
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
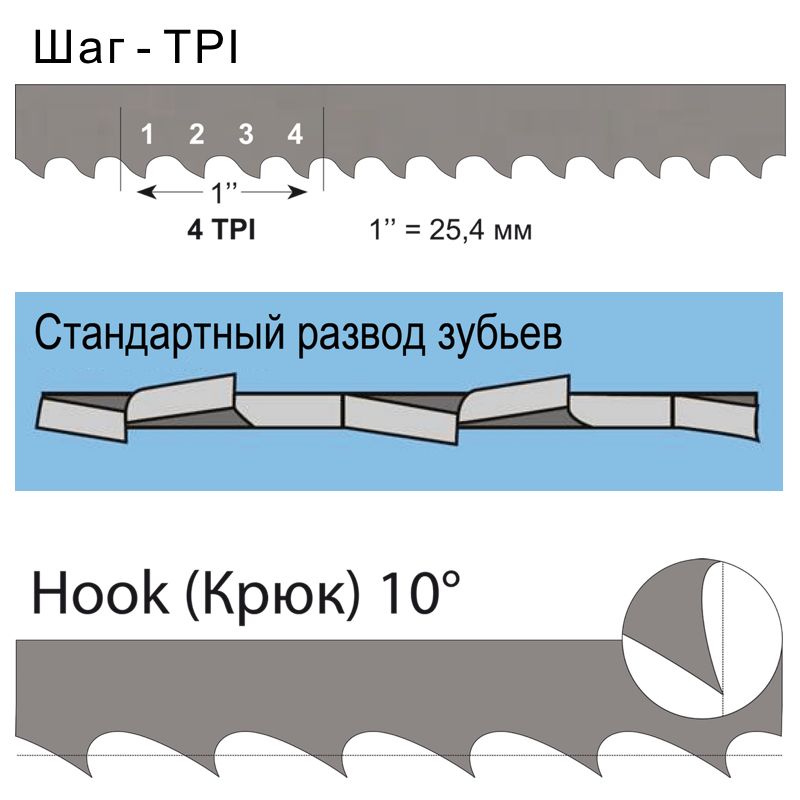
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание! Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины. Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра
Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы

Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах.
Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание! Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней. В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к
это более удобно.
Методы затачивания

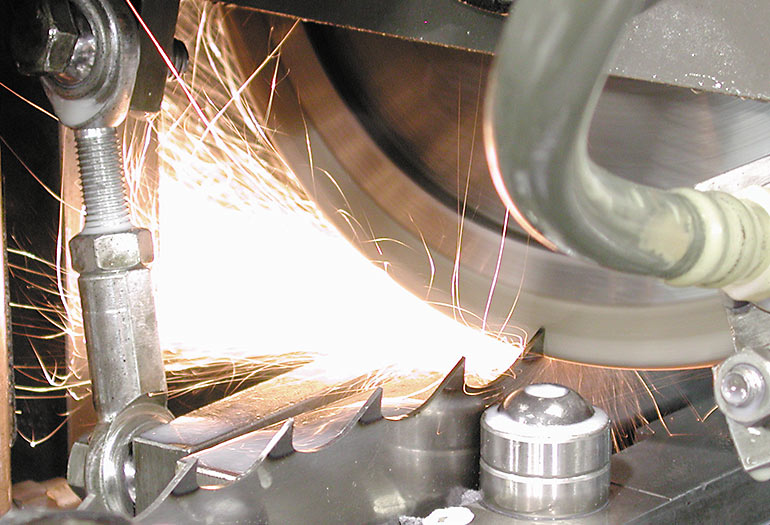
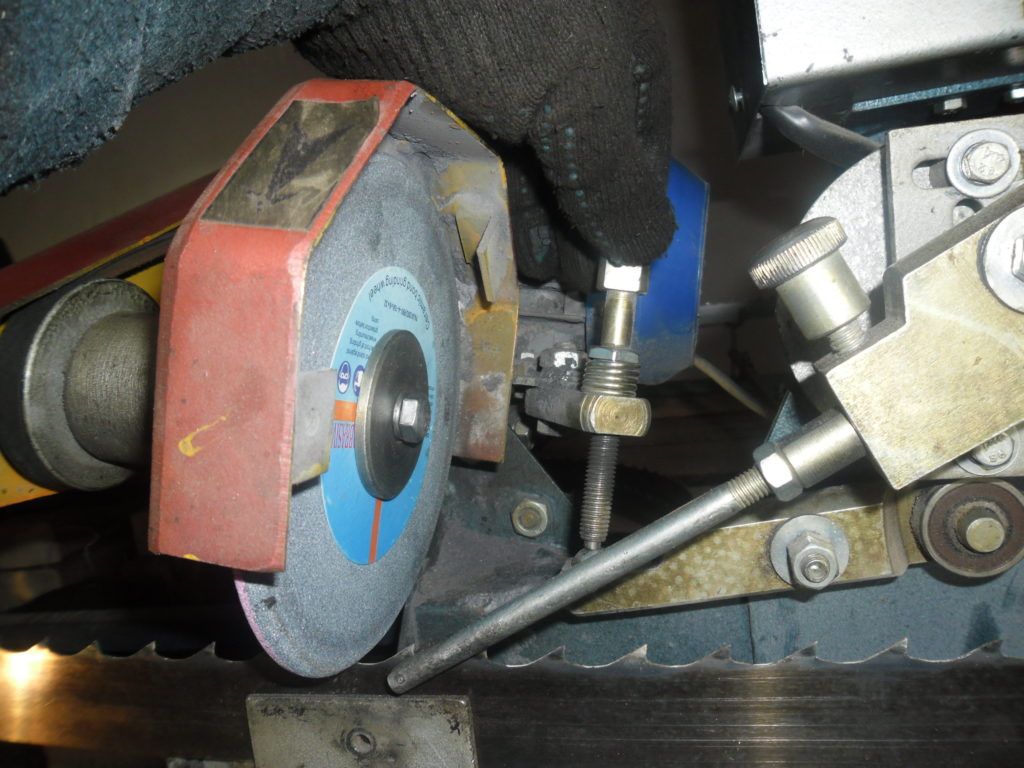
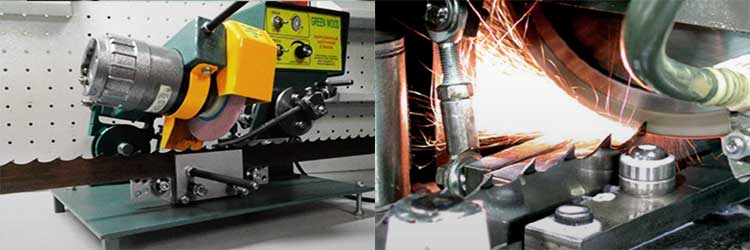
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ — это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй — это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Приступаем к заточке
Для обслуживания пил мало заточить зубцы, нужно их еще и развести. Обе эти операции производят последовательно, начинают с разведения зубцов, а заканчивают заточкой. Необходимо четко придерживаться этой последовательности работ. Разводку делают с целью снижения трения полотна об дерево или металл (или другой обрабатываемый материал). Есть несколько вариантов разводки, которая зависит от того, какие детали требуется получить после обработки и твердости исходной заготовки.
В противном случае ленту может зажевать. Чаще всего используется разводка поочередная. В этом случае зубцы отгибаются последовательно в разные стороны от вертикальной плоскости ленты. Реже встречается разводка для зачистки поверхностей. Ее отличительной чертой является то, что каждый третий зуб не отгибается, а первые два отгибают в разные стороны. Самой сложной, однако