
Как выбрать хорошую ножовку по дереву
И в быту, и на производстве предназначение ножовки по дереву – работа с деревом. Это может быть и брус, и доска, и деревянная вагонка, а может быть и работа по уходу за садом, где тоже нужна острая пила. Впрочем, могут быть и иные работы, к примеру заготовка дров или изготовление художественных рамок для картин, здесь тоже нужны пилы, но разные по характеристикам и назначению.
Назначение. Этот критерий обычно указывается в описании товара. Однако для опытного мастера в зависимости от типа полотна, формы зубьев, типа заточки и конструкции ручки определить назначение довольно просто:
- Общего назначения для несложных работ;
- Пила для грубых работ;
- Пила для точного реза;
- Пила для поперечного реза дерева;
- Ножовка для продольного роспуска;
- Садовая пила;
- Туристическая или специальная пила.
Длина и размеры. Классификация по размеру пильного полотна принято считать одной из наиболее информативных для выбора ножовки. При работе этим инструментом за один проход длина полотна должна минимум дважды перекрыть размер распиливаемой детали. А раз так, то длина в 30 см подойдет для несложных работ по дому и в саду. Стандартные полотна в 450-500 мм больше подходят под универсальные модели, поскольку они в состоянии работать с большинством пиломатериалов, начиная от вагонки и заканчивая стропильным брусом.
Для распила материала толщиной больше 300 мм лучше иметь не ножовку а двуручную пилу. Большинство плотницких работ обходится пилами длиной 450-500мм. Для высокоточных столярных работ уже потребуется целый арсенал, начиная от мелкой пилы с обушком и заканчивая тонкой лучковой пилой.
Размер и форма зубьев. Распил древесины ножовкой осуществляется во время движения пилы – зубья проходя по поверхности дерева, вгрызаются в него и выбирают раз за разом пропил. Эффективность этой работы зависит от нескольких факторов:
- Формы зуба;
- Количества зубьев;
- Их остроту и качество заточки;
- Ширину шага развода.
Для работы с грубым материалом, когда точность не столь важна, необходимы крупные зубья это позволит увеличить скорость распила. Для работы в строительстве обычно применяются ножовки с треугольным зубом – они дают ровный и аккуратный рез. Для продольной распиловки угол наклона зуба смещается вперед, а для точного распила ножовки имеют совсем небольшие зубья без развода.
Количество зубьев определяется по специальному коэффициенту «TPI». Это характеристика числа зубьев на 1 дюйм режущей поверхности.
Совет: В домашнюю мастерскую лучше подобрать пилы с большими, средними и маленькими зубьями. Это позволит охватить практически весь комплекс работ по хозяйству.
Большинство моделей на рынке сегодня имеет зубья классического вида – в форме равнобедренных треугольников. Они обеспечивают легкий и ровный рез. Так называемый «американский» зуб сложной формы в основном встречается на профессиональных версиях инструмента. Дело в том, что для его заточки необходимо иметь определенные навыки и обычным напильником здесь не обойдёшься.
Выбор ножовки по металлу
При выборе ножовки важно учитывать все особенности. Не стоит приобретать слишком дешевые или слишком дорогие, если вы сомневаетесь по поводу большой разницы в цене
Приспособление, в первую очередь, должно быть практичным в работе, все действия должны выполняться легко, не прилагая дополнительных усилий.

Рама инструмента должна быть достаточно прочной, особое внимание следует уделить рукоятке, которая постоянно находится в работе. Для удобства использования ручка должна быть оснащена специальным упором для пальцев
Все детали должны быть максимально зафиксированными, не иметь никаких дефектов. Размер станка подбираете самостоятельно для стандартных полотен или универсальных моделей. Дизайн может быть совершенно разнообразен, определиться с этим помогут многочисленные фото ножовок по металлу.
Придание заготовке окончательной формы
Грубая заготовка до окончательной формы доводится при помощи напильника или наждака. Во избежание перегрева будущего ножа из пилы, при обработке его наждаком, необходимо периодически опускать в ёмкость с водой. Это позволит остыть заготовке. При обработке заготовки с помощью напильника дополнительное охлаждение не требуется. Наиболее оптимально будет приблизительно обработать заготовку на наждаке, а затем провести тонкую доводку напильником.
Обработка заготовки ножа
Во время окончательной обработки следует особое внимание уделять плавности загибов
Важно добиться того, чтобы загиб был ровным, без впадин или выпуклостей. Миниатюрные впадины легко проверить напильником. Для этого с помощью маркера закрашивается проверяемый торец заготовки
Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины
Для этого с помощью маркера закрашивается проверяемый торец заготовки. Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины
Миниатюрные впадины легко проверить напильником. Для этого с помощью маркера закрашивается проверяемый торец заготовки. Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины.
Обработка продолжается до того момента, как ни одной впадины не останется.
Далее, заготовка очищается от заусениц и шлифуется с помощью наждачной бумаги. Начинать можно с 60 зернистости и достаточно закончить на 320. Заготовка ещё будет подвергаться термической обработке, поэтому чистовая шлифовка клинка будет позднее.
