
Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.

В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.

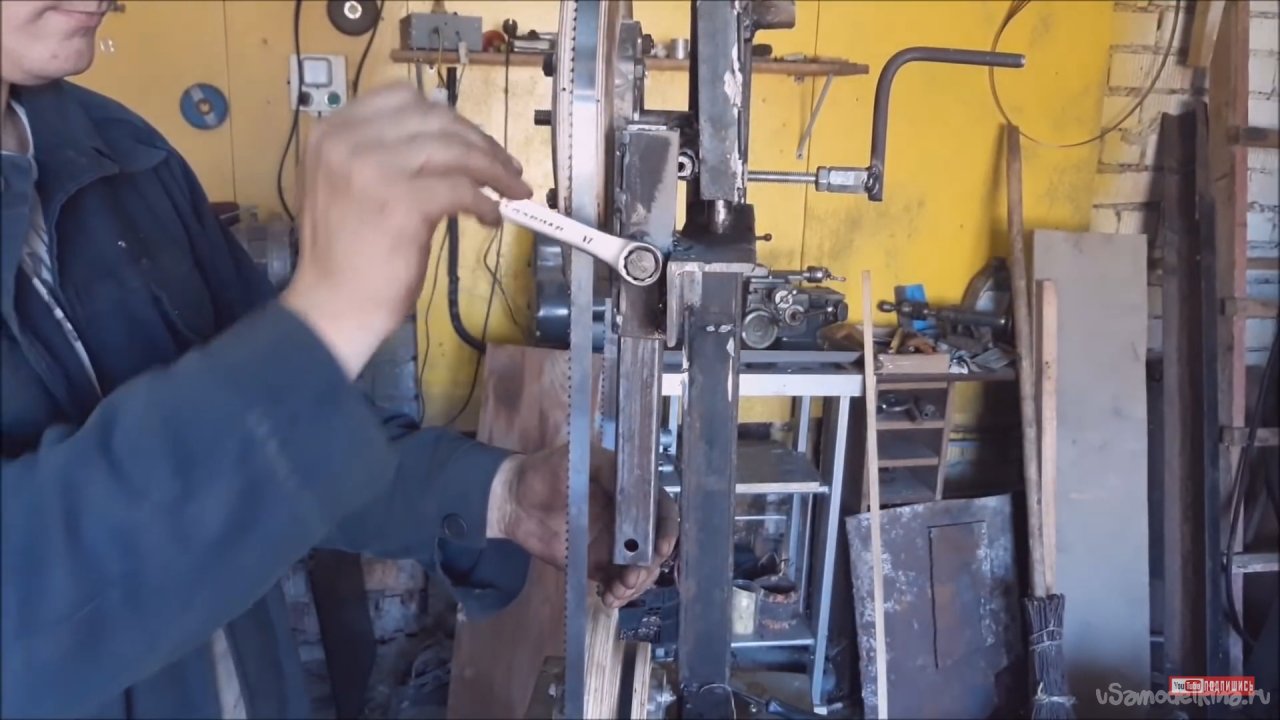
Изготовление самодельного устройства
Основными элементами самодельной пилорамы являются рама, мотор и, собственно, пила. Хорошо зарекомендовали себя двигатели мощностью в 10 кВт. Мощность такого двигателя позволяет резать практические любые бревна.
Бензиновый двигатель должен вмещаться в корпус самодельной ленточной пилы по дереву. На чертежах должны быть указаны допустимые параметры.
Для изготовления самодельной ленточной пилы потребуются следующие материалы:
- Щиты деревянные, фанерные листы. Они подойдут для изготовления рамы, шкивов и тумбы пилы.
- Листовая сталь. Из неё изготавливается режущее полотно. Можно приобрести готовое полотно в магазине.
- Стальной прут и швеллер. Шкивы устанавливаются на оси и опорную раму, изготовленные из этих деталей.
- Резина листовая. Нужна для создания защитного слоя деревянных деталей пилорамы.
- Ремень. Для передачи вращения от двигателя к колесам.
- Полиуретановый клей. Необходим для склеивания деревянных частей.