относительно часто используемой, считается волнистая разводка. Этот тип разводки отличается от остальных тем, что каждый зуб имеет свой угол разведения. Разведение зубцов в домашних условиях можно легко выполнить пассатижами. Для этого необходимо зафиксировать неподвижно ленту и при работе разводить зубы, четко выдерживая углы. При разводке отгибается не весь зубец, а только 2/3 (иногда ½) его длины.
https://youtube.com/watch?v=R_W63hLp1hc
Как заточить дисковую пилу в домашних условиях
Заточка пильных дисков по дереву — это одно из важнейших мероприятий по уходу за дисковой, или циркулярной пилой. Если ее не затачивать, она быстро затупится и станет непригодной для работы.
Заточку удобнее всего производить на специальном станке производства. Однако, многие домашние умельцы мастерят для этой цели собственную конструкцию, которая значительно экономит время и деньги.
Пилы, изготовленные из качественных материалов, тупятся реже, а, значит, и заточки они требуют нечасто. Однако, если диски изготовлены из некачественного материала (а такое бывает довольно часто, и даже опытный мастер не всегда может «на глаз» определить качество металла), вероятнее всего, затачивать их придется часто. Поэтому любой домашний мастер, пользующийся дисковой пилой, должен знать, как производится ее затачивание.
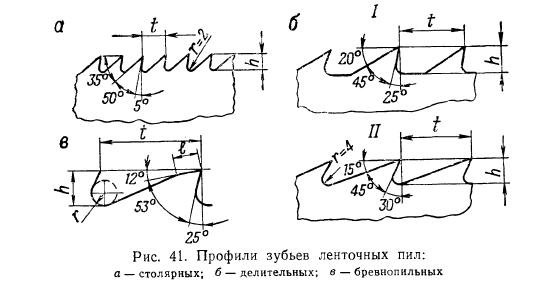


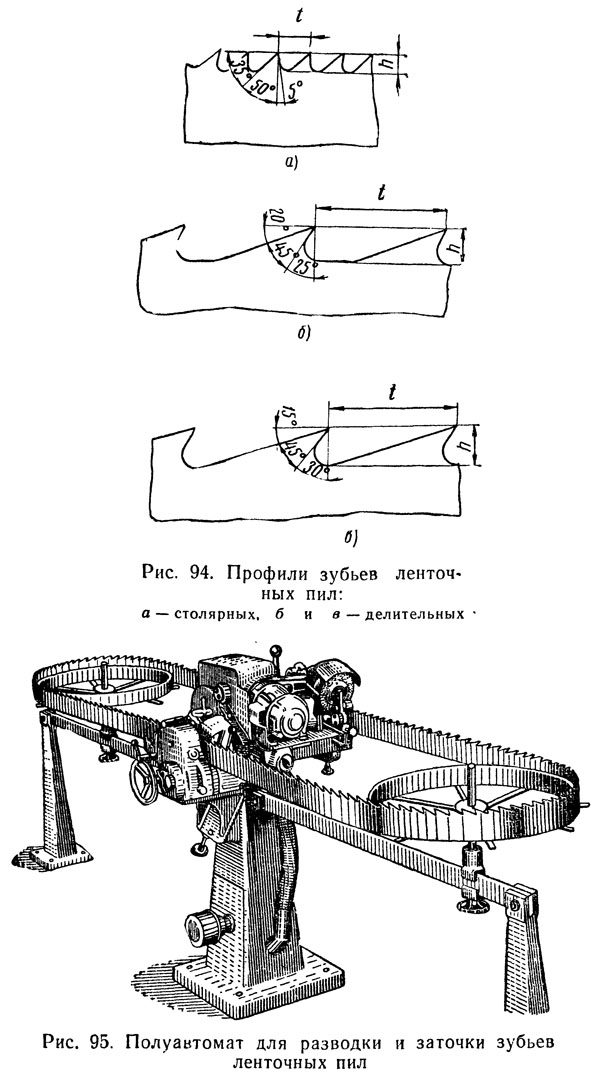
Разновидности ленточных пил
Визуально ленточные пилы практически не разнятся между собой. Единственное различие, которое может заметить только мастер, это вид зубьев, который подбирается в соответствии с типом распиливаемого материала. Разнообразие пил по дереву условно можно разделить по основным категориям:
- столярного типа;
- делительного;
- распиловочного.