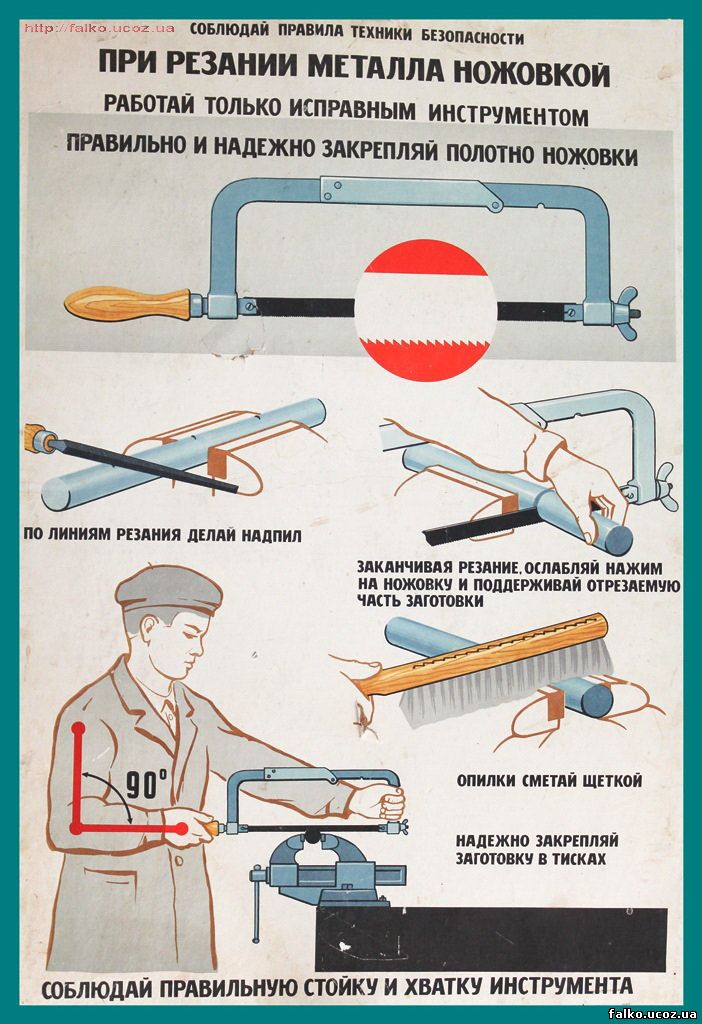
Как правильно пилить ножовкой по металлу
Общая теория пиления ножовкой по металлу выглядит примерно так:
Глядя на эту картинку, внезапно может стать грустно, поэтому дальнейшее изложение материала будет основано на решении тех проблем, которые возникли по ходу недавнего случайного практического применения (в экономической теории это называется learning-by-doing) сего древнего инструмента и соответствующей технологии резки металлов.
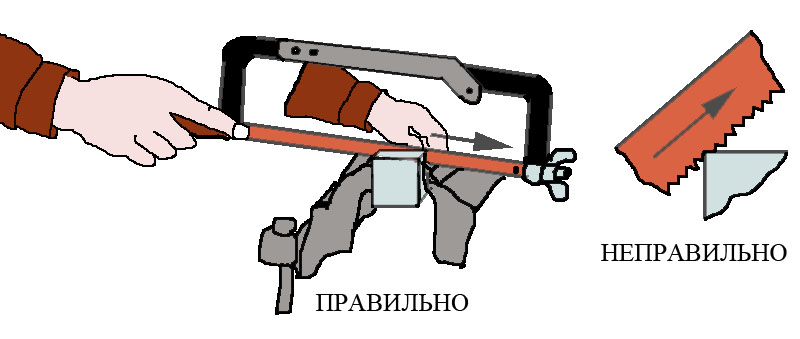
Итак, начнём с того, что пилить ножовкой по металлу нужно горизонтально, ухватившись за инструмент двумя руками. Для чего хорошо бы использовать ножовку с хорошо выраженной рукояткой для хвата второй рукой.
На этом видео весь рассказ о том, как пилить, собственно, и представлен, но сейчас будет постскриптум представлен ряд дополнений и поправок (плюс к краткому пересказу содержания видоса).
Пилить горизонтально неудобно, потому что для этого нужно, чтобы заготовка была закреплена на уровне груди, а пилить стоя. Однако верстаки, как правило, являются столами, за которыми нужно сидеть, а если и пилить, то стоя и сверху вниз. Поэтому ножовки чаще делают одноручными и пилят ими под углом 45°.
Чтобы регулировать давление на пилу (чем твёрже металл, том сильнее нужно нагружать полотно, давить на него, чтобы зубья вгрызались в плоть; и наоборот — если зубья врезаются слишком сильно, например, в алюминий, то нужно уменьшить давление) можно: а) менять угол наклона при пилении, б) положить руку сверху для увеличения веса, в) развернуть полотно зубьями назад.
Пила часто застревает в пропиле при достижении конца полотна. Это из-за того, что полотно имеет волнистую разводку зубьев (чтобы пропил был шире полотна и оно в пропиле не застревало), но со временем в центре полотна амплитуда этой волны уменьшается, а на концах — почти нет.
Этот перекос возник на почве пиления этим полотном ранее не всей его длиной. Исправить (увеличить разведение в центре или уменьшить на концах) сейчас это уже невозможно, по причине того, что зубья закалены. Так что мораль: с самого начала эксплуатации нового полотна нужно всегда пилить всей его длинной.


![Как правильно заточить пилу по дереву | [инструкция]](https://molibden-wolfram.ru/wp-content/uploads/e/c/b/ecb8972d1e885a23e40ed9dc31be7269.jpeg)

Следующая проблема: если пилить тонкий лист металла, толщина которого меньше, чем расстояние между зубьями, пила застревает:
Если металл твёрдый (железо) — хрен сдвинешь, а если мягкий (алюминий) — выдирается огромный кусок металла, образуются рваные края, край гнётся.
Пилить под углом, чтобы сформировать пропил такой длины, чтобы на нём лежало одновременно как минимум два зуба (длина пропила ≥ двум расстояниям между зубьями).
