
Различия рабочих зубьев по геометрической форме
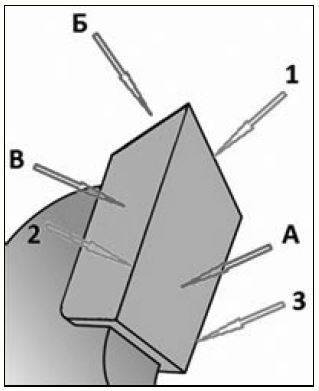
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Скошенные зубья
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Трапециевидные зубья
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Конические зубья
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Основные параметры диска для циркулярной пилы
Наружный (внешний) диаметр
Определяется внутренним размером защитного кожуха  – диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
– диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
Внутренний, посадочный диаметр
Имеет несколько размеров: 16, 20, 22, 30, 32. Важный параметр – диаметр должен соответствовать размеру силового вала на пиле, под которую подбирается диск. На некоторых моделях дисков расположены дополнительные отверстия, фиксирующие диск на штифтах.
Количество зубьев на диске
Влияет на такие параметры, как скорость резки и 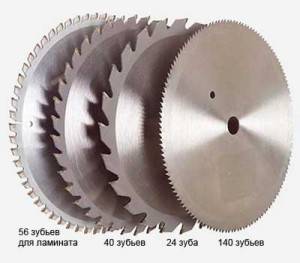 чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
- большое количество резцов, находится в диапазоне 80-90 шт.;
- среднее количество (40-80 шт.);
- малое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими можно обрабатывать мягкую и твёрдую древесину, выполнять поперечные и продольные резы, применять для обработки различных изделий из древесины.
Наклон зуба
Определяется отклонением от радиуса диска  поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
- стандартный наклон – угол изменяется от 5° до 15°;
- положительный, агрессивный наклон составляет 15-20°;
- обычный, отрицательный угол лежит в диапазоне от 0° до -5°.
Конфигурация зубьев
Каждый тип резца сконструирован и выполнен для решения определённой задачи. Подразделяются:
- Плоский резец – применяется для быстрого продольного пиления мягкой или твёрдой древесины, имеет обозначение FT.
- Сменный резец – имеет последовательно чередующийся сменный наклон зубьев в одну или другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.
- Комбинированный резец – это последовательная смена групп из сочетания четырёх сменных резцов (ATB) и одного плоского (FT). Обозначаются как Combi. Этот тип диска относят к универсальным из-за возможности выполнять разные виды пропилов.
- Трапециевидный плоский резец – выполнен из следующих друг за другом плоских зубьев. Более высокий заточен под трапецию, низкий является плоским. Применяется для обработки древесины и изделий из неё, для полимерных материалов и мягких цветных металлов. Имеет обозначение TCG.
- Сменный резец с увеличенной наклонной боковой частью – разработан для обработки материала, склонного к раскалыванию, а также для чистового поперечного пиления. Обозначается HiATB.
Толщина диска
Определяет фактическую ширину пропила. Стандартный размер составляет 3,2 мм. Кроме этого, толщина диска сказывается на прочности самого режущего инструмента. Уменьшение параметра приводит к тяжёлым режимам работы, перегреву диска и к поломке. Больший размер вызывает повышенный расход обрабатываемого материала, то есть «перевод в стружку».
Дисковые пилы применяются при обработке различных материалов. Соответственно и режущий инструмент выполняется под конкретные задачи.
Основные методы заточки
Восстановить остроту зубьев режущего элемента дисковой пилы помогают несколько методов – классический, ручной и автоматизированный. В первом случае нужны тиски, во втором – напильник и надфили с алмазным напылением. Заточка с использованием станка считается самой простой процедурой, но требует хороших материальных вложений на покупку оборудования.
Заточка дисковой пилы: классический метод
Затачивать диск начинают с задней поверхности, передняя при этом остается в неизменном положении. Круги при этом можно не снимать с пилы или установить его в тисках. В первом случае станок обязательно отключают от сети. Порядок и принцип действий в обоих случаях идентичны. Диск фиксируют 2 брусками, которые плотно прижимают к зубьям, в одном положении, что позволяет избежать движения обрабатываемого элемента. Боковую сторону первого зубца, подлежащего заточке, отмечают маркером.
По окончании процедуры обязательно проводят проверку работоспособности диска путем распила ненужной заготовки. При этом контролируют работу пилы. Отсутствие посторонних шумов, запаха гари и неровного движения обрабатываемого материала указывает на правильное выполнение операции. Если отмечается посторонний скрип, то рекомендуют закрепить фломастер возле пилы и медленно проворачивать диск. Такая манипуляция покажет, где высота зубьев меньше или больше, чем у остальных.
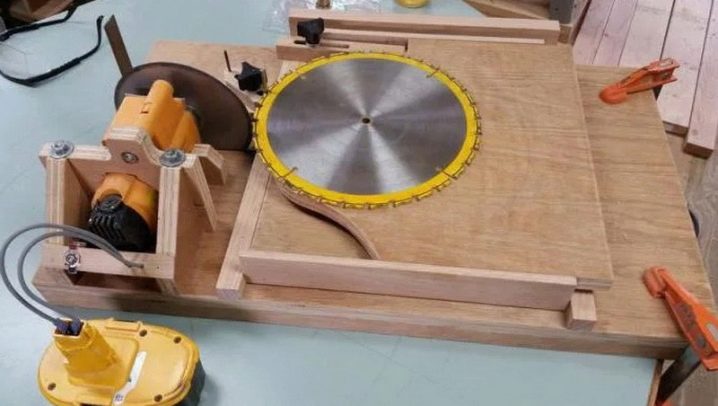
Как станком заточить диск
Применение специальных станков позволяет быстро и легко поточить циркулярную пилу. Главной задачей выступает контроль за углом подачи диска. Оператор выставляет его 1 раз, а затем перемещает зубья в область обработки, легко прижимая их плоскости к точильному кругу.
Самый простой станок состоит из следующих конструктивных элементов:
- двигатель с системой крепления заточного круга;
- направляющие с перемещаемой подставкой, которая подает полотно пилы в рабочую область;
- фиксатор режущего элемента пилы, удерживающий инструмент в неизменном положении при подаче к заточному кругу.
Перед проведением заточки диск обязательно обеззараживают.
Для заточки есть специальные станки
Ручной способ
Ручной напильник используют для заточки стальных дисков, так как при обработке режущей кромки элементов с победитовыми напайками сложно выдерживать правильный угол. Процедуру проводят, как и в предыдущем случае, после выполнения разводки зубьев.







