По лишаемым степеням свободы
18. Установочная база
D. Auflagebasis
Е. Setting base
База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
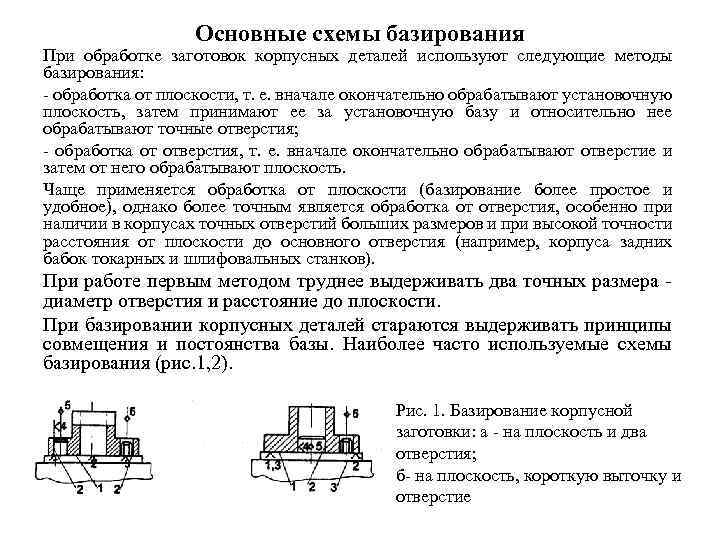
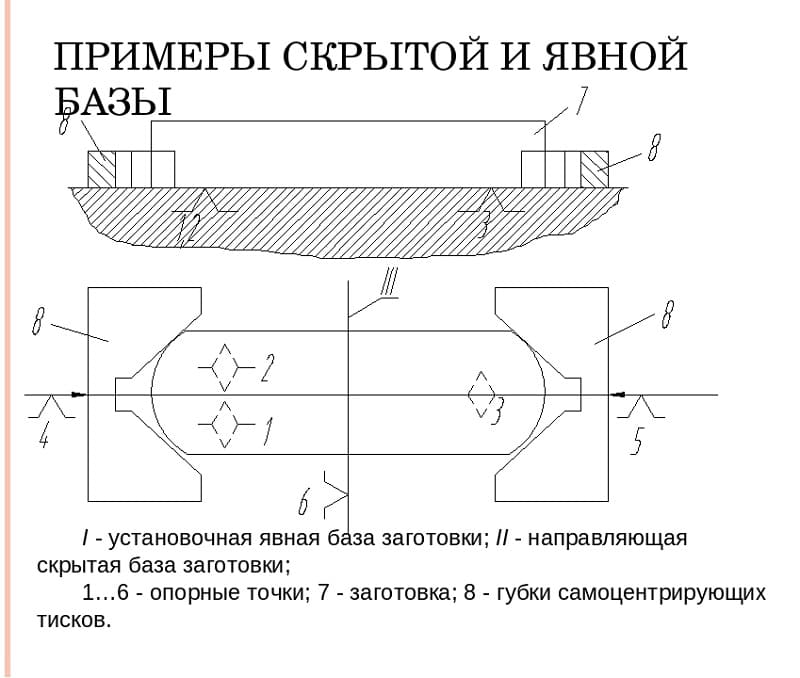
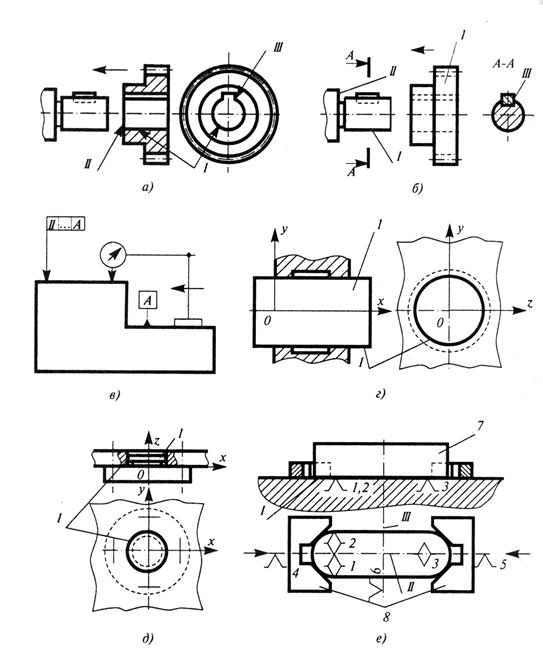
I — установочная база заготовки, лишающая ее перемещения вдоль оси и поворотов вокруг осей и ; II — направляющая база заготовки, лишающая ее перемещения вдоль оси и поворота вокруг оси ; III — опорная база заготовки, лишающая ее перемещения вдоль оси ; 1 — заготовка; 2 — опоры приспособления.
19. Направляющая база
D. Anlagebasis
Е. Guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси
20. Опорная база
D.
Е. Resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси
21. Двойная направляющая база
D. Doppelte Anlagebasis
Е. Double guiding base
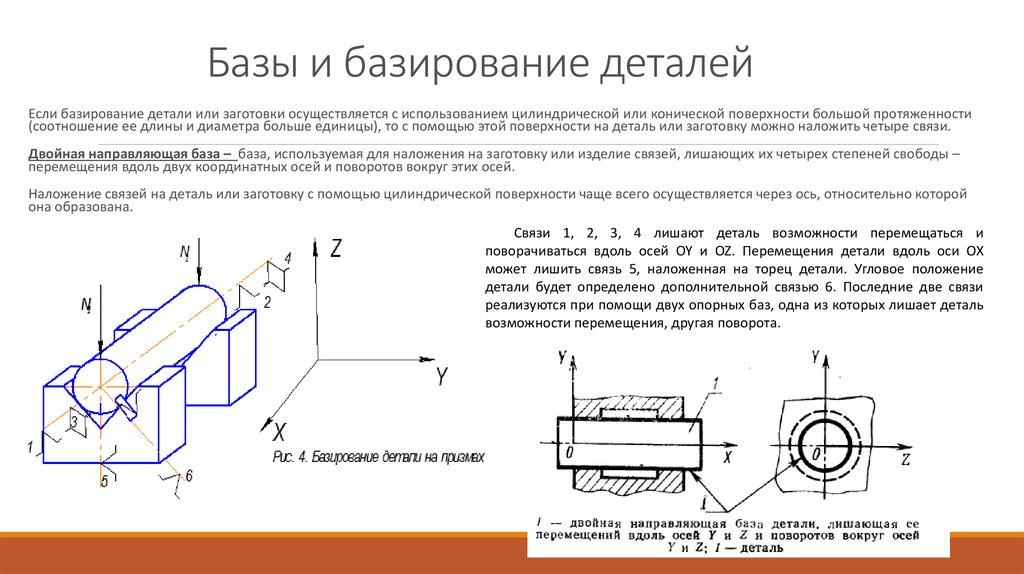
База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей
I — двойная направляющая база детали, лишающая ее перемещений вдоль осей и и поворотов вокруг осей и ; 1 — деталь
22. Двойная опорная база
D. Doppelte
Е. Double resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей
I — двойная опорная база детали, лишающая ее перемещений вдоль осей и ; 1 — деталь
4 Основные нормативные положения
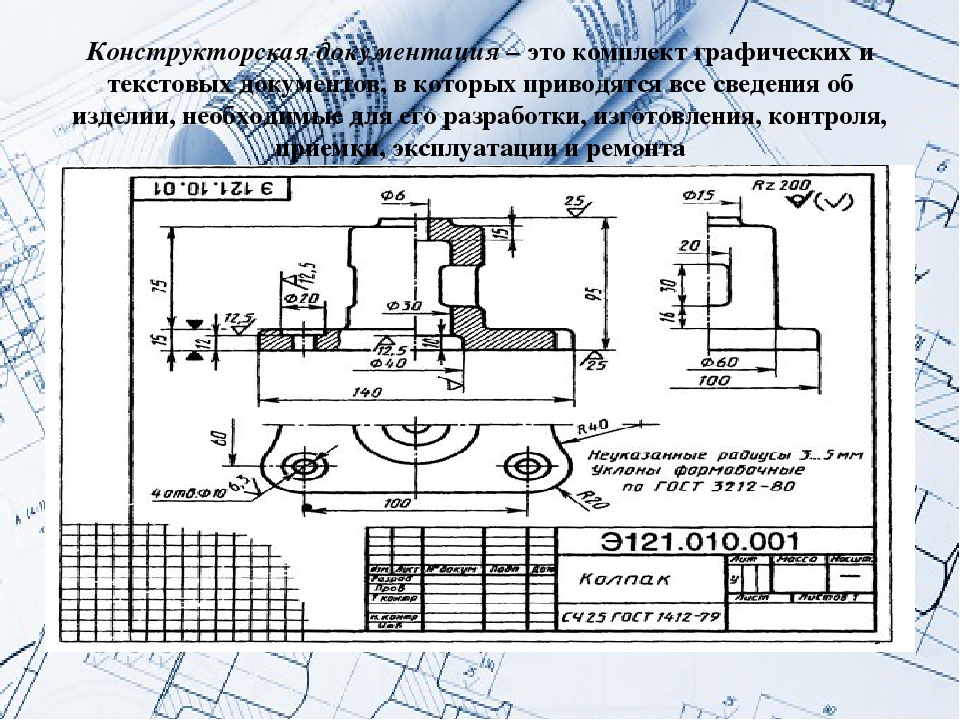
4.1 ЕСКД — комплекс стандартов, устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях ЖЦ изделия. _______________ Конструкторская документация является товаром и на нее распространяются все нормативно-правовые акты, как на товарную продукцию.
4.2 Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил, требований и норм выполнения, оформления и обращения конструкторской документации, которые обеспечивают: — применение современных методов и средств при реализации процессов ЖЦ изделия; — взаимообмен конструкторской документацией без ее переоформления; — безбумажное представление информации и использование электронной цифровой подписи; — необходимую комплектность конструкторской документации; — автоматизацию обработки КД и содержащейся в них информации; — высокое качество изделий; — наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу; — расширение унификации и стандартизации при проектировании изделий и разработке конструкторской документации; — проведение сертификации изделий; — сокращение сроков и снижение трудоемкости подготовки производства; — правильную эксплуатацию изделий; — оперативную подготовку документации для быстрой переналадки действующего производства; — создание и ведение единой информационной базы; — гармонизацию стандартов ЕСКД с международными стандартами (ИСО, МЭК) в области конструкторской документации; — информационную поддержку ЖЦ изделия.