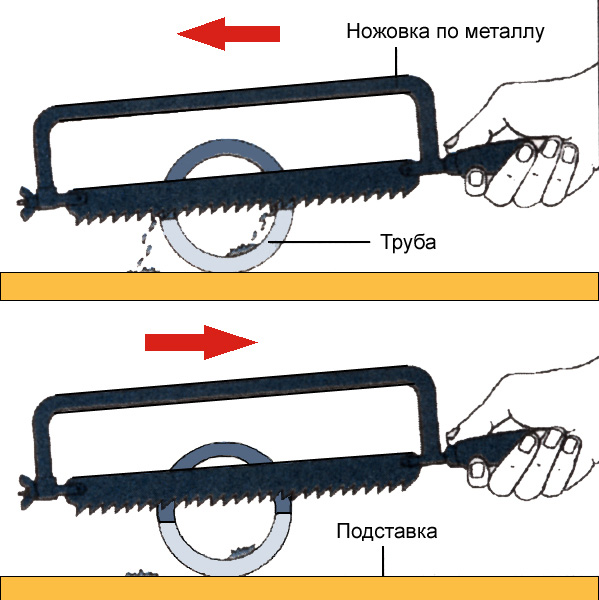
Следующая тема: пилим тонкостенную алюминиевую трубу:
Полотно устанавливаем зубьями назад, трубу подкручиваем в направлении зубьев (иначе полотно будет застревать на ближнем крае пропила, а при применении силы — рваться).
Ну, и ещё до кучи… полотно ножовки по металлу можно восстанавливать, затачивать зубья, например, вот таким образом:
Изначально этот алмазный диск был больше диаметром и эта бормашинка с этим диском, будучи прижатой таким образом к полотну располагалась строго параллельно линии зубьев полотна, а диск, соответственно, перпендикулярно. И это было правильно — у новой ножовки передние грани-поверхности зубьев ортогональны полотну. Теперь же формируется небольшой отрицательный угол… — чуть менее лучше, но тоже норм.
Рейтинг ручных ножовок по дереву и металлу
Хорошей моделью является ножовка Bahco 208, которая представляет собой пилу-ручку. Она позволяет осуществлять распил в труднодоступных местах, чему способствует передний незакрепленный торец режущего элемента. Инструмент достигает размеров 34х10х2,5 см при весе 260 г. Благодаря наличию фиксирующих винтов для полотна гарантируется хорошая режущая способность приспособления.
В качестве режущего элемента используется высокопрочное полотно Sandflex, в результате чего обеспечивается повышенная точность реза. Купить такую ножовку по металлу можно за 900 руб.
Чтобы не ошибиться с выбором ручных ножовок по дереву и металлу, необходимо ознакомиться с рейтингом данных инструментов
Пользуется популярностью модель ТОРЕХ 10А 130. Инструмент имеет компактные размеры, которые составляют 51,5х13х3,5 см, и небольшой вес – 700 г. Эргономичная ручка ножовки представлена полнотелым прорезиненным изделием, что способствует удобной эксплуатации. Режущее полотно вращается, что дает возможность осуществить распил под разным углом. Это благоприятствует также высокой производительности инструмента, стоимость которого достигает 500 руб.
Получает лестные отзывы специалистов и покупателей ножовка Gross Pirahna 77604, которая выполняет чистый и точный разрез. Полотно изготовлено из биметалла с зубьями из быстрорежущей стали. Длина лезвия составляет 300 мм. Благодаря прорезиненной рукоятке обеспечивается удобный захват и надежное удержание ножовки при ее эксплуатации.
Инструмент имеет габариты 40,5х15,5х3,5 см, вес достигает 900 г. Натяжение полотна создается при помощи рычажного механизма, что позволяет получить точный, прямой и аккуратный пропил. Режущий элемент можно установить под углом 45 или 90 градусов. Цена ножовки составляет 1,4 тыс. руб.
Ручная пила по металлу является необходимым инструментом для домашнего мастера. При помощи такого приспособления можно распиливать заготовки и детали из любых материалов
При выборе инструмента следует обращать внимание на качество исполнения режущего полотна, благодаря которому обеспечивается чистый и аккуратный рез
Обзор возможных неисправностей электропил
- Если пила не врубается, необходимо проверить наличие питания, целостность проводов и соединений.
- Если в сети питания все в порядке, нужно проверить тормоз цепи, который перекрывает работу инструмента. Для устранения этой проблемы нужно передвинуть щиток тормоза в другое положение.
- Если и описанные выше меры не включили пилу, то необходимо проверить целостность кабеля и штепселя.
- Если снизилась мощность пилы, свалилась производительность, нужно поменять угольные щетки, которые, видимо, износились.
- Достаточно нередко цепь начинается останавливаться не сходу, а через некий просвет времени. Чем подольше эксплуатируется пила, тем больше становится этот временной просвет. Чтоб избавиться от этой задачи, нужно поменять ленту тормоза пилы, которая износилась по истечении времени.
- Нередко в работе пилы возникает противный, режущий ухо звук. Таковой звук часто возникает из-за недочета масла в механизме либо из-за загрязнения проводящих его бороздок. Цепная электропила – это пила, Как смастерить кормушку для птиц своими руками. Убрать неисправность просто – залить масло и прочистить борозды.
- Принципиально использовать при ремонте только уникальные запчасти, которые рекомендованы производителем. Если использовать запчасти от посторониих компаний, это часто приводит к поломкам инструмента либо возникновениям небезопасных ситуаций.
- Если имеются повреждения корпуса, то ради своей безопасности пилу нужно сдать в ремонт.
