
Ручная резка металла
Этот способ разрезания материала выполняется мастером с помощью шлицевых ножниц по металлу, угловой шлифовальной машины – «болгарки» или трубореза.
Для раскроя «болгаркой» применяют специальные абразивные круги «по металлу».
Труборезы, у которых рез выполняется дисковыми резцами-роликами из стали, используют для разрезания труб.
Скорость и точность работ, выполняемых вручную, полностью зависят от человека. Толщина разделяемого металла (особенно шлицевыми ножницами) ограничена.
Ручной метод малоэффективен, практически не эксплуатируется в промышленных масштабах. Главная сфера использования ручной резки – в быту.
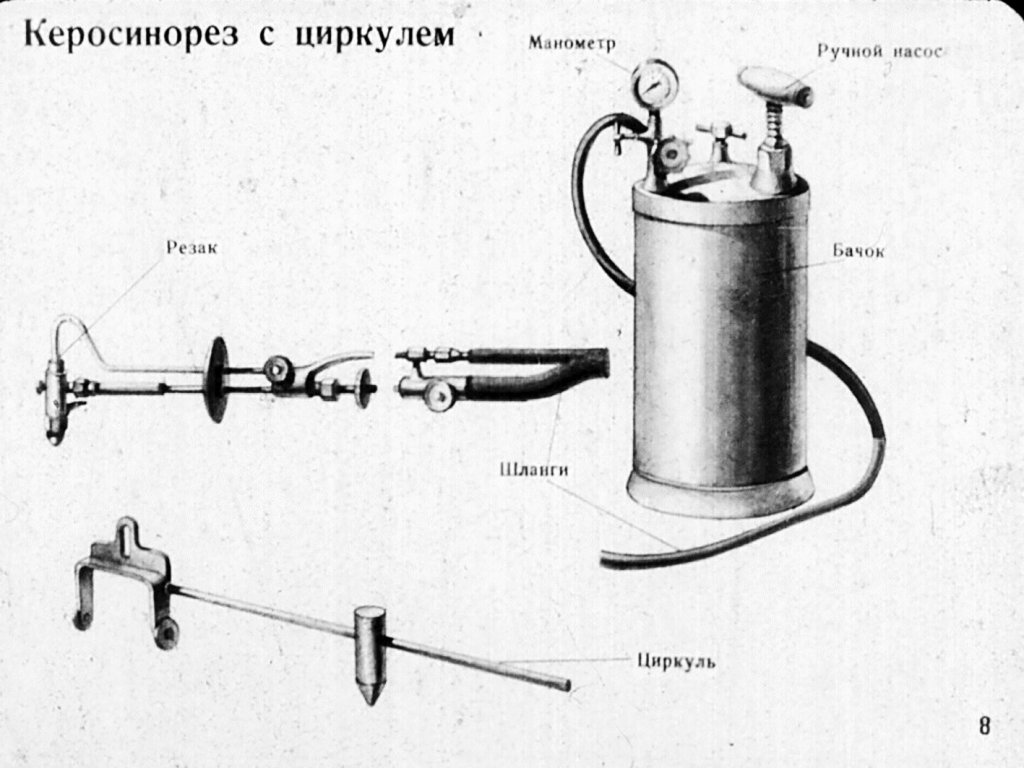
Керосинорез
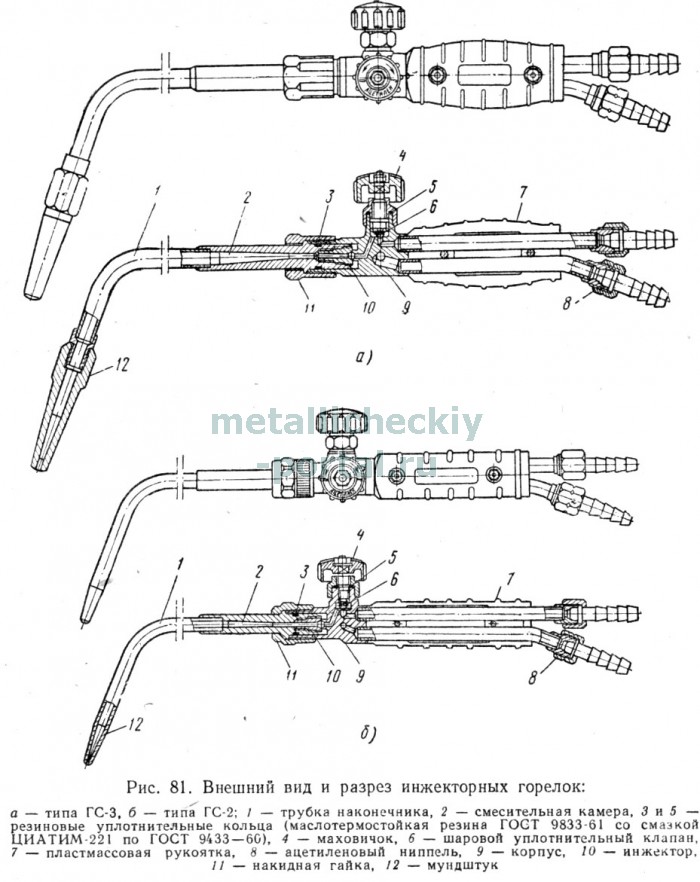
Устройство для резки, в котором для подогревающего пламени используют пары керосина, называют керосинорезом Схема резака керосинореза показана на рис. 74. Для преобразования жидкого керосина в пар имеется испаритель, представляющий собой трубку из нержавеюшей стали с помешенной внутри асбес — тоной оплеткой 11.
Для нагрева испарителя служит вспомогательный мундштук 12, расположенным в головке резака. Мощность и состав подогревающего пламени регулируются кислородным вентилем 9 и маховичком 10, изменяющим положение инжектора 4 в смесительной камере.
Жидкий керосин, поступающий из бачка, в резаке преобразуется в пары, смешивается в головке резака с кислородом и на выходе из мундштука образует пламя.
Керосин подается в резак под давлением
1,5— 3 кгс/см2 из бачка (БГ-63 — емкостью 6,5 дм3 или БГ-68 — емкостью 7,5 дм3), снабженного ручным воздушш-м насосом 3, мано-
| Рис. 75. Керосинорез с бачком: 1 — резак, 2 — бачок, 3 — воздушный насос, 4 — манометр, 5 — шланговый ниппель, 6 — запорный вентиль, 7 — тележка |
метром 4 и запорным вентилем 6 (рис. 75).
Сменными мундштуками регулируют фас- ход кислорода, керосина и скорость резки в зависимости от толщины разрезаемой стали (табл. 18).
Правила обращения с керосинорезом.
1. При помощи ручного насоса 3 (рис. 75) создают давление в бачке. Давление в бачке не должно превышать давление кислорода, так как это может привести к воспламенению кислородного шланга.
| 18. Технологическая характеристика керої инор ;за Показатели | Толщина разрезаемого металла, мм | |||
| до 20 | 20—50 | § 1 О •г, | 100—200 | |
| Номер внутреннего мундштука (сопла) Давление, кгс/см2: | 1 | 2 | 3 | 4 |
| кислорода | 4—5 | 5—7 | 7—9 | 9—11 |