4.3 КД могут быть выполнены как бумажный КД и/или как электронный КД. Виды, комплектность и выполнение КД (бумажное или электронное) устанавливает разработчик, если иное не оговорено ТЗ (либо другим заменяющим документом). Для изделий, разрабатываемых по заказу Министерства обороны, эти решения должны быть согласованы с заказчиком (представительством заказчика).
4.4 Допускается дополнительно идентифицировать конструкторские документы с применением штрихкода. При этом в качестве реквизитов штрихкода следует использовать коды страны, организации-разработчика (держателя подлинника) и обозначение документа, его версии и присвоенной ему литеры*.
ПРИЛОЖЕНИЕ 3 (справочное). ПРИМЕРЫ РАЗРАБОТКИ СХЕМ БАЗИРОВАНИЯ
ПРИЛОЖЕНИЕ 3Справочное
Задача | Теоретическая схема базирования | Пример возможной реализации теоретической схемы базирования |
При фрезеровании паза шириной выдержать размеры и , параллельность оси паза относительно поверхности , а дна паза – относительно основания | ||
При обработке отверстия в диске выдержать размеры и и обеспечить перпендикулярность оси отверстия относительно поверхности | ||
При обработке поверхностей диаметром и обеспечить их соосность с отверстием и выдержать размер | Установка заготовки на цилиндрической оправке с беззазорной (прессовой) посадкой | |
При обработке отверстия в шаре выдержать размер и обеспечить прохождение оси отверстия через точку – центр шара | ||
При расточке отверстия выдержать размер , параллельность оси отверстия к плоскости , перпендикулярность оси отверстия к плоскости в сечении I-I, симметричность отверстия относительно наружного контура | ||
Обработать с применением кондуктора отверстия и во втулках рычага, обеспечив выполнение следующих требований:а) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно общей плоскости симметрии втулок рычага | ||
б) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно плоскостей симметрии втулок и | ||
в) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и соосность отверстия относительно наружной поверхности втулки | ||
г) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и постоянство толщины стенки левой втулки | ||
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.