Исходя из проводимых работ выбирается соответствующий инструмент с подходящим типом зубьев.
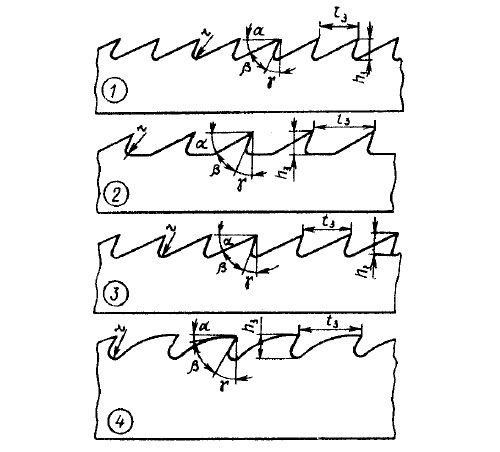
Ленточные пилы могут быть с разнообразной геометрией зубьев: на нее влияют тип и свойства распиливаемого сырья. Основное правило эксплуатации: чем тверже и плотнее распиливаемый ленточной пилой материал, тем меньшим должен быть передний угол зубьев изделия, а также их шаг.
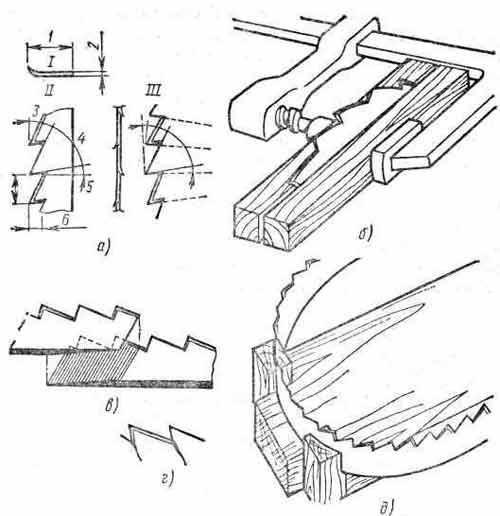
Рисунок 1. Схема развода зубьев поперечной и продольной пилы.
Так можно улучшить качество работы изделия и продлить его срок эксплуатации.
Для распила тонкостенных поверхностей можно использовать пилу со стандартным или малым шагом зубьев, адаптированным под работу с данными материалами. В том случае, если для этих целей используется пила с крупным шагом зубьев, риск ее выхода из строя существенно возрастет. Такой инструмент целесообразнее будет использовать для толстостенных поверхностей из металла или дерева, надежно закрепленных перед началом работ.
Чем можно заточить?
Небольшое полотно с маленькими зубьями можно заточить специальным надфилем или обычной насадкой станка. Однако такая заточка очень длительная и малопроизводительная, а также очень часто вызывает ряд поломок пилы. С учетом этих проблем уже давно многие мастера используют электрический заточной станок, который довольно быстро и одинаково ровно затачивает все зубья ленточной пилы.
Такие станки делятся на несколько групп.
- Полностью автоматические центры, в них используется специализированная программа подачи и заточки, такие станки применяют в основном крупные мастерские для подточки или восстановления крупных и массивных ленточных пил. Процесс происходит с применением охлаждающих химических жидкостей и под строгим контролем.
- Полуручные станки с консолями специального инструмента.
- Небольшие автоматические центры, в них настраивается шаг перемещения полотна и осуществляется контроль процесса.

