
Введение
В мастерской должно быть все под рукой и изобилие инструмента делает мастера по настоящему свободным в выборе методов и приемов работы. Одна из самых базовых операций в любой мастерской – это пиление заготовок
Причем пиление бывает разным – где-то нужно отпилить быстро и качество реза не важно, где-то нужен глухой пил и с этим справится циркулярка или электролобзик со специальной пилкой, где-то требуется исключительно ровный пил и так далее
Ленточная пила по дереву, сделанная своими руками, по достоинству занимает почетное место в мастерской. Она есть далеко не у всех, тем не менее удобство ее использования не оспоримо. К ее достоинствам следует отнести следующие особенности:
- Высокое качество пиления, так как нет возвратного движения режущего полотна.
- Высокая скорость пиления, так как режущая лента двигается с большой скоростью.
- Высокая маневренность при пилении из-за небольших толщин режущего полотна.
- Высокая универсальность и гибкость использования инструмента.
- Высокая безопасность работы.
Тем не менее ленточная пила обладает и недостатками. Перечислим их:
- Это стационарная пила, соответственно нет возможности ее мобильного перемещения.
- Ограниченная зона пиления из-за конструктивных особенностей.
- Большие габариты.
Это интересно: Электропила Sturm CC9922 — технические характеристики
Из истории
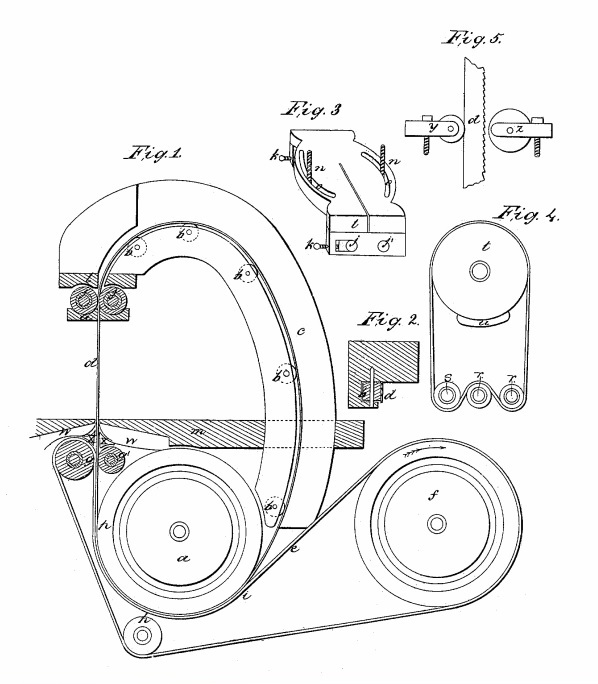
Известна ленточная пила довольно давно, с начала 19 столетия (первый патент — 1808 год). Сам принцип непрерывного движения пильного полотна (в отличие от возвратно-поступательного у ножовки) давно интересовал инженеров. Он более технологичен по многим причинам:
- Кольцевая пила охлаждается естественным путем — в контакте находится незначительная ее часть;
- Движение зубьев в одном направлении меньше повреждает область реза;
- Ленту легче затачивать;
- Механизм привода и натяжки максимально упрощен, как и механизм смазки.
Но на пути реализации возникли некоторые трудности, связанные с соединением пильной ленты в кольцо. Лента должна быть прочной, упругой и, в то же время, гибкой и достаточно эластичной. Сваривать такие металлы, чтобы не оставалось швов, которые мешали ее движению в теле материала и вызывали перегрев (в результате — разрыв в месте соединения).