РОССТАНДАРТ ФA по техническому регулированию и метрологии
НОВЫЕ НАЦИОНАЛЬНЫЕ СТАНДАРТЫ: www.protect.gost.ru
ФГУП СТАНДАРТИНФОРМ предоставление информации из БД “Продукция России” : www.gostinfo.ru
ФА ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ система “Опасные товары” : www.sinatra-gost.ru
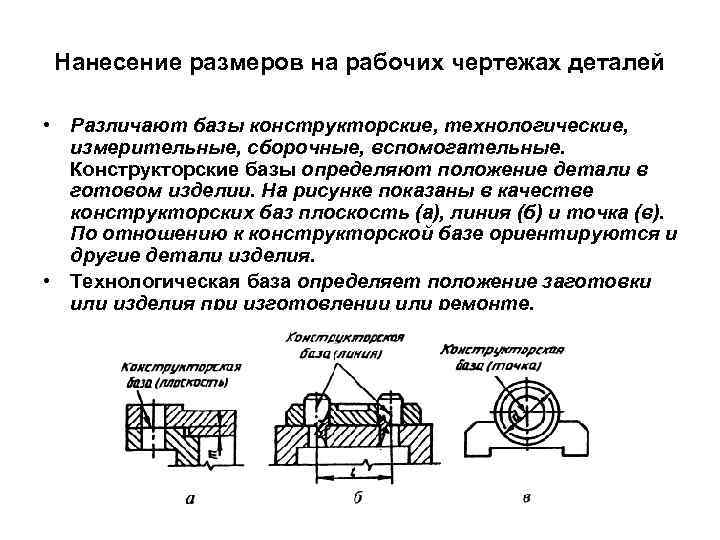
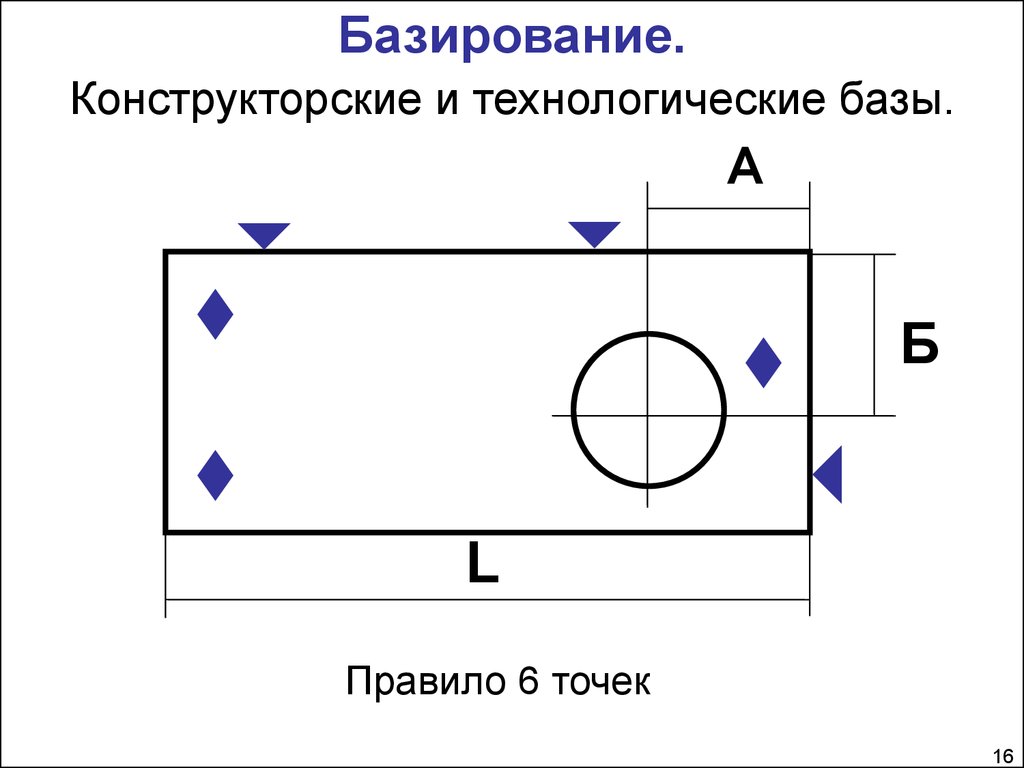
Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
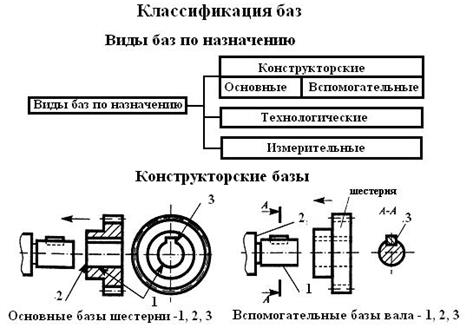
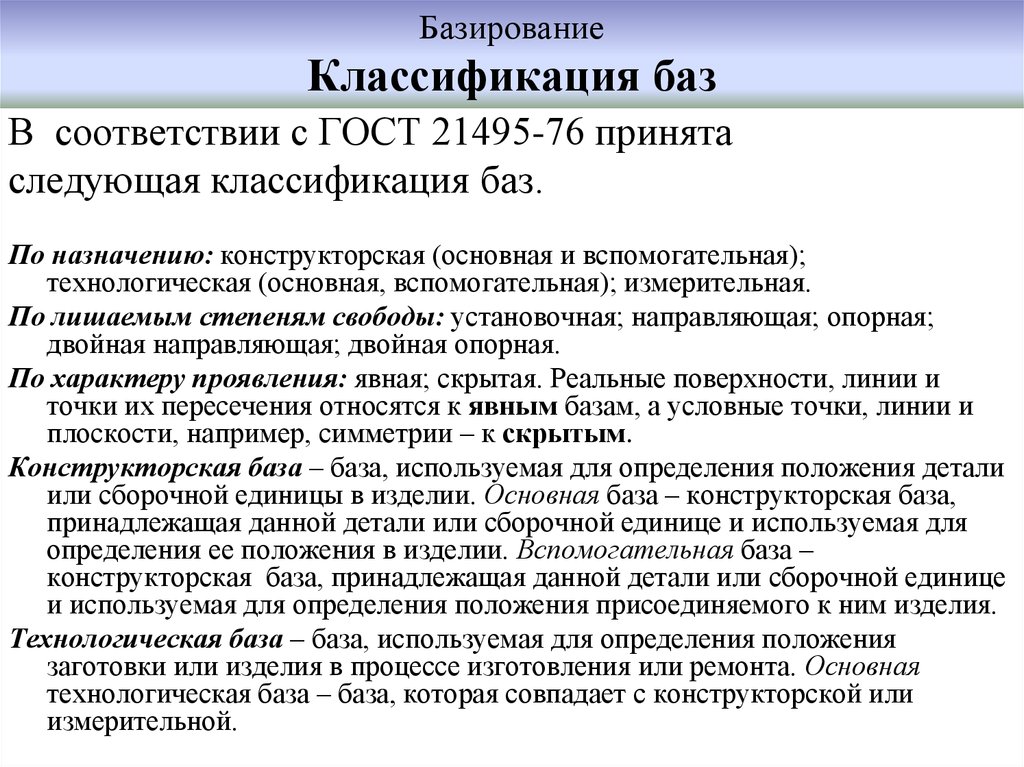
По назначению применяются четыре вида баз:
- конструкторские;
- технологические;
- настроечные;
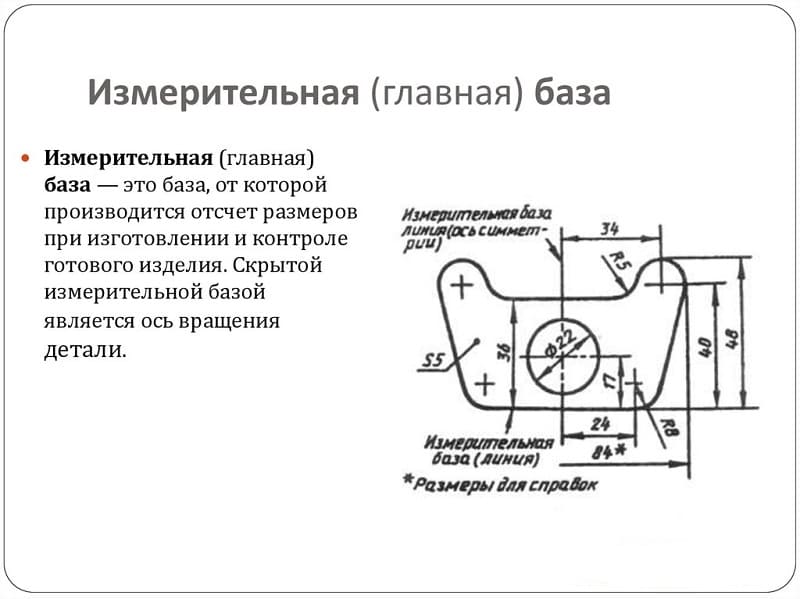
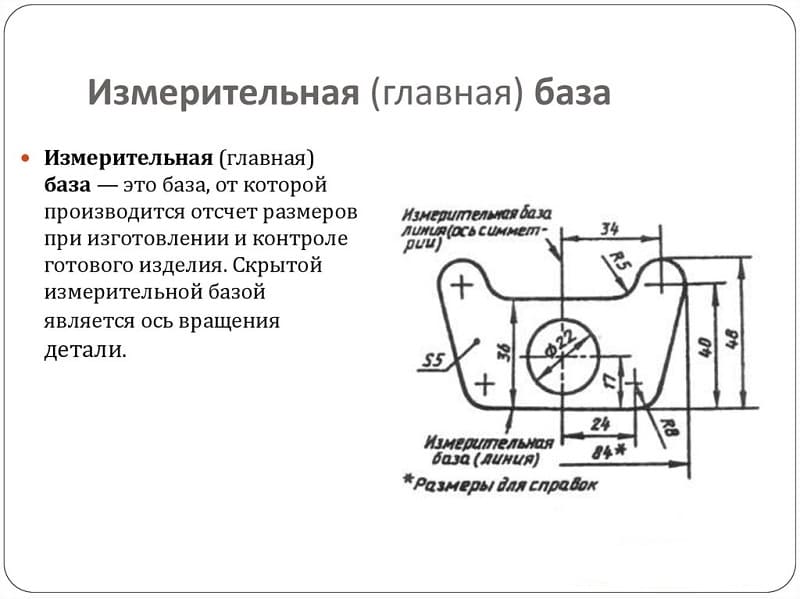
- измерительные.