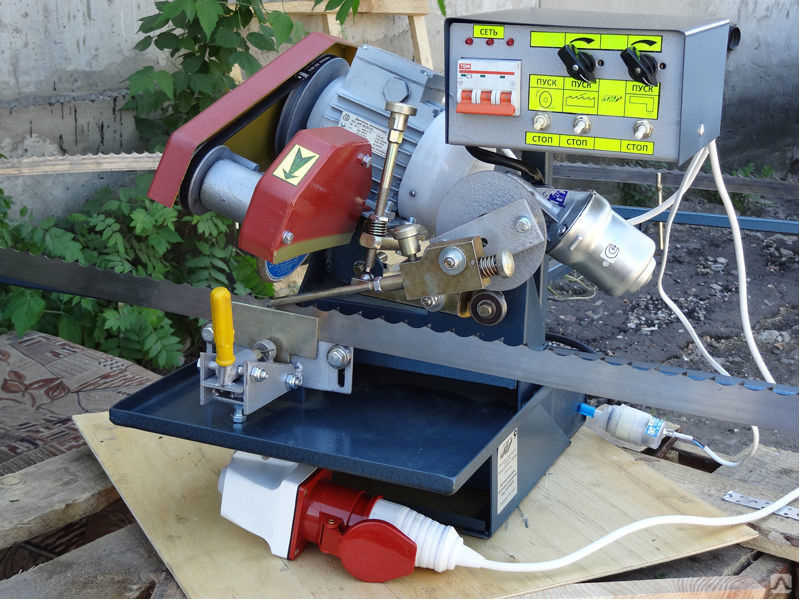
Точильный станок представляет собой агрегат, который помогает качественно заточить пилу с помощью заточного круга. Чаще всего под определенный вид пилы подбирается определенный агрегат.
Станок включает в себя:
- основание и внешнюю конструкцию;
- крепление для инструмента;
- специальные приводы, используемые для передвижения полотна и вращения точильных кругов.

Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Разводка зубьев ленточных пил
 При работе инструментом неизбежно снижается качество режущей кромки зубьев. Поэтому правильная заточка и разводка ленточных пил – неотъемлемая часть режущего рабочего процесса.
При работе инструментом неизбежно снижается качество режущей кромки зубьев. Поэтому правильная заточка и разводка ленточных пил – неотъемлемая часть режущего рабочего процесса.
Помните, развод должен осуществляться перед заточкой, а не после.
Разводка – это процесс отгибания зубьев в стороны для уменьшения трения и зажатия полотна. Существует три типа разводки:
- зачищающий – необходимо каждый третий зуб оставить в первоначальном виде. Применяется в инструментах, для резки особенно твердых сплавов и материалов;
- классический – зубья необходимо отгибать влево и вправо строго поочередно;
- волнистый – каждый зуб отгибается на определенное значение, в результате образуется волна. Это тип разводки самый сложный.
Необходимо помнить, что при разводе отгибают две трети или треть от вершины зуба, а не весь зуб.
Рекомендуемые значения величины развода производителями примерно 0,3 до 0,7 миллиметров. Осуществляется разводка с помощью разводного специального инструментария.
Распространенные ошибки и способы исправления
В таблице ниже приведены наиболее часто встречающиеся сложности в работе и способы их устранения. Ошибки при раскрое бревен на пилораме
| Возникшая ошибка | Причина ошибки |
| Во время работы происходит подъем пилы. На выходе получается искривленная доска | Слишком высокий угол заточки зубьев. Нужно уменьшить его на 4-5° |
| В работе пилы появляются нырки | Маленький угол заточки зубьев |
| Большое количество отходов в виде опилок при раскрое | Уровень разводки пилы выше нормы |
| При пропиле получается волнообразный разрез | Слишком маленькая разводка, либо плохо заточены зубья |
| Растрескивание задней кромки полотна пилорамы | Нужно откорректировать расстояние между задними валиками |
| Накат опилок на полотно пилорамы | Следует увеличить разводку зубьев |
| Накат опилок на поверхность зуба | Слабо заточены зубья |
Распиловка на ленточной пилораме является одним из важных этапов лесозаготовки. Качество полученной продукции напрямую зависит от выбранной схемы, организации работы и подготовки оборудования.