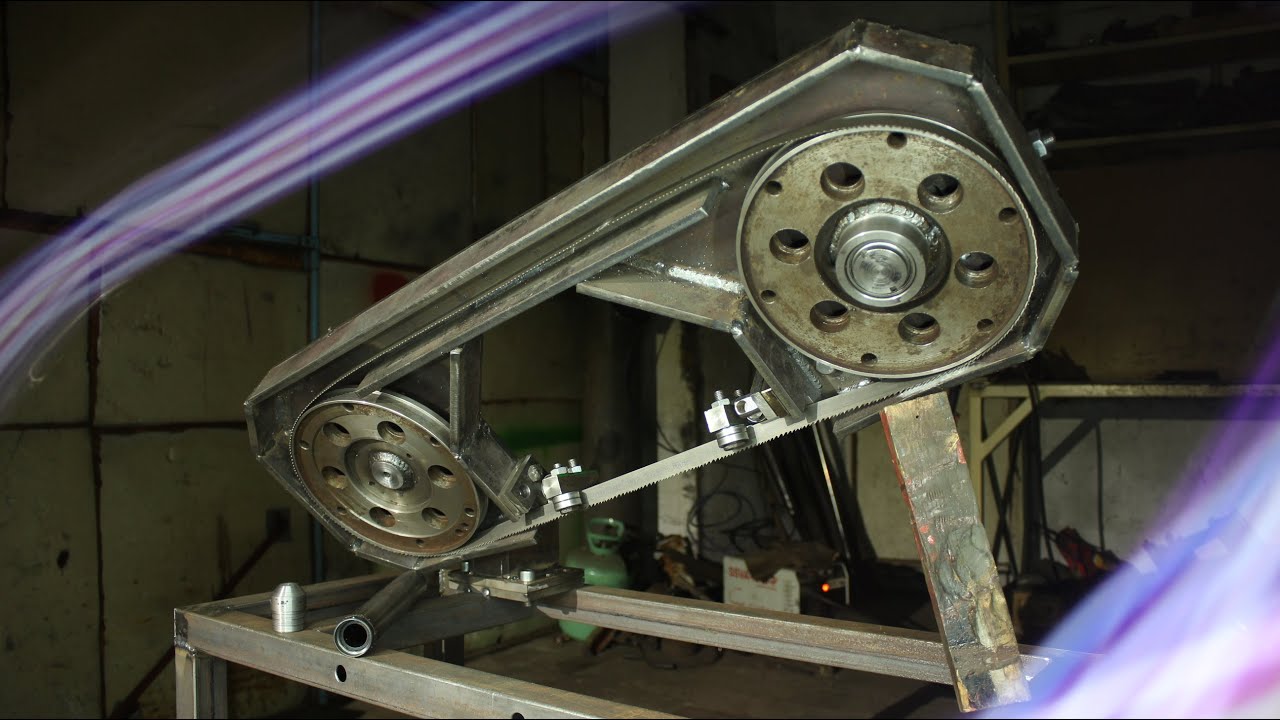
Примерно так выглядели первые ленточные пилы
На ленточных станках по дереву эти сложности удавалось минимизировать, но на металлообрабатывающих станках все было иначе. Только к концу столетия во Франции удалось наладить производство приемлемых пильных полотен, которые сваривались контактной сваркой и затем швы тщательно шлифовались.
В настоящий момент производится несколько разновидностей пильных полотен кольцевого действия:
- зубчатые;
- пилы трения;
- электроискровые.
Самодельная ленточная пила по металлу, как правило, ориентируется на зубчатое полотно биметаллической конструкции. Это лента, изготовлена из прочной стали (пружинной или аналогичной по свойствам) с зубьями из особо прочной инструментальной стали твердостью М42-М71. Заточка зубьев различная для разных материалов.
Самое большое полотно для ленточной пилы
Например, для резки труб и швеллера потребуется лента с усиленными спинками зубьев, для нержавейки — с острой заточкой в 15 и увеличенным расстоянием между ними. Нержавейка образует при пилении вязкую стружку, мешающую движению пилы, застревая между рабочими кромками. Если приходится резать металл крупных размеров, то нужно полотно с периодической разводкой — узкая и широкая чередуются, для устранения угрозы застревания ленты в резу.
Виды ленточнопильных станков
Ленточнопильные станки могут быть следующих видов:
- Консольные станки . В их конструкцию входят поднимаемая и опускаемая пильная рама (консоль), а также станина. Предназначены для распила небольших по габаритам деталей.