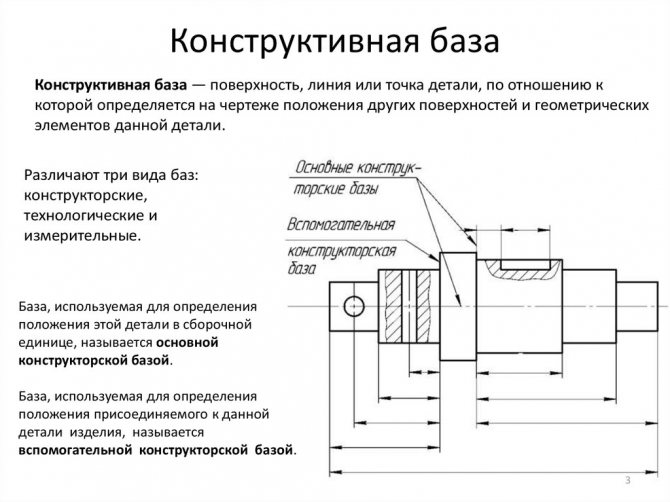
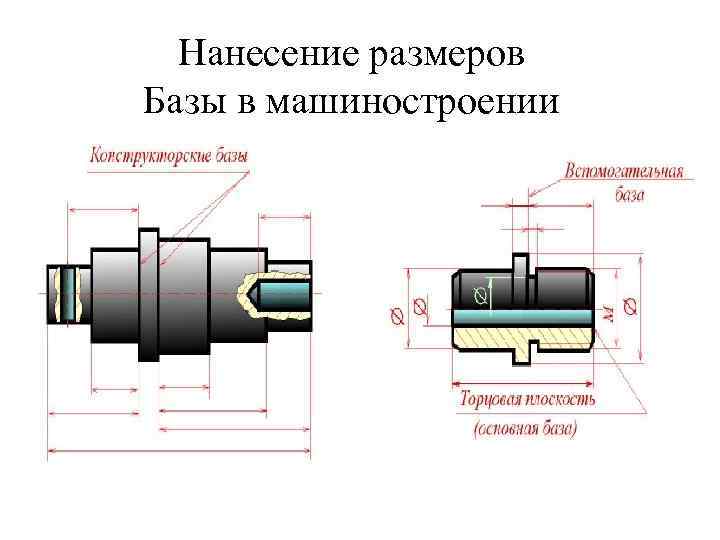
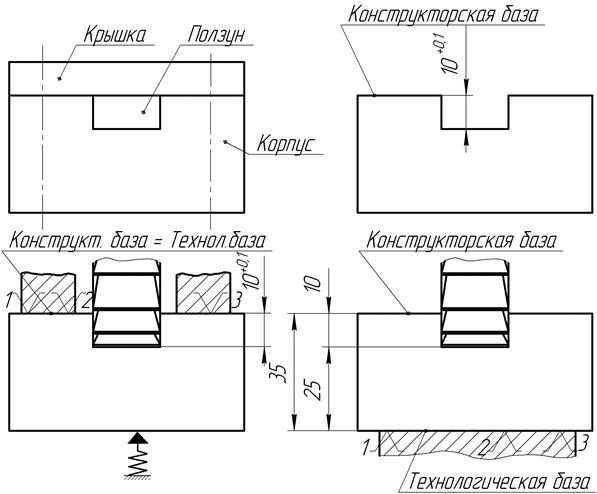
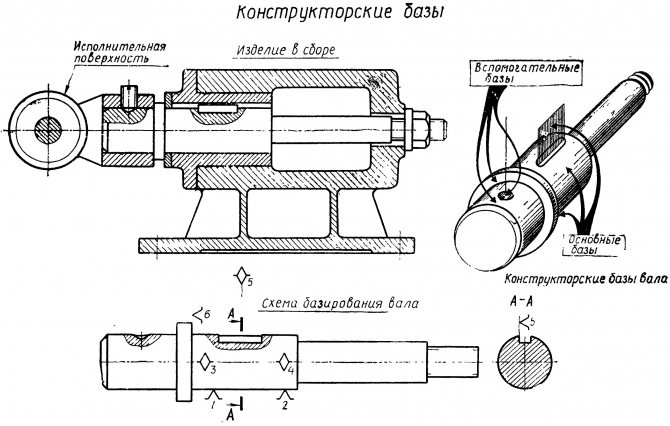
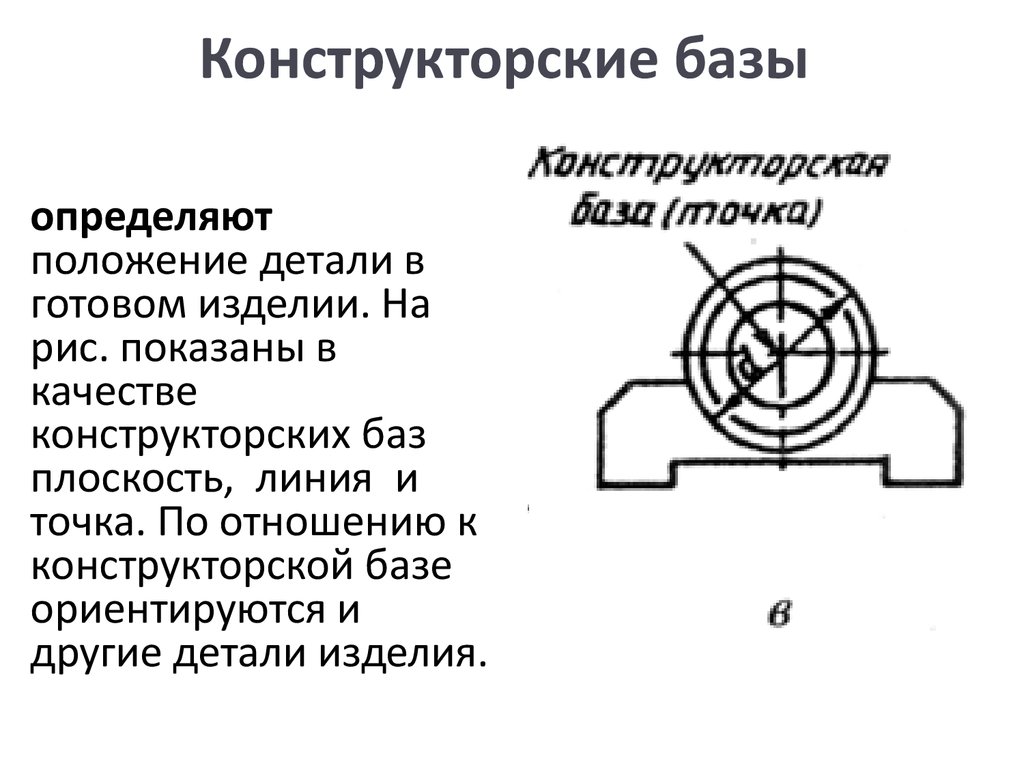
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.
Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
- опорная (одинарная или двойная);
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».
СОСТАВ И КЛАССИФИКАЦИЯ КОМПЛЕКСА ДОКУМЕНТОВ ЕСТД
2.1. В комплекс документов ЕСТД входят:
– государственные стандарты ЕСТД;
– государственные стандарты ЕСКД, требования которых распространяются на технологическую документацию, согласно перечню в приложении ;
– рекомендации ЕСТД согласно перечню в приложении ;
– рекомендации, положения которых распространяются на технологическую документацию, согласно перечню в приложении .
(Измененная редакция, Изм. № 1).
2.1а. Рекомендации, входящие в комплекс документов ЕСТД, содержат рекомендуемый порядок разработки и оформления технологической документации и порядок проведения работ, связанных с функционированием ЕСТД.
В наименование рекомендаций ЕСТД входит групповой заголовок системы, например: «РЕКОМЕНДАЦИИ. Единая система технологической документации. ПОРЯДОК ОФОРМЛЕНИЯ КАРТЫ РЕГИСТРАЦИИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ».
Примеры обозначения рекомендаций ЕСТД приведены в приложении .
(Введен дополнительно, Изм. № 1).
Номер группы | Наименование группы |
Общие положения | |
1 | Общие требования к документам |
2 | Классификация и обозначение технологических документов |
3 | Общие требования к документам на машинных носителях |
4 | Основное производство. Формы технологических документов и правила их оформления на процессы специализированные по методам изготовления или ремонта изделий |
5 | Основное производство. Формы технологических документов и правила их оформления на испытания и контроль |
6 | Вспомогательное производство. Формы технологических документов и правила их оформления |
7 | Правила заполнения технологических документов |
8 | Прочие |
9 | Информационная база |
(Измененная редакция, Изм. № 1).
2.3. (Исключен, Изм. № 1).
2.4. В группу 0 должны входить стандарты, устанавливающие общие положения.
2.5. В группу 1 должны входить стандарты, устанавливающие правила оформления документов общего назначения и документов, применяемых независимо от методов изготовления и ремонта изделий (например, ведомости оснастки), а также стандарты и рекомендации, требования и правила которых распространяются на оформление всех документов, независимо от степени детализации описания технологических процессов, организации производства и методов изготовления и ремонта изделий.
2.6. В группу 2 должны входить стандарты и рекомендации, устанавливающие классификацию и обозначение технологических документов.
2.7. В группу 3 должны входить стандарты и рекомендации, устанавливающие особенности оформления и функционирования документов на машинных носителях.
2.8. В группу 4 должны входить стандарты и рекомендации, устанавливающие формы и правила оформления технологических документов, применяемых в основном производстве в зависимости от применяемых методов при изготовлении и ремонте изделий, за исключением испытаний и технического контроля.
2.9. В группу 5 должны входить стандарты и рекомендации, устанавливающие формы и правила оформления технологических документов, применяемых в основном производстве при описании технологических процессов (операции) испытаний и технического контроля, а также при контроле выполнения технологических процессов.
2.10. В группу 6 должны входить стандарты и рекомендации, устанавливающие формы и правила оформления документов, применяемых во вспомогательном производстве.
2.11. В группу 7 должны входить стандарты и рекомендации, устанавливающие правила записи технологических операций (переходов).
2.5 – 2.11. (Измененная редакция, Изм. № 1).
2.11а. В группу 8 должны входить стандарты, имеющие в своем обозначении соответствующий индекс.
(Введен дополнительно, Изм. № 1).
2.12. В группу 9 должны входить стандарты и рекомендации, устанавливающие правила и положения по созданию информационной базы для автоматизированных систем управления и проектирования документов.





(Измененная редакция, Изм. № 1).