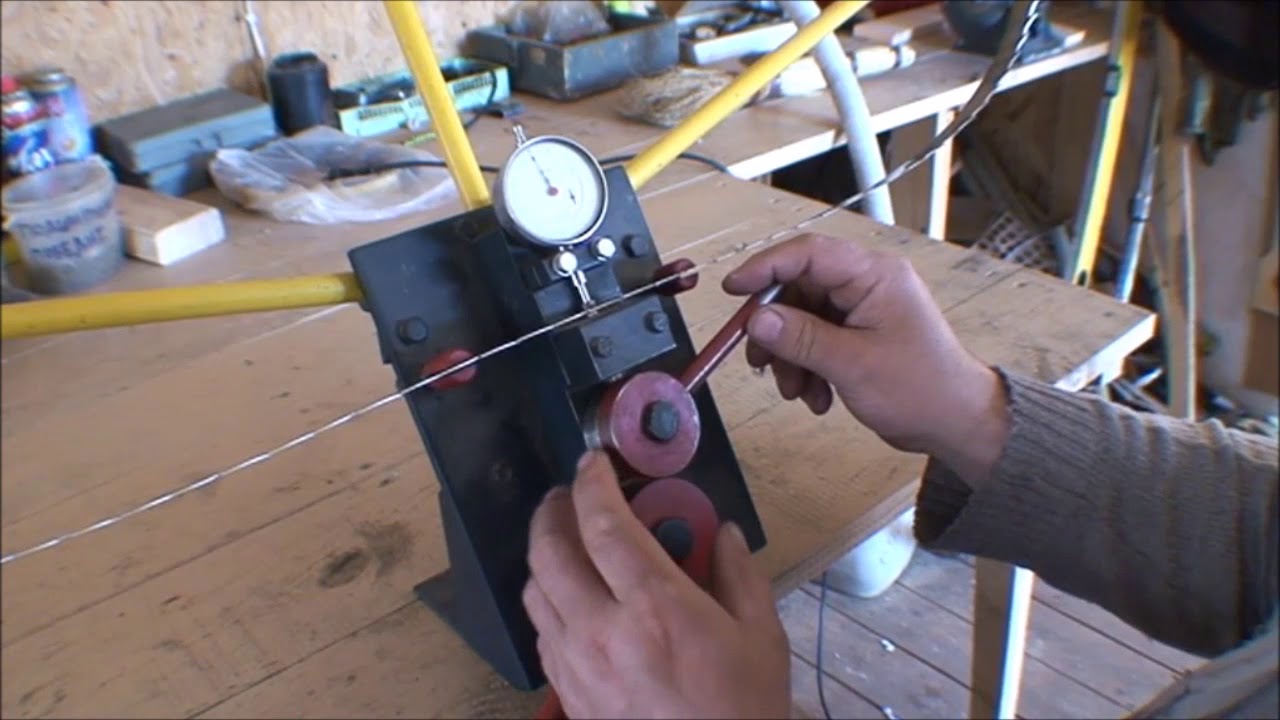
Установка и регулировка направляющих роликов
Установка
Перед установкой и регулировкой направляющих роликов необходимо проверить, насколько изношены детали ролика.
Во первых, нет ли биения ролика, достаточно поболтать ролик что бы это определить. В случае даже малейшего биения производится замена подшипников либо вала, а так же может быть износ внутренней части ролика.
Во вторых поверхность ролика должна быть ровной как по ширине, обычно во время эксплуатации он изнашивается под конус, что очень влияет на качество материала. Так и по диаметру, ролик не должен быть эллипсом.
После сборки направляющего ролика и его проверки, начинаем установку его на станок. Вставляем вал в держатель ролика и фиксируем его специальным болтом, если держатели на шпильках, и несколькими болтами фиксируется эксцентрик.
Регулировка
Для дальнейшей регулировки ставим пильную ленту и производим слабую натяжку, так чтобы лента прижалась к роликам. Ослабляем болты фиксирующие вал ролика и сдвигаем ролик, так чтобы расстояние от передней части ролика до основания зуба ленты составляло 3-5 миллиметров, и снова фиксируем вал ролика.
Затем устанавливаем уровень, который должен быть не менее 120 см, на нижнюю часть рамы и производим замер от ведущих колёс до уровня, а затем от направляющих роликов до уровня. Ролики должны быть на 3-5 мм ниже ведущих колёс.
С помощью шпилек устанавливаем это расстояние, откручивая или подтягивая гайками. На эксцентриках, ослабляем фиксирующие болты и поворотом вала устанавливаем необходимый размер и снова фиксируем вал ролика.



Далее производим полную натяжку пильной ленты согласно инструкции, натяжение ленты должно быть минимальным, но достаточным для работы
Берём небольшой уровень и ставим его поперёк ленты между роликами, при этом обращаем внимание на выступающие зубья ленты, уровень не должен стоять на них, и так же шпильками или болтами, выравниваем ленту до ровного состояния, двигая уровень от одного ролика к другому
После всех этих манипуляций подкатываем пилораму к первой упорной стойке и выставляем размер. Проще это будет сделать если размер, к примеру, 10 см выставить сначала между лентой и направляющей стойкой, при этом незабываем, что мерить необходимо от выступающих вниз зубьев, а потом уже просто открутить крепления линейки на раме и выставить размер на линейке.
Проверяем все наши регулировки, делая контрольные замеры, а так же надёжность фиксации роликов, и производим контрольный распил бревна, если распил показал качество и точность размеров материала, то вся регулировка направляющих роликов произведена правильно. В дальнейшем лишь только остаётся поддерживать эти регулировки, своевременно устраняя неисправности деталей ролика.