- Станки колонного типа . Могут быть одноколонными (одностоечными) или двухколонными (двухстоечными). В первом случае рама совершает движение по одной колонне, и здесь обычно нарезаются под разными углами среднегабаритные заготовки. Во втором варианте рама двигается по двум колоннам, что позволяет работать с труднообрабатываемыми материалами.
- Станки портального типа . Модели отличаются наличием в конструкции статичного рабочего стола, вдоль которого происходит движение пильной рамы. Назначением является резка труднообрабатываемых крупногабаритных заготовок.
- Вертикальные станки . Пильная рама у них расположена вертикально и имеет неподвижное состояние. Различают ручные станки, где деталь вручную фиксируется на столе, и модели с подвижной пильной рамой. Второй вариант применятся для раскроя крупногабаритных плит.
- Горизонтальные станки. В их конструкции пильная рама находится в горизонтальном положении. Могут производить не только прямую резку, но и под углом. Предназначены для работы с крупногабаритными деталями.
Также в зависимости от уровня автоматизации принято различать ручные, полуавтоматические и автоматические.
Изготовление основания и устройства для закрепления бревен
 Изготовление основания
Изготовление основания
На первом этапе собственноручного проведения таких работ изготавливается основание для будущего станка для превращения обычных бревен в качественные доски. В качестве материала для этого подойдут уголки из металла. Устанавливать их следует вверх стороной, при этом необходимо добиться максимальной точности регулировки колесиков, иначе они будут быстро изнашиваться.
Такие крепежные приспособления должны легко двигаться в нужные стороны. Для надежной фиксации бревна достаточно пару раз ударить по зажимам молотком, вследствие чего произойдет заклинивание механизма фиксации материала, и с ним можно будет проводить все требуемые операции.
 Конструкция когтей
Конструкция когтей
При собственноручной сборке пилы ленточного типа профильные трубы из твердого металла, которые устанавливаются перпендикулярно к основанию, должны быть сделаны таким образом, чтобы немного выступать за основание. Кроме того, на данных трубах следует установить перемычки: на них будут размещаться бревна перед распилкой на станке.
Ленточная пилорама дома
 Дерево является наиболее популярным в строительстве материалом, который использовали ещё наши предки. И, надо заметить, что он по-прежнему остаётся востребованным. Находится много желающих построить дома именно из дерева, а не из бетона.
Дерево является наиболее популярным в строительстве материалом, который использовали ещё наши предки. И, надо заметить, что он по-прежнему остаётся востребованным. Находится много желающих построить дома именно из дерева, а не из бетона.
Даже неспециалисту понятно, что работа по строительству подобных объектов занимает много времени и является довольно затратной. Именно для того, чтобы добиться экономии на этих операциях, и были придуманы деревообрабатывающие станки.
Хотя сегодня компании предлагают различные виды пилорам, каждая из них предназначена для решения одной задачи — обработки лесозаготовок. Но делает это каждая по-своему.
Если в вашем распоряжении будет ленточная пилорама, которую вы можете сделать своими руками, то вы можете не только заниматься обработкой древесины для личных целей, но и извлечь из этого дополнительный доход.
Вы можете договориться с заинтересованными лицами о производстве необходимого объёма продукции и легко справитесь с этой задачей. Вам по силам будет выполнить любой заказ вне зависимости, что это будет — беседка или баня. Всё, что вам для этого нужно сделать — взять заготовку и обработать её, после чего вы можете использовать её по назначению.
Что можно изготовить на ленточной пилораме
 Этим вопросом задаются многие мастера, которые хорошо наслышаны о популярности ленточных пилорам. Ещё раз напомним, что сегодня подобные устройства представлены в большом количестве, но неслучайно именно ленточная пилорама пользуется наибольшей популярностью.
Этим вопросом задаются многие мастера, которые хорошо наслышаны о популярности ленточных пилорам. Ещё раз напомним, что сегодня подобные устройства представлены в большом количестве, но неслучайно именно ленточная пилорама пользуется наибольшей популярностью.
Объяснить сложившуюся ситуацию можно наличием у этого оборудования множества актуальных для мастеров преимуществ. Прежде всего, пилорама подобной конструкции может обрабатывать заготовки из любых пород древесины, в том числе лиственные и высокосмолистые.