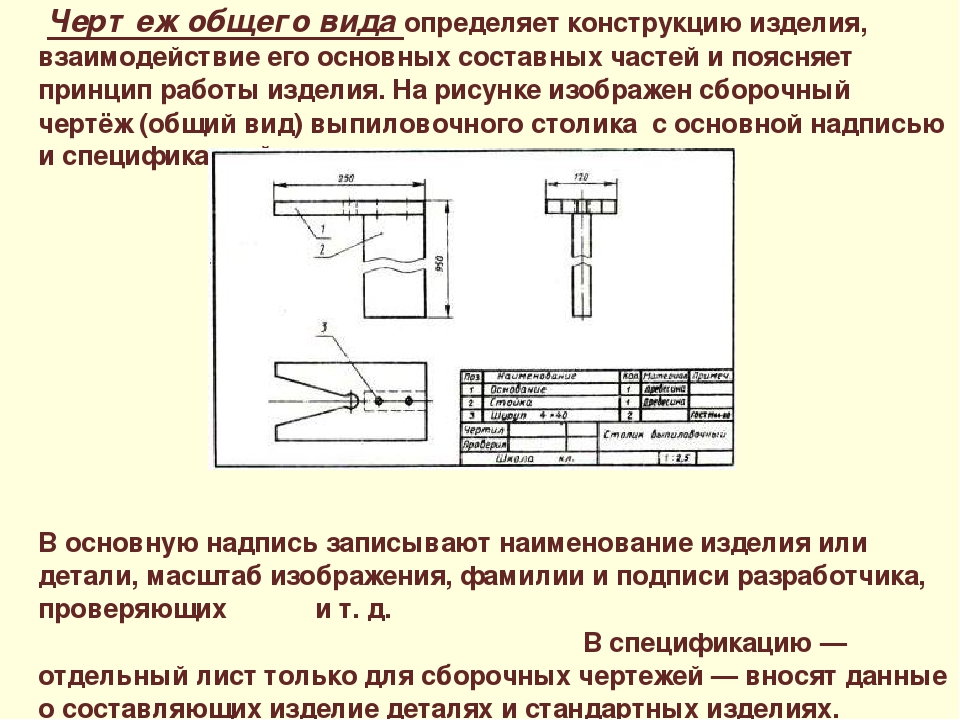
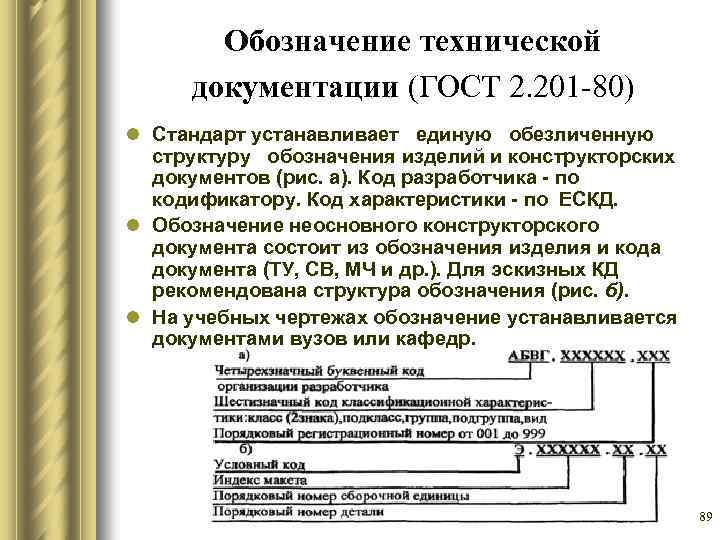
Обозначение изделий и конструкторских документов
ГОСТ 2.201-80 устанавливает единую обезличенную классификационную систему обозначения изделий основного и вспомогательного производства и их конструкторских документов всех отраслей промышленности. Обозначение изделия имеет вид:
АБВГ.XXXXXX.XXX-XX.XX
где АБВГ — четырехзначный буквенный код организации-разработчика изделия; XXXXXX — шестизначный числовой код классификационной характеристики согласно классификатору ЕСКД; XXX — трехзначный числовой регистрационный номер; -XX — двух- или трехзначный порядковый номер исполнения (только при групповом исполнении); .XX — дополнительный двухзначный номер исполнения (только при групповом исполнении).
Обозначение основного конструкторского документа совпадает с обозначением изделия.
Обозначение неосновного документа состоит из обозначения изделия и кода документа, например СБ — код сборочного чертежа, Э3 — код схемы электрической принципиальной. Код документа не может содержать больше четырёх знаков.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Обозначение изделий и конструкторских документов
ГОСТ 2.201-80 устанавливает единую обезличенную классификационную систему обозначения изделий основного и вспомогательного производства и их конструкторских документов всех отраслей промышленности. Обозначение изделия имеет вид:
АБВГ.XXXXXX.XXX-XX.XX
где АБВГ — четырехзначный буквенный код организации-разработчика изделия; XXXXXX — шестизначный числовой код классификационной характеристики согласно классификатору ЕСКД; XXX — трехзначный числовой регистрационный номер; -XX — двух- или трехзначный порядковый номер исполнения (только при групповом исполнении); .XX — дополнительный двухзначный номер исполнения (только при групповом исполнении).
Обозначение основного конструкторского документа совпадает с обозначением изделия.
Обозначение неосновного документа состоит из обозначения изделия и кода документа, например СБ — код сборочного чертежа, Э3 — код схемы электрической принципиальной. Код документа не может содержать больше четырёх знаков.
ПРИЛОЖЕНИЕ 3 (справочное). ПРИМЕРЫ РАЗРАБОТКИ СХЕМ БАЗИРОВАНИЯ
ПРИЛОЖЕНИЕ 3Справочное
Задача | Теоретическая схема базирования | Пример возможной реализации теоретической схемы базирования |
При фрезеровании паза шириной выдержать размеры и , параллельность оси паза относительно поверхности , а дна паза – относительно основания | ||
При обработке отверстия в диске выдержать размеры и и обеспечить перпендикулярность оси отверстия относительно поверхности | ||
При обработке поверхностей диаметром и обеспечить их соосность с отверстием и выдержать размер | Установка заготовки на цилиндрической оправке с беззазорной (прессовой) посадкой | |
При обработке отверстия в шаре выдержать размер и обеспечить прохождение оси отверстия через точку – центр шара | ||
При расточке отверстия выдержать размер , параллельность оси отверстия к плоскости , перпендикулярность оси отверстия к плоскости в сечении I-I, симметричность отверстия относительно наружного контура | ||
Обработать с применением кондуктора отверстия и во втулках рычага, обеспечив выполнение следующих требований:а) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно общей плоскости симметрии втулок рычага | ||
б) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно плоскостей симметрии втулок и | ||
в) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и соосность отверстия относительно наружной поверхности втулки | ||
г) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и постоянство толщины стенки левой втулки | ||
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.Электронный текст документа и сверен по:официальное изданиеМ.: Издательство стандартов, 1990
ПРИЛОЖЕНИЕ (рекомендуемое). ПЕРЕЧЕНЬ РАБОТ, ВЫПОЛНЯЕМЫХ ПРИ РАЗРАБОТКЕ ЭСКИЗНОГО ПРОЕКТА
ПРИЛОЖЕНИЕ Рекомендуемое
В общем случае при разработке эскизного проекта проводят следующие работы:
а) выполнение вариантов возможных решений, установление особенностей вариантов (характеристики вариантов составных частей и т.п.), их конструкторскую проработку. Глубина такой проработки должна быть достаточной для сопоставления рассматриваемых вариантов;
б) предварительное решение вопросов упаковки и транспортирования изделия;
в) изготовление и испытания материальных макетов и (или) разработка и анализ электронных макетов с целью проверки принципов работы изделия и (или) его составных частей; (Измененная редакция, Изм. N 5).
г) разработку и обоснование технических решений, направленных на обеспечение показателей надежности, установленных техническим заданием и техническим предложением;
д) оценку изделия на технологичность и правильность выбора средств контроля (испытаний, анализа, измерений);
е) оценку изделия по показателям стандартизации и унификации;
ж) оценку изделия в отношении его соответствия требованиям эргономики, технической эстетики. При необходимости, для установления эргономических, эстетических характеристик изделия и для удобства сопоставления различных вариантов по этим характеристикам изготавливают материальные макеты и (или) разрабатывают электронные макеты; (Измененная редакция, Изм. N 5).
з) проверку вариантов на патентную частоту* и конкурентоспособность, оформление заявок на изобретения; ____________ * Вероятно ошибка оригинала. Следует читать «патентную чистоту». — Примечание изготовителя базы данных.
и) проверку соответствия вариантов требованиям техники безопасности и производственной санитарии;
к) сравнительную оценку рассматриваемых вариантов, вопросы метрологического обеспечения разрабатываемого изделия (возможности выбора методов и средств измерения).