Ознакомившись со следующими действиями, вы поймете, как точить циркулярку ручным способом:
- Режущий элемент зажимают в тисках или струбцине между 2 деревянными брусками длиной 100 мм и сечением 50х50 мм, чтобы поверхность находилась в горизонтальном положении.
- Маркером отмечают первый зуб, который подлежит обработке.
- Берут напильник, толщина которого позволяет ему свободно проходить в проемы между соседними зубьями.
- Точильный инструмент прикладывают одной стороной к обрабатываемой поверхности, а другой – к бруску.
- Медленными движениями с одинаковым усилием осуществляют заточку каждого зуба.
Применение такого метода считают рациональным при нечастом использовании пилы, так как осуществлять заточки в сравнении с другими способами намного труднее и дольше. При частой эксплуатации инструмента лучше приобрести специальный станок.
Способы
Заточить инструмент своими руками (если он не имеет победитового покрытия) можно в домашних условиях самостоятельно. А также в подобных случаях можно использовать простой станок, на котором можно успешно наточить любые кромки
Очень важно корректно подобрать круг
Бывают они таких видов:
- корундовые;
- алмазные.


Оборудование для заточки дисков с напайками стоит недешево, его можно найти только в специализированных технических центрах.
Возбраняется двигать заточку самостоятельно:
- это стоит лишних трудозатрат;
- точность перемещения вручную будет плохая;
- если отсутствует навык по заточке кругов, то рекомендуется обратиться к профессионалам.

Существуют правила:
- главный дефект случается на краю сверху, то есть грани округляются в пределах 0,11-0,31 мм – это является исходной точкой, с которой следует начинать заточку;
- обрабатывать следует как фронтальную, так и тыловую части, это следует сделать не менее 26 раз;
- размер не превышает 0,051-0,151 мм;
- передние и задние грани обрабатываются идентично;
- после окончания цикла следует реализовать процесс доводки, то есть почистить поверхность «нулевой» наждачной бумагой.

Работа по созданию новой конфигурации требует соблюдения регламента и имеет свою сложность.
- Ознакомиться с требованиями, в частности, уточнить число оборотов. Понятно, что для металла это показатель будет заметно меньше. Деревянные элементы обрабатываются большим числом оборотов.
- Материал, из которого сделаны напайки, выдерживает большие нагрузки, срок его службы значителен, но даже он рано или поздно получает дефекты, появляются сколы и трещины.
- Верный признак, что материал начинает «уставать» – это появление на поверхности микрозаусенцев, шершавости. В этих местах через некоторое время возникнут дефекты.