Ещё одна особенность ленточной пилорамы заключается в том, что она может производить довольно широкий ассортимент изделий:
- Обрезные и не обрезные доски.
- Брусья.
- Шпон.
- Лафет и др.
При желании вы можете создавать заготовки для последующего их использования в изготовлении мебели, клеёного бруса, щитов и другой продукции. Имея в своей мастерской ленточную пилораму, вы намного упростите процесс обработки древесины.
Конструкция подобного типа многими ценится в том числе тем, что позволяет свести к минимуму потери бревна на опилки. Поэтому, если вы сможете сделать ленточную пилораму своими руками с соблюдением всех правил, то можете быть уверены, что после обработки заготовок на них не появится неприятных волн или щетины.









Ленточная пилорама своими руками: чертежи и конструкция
 Не стоит торопиться и сразу же переходить к практической части изготовления ленточной пилорамы своими руками. Прежде вам необходимо изучить конструкцию и составить простенький чертёж. Это нужно сделать и в том случае, если вы хотите изготовить дисковую или шинную пилораму.
Не стоит торопиться и сразу же переходить к практической части изготовления ленточной пилорамы своими руками. Прежде вам необходимо изучить конструкцию и составить простенький чертёж. Это нужно сделать и в том случае, если вы хотите изготовить дисковую или шинную пилораму.
Конструктивная схема этого оборудования является достаточно понятной и простой. Поэтому вы легко сможете добавить в неё необходимые вам компоненты для выполнения дополнительных операций, которые у вас будут возникать в процессе работы.
Иными словами, у вас есть возможность изготовить самый простой вариант пилорамы, предусматривающий возможность ручной подачи заготовки. Или же вы можете остановить выбор на более сложной версии, создав по индивидуальному чертежу высокопроизводительное устройство, оснащённое автоматикой и специальными датчиками, упрощающими работу по обработке заготовок.
Основным элементом пилорамы как дисковой, так и шинной, является рама с направляющими. Для её изготовления используются сварные подошвы, в которых размещаются передвижные ролики. При любом варианте ленточной пилорамы станина всегда получается П-образной, а изготавливается она путём сварки двух швеллеров между собой.
При этом ведущий шкив приваривают на одной стороне рамы в неподвижном состоянии, а второй крепится на другом конце в подвижном положении. Установка направляющих осуществляется строго по центру и сами они являются разборными.
Об этом обязательно нужно подумать в том случае, если вы собираетесь в будущем перевозить оборудование. В общем, изготовление этой ленточной конструкции своими руками — процесс довольно длительный по времени. Однако, если вам удастся всё сделать правильно, то вы получите очень полезного помощника в свою мастерскую.
Вырезание шкивов и крепление их на опоры
Механизм натяжения ленточной пилы и шкивы сваривают с применением специального оборудования. Диаметр последних бывает произвольным, но чем он больше — тем дольше пила сможет прослужить без поломок
Однако важно следить за размерами полотен, выбирая соотношение 1/1000 по отношению к диаметрам шкива. Деталь длиной 40 см должна обладать диаметром в 4 мм
Но если соблюдать правила использования, можно будет применять даже узкий шкив для полотен в 6 мм.
При составлении параметров диаметра необходимо учитывать такие принципы:
- Для начала нужно рассчитать длину окружности шкива, используя следующий алгоритм: Д=3,14* диаметр шкива.
- Средняя скорость движения режущего диска не должна превышать 30 м/с.
- На следующем этапе необходимо определить число оборотов — оно составляет 0=30 м/с.
- Дальше понадобится вычислить соотношение оборотов мотора по отношению к вращениям шкива привода.
- Развод зубьев выбирается индивидуально в зависимости от назначения и сферы применения пилы.

Чтобы ленточная пила самостоятельно размещалась в центре и не спадала, кромку делают выпуклой, придерживаясь угла в 5-10°.
На шкиве привода с ремнем рекомендуется оставлять небольшую канавку, где будет находиться ремень. Сам шкив обтягивается резиной с велосипеда или автомобильных колес.