Сравнение проводят по показателям качества изделия (назначения, надежности, технологичности, стандартизации и унификации, экономическим, эстетическим, эргономическим).
При этом следует учитывать конструктивные и эксплуатационные особенности разрабатываемого и существующих изделий, тенденции и перспективы развития отечественной и зарубежной техники в данной области;
л) выбор оптимального варианта (вариантов) изделия, обоснование выбора; принятие принципиальных решений; подтверждение (или уточнение) предъявляемых к изделию требований (технических характеристик, показателей качества и др.), установленных техническим заданием и техническим предложением, и определение технико-экономических характеристик и показателей, не установленных техническим заданием и техническим предложением;
м) выявление на основе принятых принципиальных решений новых изделий и материалов, которые должны быть разработаны другими предприятиями (организациями), составление технических требований к этим изделиям и материалам;
н) составление перечня работ, которые следует провести на последующей стадии разработки, в дополнение или уточнение работ, предусмотренных техническим заданием и техническим предложением;
о) проработку основных вопросов технологии изготовления (при необходимости);
п) подготовку предложений по разработке стандартов (пересмотр и внесение изменений в действующие стандарты), предусмотренных техническим заданием на данной стадии;
р) проработку вопросов, обеспечивающих возможность использования конструкторской документации в электронной форме на последующих стадиях разработки. (Введено дополнительно, Изм. N 5). ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 4). Электронный текст документа подготовлен АО «Кодекс» и сверен по: официальное издание Единая система конструкторской документации. Основные положения: Сб. ГОСТов. — М.: Стандартинформ, 2011
ПРИЛОЖЕНИЕ 3 (справочное). ПРИМЕРЫ РАЗРАБОТКИ СХЕМ БАЗИРОВАНИЯ
ПРИЛОЖЕНИЕ 3Справочное
Задача | Теоретическая схема базирования | Пример возможной реализации теоретической схемы базирования |
При фрезеровании паза шириной выдержать размеры и , параллельность оси паза относительно поверхности , а дна паза – относительно основания | ||
При обработке отверстия в диске выдержать размеры и и обеспечить перпендикулярность оси отверстия относительно поверхности | ||
При обработке поверхностей диаметром и обеспечить их соосность с отверстием и выдержать размер | Установка заготовки на цилиндрической оправке с беззазорной (прессовой) посадкой | |
При обработке отверстия в шаре выдержать размер и обеспечить прохождение оси отверстия через точку – центр шара | ||
При расточке отверстия выдержать размер , параллельность оси отверстия к плоскости , перпендикулярность оси отверстия к плоскости в сечении I-I, симметричность отверстия относительно наружного контура | ||
Обработать с применением кондуктора отверстия и во втулках рычага, обеспечив выполнение следующих требований:а) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно общей плоскости симметрии втулок рычага | ||
б) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно плоскостей симметрии втулок и | ||
в) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и соосность отверстия относительно наружной поверхности втулки | ||
г) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и постоянство толщины стенки левой втулки | ||
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.Электронный текст документа и сверен по:официальное изданиеМ.: Издательство стандартов, 1990




5 Область распространения стандартов Единой системы конструкторской документации
5.1 Стандарты ЕСКД распространяются на изделия машиностроения и приборостроения гражданского и военного назначения. Область распространения отдельных стандартов может быть расширена, что должно быть оговорено во введении к ним. (Поправка. ИУС N 1-2018).
5.2 Установленные стандартами ЕСКД правила, требования и нормы по разработке, оформлению и обращению документации распространяются на следующую документацию: — все виды конструкторских документов; — учетно-регистрационную документацию для конструкторских документов; — документацию по внесению изменений в конструкторские документы; — нормативную, технологическую, программную документацию, а также научно-техническую и учебную литературу, в той части, в которой стандарты ЕСКД могут быть применимы для них и не регламентируются другими нормативными документами, например форматы и шрифты для печатных изданий и т.п. Установленные в стандартах ЕСКД правила, требования и нормы распространяются на указанную выше документацию, разработанную организациями и предпринимателями всех форм собственности (субъектами хозяйственной деятельности) стран — участников соглашения (СНГ), а также научно-техническими, инженерными обществами и другими общественными объединениями.
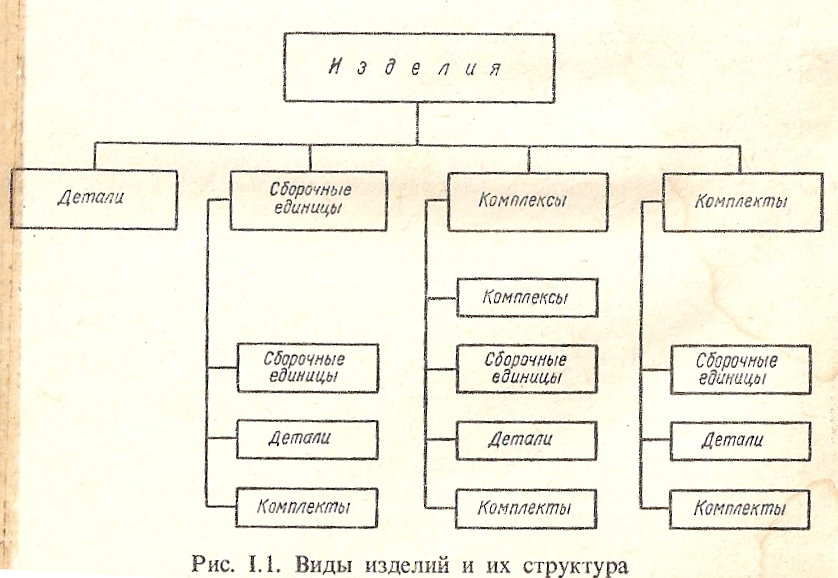
Приложение А (справочное) Виды изделий и их структура
А.1 Схема видов изделий по конструктивно-функциональным характеристикам и их структура приведены на рисунке .

Рисунок А.1 – Виды и структура изделий по конструктивно-функциональным характеристикам
А.2 Виды и структура изделий по назначению приведены на рисунке .

Рисунок А.2 – Виды изделий по назначению
А.3 Виды и структура изделий по разработке приведены на рисунке .

Рисунок А.3 – Виды изделий по разработке
А.4 Виды и структура изделий по структуре приведены на рисунке .

Рисунок А.4 – Виды изделий по структуре
А.5 Виды изделий по уровню стандартизации приведены на рисунке .

Рисунок А.5 – Виды изделий по стандартизации
Ключевые слова: конструкторская документация, виды изделий, деталь, сборочная единица, комплекс, комплект
Обозначение изделий и конструкторских документов
ГОСТ 2.201-80 устанавливает единую обезличенную классификационную систему обозначения изделий основного и вспомогательного производства и их конструкторских документов всех отраслей промышленности. Обозначение изделия имеет вид:
АБВГ.XXXXXX.XXX-XX.XX
где АБВГ — четырехзначный буквенный код организации-разработчика изделия; XXXXXX — шестизначный числовой код классификационной характеристики согласно классификатору ЕСКД; XXX — трехзначный числовой регистрационный номер; -XX — двух- или трехзначный порядковый номер исполнения (только при групповом исполнении); .XX — дополнительный двухзначный номер исполнения (только при групповом исполнении).