Чтобы правильно реализовывать заточку, следует знать, какие бывают зубья:
- прямой;
- зуб со скосом с задней части;
- трапециевидный;
- в форме конуса;
- вогнутый.

Как затачивать:
- следует тщательно очистить диск, используя спирт или химические средства;
- обрабатываются все рабочие плоскости;
- снимать металл допустимо 0.051-0.151 миллиметра;
- затачивать, возможно, не более двадцати пяти раз;
- затачивать можно с помощью специального напильника, если существует практический опыт;
- твердосплавные зубья рекомендуется затачивать на отдельном оборудовании;
- победитовые напайки можно «взять», только используя специальный станок, в котором присутствует алмазный круг.

Разводка зубьев бывает нескольких видов.
- Волнистая, каждый зуб рихтуется под определенным углом наклона, таким образом, возникает подобие волны.
- Защитная, два зуба имеет углы наклона, третий зуб присутствует без наклона. Такой способ эффективен при работе даже с красным деревом и дубом.
- Классика, когда зубья вариативные – углы наклона влево и вправо.
- Фронтальная.
- Тыловая.
- Делается наклон у фронтальной плоскости.
- Делается наклон у задней плоскости.


Существует еще один параметр – это угол заострения, но он обычно «работает» как дополнительное средство.
Для ручной заточки потребуются:
- деревянные бруски (2 шт. размером 52х32 мм);
- дрель, шуруповерт;
- коронка для шуруповерта;
- ножовка, чтобы обрабатывать керамику;
- маркер;
- линейка;
- шурупы или саморезы.

Поверхность подставки совпадает с поверхностью диска. Круг лежит на подставке, плоскость затачивания должна находиться под углом 90 градусов к полотну пилы. Такое нехитрое приспособление снабжается поворотным узлом. Такое надежное крепление позволяет равномерно обработать все зубья инструмента. С помощью маркера делаете разметка, что дает возможность правильно определиться с углом наклона.
Полезные советы частным мастерским
- В первую очередь во время работы на станке или циркулярке следить за износом пильного диска и нагрузкой на двигатель, соответственно вовремя вы сможете заметить момент когда диск следует заточить. Ниже приведу признаки, по которым можно определить степень износа:
- Во время работы стало труднее пропиливать пиловочник или конкретную заготовку;
- Пропил становится бурым, как все равно он подгорел;
- Появление специфичного запаха и темных следов от пильных зубьев;
- Защитный кожух двигателя нагревается при перегреве. Что в свою очередь говорит о большой нагрузке на двигатель.
- Своевременная и правильная заточка оградит вас от преждевременного износа режущего элемента, принесет снижение затрат на электроэнергию т. к. тупым диском мы только сможем усугублять положение, тем самым увеличивая нагрузку на электродвигатель, что в дальнейшем приведет к его поломке. Особенно ощутимо это на циркулярке с двигателем малой мощности.
Ну конечно если доверяться действительно на самом деле профи, то только не в нашей любимой стране. Выбор конечно у каждого свой. Каждый живет по средствам.
Зачастую домашние умельцы осуществляют заточку дисковой пилы с победитовыми напайками посредством использования ручной болгарки. Метод не очень безопасный, да и диска так на долго не хватит. Данным способом легко повредить зубья пильного диска, так же необходимо умение работать с болгаркой. Но это один из способов заточки пил своими руками — хотя как я и сказал не очень безопасный.
С вами был Андрей Ноак. Заходите на мой блог и будьте в курсе всех событий. Подписываться на обновления и приглашайте своих друзей ознакомиться с моими советами и материалами. Я думаю, что предоставленный материал для вас оказался полезным
Спасибо за внимание, удачи и до новых встреч!
Виды дисков
Для работы с древесиной недостаточно приобрести хороший электрический инструмент с одним отрезным кругом. Этот повсеместно востребованный материал имеет множество сортов. И у каждого из них своя твердость и упругость.