| керосина в бачке Расход: | 1,5—3,0 . | 1,5—3,0 | 1,5—3,0 | 1,5—3,0 |
| ислорода, м3 ч | 5,4—7,6 | 7,6—9,8 | 9,8—20,2 | 20,2—32;6 |
| кислорода, дм3/пог. м | 134—423 | 423—1090 | 1000—3360 | 3360—7230 |
| керосина, кг/ч | 0,7—0,8 | 0,8—0,9 | 0,9—1,0 | 1,1—1,3 |
| керосина, г/пог. м | 25-53 | 53—100 | 100—180 | 180—290 |
| Скорость резки, мм/мин | 450—300 | 300—150 | 150—100 | 100—75 |
2. Веь гилем 7 (рис. 74) в резак подается керосин, потом открывается вентиль подогревающего кислорода и зажигается смесь керосина с кислородом. Трубка испарителя 11 нагревается пламенем вспомогательного мундштука 12. После достаточного прогрева испарителя может быть пущен режущий кислород вентилем 6 (предварительный нагрев испарителя производится паяльной лампой).
3. Отрегулировать подогревающее пламя. Если ядро подогревающего пламени при пуске режущего кислорода неустойчивое, следует — отрегулировать вентилем 9 и маховичком 10 подачу подогревающего кислорода (рис. 74).
4. При прекращении работы керосинор а
сначала закрывают вентиль режущего кислорода 6. Потом вентиль додачи керосина 7 и вентиль подачи подогревающего кислорода 9. Потом открывают на бачке спускной кран для снижения давления до атмосферного.
5. Для нормальной работы керосинореза необходимо систематически (не реже одного раза в неделю) промывать асбестовую оплетку испарителя в горячей воде.
Для резки применяется осветительный керосин (ГОСТ 4753—68). Керосин перед заливкой в бачок подвергается очистке отстаиванием через сукно или мелкую латунную сетку.
Керосином для резки можно пользоваться при температурах не ниже —15 °С и толщине разрезаемой стали не более 200 мм. Это объясняется тем, что при низких температурах керосин приобретает очень большую вязкость, что весьма затрудняет резку.
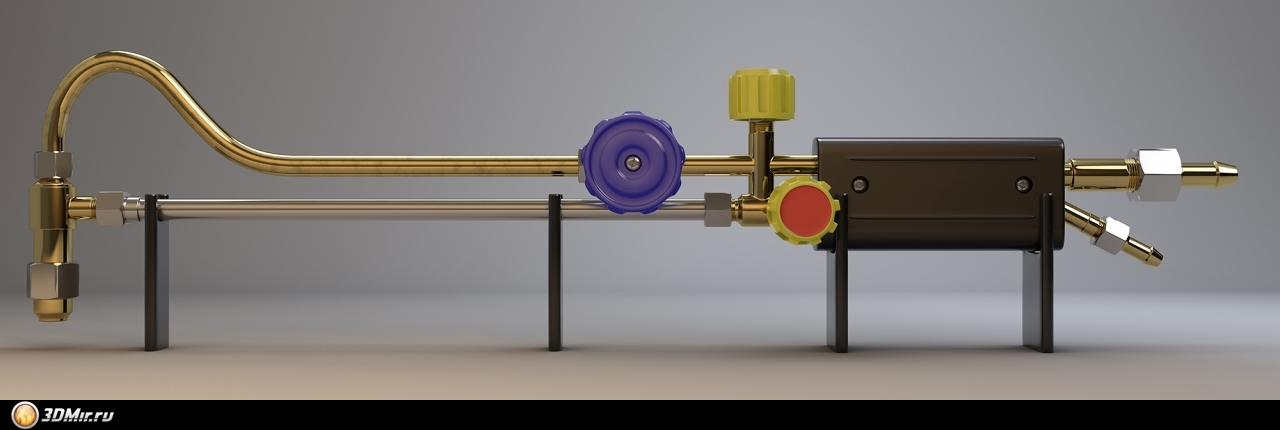
Кроме резаков, работающих на парах керосина, применяют резаки с распылением жидкого керосина, например РКР-3 (резак керосиновый с распылителем, третьей модели), для ручной резки стали толщиной до 100 мм. Распыление керосина производится с помощью специального сопла-распылителя, размещенного непосредственно в головке резака.
Преимущества и недостатки по сравнению с газовой горелкой
Бензорез не очень популярен среди специалистов. Многие по-прежнему используют газовые резаки. И этому есть целый ряд причин. Давайте сравним преимущества и недостатки обеих технологий. Преимущества бензореза:

- Мобильность. Бензиновый резак достаточно прост в переноске. Емкость с сжатым воздухом имеет меньшие габариты и вес, чем кислородные баллоны. Топливо легко достать, оно имеется в любом гараже, можно купить на автозаправке.
- Возможность работы при низких температурах. Согласно заявлениям производителей, бензорез с распылителем работает при температуре -40 и ниже. Газовый резак не работает на морозе.
- Простота конструкции. Газовая горелка не является сверхсложным устройством. Но бензиновый резак — в любом случае проще. При владении пайкой, совершить ремонт не составит труда.
Недостатков не больше преимуществ. Но они существеннее:
- Сложность в настройке. Подачу топлива постоянно нужно калибровать, периодически приходится чистить форсунки. Бензиновый резак нельзя использовать «из коробки». Для качественной работы нужна практика и сноровка.
- Необходимость поддерживать давление в резервуаре. Долго работать с бензорезом едва ли получится. Нужно постоянно поддерживать давление в кислородном резервуаре. Качество пламени зависит от объема воздуха в баллоне, и приходится постоянно адаптироваться к перепадам давления, а стало быть, и мощности горелки.
- Безопасность. Хотя кислородные баллоны для газовой резки считаются взрывоопасными, при правильной эксплуатации риск несчастного случая сводится к минимуму. Бензиновый же резак требует тщательного контроля и ответственности на всех этапах работы. Особенно, если речь идет о моделях с испарителем, где топливо закипает на пламени дополнительного сопла.
Бензорез – огневая мощь!
Опытные сварщики знают, что бензорез – это автогенный аппарат, применяемый для кислородной резки металлов. Опытные строители под этим названием знают агрегат совсем иного рода – мощный инструмент, в котором резку металла и не только выполняет диск с алмазным напылением. Устройство первого во многом схоже с ацетиленовым генератором. Объемный бак оснащен ручным воздушным насосом, которым создается избыточное давление. Под его действием к резаку подводится горючее – пары бензина и кислород, поступающие из разных шлангов. Сначала металл в линии реза нагревается, затем под струей кислорода режется.