Выбранный диаметр должен на 1-2 размера быть меньше диаметра шкива, что исключит вероятность соскальзывания полотна. Верхний элемент фиксируется на подвижном блоке и перемещается в горизонтальной позиции, гарантируя нормальную степень натяжения режущей кромки. Для этого используется механизм натяжения ленточной пилы, в качестве которого может применяться брус под блоком, к которому присоединена пружина. Когда специалист нажимает на рычаг, конструкция автоматически поднимает блок со шкивом, натягивая пилу.

Еще на этом этапе сборки своими руками необходимо позаботиться о способе фиксации рычага в выбранном положении. Подобную задачу лучше решить с помощью болтов, которые находятся на разных уровнях. Посредством пружины будет обеспечиваться оптимальная степень давления, поглощающая напряжение.
В нижнем блоке закреплено 2 шкива: ведомый и ведущий. Главное — убедиться, что они достаточно сбалансированы, а вероятность появления «восьмерок» во время вращения исключена.
Чтобы закрепить верхний шкив своими руками, лучше задействовать самоцентрирующийся подшипник. Он обеспечивает возможность быстрого снятия и повторного монтажа колес. При этом сами колеса должны фиксироваться с максимальной прочностью, в противном случае подшипники начнут расшатываться.
Особенности настройки аппарата

Ленточная пила по дереву самодельная должна быть тщательно подготовлена к работе. Для этого ее следует испытать и настроить. Режущая лента должна находиться строго под прямым углом. Любой незначительный перекос может остановить работу машины и стать опасным для жизни.
Учтите, что лента для резания должна быть максимально натянута. Для настройки используйте ведомый шкив. Именно при его помощи вы сможете нормально отрегулировать ваш станок. Также следует отметить, что применяемая при изготовлении сварка ленточных пил (своими руками осуществить ее достаточно просто) обеспечит хорошую прочность и устойчивость машины.
Рекомендации по изготовлению
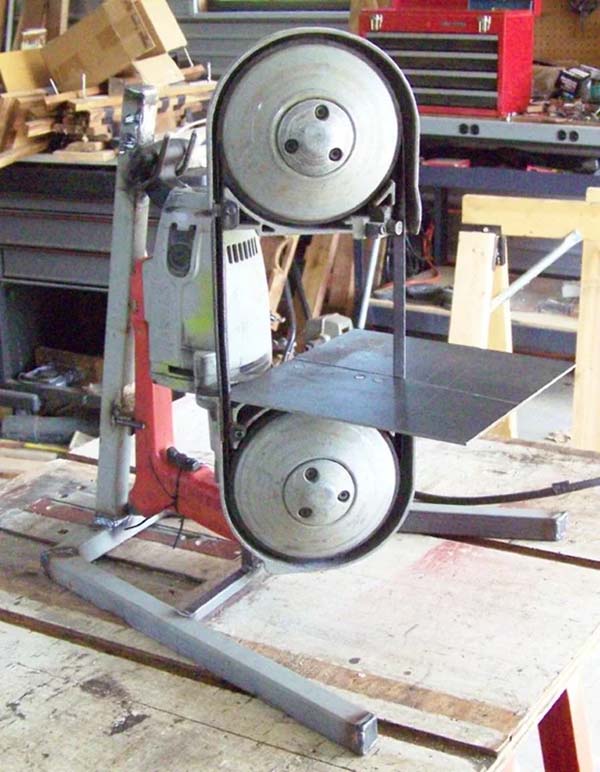
Самодельная ленточная пила состоит из нескольких основных элементов. В первую очередь – это рама. Именно на нее будут крепиться остальные компоненты. На раму монтируется электродвигатель, который соединяется со шкивом. Также нужно сделать устройство для подачи бревна (или другой деревянной заготовки) для распила.
Переходим к шкивам. Их в конструкции используется две штуки. При этом правый шкив будет ведомым, поэтому жесткой фиксации не требует. Его необходимо оснастить пружиной, которая отвечает за натяжку полотна. Левый шкив, который является ведущим, фиксируется жестко на своем месте.