- Нельзя подменять режущие части инструмента, которые не рекомендованы производителем либо не подходят по конструкции.
Необходимый инструмент
Наточить ножовку при помощи машины для шлифования или болгарки требует определенных навыков.
Механическим путем наточить ножовку намного безопаснее и проще.
Прежде чем приступать к работе, подготовьте тиски или струбцину, штангенциркуль, молоток и другой необходимый инструмент:
Поперечные пилы точат под углом 60 градусов при помощи трехгранного мелкого напильника.

Продольные с углом менее 60 градусов – используется крупный надфиль или ромбический напильник с мелким абразивом.
Для смешанного типа понадобится надфиль с грубой насечкой или ромбический напильник с мелкой насечкой.
Для этой операции пригодится специальное устройство для заточки – деревянный брусок с вырезанным гнездом для защиты рук от порезов.
Чтобы наточить ножовку используя шлифовальную машину, понадобится отрезной круг по толщине от 1.2 до 1.4 мм, диаметром 115 или 125 мм. УШМ должна иметь регулировку оборотов в диапазоне 5000 – 8000 в минуту. Установка защиты является обязательным условием для использования такого способа. Как правило, используется самодельный щиток из прозрачного пластика.
Технология заточки ножовки по дереву
Правильная заточка ножовки должна сохранить рабочий профиль зубьев.
Он определяется по следующим параметрам:
• шаг и высота; • угол заострения; • радиус закругления.
Угол заточки может быть установлен в диапазоне от 30 до 60 градусов, и зависит от материала.

Так, для мягких пород дерева оптимальным будет показатель 50 градусов.
Важно правильно закрепить полотно в тисках – не стоит сильно зажимать его, так как сталь будет вибрировать под напильником. При помощи верстака и струбцины можно удобно закрепить ножовку
При помощи верстака и струбцины можно удобно закрепить ножовку.
Заточка производится поочередной двусторонней заточкой – сначала проходят один ряд по левым граням всех зубцов.
Потом инструмент переворачивают, и повторяют проход по правой половине резаков.
Односторонним способом для правки ручных пил не пользуются – он применим лишь по отношению к некоторым типам ножей.
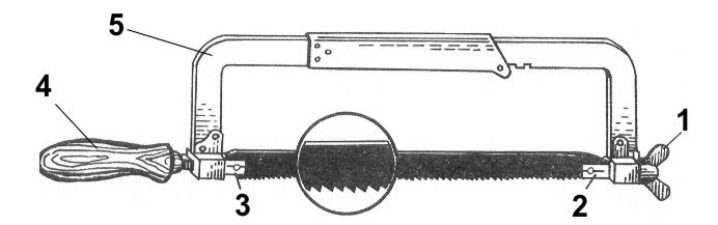
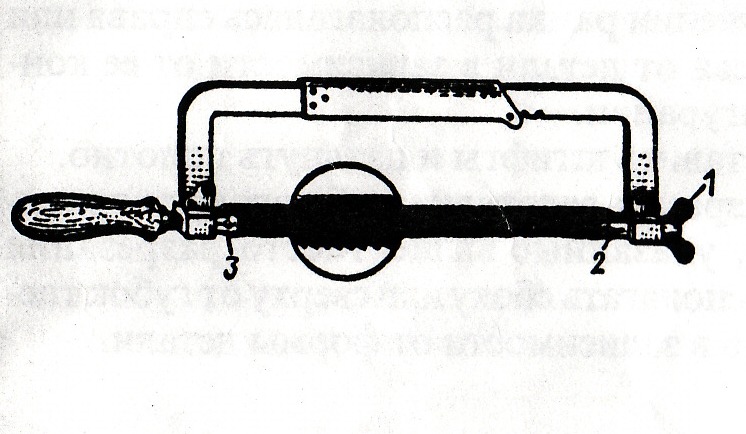
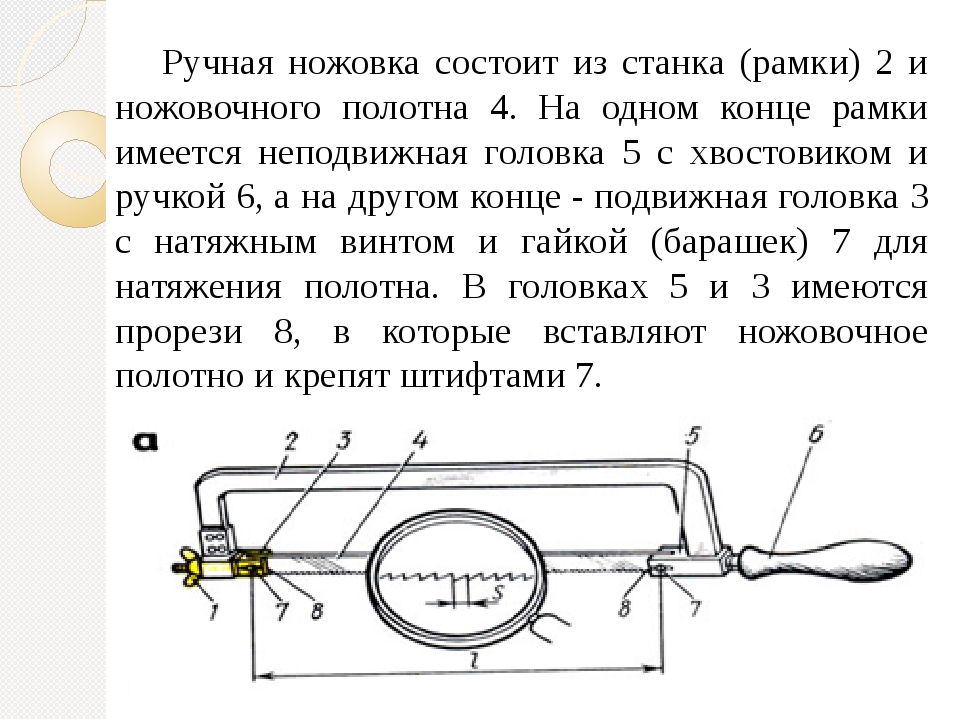
Конструктивные особенности ручной ножовки по металлу
Инструмент состоит из корпуса в виде прямоугольной или овальной формы в которой находятся крепежные места для полотна и рукоятки. По ГОСТ 17270-71 ручная ножовка по металлу выпускается в трех типоразмерах, но чаще на полках магазинов встречается универсальная модель с натяжным механизмом.