В качестве основного топлива для бензореза такого типа применяется, как вы уже догадались, бензин, реже керосин. Бензино-кислородное пламя обладает хорошо очерченным ядром, что облегчает регулирование языка пламени. По сравнению с ацетиленовыми аппаратами, их использование экономически более выгодно, хотя растущая стоимость продуктов нефтеперерабатывающей отрасли вполне может сравнять затраты. К тому же, бензорез расходует больше кислорода, более высокие температуры, а значит и скорость работы дает ацетилено-кислородная смесь. Впрочем, аппарат на бензине не испытывает нехватки в топливе, которое можно достать на любой заправке, что в свою очередь сокращает расходы на транспортировку баллонов с другими видами газа.

Бензин гораздо удобнее использовать в качестве топлива вместо керосина, поскольку обеспечивается лучшее качество реза и более высокая скорость работ. К тому же, такое топливо гораздо лучше образует пары, работать аппаратом можно даже при довольно низких температурах до -20 °С, что позволяет использовать его практически в любую погоду, в любой сезон. Ацетиленовый и бензиновый агрегаты можно комбинировать, чтобы сэкономить карбид кальция – нагревание металла производится бензорезом, тогда как непосредственно резка осуществляется струей кислорода и ацетилена. Для этого существуют даже двухпламенные резаки, которые позволяют поочередно использовать оба вида пламени.

![§ 55. керосинорез [1979 рыбаков в.м. - сварка и резка металлов]](https://molibden-wolfram.ru/wp-content/uploads/b/8/9/b8909b52e0e0976cf55e240f2a541e1b.jpeg)







Стоимость раскроя
Цена на работы по раскрою, резке металла зависит от ряда факторов:
- выбора технологии;
- мощности используемого оборудования;
- марки, толщины исходного сырья;
- категории качества заготовок готовой продукции;
- объема сырьевой партии.
Если предстоит работа с большим объемом сырья, то общая стоимость заказа может быть снижена за счет снижение значения стоимости расчетной единицы (килограмма, погонного метра).
Стоимость резки или раскроя небольших партий, как правило, обговаривается с заказчиком заранее. Она не всегда рассчитывается по формуле «цена расчетной единицы, умноженная на количество», так как любой заказ – большой или малый – требует переналадки оборудования.
Современный промышленный рынок предоставляет массу вариантов резки и раскроя сортового, профильного металла. Но основными критериями для определения исполнителя заказа всегда остаются качество работы, срок изготовления, стоимость выполняемых работ, дополнительные услуге по погрузке, транспортировке.
Порядок применения
Прежде чем начинать работу и готовить пилу, нужно уточнить тип строительного материала, который будет подвергаться обработке. Если бетонное сооружение толще 10 см, в нем наверняка находится арматурный скелет. Поэтому для объемных объектов нужно выбирать максимально прочные режущие диски. Следует учесть следующие особенности:

- При работе с базальтом и кварцем диски быстро тупятся.
- Чем крупнее фракция наполнителя бетонного объекта, тем медленнее продвигается резка.
- От размера машины зависит ее мощность. Маленькие пилы относятся к слабым инструментам.
- Диски подбирают в зависимости от свежести и прочности материала.
- До начала основной работы делают пробный спил не глубже 1 см для оценки работы аппаратуры.
- Делая перерывы во время сухой резки, следует вытаскивать рабочий диск, чтобы он быстрее остыл.
После завершения подготовки и проверки выполняют действия в следующем порядке:
- Наметить линию разреза. Чтобы пила не ходила из стороны в сторону и, чтобы не сделать слишком глубокий разрез, рекомендуется вдоль чертежа закрепить бруски из дерева.
- Включить пилу и сделать пробный спил.
- Продолжать работу, погружая пилу в бетон. Брусья удалить.
Керосинорез по металлу: устройство, особенности, виды, способы применения
Керосинорез по металлу – прибор, предназначенный для быстрой резки стали. Он работает от керосина, бензина, солярки по принципу горелки. Резка металла становится возможной следующим образом: керосин, соответствующий ГОСТ 4753, под давлением попадает в испарительную огнеупорную камеру, испаряющееся вещество поступает в специальный мундштук, параллельно туда направляется кислород.

Вещества смешиваются уже в горелке, находящейся на конце мундштука. В результате получается высокотемпературное пламя, при помощи которого и осуществляют резку. Температура составляет 2400-2500°С.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.

Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Инструмент для рихтовки вмятин
Классическая технология рихтовки кузова автомобиля за время своего существования претерпела множество изменений, и сейчас канули в лету те времена, когда она проводилась одним молотком. Рихтовка кузова авто своими руками – непростой процесс, требующий ответственного подхода, специальных навыков и профессионального инструмента. Приобрести инструмент можно в автомагазинах или на рынке. Он содержит рихтовочные резиновые и пневматические молотки различной формы и размера, разнообразные правки, ударные полотна. Также для выравнивания резких заломов металла может понадобиться домкрат. Приспособления для рихтовки вмятин также можно изготовить своими руками, однако для этого необходимо обладать достаточными знаниями и навыками. Рассмотрим наиболее часто используемые виды рихтовочного инструмента подробнее.
- Ударный инструмент: молотки, киянки. Их предназначение – выравнивание вмятины. Отличия рихтовочных молотков от слесарных значительные. Рабочий боек должен иметь закругленную поверхность и быть хорошо отполированным. Противоположная сторона молоточков делается обычно в форме клюва. Материалы, применяемые для изготовления рихтовочных молотков – цветные металла, пластик, резина, текстолит. Благодаря этому поверхность исправляемой вмятины меньше деформируется, а сам боек спружинивает при ударе. Киянки для рихтовки кузова своими руками обычно делают из твердого дерева или резины.
- Наковальни, штампы, поддержки. Эти приспособления нужны для поддержки выпрямляемого места кузова. По своей форме они должны повторять вмятину, поэтому в профессиональном наборе их достаточно большое количество. Рихтовочный молоток с наковальней всегда должны работать в паре. Главное – правильно подобрать подкладной штамп, необходимо учесть при этом радиус кривизны поверхности, вес и размер поддержки. Для рихтовки авто своими руками можно также воспользоваться подручными предметами, главное – их тщательно подбирать под конкретный изъян кузова. Это могут быть молоты, плиты от утюга, кувалды и т.п.
- Ударные полотна, ложки. Эти приспособления служат для вытягивания вмятины. Также они могут использоваться в качестве поддержек. Одним из наиболее частых случаев их применения при рихтовке авто является отделение внешней поверхности элемента кузова от внутренней панели, например для двери. Если две поверхности ее схлопнулись при ДТП, то перед тем как отрихтовать дверь своими руками придется отделить наружную поверхность от внутренней ложкой для рихтовки. Также часто ложки используются для рихтовки крыши автомобиля и внутреннего исправления кривизны кузовного элемента.
- Рычаги и крюки. Они применяются в случае необходимости вытянуть вмятину изнутри, опираясь на любое ребро жесткости в качестве рычага. Крюков также существует большое число, они отличаются размерами, толщиной металла, углом загиба. Крюк для рихтовки автомобиля своими руками можно сделать и самому, для чего используется металлический пруток диаметром 10-12 мм. Длина его не должна превышать 0,5 м. Угол загиба зависит от геометрии самой вмятины. Ручку крюка нужно делать петлей, чтобы в случае необходимости в нее можно было вставить приспособление для прокрутки.
- Шлифовальный инструмент – напильники, шлифмашинка. Применяются для шлифовки выровненного после рихтовки элемента кузова и выравнивания небольших выпуклостей. Если нет шлифмашины, в гаражных условиях может применяться наждачный круг, закрепленный на электродрели.
Виды листовой стали и особенности
По способу производства листовая сталь бывает:
- горячекатаная,
- холоднокатаная,
- оцинкованная.
Горячекатаный листовой металл получают путем горячей прокатки с последующей термообработкой. Листовой прокат делится на тонколистовой толщиной 0,5-3,9
мм и толстолистовой, имеющий толщину4-160 мм.
По ГОСТ 1577-93
конструкционный листовой прокат может подвергаться термической обработке. Конструкционный листовой прокат может иметь травленую или нетравленую поверхность.








Горячекатаный листовой прокат классифицируется на 2
вида:
- низколегированный,
- конструкционный.