Сами шкивы монтируются на специальных направляющих, выполненных из труб. При этом необходимо предусмотреть их фиксацию при помощи болтов. Шкивы необходимо подточить так, чтобы края ленты выступали на пару сантиметров. Также само режущее полотно устанавливается с небольшим наклоном. В этом случае оно будет натягиваться само, что предотвратит спадание ленты во время работы станка.
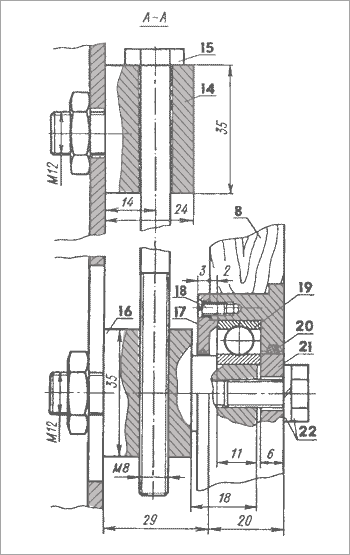
Механизм натяжения ленты: 14 – верхняя опора, 15 – регулировочный винт, 16 — ползун, 17 — крышка, 18 — винт М4, 19 — подшипник 60203, 20 — сальниковое уплотнение, 21 — торцевая шайба, 22 — шайба Гровера
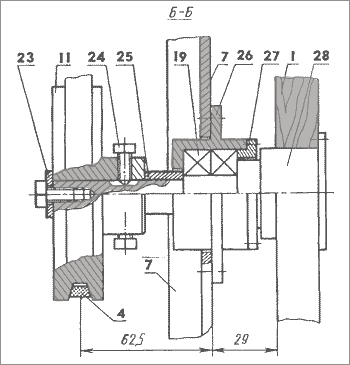
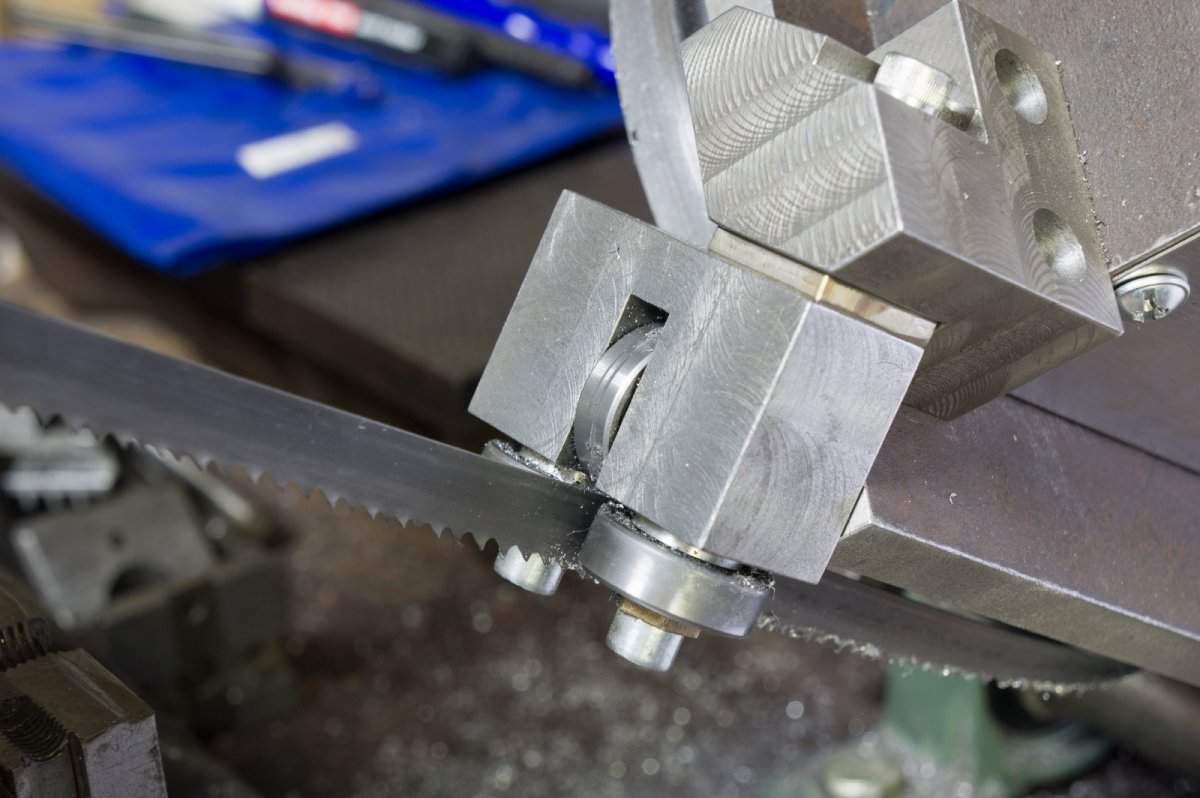
Узел крепления пилящей ленты (нижний шкив)1- нижний шкив привода ленты, 4 – клиновой ремень, 7 – несущая штанга, 11 — шкивы ременного привода, 19 — подшипник 60203, 23 — шайба, 24 – стопорный болт М6, 25 — дистанционная втулка, 26 — корпус буксы, 27 — крышка буксы, 28 — вал.