- Различные элементы крепежа. Кронштейны, болты, саморезы, шайбы, гайки.
- Электрический или бензиновый двигатель.
Шкивы при изготовлении самодельной ленточной пилорамы подойдут от любой техники. Их необходимый диаметр — около тридцати сантиметров.
Из металлических труб изготавливаются направляющие. Несколько труб полудюймового диаметра и несколько чуть большего. В этом случае трубы большего диаметра свободно одеваются на трубы меньшего с зазором примерно 0.5 миллиметра.
Инструмент, который необходим:
- Аппарат для сварки.
- Точильный станок и резальный станок.
- Шуруповерт, отвертки — прямая и крестовая.
- Молоток.
- Болгарка.
Также может понадобиться фрезерный станок или сварочный аппарат.
Перед началом работы нужно изучить дисковой пилорамы своими руками чертежи. Хороший чертеж способствует быстрому изготовлению пилорамы. Надо убедиться в наличии всех необходимых деталей.
Ленточная пила − поэтапный процесс создания
Как образец, принцип ленточной резки по дереву выглядит так: берется две катушки из-под обычных ниток, продевается и натягивается между ними тоненькая тесьма (лента). Принудительно крутя тесьму, бревно разрезается, а расстояние между тесемками – желаемый размер бруса. Такими пилами удобно резать доски.
Для изготовления ленточной пилы своими руками потребуется:
Принцип работы ленточной пилы.
- Выбрать помещение, где она (создаваемая ленточная пила) потом будет эксплуатироваться, желательно площадью не менее 18 м2 (примерно 6х3 м), проверено.
- Затем необходимо смастерить рабочую поверхность стола с типичным размером – 42х72 см. Вырезается такой стол из фанерной доски толщиной в 20 мм, далее на поверхность фанерного прямоугольника клеится текстолит. Окантовка стола делается деревянными рейками по периметру. Также стоит предусмотреть специальные пазы для поддержания проводки пилящих полотен. Готовый стол будет представлять собой ящик с размерами 420х720х500, при толщине фанеры в 20 мм.
- Подсоединить к столу несущую штангу – отрезок швеллера 8, длиною в 68 см. Полки из практичности желательно срезать около 20 мм. Штангу рекомендовано закрепить к столу кронштейном (уголок 40х40 мм), с помощью 4-х болтов М8. Шкивы привода пил выточить из фанеры, а поверхность их обклеить листовой резиной при помощи полиуретанового клея. Далее шкив пропитать эпоксидной смолой, отшлифовать и покрасить.
- При помощи эпоксидной смолы вклеить втулку из дюралюминия, в которой необходимо выточить специальное гнездо для шарикоподшипника. Далее нижний шкив насаживается на ось из стали, которая монтируется в буксу (в ней два шарикоподшипника), ось смонтирована в нижнем конце штанги. На другом конце оси через дистанционную втулку монтируется ведомый шкив ременного привода. После этого производится балансировка ленточных шкивов.
- Для гашения колебаний при работе ленточной пилы потребуется установить демпфер. Неподвижная его часть крепится под рабочим столом, а подвижная часть – планка – помогает установить требуемый промежуток при распиле деревянного элемента. Производится демпфер из текстолитовых деталей и крепится на болтах М6. Верхний же демпфер монтируется на станок болтами М5 с помощью кронштейна над поверхностью стола на 105 мм. Только лишь в том случае, если появится потребность, чтобы шкив «бил по диаметру», в других случаях − он будет просто повышать трение ленты.
- Из стального угла 100х100 мм установить направляющую. Она станет подавать деревянный брус на распил. На станке шлифуются перпендикулярные плоскости уголка. Устанавливается уголок по краю одной полки, на которой необходимо вырезать 2 паза, чтобы откорректировать зазор между лентой и направляющей планкой. Вырез посередине нужен для повышения ходов планки. В целях безопасности узел верхнего шкива желательно заизолировать защитным кожухом.