Низколегированные горячекатаные листы применяются в промышленности и строительстве для создания сварных конструкций. Также данный материал нашел применение в тяжелой и легкой промышленности в производстве неответственных деталей. Большой популярностью низколегированная листовая сталь пользуется в производстве мостовых клепаных металлоконструкций и шовных трубопроводов.
Конструкционный горячекатаный лист производится из легированной углеродистой стали и используется в производстве ответственных деталей для промышленных машин и механизмов, сварных металлоконструкций наружного применения.
Кислород и горючие газы
Для резки должен применяться кислород возможно более высокой чистоты. Практически применяют кислород чистотой 98,5—99,5%. Чем выше чистота кислорода, тем резка протекает быстрее, а расход кислорода меньше.
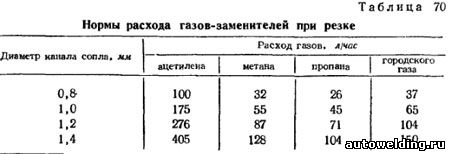
Для подогрева изделия при резке широко применяют горючие газы — заменители ацетилена. В первую очередь используются: коксовый, природный, нефтяной и паролизный газы, пропан, пары керосина. При использовании газов-заменителей расход их через резак можно определить, зная коэффициент замены ацетилена. Значения этого коэффициента принимаются равными: для метана и природного газа 1,5, для городского газа 1,8, для пропана 0,6. Сечения каналов в резаках для газов-заменителей рассчитывают по допустимому расходу газа через мундштук, пользуясь нормами, приведенными в табл. 70.
Можно ли резать болгаркой керамогранит? Виды резки керамических изделий
Помимо керамики, которую применяют при благоустройстве ванных комнат, есть также керамогранит, плитка из натурального камня. Они отличаются большей прочностью и надежностью, поэтому используются для укладки в общественных местах, промышленных помещениях, современных интерьерах жилых зданий.
Эти виды плитки также обрабатываются с помощью болгарки. Общий принцип работы не изменится. Единственное различие заключается в том, что за счет более высокой прочности рекомендуется использовать исключительно сегментированные металлические диски с алмазным напылением: за счет лучшего охлаждения вероятность перегрева меньше. Мокрый способ поможет сделать работу более эффективной и уменьшит количество пыли.
Преимущество болгарки перед плиткорезом заключается в том, что последний режет только по прямой. УШМ выполняет сложные формы. С какими видами резки столкнется мастер?
- Прямой рез удобнее и быстрее производить плиткорезом. Но если у вас его нет, то подойдет углошлифовальная машина.
- Фигурный овальный вырез – это сложная разновидность. Применяется в декоративных целях.
- Прямоугольное отверстие.
- Отверстия круглой формы.
- Под углом 45°.
Прямая резка или прямой срез
Стандартный, самый простой способ, который мы советуем первоначально осваивать непрофессионалам.
- Подготавливаем заготовку: для этого берем маркер, линейку, расчерчиваем линию, по которой будем производить рез.
- Располагаем заготовку на прямой поверхности, убираем все лишнее, что может помешать. Чтобы обеспечить точность, фиксируем заготовку тисками.
- Приступаем к пилению. Необходимо не распиливать керамику насквозь, а сделать надрез глубиной 1–5 мм (в зависимости от толщины вашей заготовки). Помним, что при вхождении в материал количество оборотов уменьшается, позже его можно повысить. Ведем инструмент ровно, с одинаковой скоростью, от себя. Не водим кругом вперед-назад по намеченной линии. Придерживаемся намеченной траектории, насколько это возможно. При выходе режущей кромки снова сбавляем обороты, чтобы избежать сколов.
- Надламываем заготовку на две части. При необходимости зачистите по месту среза соответствующей оснасткой.

Фигурная резка или фигурный вырез
Наиболее сложная, требовательная к навыку работника разновидность. Рекомендуется доверить ее выполнение профессионалу, если вы не считаете себя опытным пользователем. В отличие от прямого реза, фигурный вырез не получится выполнить плиткорезом: болгарка в данном случае необходима.
Итак, вы делаете овальное отверстие:
- Делаем маркером разметку на заготовке.
- Закрепляем заготовку на ровной поверхности, фиксируем для наибольшей надежности.
- Начинаем работать УШМ: требуется делать короткие засечки, срезая лишний материал.
- По окончании пиления останутся неровности на местах реза. Чтобы закончить фигурную резку, смените режущий диск абразивным кругом, обрабатывайте место пропила, пока результат вас не устоит.

Резка прямоугольных отверстий в плитке
Для этого вида распиливания вам потребуется дрель со сверлом (рекомендуемый диаметр – 5 мм) по плитке!
- Намечаем контуры фигуры, которую будем выпиливать.
- Закрепляем заготовку, используя ровную поверхность (это может быть большой прочный стол или специальный рабочий верстак).
- Используя сверлящий инструмент, в рамках намеченных контуров создаем отверстия в углах предполагаемого прямоугольника.
- При помощи УШМ режем линии, следуя обозначенному контуру.
- Удаляем внутреннюю часть фигуры.
- Если нужно, дорабатываем получившуюся область абразивом.
Резка окружностей (круглых отверстий)
Перед началом резки окружности подготовьте дрель, твердосплавное сверло (3–4 мм – подходящий диаметр), циркуль. Приступим:
- Ставим маркером точку на заготовке. Это будет центральная точка окружности.
- Используя циркуль, чертим контур круга необходимой вам величины.
- Дрелью создаем отверстие на месте центральной точки.
- Углошлифмашиной производим сквозные прорези с внутренней части контура нашей окружности.
- Обрабатываем неровности при помощи абразива или наждачной бумаги.
Резка под углом 45°
Данная разновидность реза считается сложной. Чтобы повысить качество результата, мы советуем выполнять работу брендовым металлическим кругом, укрепленным алмазным напылением.
- Размечаем маркером по линейке место пропила.
- Располагаем и по возможности фиксируем болванку.
- Размещаем болванку наружной стороной к низу.
- При помощи углошлифовальной машины срезаем под углом тыльную сторону заготовки.
- Следуя обозначенной линии, выполняем повторный рез. Это позволит добиться максимально точного и ровного результата.
- Если нужно, доводим место среза.