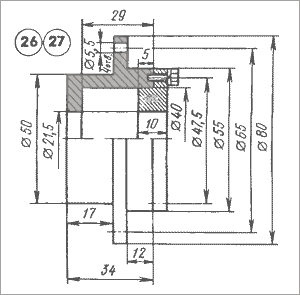
Букса для ленточного станка

Ведущий вал ленточного станка
После подготовки все детали монтируются на раме. Шкивы подсоединяются к электродвигателю при помощи ременной передачи (можно смонтировать цепную передачу). Далее, производится установка кнопок включение и ручная ленточная пила по дереву готова к использованию.





Очень важный элемент такого станка – это режущее полотно. Некоторые мастера изготавливают пилу своими руками. Для этого можно приобрести специальные заготовки из стальных полос. Далее, с использованием шаблонов, делается заточка.
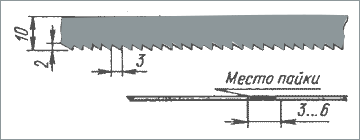
Место пайки полотна
Заготовки выпускаются в виде полос, а для станка необходимо «кольцо». Для этого заготовки свариваются. При этом необходимо применять сложный метод. Дело в том, что нахлеста получиться недолжно. Соединение полосы в единое кольцо делается встык. После сварки места соединения тщательно отшлифовывается.
Такая сложность изготовления режущего полотна вынуждает многих покупать уже готовые пилы. Сегодня в магазинах большой ассортимент подобных изделий. Главное, подобрать размер режущего полотна так, чтобы он подошел к вашим шкивам.
Кроме этого, при выборе пилы следует обратить внимание на толщину. Чем этот показатель больше, тем больше радиус закругления полотна
Для более точного подбора можно воспользоваться специальными таблицами.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
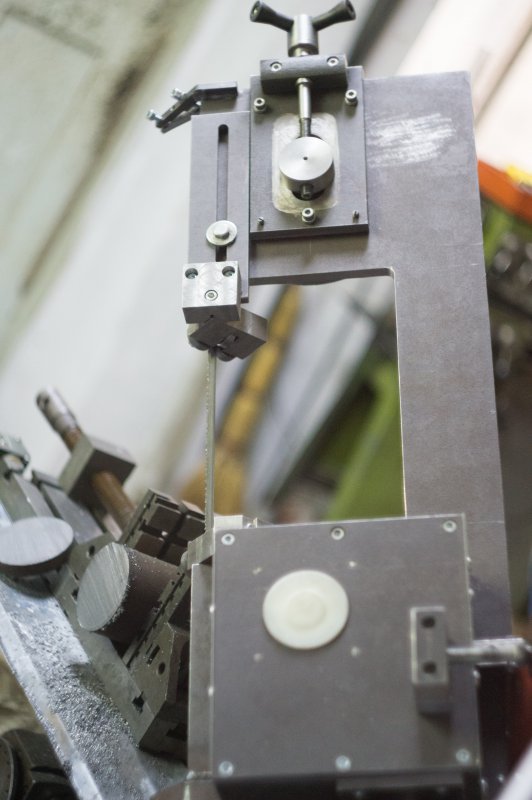
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
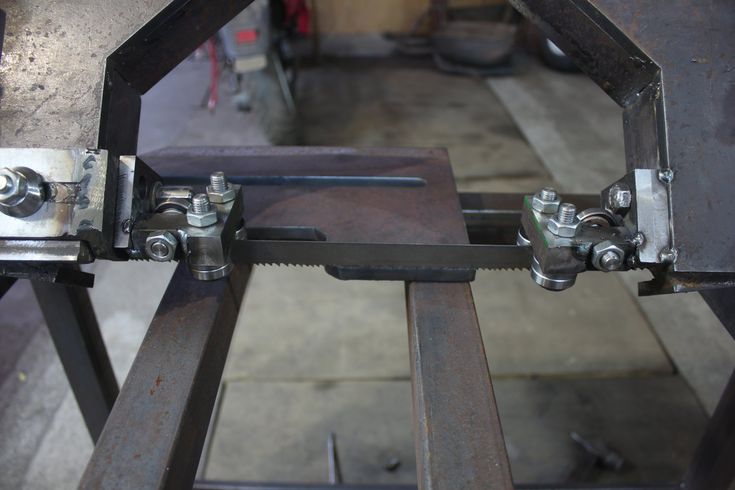
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Виды ленточных пил
В зависимости от плоскости размещения режущего полотна в пильной зоне, все ленточные пилы классифицируют как вертикальные или горизонтальные.
- Вертикальные ленточные пилы. Данный тип станкового оборудования можно купить в Пензе и под названием колонные ленточные пилы. Они отличаются тем, что движение полотна в рабочей зоне происходит вертикально относительно направляющей поверхности (стола). Данный вариант оборудования используется для изготовления бруса, криволинейного распила, чернового пиления бревен.Г