- Сформировать саму ленточную пилу, то есть пилящую ленту. Этот продукт должен быть очень гибким, изготовлен из холоднокатаной листовой стали (У8 или У10), с толщиной 0,2-0,4 мм (0,4-0,8 для более твердых пород), длиною 1600-1700 мм для габаритов описываемого станка. Перед запайкой ленты в кольцо потребуется вырезать на ней зубья с интервалом в 3 мм. Спайка выполняется с помощью газовой горелки, предварительно место спайки посыпается бурой, а после спайки наносится припой ПСР-40. Дополнительно место спаивания желательно отшлифовать и еще раз окончательно вплотную прижать шов плоскогубцами. Зубья отточить и слегка развести в стороны для наиболее результативного распила.
Такой метод производства ленточной пилы считается кустарным. При работе следует соблюдать меры безопасности, так как в случае разрыва пилящей ленты она отлетает в сторону, поэтому не стоит стоять рядом, когда ленточная пила находится в работе.
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
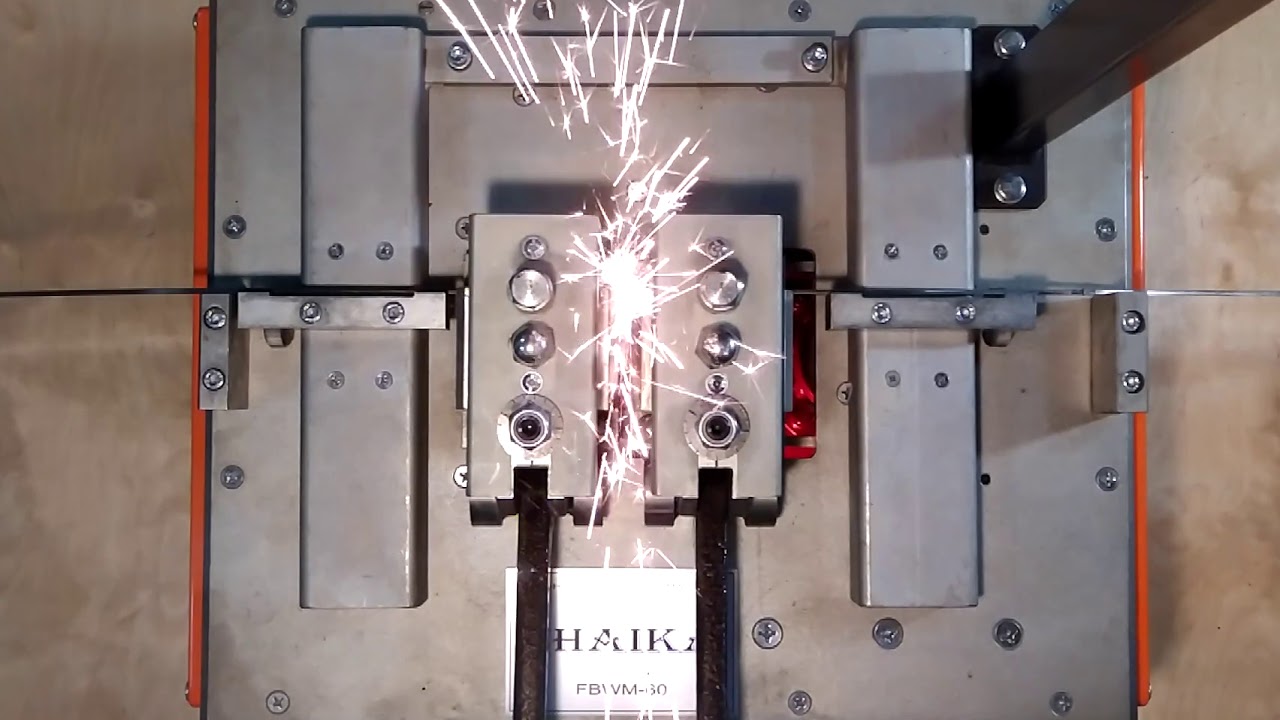
 Процесс сварки ленточной пилы
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
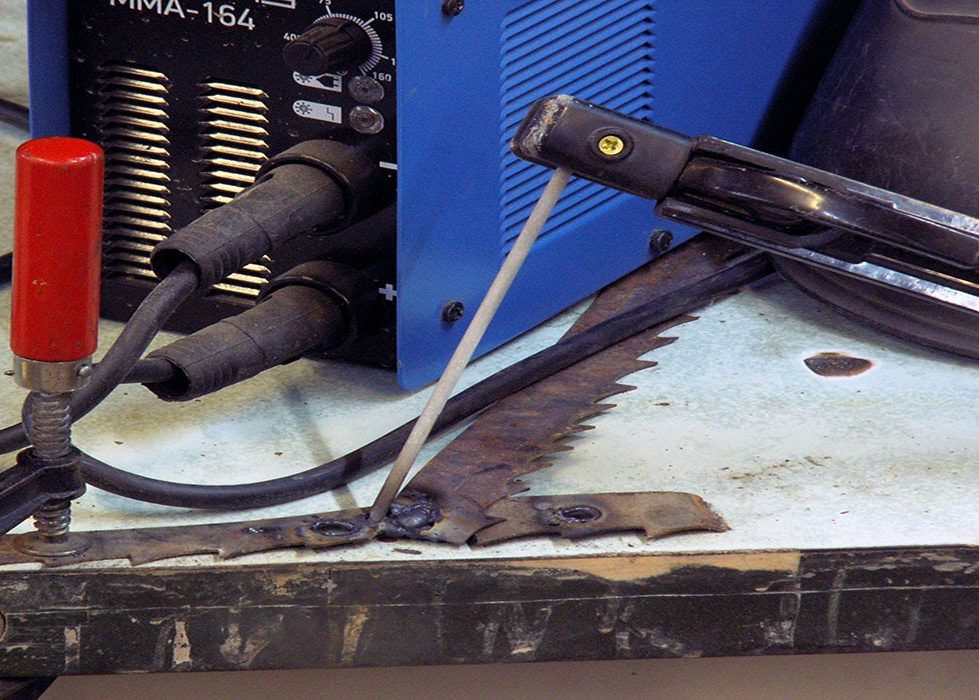
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.







После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
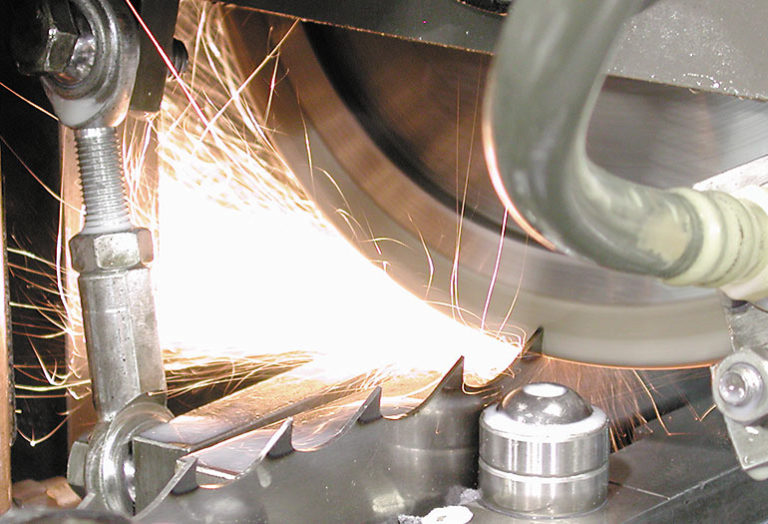
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
 Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Стоимость и эффективность промышленных вариантов исполнения
Почему возникает большое желание проводить создание самодельного варианта исполнения станка? Примером можно назвать ленточную пилораму «Тайга», стоимость которой в зависимости от эксплуатационных качеств может варьировать в районе 112-165 тысяч рублей. Даже самый простой вариант исполнения, не обладающий большой производительностью, будет стоить не менее 90 тысяч рублей. Самодельная ленточная пилорама обойдется в разы дешевле. Сделанный своими руками станок подходит для использования от случая к случаю.