Правка и рихтовка металла
Правка металла – слесарная операция, которую выполняют с целью устранения дефектов, имеющих вид вмятины или выпуклости, искривления или коробления у заготовок, изделий и деталей. В процессе ее проведения выполняют сжатие выпуклого и расширение вогнутого слоя металла. Операция исправления дефектов в металлических деталях и заготовках требует применения специальных инструментов и приспособлений. В зависимости от формы и размеров заготовки правку металла осуществляют в его холодном или нагретом состоянии. Она может быть машинной, с применением механически прессов или специальных вальцов, или ручной.
Правка металла
Ручную правку металлических листов выполняют на стальной или чугунной плите с применением специальных молотков со сферическим бойком. Тонкие листы металла подлежат отработке молотками, вставленный боек которых изготовлен из мягкого металла или резины (молоток-киянка). Металлический лист предварительно укладывают на плиту, с помощью линейки определяют места выпуклостей и их границы обводят мелом или маркером. Последовательность (схему) нанесения ударов по металлу определяют в зависимости от количества выпуклостей и их расположения на листе.
В случае исправления одной выпуклости, расположенной в середине листа, удары наносят от края по направлению к самой выпуклости, изменяя при этом силу и место нанесения удара. При наличии нескольких выпуклостей правку металлического листа начинают с нанесения ударов в направлении от промежутков между выпуклостями, постепенно приближаясь к середине выпуклой формы. Правку металла всегда выполняют после укладки листа выпуклостью вверх. Удары специальным инструментом (например, киянкой) должны быть частыми, но не сильными.
Правка
проволоки и заготовок круглого сечения (прутков) выполняется в установленной на плиту призме или с применением ручного пресса. При этом удары молотком наносят по выпуклой части от края дефекта (изгиба) к его середине. Правку проволоки заканчивают легкими ударами с одновременным поворотом изделия вокруг продольной оси.
Правка валов
осуществляется с использованием ручных винтовых прессов. Изогнутый вал размещают на двух призмах, установленных на столе пресса, таким образом, чтобы наконечник штока находился над местом наибольшей кривизны детали. Наконечник винта плавно подводят к месту изгиба и надавливают на исправляемую деталь.
Рихтовка металла
Рихтовка представляет собой разновидность правки. Ее выполняют на деталях, подверженных обработке термическим способом. В процессе рихтовки металла удаление вмятин производят нанесением ударов носком закругленного бойка молотка по вогнутой части детали.
Товары каталога:
| Зажим для стальных канатов DIN 741 |
| Саморез с пресс-шайбой острый РМЗ ТУ 7811-7355 BY 011 |
| Саморез с шестигранной головкой для профиля толщиной до 0,9 мм |
| Талреп крюк-кольцо DIN 1480 |
| Электроды сварочные |
| Твитнуть |
comments powered by Disqus
Устройство и принцип работы ручного плиткореза
Производители выпускают ручные приспособления для резки плитки в разном исполнении. Однако основное их устройство схожее. Состоит плиткорез из следующих узлов:
Станина является основной опорой. Обычно она сделана из стальной пластины. Сверху нанесено прорезиненное покрытие, которое не дает плитке скользить во время резки. На станине прочно закреплены опоры с направляющими, по которым передвигается каретка. У хороших плиткорезов станина прочная из толстой стали. За счет жесткости обеспечивается устойчивость инструмента. Дешевые плиткорезы на тонкой станине вибрируют во время резки, отчего получается брак. Рукоятка выполнена из куска трубки. Удлиненная ее форма упрощает работу ручным плиткорезом, так как образует рычаг, благодаря которому работник прикладывает меньше усилий. Основным режущим элементом является колесико. Выполнено оно из твердосплавных материалов. Поверхность качественного ролика идеально круглая, без выщербленных участков и заусениц
Все ручные плиткорезы схожи в своем устройстве Важно! Затупившееся режущее колесико затачивать нельзя. Его просто выбрасывают, заменив новым элементом
Лапка удерживает плитку, не дает ей сдвигаться во время резки.
Все рабочие узлы выполнены из стали и силумина. Они обладают повышенной прочностью, обеспечивают жесткость конструкции. Вспомогательные элементы могут быть сделаны из пластика или сплавов цветных металлов. К таковым относится шкала, по которой выбирают размер плитки. Она бывает даже двойная – зеркальная. Такой шкалой удобно пользоваться левшам. У ручных профессиональных плиткорезов имеется поворотная линейка. Она помогает выполнять фигурный рез под произвольным углом.