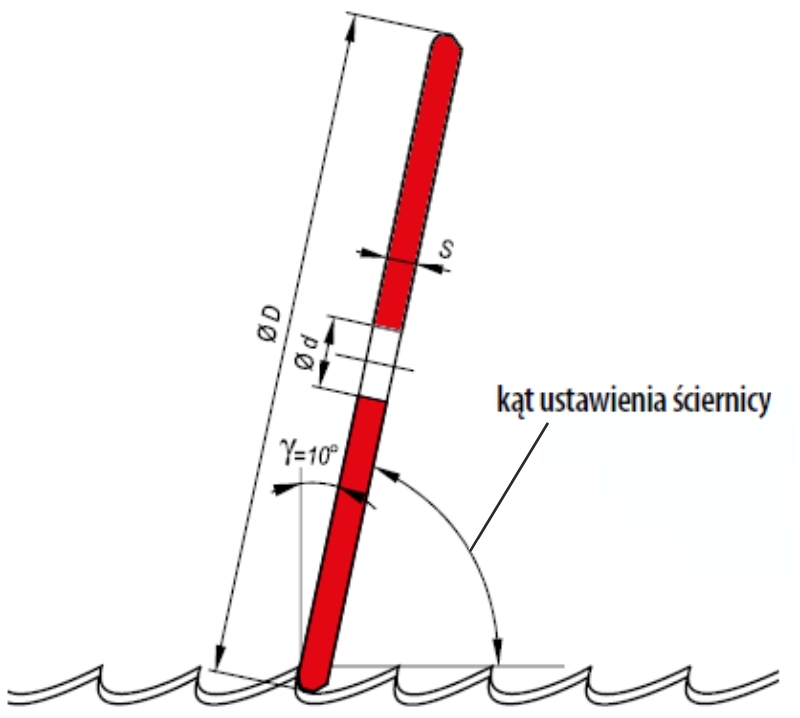
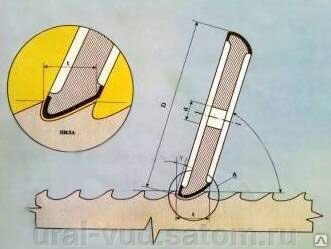
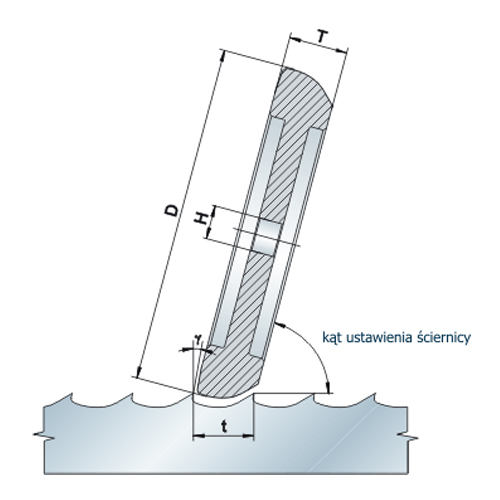
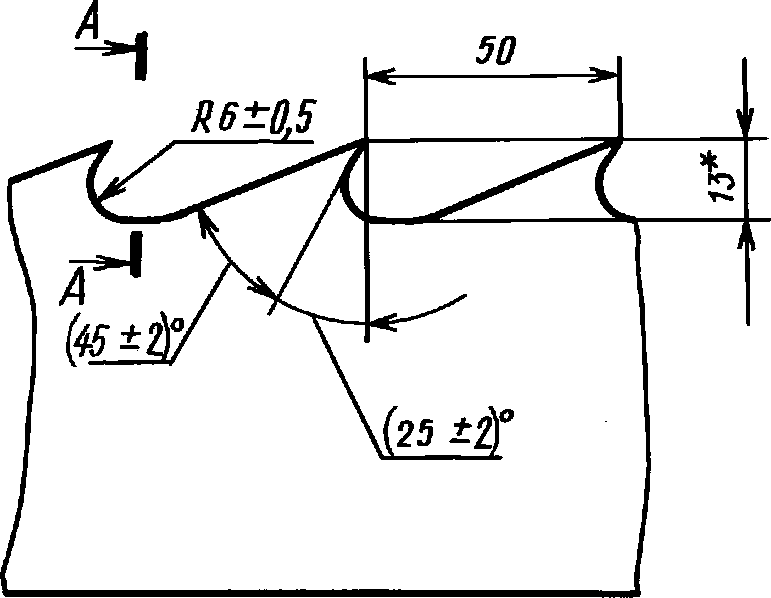
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
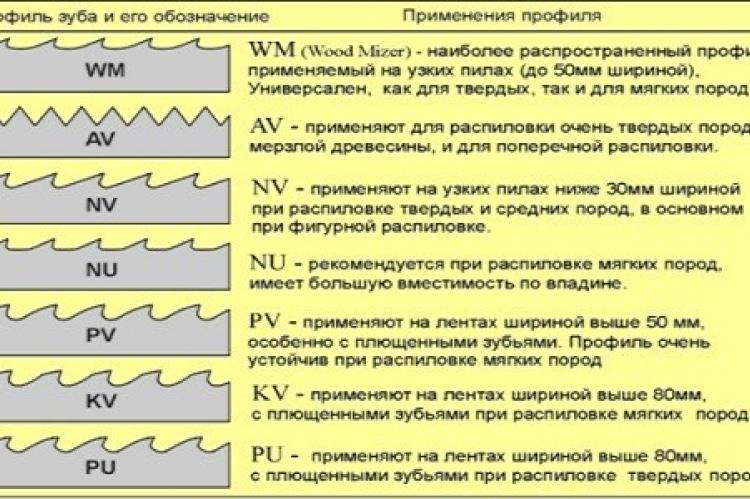
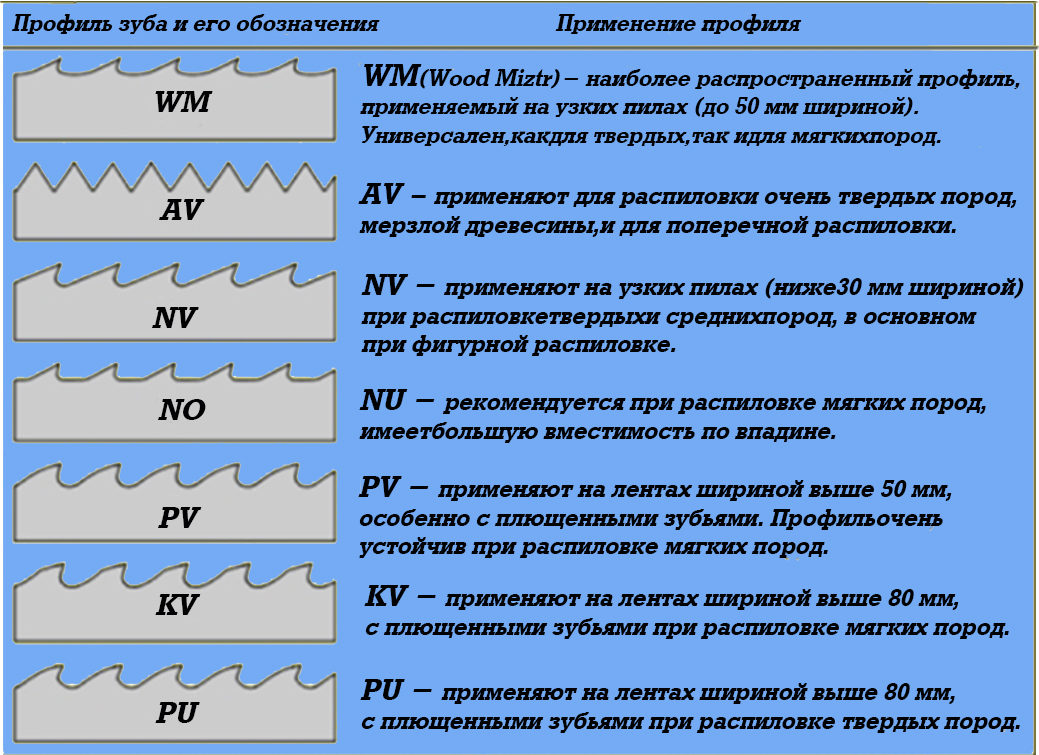
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Характеристика зубьев инструмента
На подобных инструментах, в зависимости от характеристик материалов, которые будут обрабатываться, могут применяться разные формы зубьев. К примеру, для работы с деревом используются устройства со:
- столярными;
- делительными зубьями.
Форма и другие параметры данных элементов различны в зависимости от вида и подвида зубьев. Под каким углом необходимо проводить точение определяет производитель. Данный параметр зависит от большого количества факторов. Однако есть одна общая тенденция: чем мягче материал – тем большим должен быть угол затачивания, и наоборот.
Ленту, предназначенную для разрезки металлических изделий, оснащают одним из двух видов зубьев:
- стандартными;
- с «положительным передним углом».
Направление резки
Все эти нюансы необходимо учитывать при точении. Как показывает статистика, в восьмидесяти – девяноста процентах случаев именно неправильная заточка является причиной разрыва ленты.
Разводка
Разводка предшествует точению. Если при заточке ленточных пил своими руками пропустить данный этап, можно не надеяться на удачный результат. Суть разводки заключается в отгибе зубьев в стороны. Данная процедура снизит трение полотна и предотвратит его сжатие. Проводить процедуру можно одним из трех способов:
- зачищающая разводка. Каждый третий зуб полотна оставляется в начальном положении. Другие отгибаются. Способ используется для обслуживания изделий, которые обрабатывают материалы повышенной твердости;
- классическая. Зубья поочередно отгибаются в правую и левую стороны;
- волнистая. Данный вид разводки является наиболее сложным. При ее применении предусматривается отгиб каждого отдельного зуба под определенным градусом. Причем градус этот индивидуален для каждого элемента.
Обычно производитель изделия указывает рекомендуемые параметры разводки. Диапазон допустимого отгиба варьируется в пределах от 0,3 до 0,7 миллиметров. Для осуществления операции необходимо иметь специальный разводной инструмент.
Заточка
Затачивание может производиться при помощи специального точильного станка, или без него. Для проведения данной процедуры не требуется обладать особыми навыками, хотя у лиц без опыта могут возникнуть определенные трудности. Выделяют два вида заточки:
- полнопрофильная заточка ленточных пил по дереву;
- заточка граней зубьев.
В первом случае не обойтись без специального станка, оснащенного эльборовым кругом. Круг подбирается индивидуально на основании формы изделия. Инструмент для заточки пронзает межзубовые впадины ленты, захватывая поверхности соседних зубьев. Качество такой обработки достаточно высокое. Однако придется приобретать большое количество кругов, обладающих разными характеристиками.
Грани можно затачивать вручную, без специального станка. Однако можно использовать и предназначенные для этого агрегаты. Для ручной заточки необходим гравер или надфиль. Качество обработки на станке выше, однако, как и в предыдущем случае, придется обзавестись большим количеством точильных кругов.