Такая линейка изделий предлагается для использования различных полотен по ГОСТ Р 53411-2009. Основным размером считается изделие длиной 300 мм между серединами крепежных отверстий. Но по старым стандартам в продаже есть полотна и 290 мм, и 315 мм.
Импортная продукция также не имеет точно определенного размера. Поэтому при покупке необходимо убедиться, что ход натяжного болта составляет от 290 до 315 мм. Как правило, почти любое полотно по металлу для ручной ножовки спокойно устанавливается в рамку. В ассортименте есть изделия односторонние и двухсторонние.
Отличаются они шириной. Полотно с единственной режущей кромкой имеет размер 12, 5 мм. Двухсторонний вариант предлагается шириной 20 мм. Изделие может быть сделано из высокопрочного сплава без покрытия (черный металл), с антикоррозийным покрытием (белый металл). Имеющиеся на рынке биметаллические полотна, изделия с напылением существенно дороже, но и ресурс у них больше.
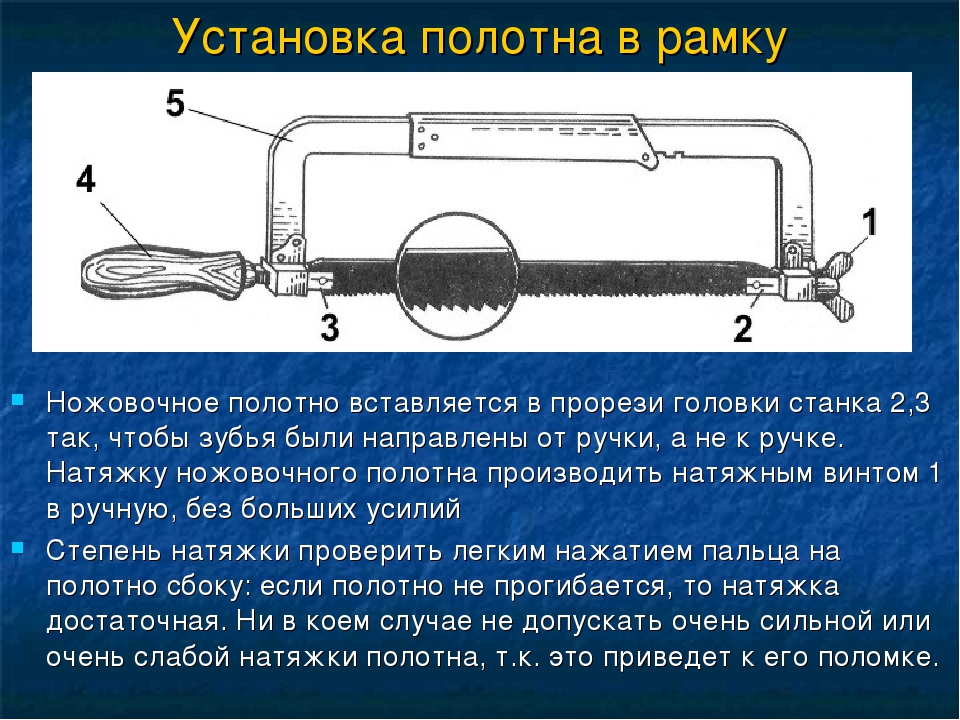
Для того, чтобы при замене не испытывать затруднений, применяется специальная гайка с «ушками», упорами для пальцев. Снять старое и установить новое полотно можно в течении минуты. Рукоятка может быть вертикальной и горизонтальной. Первый вариант предпочтительнее, поскольку кисть находится в естественном положении. Вертикальные рукоятки могут быть закрытыми в виде отверстия для руки, и открытыми, пистолетного типа.
Бюджетное исполнение предполагает металлический корпус, деревянную или пластиковую ручку простой формы, а ручная ножовка по металлу в более дорогой категории может снабжаться эргономической конфигурацией изделия. Применяется более прочный, износостойкий материал. Рукоятка покрыта эластичным пластиком, резиной, полимером.
Классификация ножовок по типу ручки
Пилы по металлу могут оснащаться различными типами рукоятки:
- Пистолетного типа
- Прямая
От типа хвата рукоятки зависит как удобство работы с пилой, так и легкость манипулирования пильным полотном. Принято считать, что пистолетная ручка обеспечивает удобство хвата. А ручка прямого типа дает возможность более точно направлять пильное полотно.

Если перед мастером стоит задача обработки заготовок с повышенной точностью, то лучше всего, конечно же, взять пилу с прямой ручкой. Если к точности обработки заготовке предъявляются какие-то особые требования, то лучше всего взять пилу с традиционной пистолетной ручкой.

Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.