Работают все ручные плиткорезы по одному принципу. Прокатывающийся под сильным нажатием ролик прорезает на поверхности плитки борозду. В этом месте заготовка ослабевает и ее легче приложенным усилием разломить на две части.
Керосиновый резак, принцип работы и технические характеристики
пер.Каштановый 8/14 51100 пгт.Магдалиновка

Nikolaenko Dmitrij
Керосиновый резак, принцип работы и технические характеристики

Керосиновый резак, принцип работы и технические характеристики
1348
19.03.2019
- 5
- 4
- 3
- 2
- 1
(1 голос, в среднем:4 из 5)Керосиновый резак предназначен для резки низкоуглеродистых сталей и вместо горючего газа используют жидкое топливо — керосин, бензин, дизельное топливо. Он немного отличается от кислородного резака некоторыми моментами, но принцип работы остается. Керосиновый резак бывает с подогревом и без подогрева, имеет два мундштука (внутренний и наружный). Когда керосин предварительно подогревают и его пары попадают в асбестовую оплетку испарителя, находящийся в смесительной камере, имеется подогревающая насадка. В смесительной камере пары керосина смешиваются с кислородом, после чего поступают в головку резака, в которой одна часть смеси находится в подогревающей насадке, а кислород имеет выход наружу через центральный канал головки резака. Кислород поступает в керосиновый резак по шлангу через штуцер на рукоятке резака, также подается и керосин из специального бачка под давлением. Проходя тройник, пары керосина смешиваются с кислородом в смесительной камере и затем выходят через наружный мундштук.
Керосиновые резаки по металлу применяются двух типов — с распылением и испарением. Резаки с распылением имеют специальное распылительное устройство, через которое жидкое горючее распыляется и после этого поступает в мундштук и там испаряется. Тип резака с испарением имеет камеру испарения с асбестовой набивкой. Когда керосин поступает в эту камеру, дополнительное пламя испаряет жидкий керосин, превращая его в пары керосина.
Керосиновый резак без подогрева, работающий по типу распыления имеют некоторые преимущества:
- вес резака почти на половину легче;
- не имеет асбестовой обмотки, что позволяет обслуживать керосиновый резак;
- нет пламени подогрева, благодаря чему резак не перегревается во время работы;
- может работать при температуре 400С мороза со специальным мундштуком;
- имеет высокое сопротивление к обратным ударам пламени.
Керосиновый резак без подогрева — это новое поколение керосиновых резаков, имеют выход на режим за 20 сек, происходит полное сгорание керосина, что позволяет рационально использовать топливо. Быстрая разборка резака, свободный доступ к деталям и узлам резака, очень удобен в обслуживании, неприхотлив, прост, надежен, экономичен, может выполнять резание толщиной 300мм. Таким резаком является Резак Бобуха «ВОГНИК» 181.
Еще один практичный керосиновый резак без подогрева — это РК200 «ВОГНИК»182, который также соответствует тем же требованиям что и «ВОГНИК» 181. Этот резак не требует центровки мундштука, так как струя кислорода всегда отрегулирована, в центре. Хорошо работает на морозе -250С, минимальный выход на режим 15 сек., режет металл от 3 до 200 мм, может пробивать металл толщиной 50 мм. Работает на бензине с давлением 0,5- 1,5 кгс/см2, при давлении кислорода 3 — 8,5 кгс/см2, не сложные запчасти, пригодные ремонту, всегда доступные.
Резак кислородно — керосиновый может резать металл, температура горения которого в кислороде ниже температуры плавления и образующиеся шлаки должны быть жидкотекучими. Резак РК2 — 02 предназначен для ручной разделительной резки низколегированной и углеродистой стали и может резать толщину 200 мм. Сгорание сопла на керосиновом резаке может происходить от давления подаваемого кислорода, необходимо соблюдать установленное нормативами давление, а также может оказывать влияние на материал, из которого сделано сопло, медь и бронза более износостойкие.