Сложности при самостоятельном изготовлении станка
Устройство ленточной пилорамы достаточно сложное. От качества проводимой сборки зависит производительность ленточной пилорамы, срок службы без возникновения поломок и многое другое. Свой станок следует начинать делать после рассмотрения нижеприведенных моментов:
- Монтажные работы проводятся при использовании сварки. Поэтому без сварочного аппарата провести работы по созданию рамы и других элементов практически не возможно. Для изменения формы и размеров элементов конструкции понадобится электроинструмент и фрезеровальный станок. Конечно, создание некоторых элементов можно доверить профессионалам, однако это существенно увеличит стоимость работы.
- Во время работы на ленточную пилораму оказывается большая нагрузка. Поэтому конструкция должна быть устойчивой и прочной. Для этого проводится крепление конструкции к основанию, а рама и другие элементы производят с учетом возможного веса обрабатываемых бревен около 300 килограмм.
- Если создается самодельная бензиновая ленточная пилорама, то следует учитывать необходимость проведения работы по заточке пилы и разводки рабочей части.
- Существует довольно много различных конструкций, которые позволяют указывать толщину получаемой продукции.
- Необходимо продумать безопасность использования оборудования. Установленная пила и лента могут нанести существенный вред здоровью человека.
Стоит учитывать, что конструкция самодельных ленточных пилорам подходит исключительно для нарезания досок различной длины и ширины.
Существует достаточно большое количество вариантов исполнения самодельных ленточной пилорам, чертежи которых основаны на использовании электрических и бензиновых двигателей. При этом электрические варианты исполнения пользуются большой популярностью по причине лучших эксплуатационных качеств и простоте использования. Но не во всех случаях можно использовать электрический двигатель в качестве движущей силы, так как электричество есть не на всех земельных участках.
Проводить рассмотрении конкретных станков, чертежи которых имеют точные размеры. Ведь для каждого производства требуется стол различных размеров, как и электродвигатель разной мощности.
Схема самодельной ленточной пилорамы
ДОСТАВКА ИНСТРУМЕНТА
1) Доставка по МОСКВЕ:
• Самовывоз от м.Рязанский проспект
Показать подробнее ▼
- • Самовывоз инструмента и мелко- габаритного оборудования (весом менее 60 кг или суммой длин всех сторон упаковки товара менее 100 см) со склада «Славянского двора»: г.Москва, Рязанский проспект, д.75, корп.4 (м. Рязанский проспект) тел.: 8 (495) 258-257-1, 984-78-94, схема проезда к складу…
- • Самовывоз крупного и негабаритного оборудования со склада «Славянского двора» г. Железнодорожный, ул. Промышленная д. 49 A, тел.: 8 (495) 258-257-1, 984-78-94, схема проезда…
2) Доставка по КАЗАНИ:
• Самовывоз: ул. Шмидта, 35
Показать подробнее ▼Самовывоз: г.Казань ул. Шмидта, дом 35, офис 211. Телефоны, 299-52-12, 290-43-17, схема проезда…
3) Доставка в ДРУГИЕ ГОРОДА РОССИИ:
• Осуществляется транспортными , «Байкал Сервис», «ЖелДорЭкспедиция», «КИТ», «Деловые Линии»)
Показать подробнее ▼
Доставка по России; рассчитывается в зависимости от тарифов транспортной компании. У нас заключен договор c
| Первая Экспедиционная Компания — один из самых оперативных перевозчиков. (калькулятор стоимости доставки ) |
Оплата за доставку ПЭК от Москвы до места получения груза производится при получении груза.
Мы осуществляем доставку со своего склада до склада транспортной компании ПЭК в Москве – Бесплатно!
Товар может быть доставлен в Ваш город с помощью любой транспортной компании, имеющей представительство в Москве и в Вашем городе. В этом случае Вы производите оплату с учетом доставки по Москве до офиса транспортной компании в соответствии с тарифами нашей курьерской службы доставки по городу Москве. После отгрузки товара в транспортную компанию, дальнейшую ответственность за сохранность груза несёт транспортная компания.