Обозначение основного конструкторского документа совпадает с обозначением изделия.
Обозначение неосновного документа состоит из обозначения изделия и кода документа, например СБ — код сборочного чертежа, Э3 — код схемы электрической принципиальной. Код документа не может содержать больше четырёх знаков.
Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
По назначению применяются четыре вида баз:
- конструкторские;
- технологические;
- настроечные;
- измерительные.
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.
Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
- опорная (одинарная или двойная);
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».
6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.



ПРИЛОЖЕНИЕ 2 (справочное). РАСПРОСТРАНЕННЫЕ СХЕМЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ
ПРИЛОЖЕНИЕ 2Справочное
Схема установки | Теоретическая схема базирования |
Установка заготовки по плоскости основания и двум боковым сторонам | |
Установка заготовки по плоскости (на магнитной плите) | |
Установка заготовки по плоскости и двум отверстиям | |
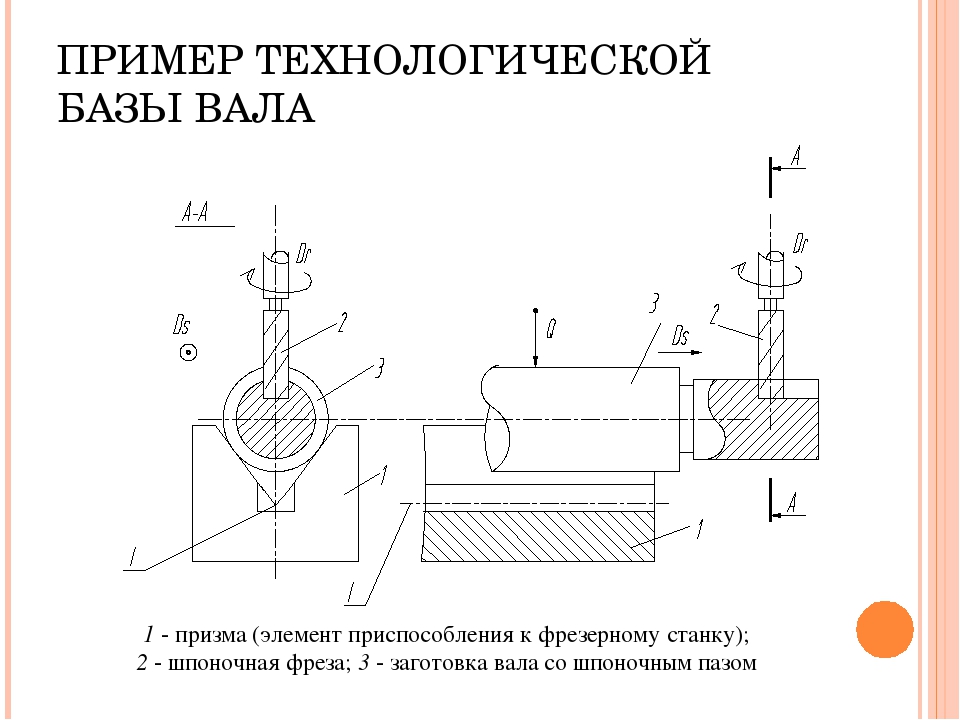
Установка вала в трехкулачковом самоцентрирующем патроне | |
7 – штангенциркуль | |
Установка диска в трехкулачковом самоцентрирующем патроне | |
Установка вала в центрах | |
7 – общая ось центровых отверстий | |
Установка вала в призме | |
Установка втулки на цилиндрической оправке (с зазором) | |
Установка втулки на разжимной оправке (без зазора) | |
Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам | |
Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании | |
7 – заготовка; 8 – ведущий круг; 9 – опора; 10 – шлифующий круг; 11 – продольный упор. |
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.
8 Внедрение стандартов Единой системы конструкторской документации
8.1 Внедрение стандартов ЕСКД осуществляют в соответствии с установленным порядком для межгосударственных стандартов.
8.2 При внедрении новых, пересмотренных и измененных стандартов ЕСКД конструкторскую документацию, разработанную до введения в действие этих стандартов, допускается не переоформлять. Для конструкторской документации на изделия, разработанные по заказу Министерства обороны, это решение необходимо согласовывать с заказчиком (представительством заказчика). При переиздании КД (выпуске новых подлинников) и передаче подлинников другой организации следует учитывать требования новых, пересмотренных и измененных стандартов ЕСКД.
8.3 При использовании ранее разработанной КД в новых разработках вопрос о внесении в такую документацию изменений, связанных с введением новых, пересмотренных и измененных стандартов ЕСКД, решает организация-разработчик либо держатель подлинников. Для КД на изделия, разработанные по заказу Министерства обороны, это решение необходимо согласовывать с заказчиком (представительством заказчика).
8.4 В случае передачи другой организации дубликатов или копий КД вопрос о внесении в подлинники (дубликаты и копии, принятые на абонементное обслуживание) изменений, связанных с внедрением новых, пересмотренных и измененных стандартов ЕСКД, а также выполнение передаваемых КД (бумажное и/или электронное), решается по согласованию между предприятием, передающим документы, и предприятием, принимающим их.
8.5 В КД допускается указывать ссыпки на другие КД, стандарты и технические условия на материалы (вещества). Допускается указывать ссылки на стандарты организаций при условии, что они однозначно определяют соответствующие требования к изделию. Допускается указывать ссылки на технологические инструкции, выполненные по стандартам Единой системы технологической документации, когда требования, установленные этими инструкциями, являются единственными, гарантирующими требуемое качество изделий. На изделия, разрабатываемые по заказу Министерства обороны, стандарты организаций должны быть согласованы с заказчиком (представительством заказчика). КД, стандарты организаций и технологические инструкции, на которые приводят ссылки, подлежат передаче другой организации вместе с комплектом КД, при этом выполнение передаваемых ссылочных документов (бумажное и/или электронное) должно соответствовать выполнению документов, входящих в комплект, либо быть согласовано с этой организацией.
5.3 Изделия по разработке
5.3.1 Устанавливаются следующие виды изделий по разработке: изделие собственного производства, покупное изделие, кооперированное изделие и заимствованное изделие.
5.3.2 Изделие собственного производства – изделие, которое изготавливают на данном предприятии по КД, переданной разработчиком – держателем подлинника (либо другой организацией – держателем подлинника, предусмотренной техническим заданием).
5.3.3 Покупное изделие – изделие, изготовленное по КД предприятия-поставщика, приобретаемое предприятием в готовом виде с эксплуатационной документацией.
Примечание – Наряду с понятием «покупное изделие» в Единой системе технологической документации также применяют понятие «комплектующее изделие» по ГОСТ 3.1109.
5.3.4 Кооперированное изделие – изделие, получаемое предприятием в готовом виде и изготовленное по его КД.
5.3.5 Заимствованное изделие – изделие, которое применяют в другом изделии по ранее разработанной КД данным предприятием.
(Поправка)
6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.