- Горизонтальные ленточные пилы. Обычно имеют высокую мощность, что позволяет обрабатывать более твердые материалы. Пильное полотно в данном типе станков расположено параллельно плоскости рабочего стола. Такие станки позволяют получать более тонкие изделия, их часто используют для изготовления досок, шпона, щитов, листов.
Есть ли недостатки у станков с ленточной системой распила?
Среди недостатков отмечают довольно быстрый износ режущего полотна. Но случается это либо при выборе некачественных инструментов, либо при нарушении условий эксплуатации станка. Для некоторых функций такое оборудование не будет оптимальным, поскольку не выполняет поставленные задачи. К примеру, для резки под углом 60 градусов проще использовать другие специальные устройства.







При малом расходе энергии и низкой стоимости такие промышленные инструменты способны экономить деньги предприятия. Поэтому при верном подборе модели и соблюдении всех условий эксплуатации недостатков у данного устройства не будет.
Определяемся с дизайном и конструкцией
Самым простым вариантом стола для циркулярки является конструкция из достаточно толстой фанеры и досок
READ Как Наточить Цепь Бензопилы Напильником
Основание может быть изготовлено из древесины или металла. Для столешницы выбирают листовые породы деревьев. В ней следует проделать специальное отверстие под диск. Ключевым свойством созданного стола должно быть удобство.
Следует позаботиться о его устойчивости. Недопустимо никаких расшатываний, иначе это негативно отразится на безопасности. У столешницы должна получиться максимально ровная поверхность. Тогда сократится вероятность получения травмы при работе.
Стол для циркулярной пилы требует обязательного присутствия направляющих
Сооружение может быть дополнено специальным расклинивающим ножом. Он может сниматься. Его оснащают специальной дисковой защитой, позволяющей избавляться от летящей в рабочего стружки.
Направляющая каретка стола для циркулярки
Некоторые убирают заводской кожух и меняют фабричную платформу на самодельную. Если не собираетесь проводить пиления под углом, можно убрать детали, которые регулируют наклон диска.