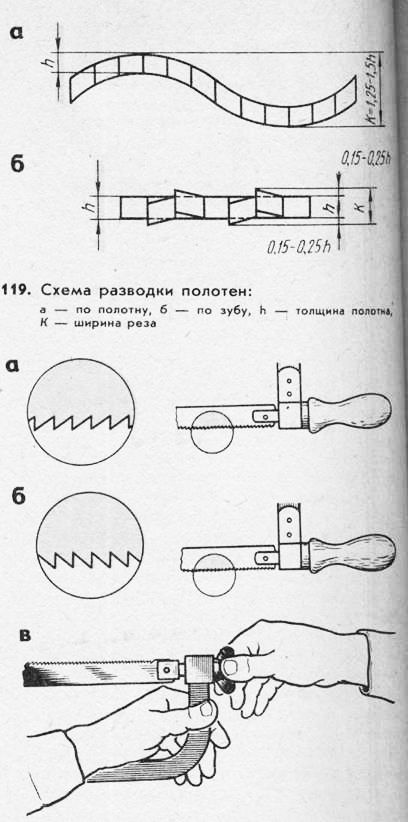
Разводка пилы
Клещи для разводки зубьев – хороший инструмент. Стоимость его можно сравнить с ценой ручной пилы: 300-500 рублей. Пользоваться очень удобно, увод зуба пилы в сторону будет такой, какой нужно.
Разводка для ножовки. Тоже хорошая вещь и стоит недорого, — средняя цена колеблется около 100 рублей. Конструкция элементарна: несколько прорезей и регулируемый угломер. Зуб вставляется в подходящую по размеру прорезь, и давлением на рукоять осуществляется разводка. Выставленный угломер обеспечивает равномерность разводки.
Разводка для ножовки
Нет дома ни того ни другого, а бежать в магазин не хочется? Тогда можно использовать дедовский способ, — его используют с начала времён. Нужен только топор и некоторая сноровка, чтобы не испортить себе руки (людям, плохо владеющим инструментом этот способ не использовать – травмоопасно!).
Технология проста: лезвие вставляется между двумя зубьями и поворотом топора зубья отгибаются в стороны.
Разводка зубьев топором
Разводку пилы можно сделать и с помощью самореза. Это более безопасно. Для этого нужен длинный шуруп – чтобы было удобней держать. Перед работой его нужно немного доработать. Нужно чуть-чуть сточить его шляпку с одной стороны – сделать её плоской. Это нужно для того, чтобы, когда её будут прикладывать к зубу, она не соскальзывала и не деформировала последний.
Ножовка плашмя ложиться на мягкую древесину (сосна, ель). Держа саморез за ножку, шляпкой прикладывают к зубу и ударяют молотком. Зуб отгибается. Операцию проводят через зуб. После полотно пилы переворачивают, и операция аналогично повторяется.
Разводка зубьев с помощью самореза
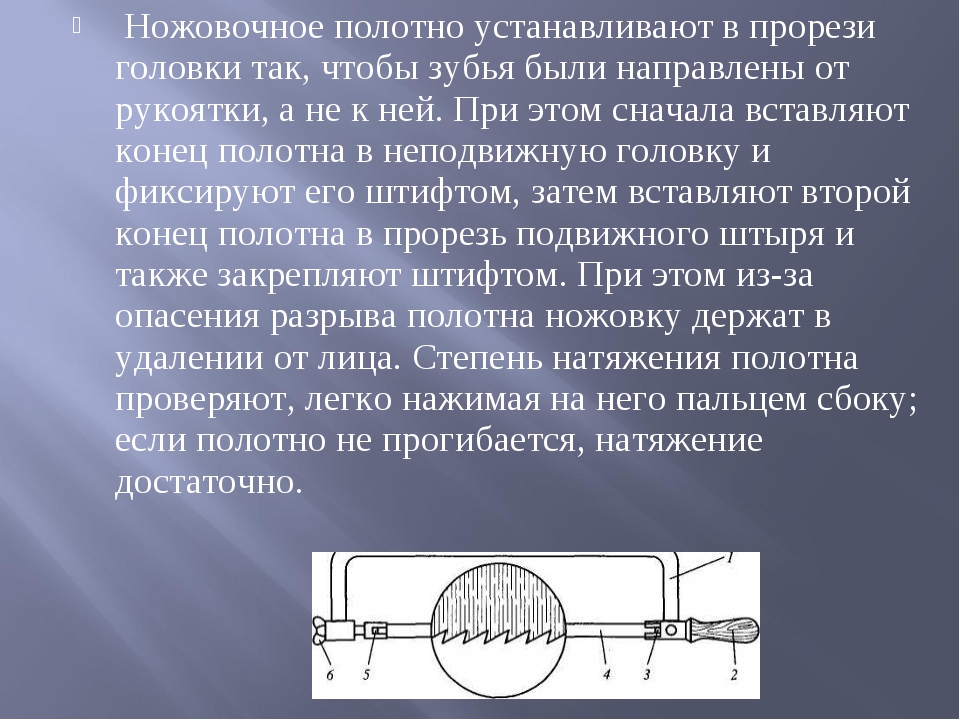
Полотно для ножовки по металлу. Как выбрать и как поставить?