К тому же в процессе работы возникают задачи различной сложности. И для их решения требуется индивидуальный подход. То есть, применение определенной насадки, подходящей для самой качественной обработки. Поэтому арсенал мастера должен быть укомплектован на все случаи жизни.
Пильный диск по дереву для циркулярки выпускается всего в двух видах. Монолитная конструкция полностью состоит либо из высокоуглеродистой стали, либо быстрорежущей. Недорогое изделие способно справиться с любой древесиной. А кроме этого может распиливать полимерные сплавы.
Хорошим достоинством литого диска является простота заточки. При этом ее можно делать многократно и самостоятельно. Из-за этого инструмент имеет очень большой ресурс работы.
Набор литых пильных дисковИсточник prom.st
Твердосплавная конструкция изготавливается из инструментальной стали. Но ее зубья сделаны из очень прочных сплавов, в которые добавляется карбид вольфрама. Такое решение позволяет распиливать не только самую капризную древесину, но и обрабатывать многие металлы.
Кроме этого конструкция с твердыми напайками имеет еще ряд достоинств по сравнению с монолитной:
- Разводка зубьев диску не требуется.
- Одна заточка резцов позволяет проработать время, при котором монолитный аналог будет несколько раз перетачиваться. Поэтому ресурс у твердосплавного диска в несколько раз больше.
