- Сделав примерку деревянных заготовок к хвостовику, ошкурить их до плотного примыкания. В одной из них следует вырезать выемку под хвостовик.
- Идеально подогнав детали, делаются отверстия в деревянных накладках.
- Из медного прутка нарезаются клёпки. Окончательная примерка и предварительная сборка.
- Деревянные заготовки в черновую, подгоняются под анатомию ладони владельца.
- Окончательное ошкуривание рукояти, изготовление больстера из латуни.
- Сборка частей рукояти с промазыванием хвостовика и накладок эпоксидным клеем.
- Забивка медных клёпок. Просушка изделия.

Ручки для ножей. Одних суток достаточно для высыхания клея. На шлифовальном станке подогнать рукоять окончательно. Ошкурить наждачной бумагой с мелким зерном.
Спуски и заточка
В заключение клинок затачивается под необходимые нужды. Угол заточки РК зависит от предназначения ножа. Способов вывести верную РК предостаточно.
Предыдущая ИзготовлениеНож из рапида своими руками Следующая
ИзготовлениеКак сделать нож из цепи своими руками
Нож из ножовочного полотна
Если в качестве металлической заготовки решено использовать полотно от ножовки, то необходимо брать полотно от маятниковой пилы. Эта пила выполняет работы по металлу большой толщины (например, рельсы) и соответствует требованиям жесткости и прочности. Размер у таких полотен колеблется в рамках длина/ширина/толщина, 400-500:30-40:2 мм. Цвет определяется типом производственной обработки, которой подвергалась пила, и может быть черный или серый.
Перед началом изготовления лезвия ножа необходимо проверить целостность металла. Это можно сделать на слух, но для этого необходим определенный опыт и навык. Целое полотно издает звонкий звук, поврежденное – глухой. Если на слух затруднительно это сделать, то осмотреть тщательно металлическую заготовку необходимо обязательно.
Угол наклона лезвия должен быть равен 20 градусам.
При этом это должно быть не только лезвие, но и припуск, который затем будет спрятан в рукоять. После этого на металлообрабатывающем станке (или тщательно закрепленной болгарке с кругом) необходимо постепенно и аккуратно снять лишнее.
Делать это нужно не спеша, так как металл может нагреваться. Чтобы его охладить и продолжить работу, берут ведро с водой. Этой емкости должно хватать, чтобы заготовка помещалась полностью в воду. Этим же станком выполняются контуры лезвия. Следует иметь в виду, что особенностью этой стали является то, что при резком изменении температуры металла в нем могут образоваться мельчайшие трещины. Это может привести к тому, что даже при маленьком усилии нож ломается. Поэтому нельзя допускать перегрева металла в процессе его обработки. Особенно внимательно следует выполнять острие, ведь при уменьшении толщины металл нагревается быстрее.
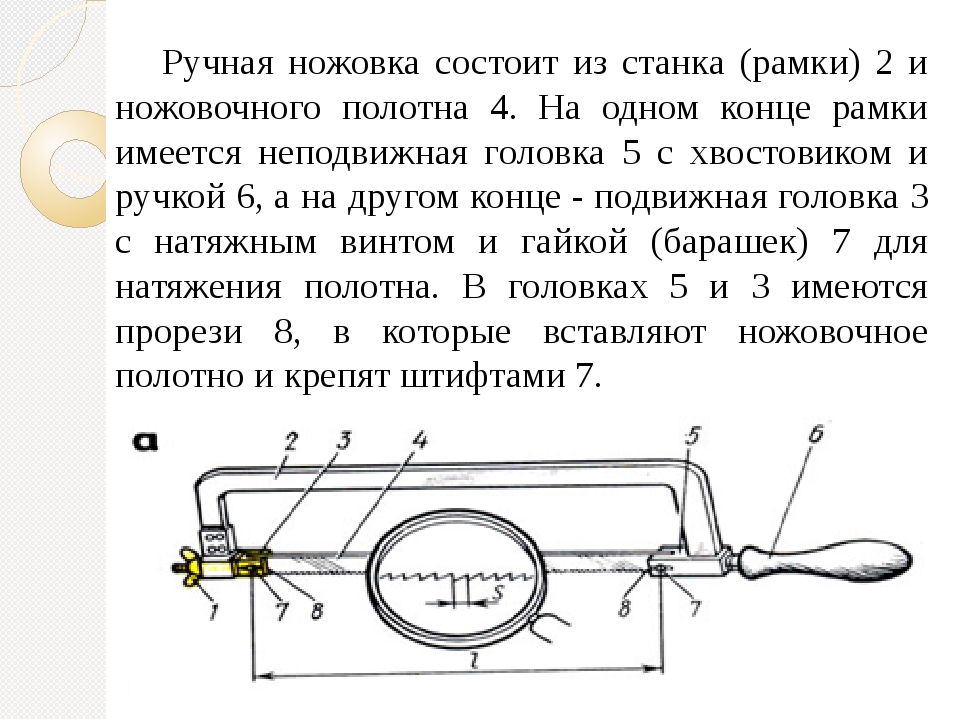
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.


Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).



Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.

Требования к инструменту
Для укладки напольного покрытия, материал необходимо брать на 10-15% больше площади помещения. Панели потребуется не только соединять, но и обрезать. Чтобы подогнать размеры, применяют ручной или электрический инструмент. При использовании в домашних условиях он должен:
- иметь компактный размер;
- обладать небольшим весом;
- быть удобен в применении;
- производить ровный срез без сколов.
Последняя характеристика при выборе способа для многих любителей ремонта является ключевой
Но ее важность несколько преувеличена. Наличие сколов до 5 миллиметров скроет плинтус
Как специалисты, так и домашние мастера для резки ламината используют:
- ножовку;
- резак;
- циркулярную пилу;
- электролобзик.
Выбираем полотно для ножовки
Не забывайте уделить внимание и зубчикам на полотне, оно не должно иметь любых трещин, сколов или коррозии. Чем больше зубчиков на один дюйм, тем легче прибор в использовании и быстрее происходит процесс распиливания
Согласно нормам количество зубьев на один дюйм может быть 18, 24 или 32 штуки.

Гост ножовок по металлу разделяет такой инструмент на 3 типа:
- Одинарные, с расстоянием между штифтами 250 мм, общая длина полотна не больше 265 мм;
- Одинарные, с расстоянием между штифтами 300 мм, общая длина полотна не больше 315 мм;
- Двойные, с расстоянием между штифтами 300 мм, общая длина полотна не больше 315 мм.
Коротко о главном
Чугун – это одновременно прочный и хрупкий материал, который раньше часто использовали при проведении коммуникаций и при изготовлении сантехники. Сегодня этот материал менее распространен, а многие владельцы квартир и домов стараются заменить чугунные трубы и ванны на современные.
Распилить чугун не так сложно, как может показаться на первый взгляд. Это более прочный материал, использовать простой инструмент не получится. Но со сплавом легко справиться болгаркой с насадкой с алмазным напылением, ножовкой по металлу или даже простым молотком с зубилом. Выбор зависит от многих параметров: расположения чугуна, его толщины, необходимости сохранить предмет в целости и т.д.
Например, когда мне потребовалось убрать чугунную ванную, я сделал несколько отверстий дрелью и распилил ее болгаркой на крупные куски. Этого было достаточно, чтобы вытащить ее из помещения.
Вопрос
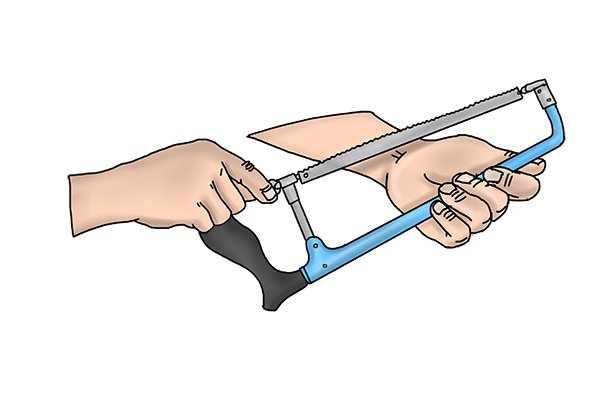
Правильная резка металла
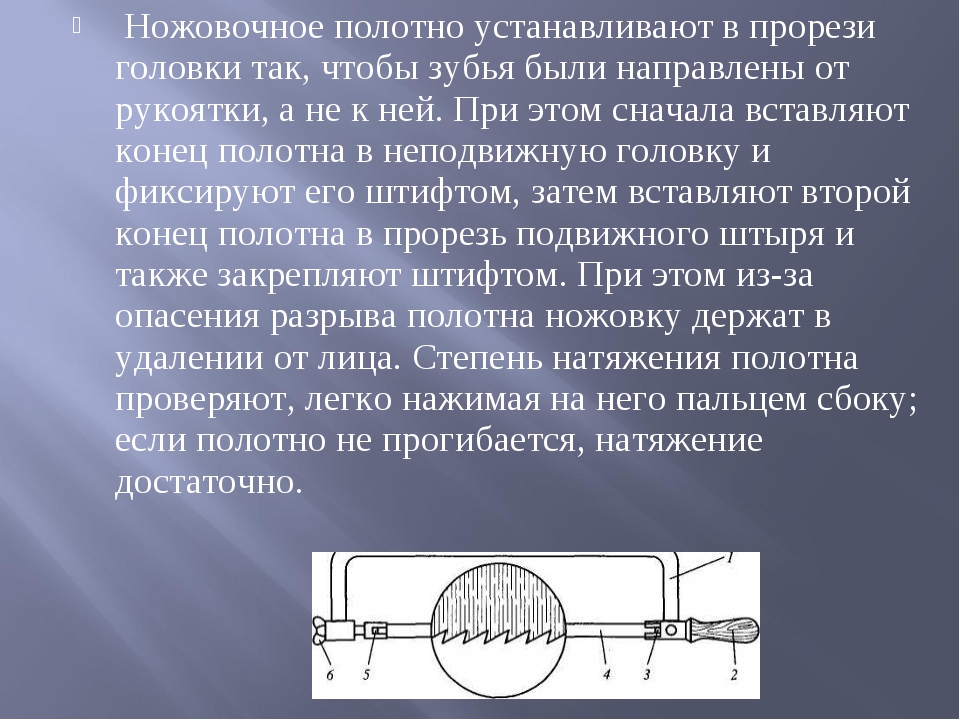
Слесарная ножовка — инструмент, используемый чаще всего для разрезания профильной стали, труб, листового металла. В продаже имеются ножовки различной длины, наиболее часто применяется ножовочное полотно длиной 300 мм.
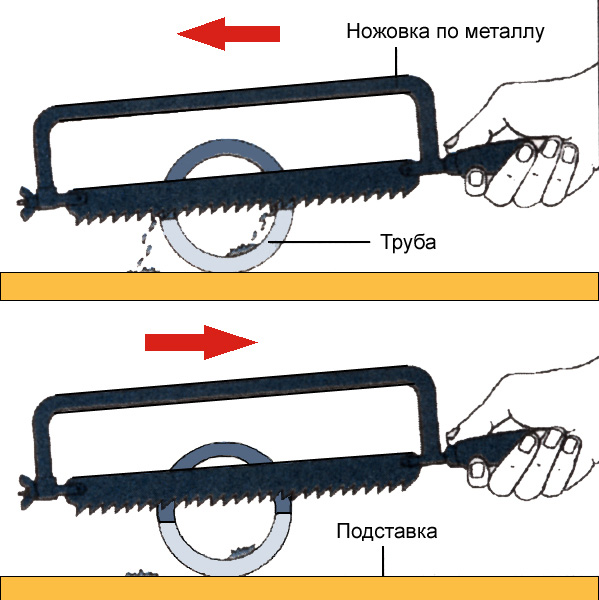
Закрепляйте полотно так, чтобы зубья были направлены вперед. Для врезания используйте переднюю или заднюю треть длины полотна: здесь зубья мельче и расположены чаще, чем в середине.