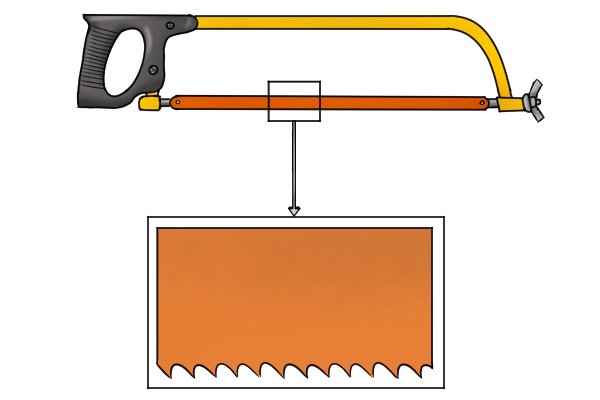
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
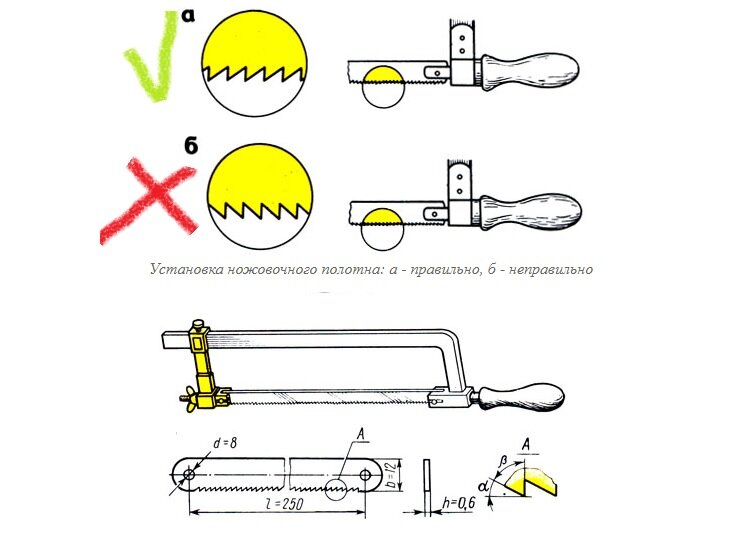
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.
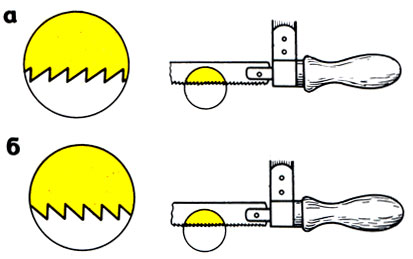
Резка металла с поворотом ножовочного полотна
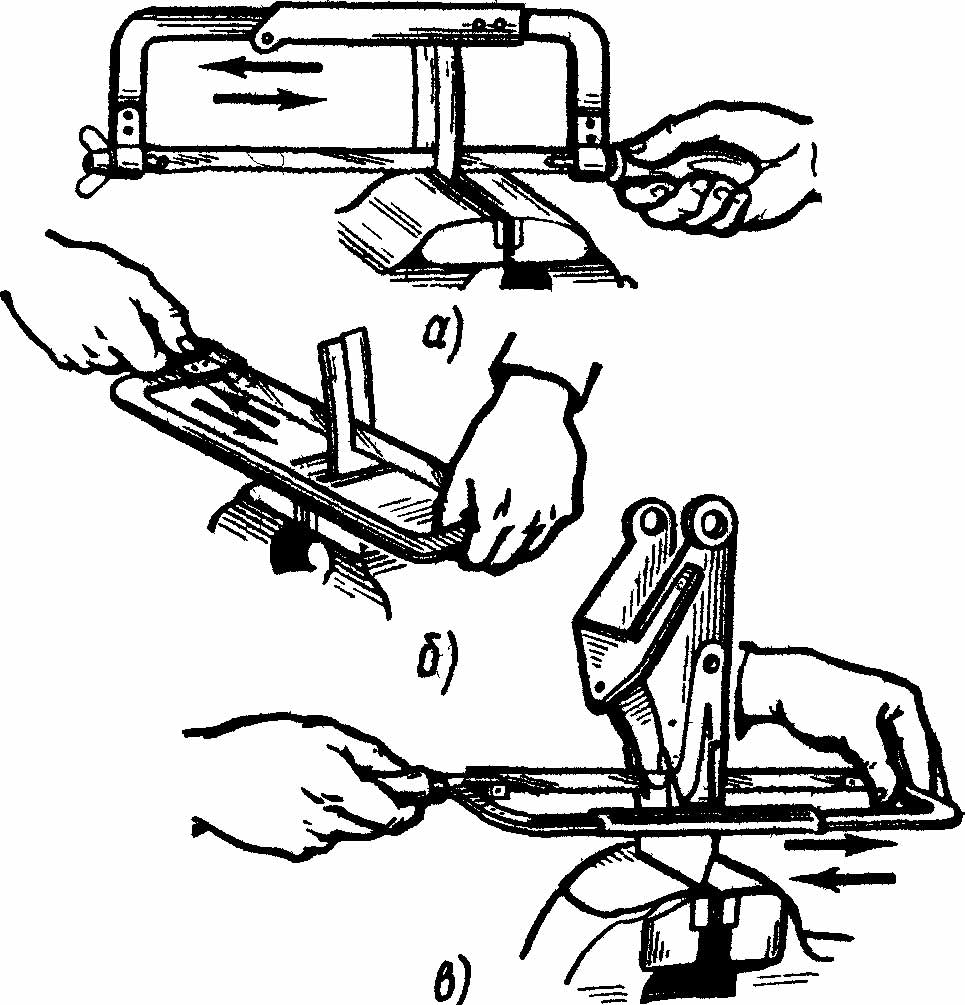
а — без поворота полотна,
б — с повернутым на 90° полотном,
в — работа в замкнутом контуре
Ножовкой с полотном, повернутым на угол 90°, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка (рис. а), т. е. при глубоких прорезах.