- Проходит любой материал буквально с идеальным чистым резом и затрачивает на это меньше времени.
Но заточку твердосплавного диска для циркулярной пилы в домашних условиях не выполнить. Для это требуется специальное оборудование. Да и цена на такой инструмент очень высока. Правда эксперты утверждают, что диск успевает окупиться еще до перезаточки. И многие мастера не тратятся на нее, а сразу покупают новый отрезной круг.
Диск с твердосплавными резцамиИсточник s-bol.com
Помимо основных двух видов дисков для циркулярки, следует упомянуть о дисковых фрезах. Инструмент разрабатывался для обработки металла, но многие операции по древесине выполняются именно с его помощью. Например, фрезу применяют, когда нужно выбрать паз у деревянного изделия.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
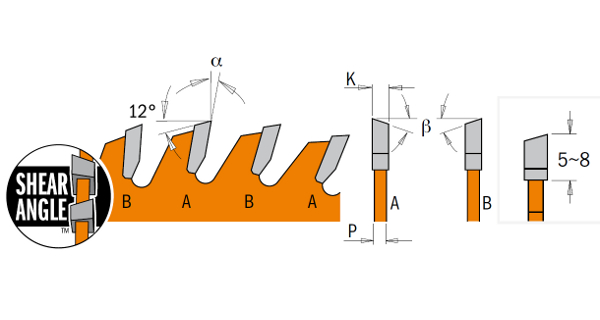
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
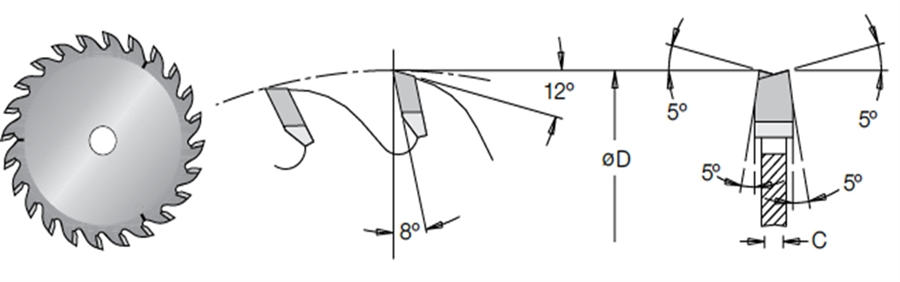
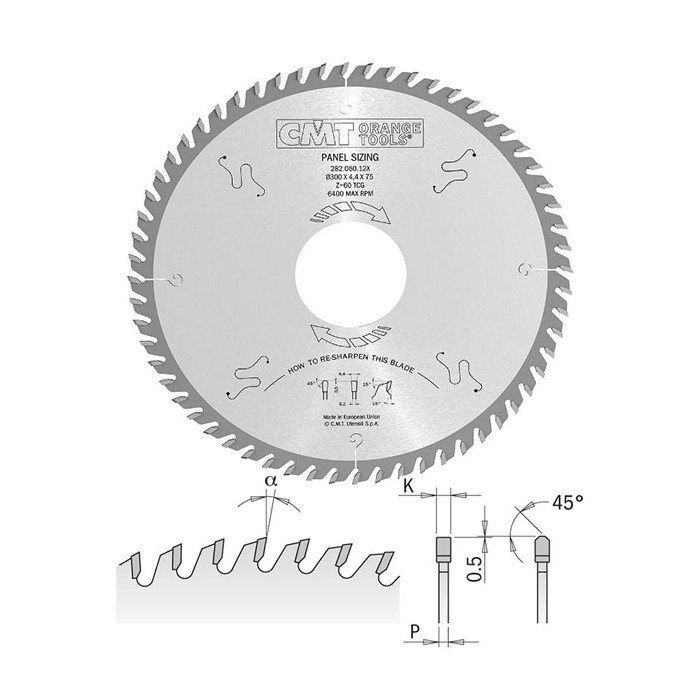
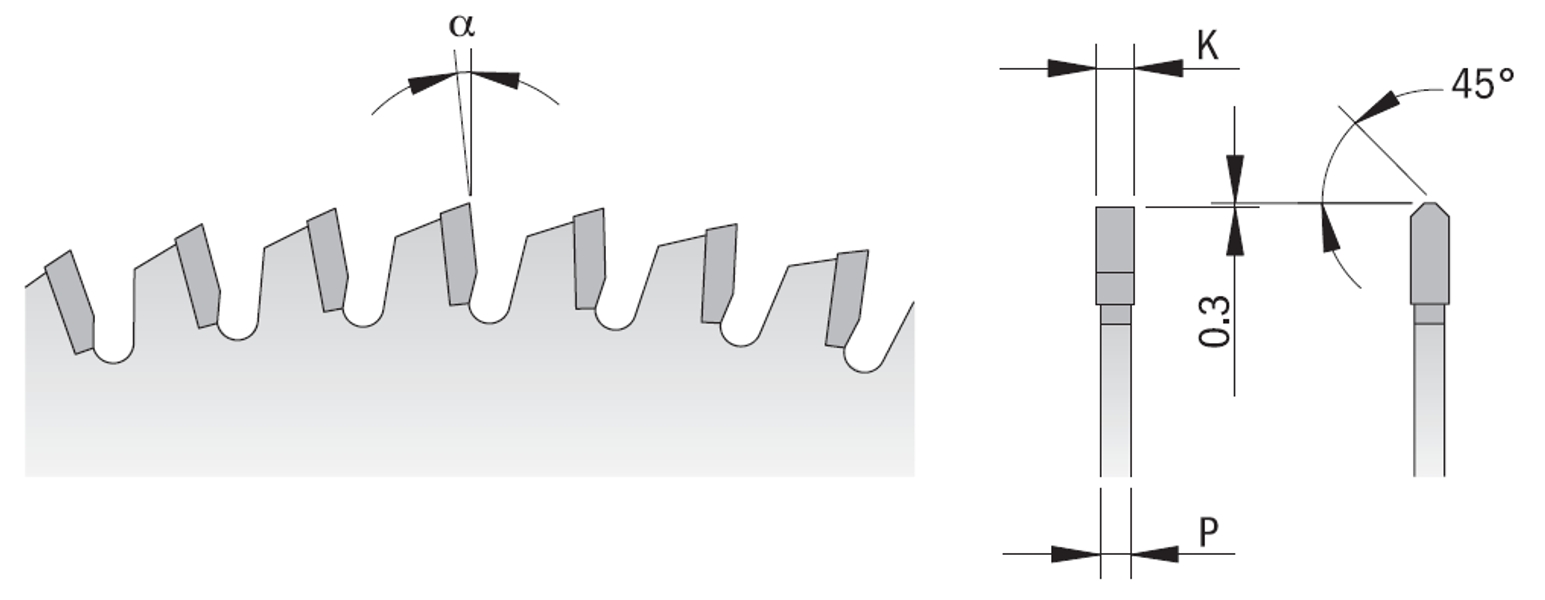
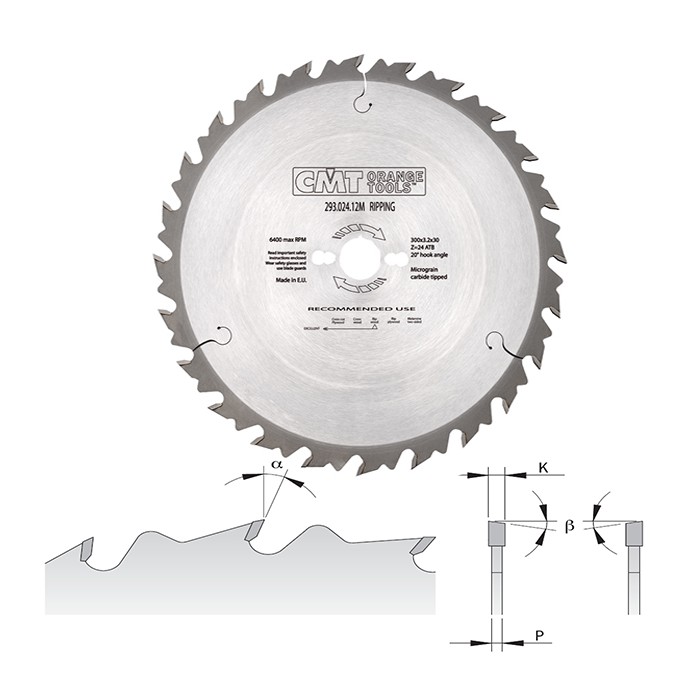
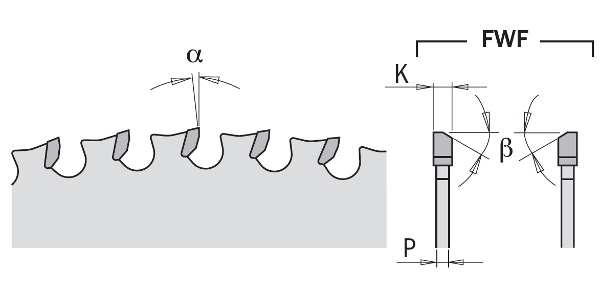
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).








Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Коротко о главном
Обрабатывать древесину на циркулярной пиле можно дисками двух видов. Простым и недорогим монолитным, а также его аналогом с твердосплавными напайками. Последний хоть и намного дороже, но куда больше эффективный. А проход ним по любому материалу дает более ровный и чистый рез.
При покупке диска для своей циркулярки, необходимо знать размеры рабочего вала и защитного кожуха. Чтобы не ошибиться с выбором внешнего и внутреннего диаметра отрезного круга
Следует обратить внимание на заточку зубьев и их конфигурацию. Если в работе часто приходится решать сложные задачи, то эти характеристики очень важны
Как правильно выбрать диск для циркулярной пилы
Выбор пильного диска для циркулярной пилы определяется в первую очередь особенностями инструмента. При этом учитывается посадочный размер и диаметр элемента.
На заметку! Качественный диск для пилы имеет маркировку на поверхности изделия, где указывается диаметр, посадка, количество зубьев, ширина пропила, тип обрабатываемого материала, скорость и направление вращения элемента.
Предназначение пильного диска определяет количество зубьев. Изделие с малым их числом обеспечит высокую скорость реза, выполнив при этом грязный пропил. Для создания чистого реза при пилении заготовок из твердых материалов пильный диск по дереву для циркулярной пилы должен иметь большое количество зубцов.
Для распила массивной древесины и декоративных листов фанеры следует выбирать изделия, у которых 50-60 резцов. Для пиления дерева вдоль волокон достаточно диска с 15-25 зубьями. Для роспуска доски можно использовать изделие с 10 резцами. Универсальным вариантом, который подходит для решения большинства задач, является диск с 40 зубьями. Пластмассу и цветные металлы необходимо обрабатывать изделием, имеющим более 60 резцов.
Качественный пильный диск имеет гладкую поверхность с расходящимися кругами.
Немаловажное значение имеет конфигурация зубьев. Прямые элементы выполняют быстрый и чистый пропил. Для разного направления реза можно использовать диск с попеременно скошенными резцами
Для распила пластика, плит и цветного металла лучше приобрести изделия с плоскими трапециевидными зубьями, которые предотвращают расщепление верхнего слоя материала
Для разного направления реза можно использовать диск с попеременно скошенными резцами. Для распила пластика, плит и цветного металла лучше приобрести изделия с плоскими трапециевидными зубьями, которые предотвращают расщепление верхнего слоя материала.
Для заготовок разной твердости можно применять диск с комбинированными резцами, где сочетаются элементы с разной формой заточки. Они способствуют получению четкой кромки пропила на высокой скорости. Для раскроя ламината лучшим решением является выбор диска с чередующимися вогнутыми и треугольными зубьями. Если заготовка содержит примеси цемента или гвозди, следует использовать элемент с плоскими зубцами, оснащенными фасками с широкими спинками.
Качественный диск имеет гладкую поверхность с заметными на свету расходящимися кругами, что является следствием шлифовки. На изделии могут располагаться радиальные прорези, благодаря которым снижается вибрация и шум.