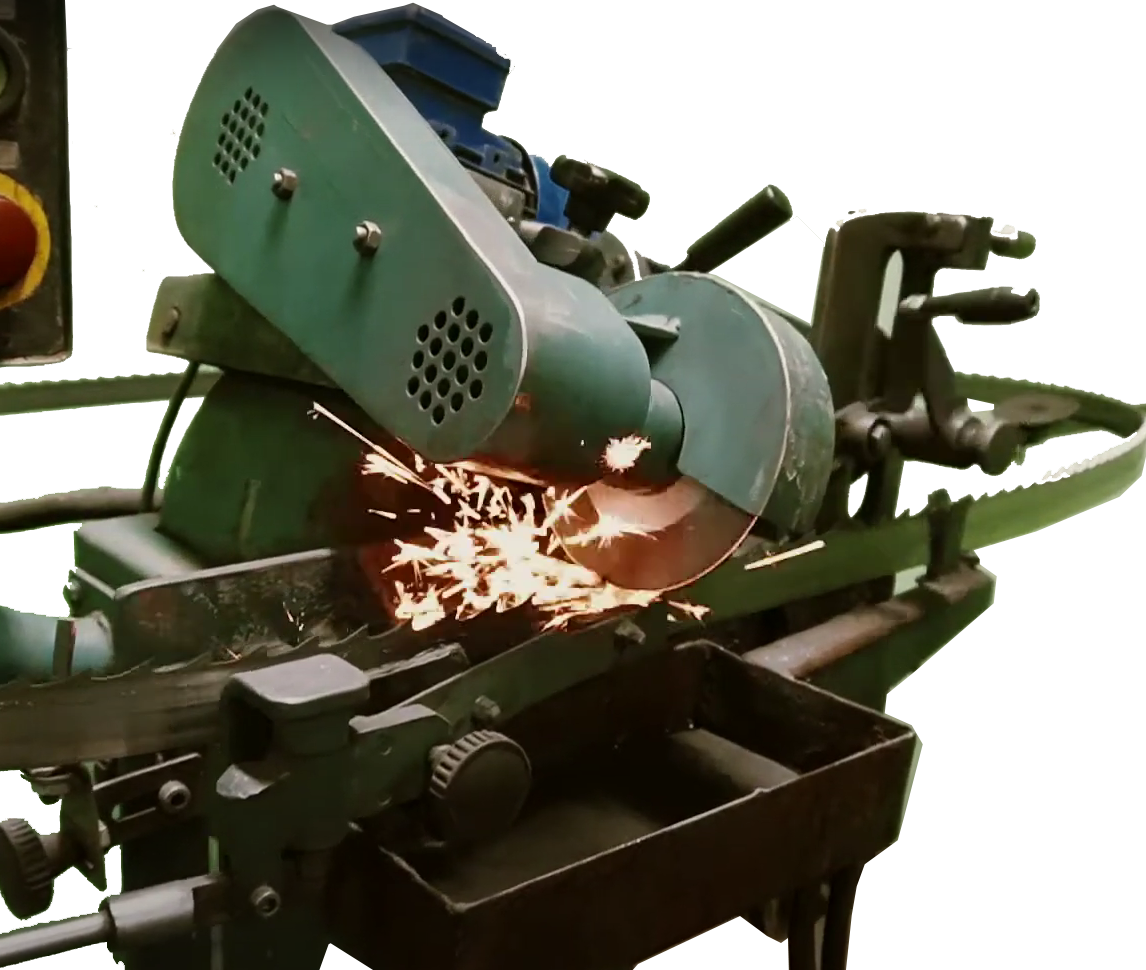
Точильные станки
Агрегаты, предназначенные для полнопрофильного точения, функционируют в автоматическом режиме. Движение толкателя и двигателя с кругом синхронизировано. Задача толкателя – перемещение ленты на шаг после заточки каждой выемки. Проблемой подобных станков является узость их применения. Для пил разных профилей необходимо иметь разные агрегаты.
Существуют также станки, которые затачиваются передние, задние поверхности зубьев, или обе стороны одновременно. Заточные круги – плоские круги, при изготовлении которых используется определенный абразив:
- электрокорунд;
- эльбор;
- алмазное напыление.
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.

Данный инструмент достаточно неприхотлив в плане заточки, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
Полнопрофильный вид. Является наиболее качественным видом, производится автоматически на спец. станке. Точно подобранный эльборовый круг, проходит одним движением всю межзубовую впадину вместе с гранями соседних зубьев. При этом исключено образование угловатых форм у основания зубьев. Единственный недостаток этого вида заточки – это необходимость иметь при себе определенное число различных кругов для пил имеющих разный профиль.
- Заточка граней режущей части. Может производиться вручную либо на профессиональном станке. Если вы захотели произвести заточку станком, необходимо правильно подобрать круг – в большинстве случаев это плоские образцы. Исходя из практики, обращаться к спец. заточному оборудованию необходимо только в тех случаях, когда объем работ очень большой. При малом объеме работ лучше производить заточку вручную – на обычном станке или с применением гравера. При выполнении работы по заточке, в целях безопасности, необходимо использовать защитные очки или маску.
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
Советы профессионалов
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.
Обработка вершин зубьев
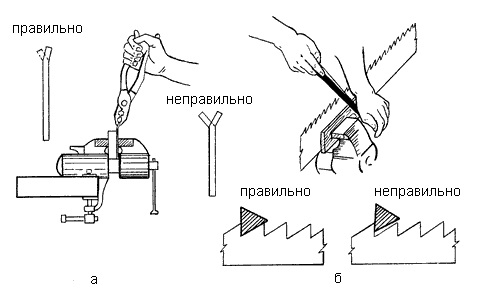
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным
. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.
Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.
Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм)
Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.
Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.
Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.