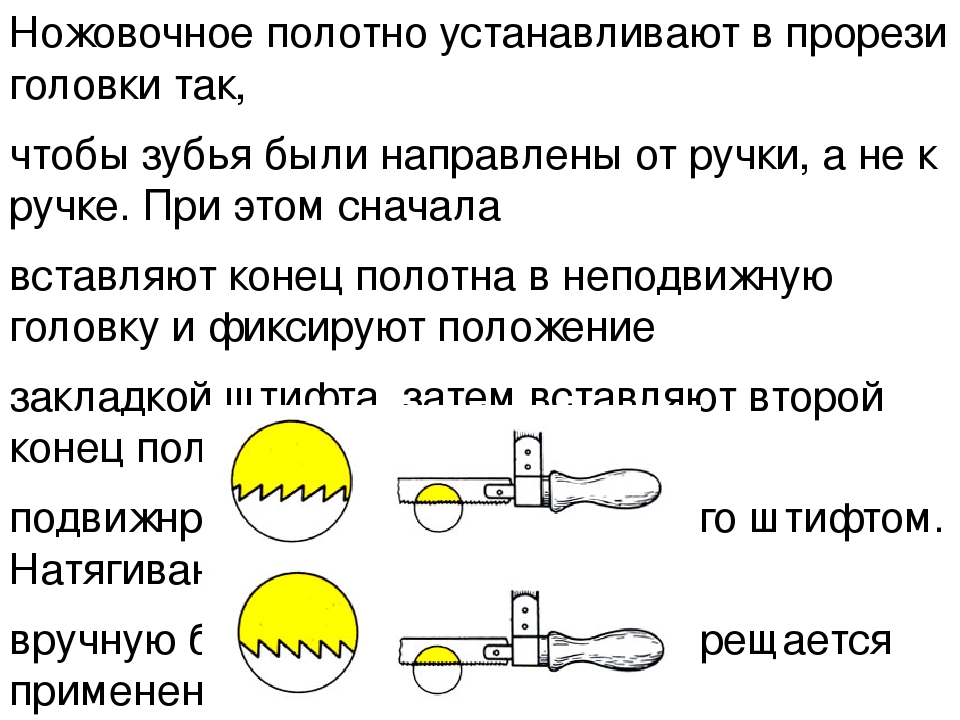
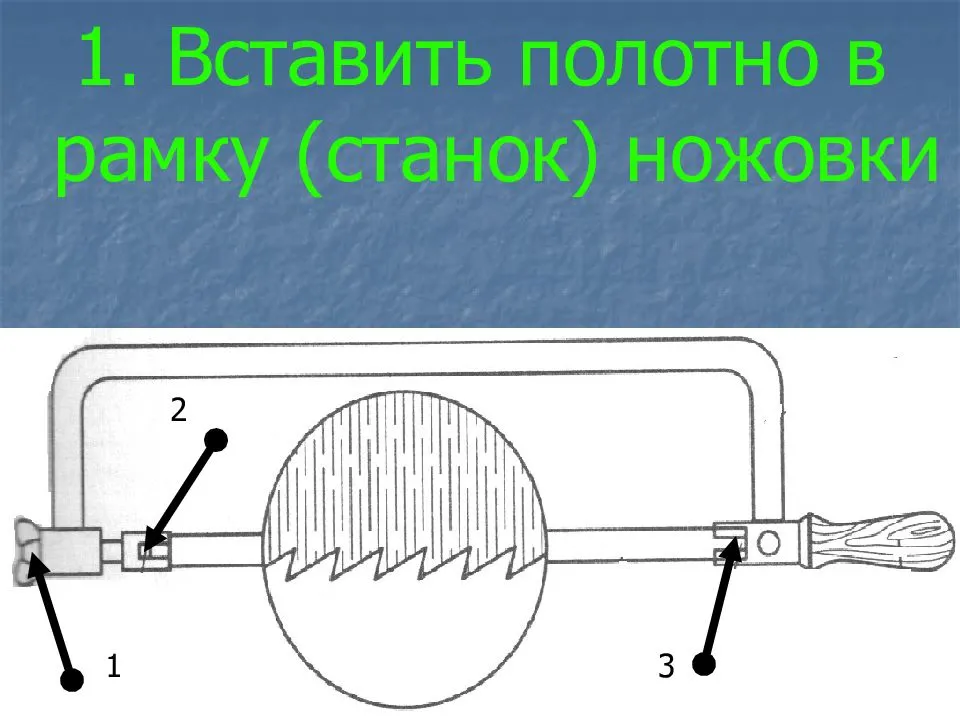
1. Сборка ножовочного станка с поворотом полотна на 90°:
а) отпустить барашек и вынуть полотно из станка;
б) вставить полотно в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально (рис. б, в)
в) вставить штифты и натянуть полотно барашком.
Резание металла:
а) место прореза располагать сбоку или сверху от губок тисков в зависимости от конфигурации детали;
б) соблюдать все правила резания, указанные выше.
Вы не зарегистрированы?Нажмите здесь для регистрации.
Забыли пароль? Запросите новый здесь.
Похожие материалы:
Ножовочное полотно по металлу
Ножовка по металлу считается довольно распространенным ручным инструментом, который предназначен для разделения заготовки на несколько отдельных частей определенного размера. Ее конструктивные особенности характеризуются тем, что есть возможность проводить периодическую замену рабочего плотна. При обработке металла весьма велика вероятность быстрого износа режущей кромки. Поэтому была предусмотрена функция замены ленты, для чего требуется небольшое количество времени. Существует просто огромное количество различных полотен, рассмотрим особенности выбора и многие другие моменты подробнее.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.