Затем прорежьте канавку, по которой и будет продвигаться полотно ножовки.
Можно также проделать канавку трехгранным напильником. Главное, чтобы с самого начала пила велась под прямым углом. Когда ножовка войдет в металл, на нее больше уже не нужно нажимать.
Направляйте ножовку обеими руками: правая удерживает рукоятку, левая находится на раме. Пилите равномерными толчками и с сильным нажимом.
При резке тонкого металлического листа используйте деревянные подкладки: тогда лист не будет вибрировать, а полотно не будет зажато.
Как правильно выбрать полотно для ножовки по металлу
Пильное оборудование в виде расходных материалов для ручных ножовок нужно выбирать, опираясь на такие показатели:
Тип инструмента. Ножовки по металлу бывают разными, поэтому перед тем, как купить ножовочное полотно, нужно измерить расстояние между фиксаторами корпуса инструмента. Если инструмент имеет опцию регулировки каркаса, тогда покупать можно любой длины гарнитуру
Прочность обрабатываемого материала — если планируется пиление мягких видов стали, как алюминий, медь, латунь и прочие, то нет необходимости покупать дорогие полотна, ведь с такими заготовками справятся углеродные устройства низкой твердости. В качестве основного материала, из которого изготавливается оснастка, является сталь типа Х6ВФ для отечественных и HCS для зарубежных. Если нужно разрезать более прочные материалы, как сталь, чугун и т.п., тогда применяется оснастка из быстрорежущих сталей
Толщина металла, который подлежит обработке, а также качество разрезаемого шва
Здесь внимание нужно обратить на TPI — количество зубьев на один дюйм. Здесь все просто — если необходимо получить качественный шов при распиливании тонких заготовок, то выбирать нужно оснастку, которая имеет величину TPI равную более 24
При этом продолжительность пиления материала увеличивается в несколько раз. Если качество реза не главное, а важней скорость достижения результата, тогда выбирать можно полотна с TPI менее 24 зубьев на дюйм. Чем больше зубьев на полотне, тем выше показатель TPI
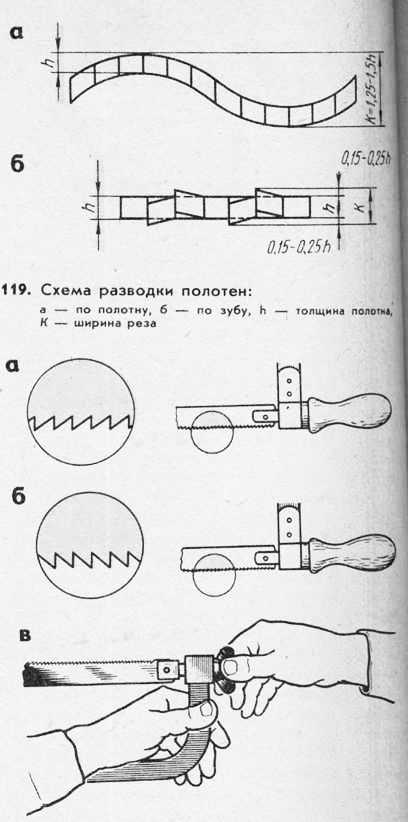
Разводка зубьев — рассматриваемые устройства имеют соответствующее отклонение, которое влияет на скорость получения результата, а также толщину пропила. ГОСТ Р 53411-2009 регламентирует, что полотна выпускаются трех видов разводки: с отклонением по каждому зубу, через один зуб и по двум смежным через неразведенные звенья. Визуально выявить величину разводки звеньев практически невозможно. Для варианта разводки звеньев «по двум смежным через один» величина отклонения не превышает 0,15-0,25 мм. Для остальных случаев величина расхождения составляет от 0,6 до 0,9 мм. Измерить величину разводки можно при помощи электронного штангенциркуля, только при этом выявляемая величина будет в 2 раза больше, чем указано выше