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:
- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
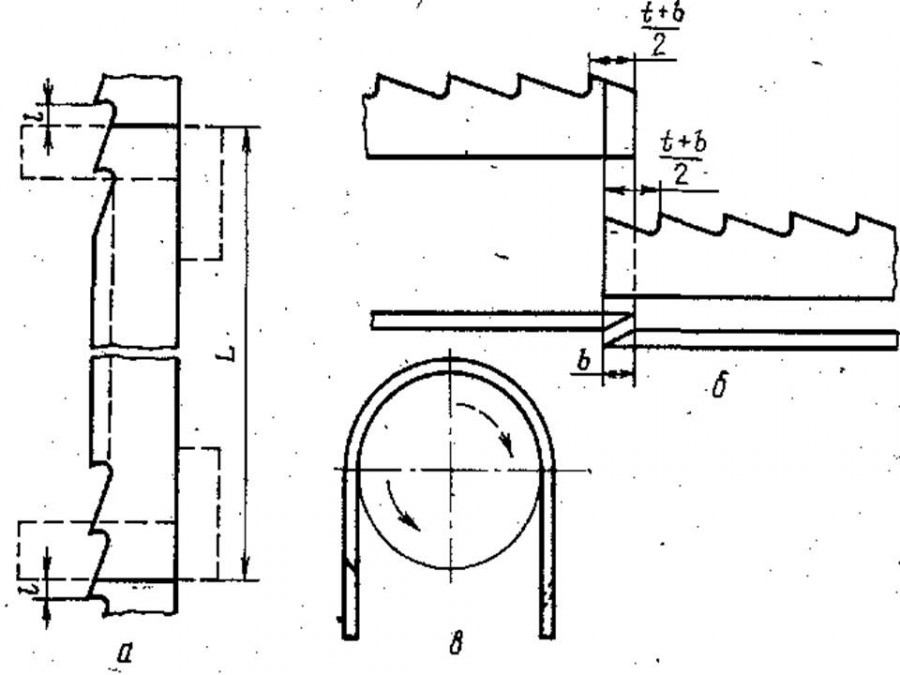
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.







Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
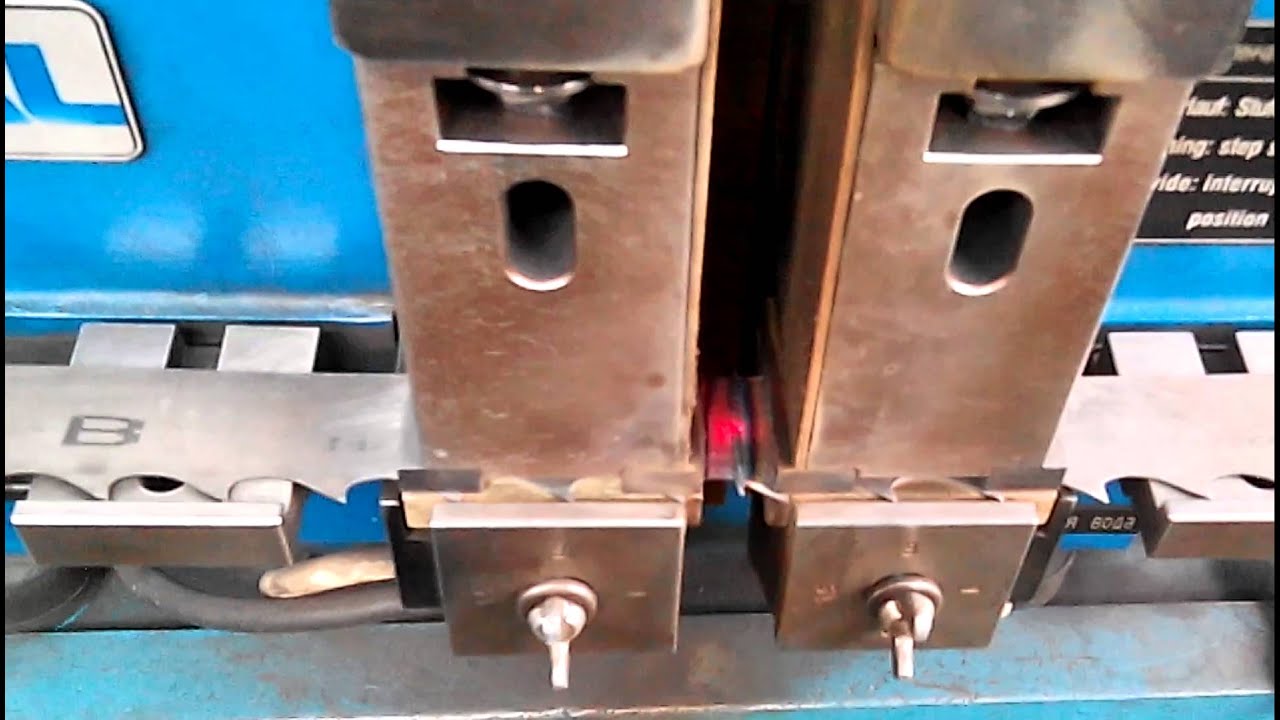
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат
делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Особенности заточки ленточных пил
Любой инструмент рано или поздно затупится, а перед мастером встанет вопрос о его заточке. Она может выполняться как вручную, так и на специальном оборудовании. Заточка ленточных пил предусматривает их разводку, то есть восстановление профиля режущей кромки. Существует три способа, как развести пилу:
- Классический . При этом зубья по очереди отклоняют в правую и левую сторону.
- Зачищающий . При таком способе 1-й и 2-й зубья отклоняют в разные стороны, а 3-й оставляют ровным. Это облегчает распил самых твердых материалов.
- Волнистый . В этом случае кромке придают эффект волны. Сложный вариант, который могут выполнить только профессионалы.
Заточной станок для ленточных пил
Существует масса разновидностей таких агрегатов. Прежде всего они отличаются типом точильных кругов, подбираемых под определенный вид режущего полотна. Не существует универсального станка, способного справиться с любой лентой, поэтому перед его покупкой необходимо убедиться, что он подходит к самой пиле. Небольшой режущий инструмент можно заточить и надфилем, но в условиях промышленного производства такой вариант неприемлем. Станок для заточки ленточных пил может быть ручным и автоматическим. В любом случае он требует применения охлаждающей жидкости.








Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).
Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.
Что хочется сказать в заключение
Одновременная обработка концов ленточной пилы.
А в заключение хочется немного подвести итоги ко всему вышесказанному:
- Самодельная ленточная пила целесообразна в том случае, если для ее изготовления в наличии имеются бесплатные ресурсы. Поэтому перед тем, как приступить к созданию пилорамы в бытовых условиях, посчитайте ценовой эквивалент всех основных материалов, сколько уйдет времени на процесс ее создания и возможную пользу при дальнейшей ее эксплуатации.
- Ленточная пила, сделанная своими руками, потребует много терпения, так как многие позиции придется отрегулировать вручную, в отличие от готовой покупной.
- Обработка по дереву на самодельной ленточной пиле почти не имеет отличий от покупной установки. Процесс распила остается прежним: бревно закрепляется на ложе, подключается электродвигатель, и деятельность установки начата.
Заключение

Не следует забывать о качестве самого отпуска. Его выяснение сопровождается изгибом ленты пилы в кольцо, причем его диаметр не должен превышать 250 мм.
Обратив внимание на форму изгиба можно прийти к выводу, что полноценный круг говорит о качественном отжиге, фигура напоминающая латинскую букву “V” — отсутствии такового. Появившиеся же трещины констатируют кратковременный отпуск либо быстрое охлаждение
Процесс соединения торцов ленточной пилы не потребует использования только дорогого сварочного агрегата
Появившиеся же трещины констатируют кратковременный отпуск либо быстрое охлаждение. Процесс соединения торцов ленточной пилы не потребует использования только дорогого сварочного агрегата.
Операцию можно провести на оборудовании бюджетной стоимости. Однако, все настройки необходимо устанавливать вручную.