Это основные параметры, которые нужно учитывать, чтобы выбрать грамотно механическое полотно под свой инструмент. Так как цена на устройство относительно невысокая, то можно купить набор устройств из разных материалов, и испытать их в действии. Поможет сделать правильный вывод при выборе полотен для ручной ножовки видео ниже.
Срок службы рассматриваемых устройств зависит от такого параметра, как тип покрытия. Наличие покрытие позволяет увеличить долговечность. Производители покрывают расходники для ручных пил химическими оскидными примесями, а также нитроэмалевым составом типа НЦ-25 и НЦ-132. Нитроэмалевое покрытие менее качественное, так как при увеличении нагрузки, возникают трещины.
Это интересно! Равномерность развода звеньев играет важную роль в процессе резки металла. Особенно это актуально для высококачественной продукции, равномерность разводки зубьев на которой должна быть не более 45% от параметров шага на длине 10 мм. Используя микрометр, можно произвести замер равновысокости зубцов, величина которых не должна быть более 0,1-0,15 мм.
![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://molibden-wolfram.ru/wp-content/uploads/7/c/d/7cd977bea25705b00a1a86c1a3bd9bff.jpeg)


Применение ножовки по металлу с высококачественным полотном актуально сегодня в следующих случаях:
- Когда предстоит распилить водопроводную трубу, которая находится под давлением, например, для врезки тройника. Пользоваться электроинструментом в таком случае опасно, поэтому в ход берется ручная пилка
- При резке пластиковых заготовок. Применение болгарки и прочих электроинструментов приведет к оплавлению материала, поэтому актуально использовать ручную ножовку
- Когда отсутствует электричество или работы выполняются вдали от электричества
Из этого перечня видно, что важно всегда иметь в арсенале не просто ножовку, но и сменные полотна для нее, что позволит воспользоваться соответствующей гарнитурой в зависимости от поставленной задачи





