
Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
Технические характеристики и диаметры
Сверление корончатыми сверлами выполняется намного быстрее, чем классическими винтовыми или конусными. При этом количество затраченной на работу энергии уменьшается в 5-10 раз.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
Немного о точности этого инструмента
При использовании более дорогих сверл вопрос точности стоит менее актуально, однако и стоят они на порядок дороже. Проведя измерения более дешевых вариантов можно получить следующие результаты:
- 14 мм — номинал.
- 15 мм — отклонение +0.1 мм.
- 16 мм — номинал.
- 18 мм — номинал.
- 20 мм — отклонение — 0.05 мм.
- 22 мм — отклонение + 0.05 мм.
- 25 мм — отклонение + 0.05 мм.
- 26 мм — номинал.
- 28 мм — номинал.
- 30 мм — номинал.
- 32 мм — номинал.
- 35 мм — отклонение — 0.05 мм.
На что обращать внимание при выборе корончатых сверл
Выбирая сверло корончатого типа, следует учитывать следующие параметры:
- серию, к которой относится инструмент;
- рабочий диаметр;
- твердость рабочей части;
- наибольшую глубину сверления;
- размер хвостовика, при помощи которого сверло устанавливается в патрон оборудования;
- предназначение (какой металл можно обрабатывать с помощью данного инструмента);
- способ центровки;
- уровень шероховатости, которого позволяет добиться сверло.
Малая ширина зубьев этой коронки (около 4 мм) позволяет использовать ручной инструмент
Естественно, следует учитывать и конструктивные особенности корончатого сверла, изготовлено ли оно целиком из быстрорежущей стали или оснащено напаянными твердосплавными пластинами.
Если фреза корончатая по металлу требуется для интенсивного использования и решения сложных технологических задач, лучше отдавать предпочтение продукции проверенных европейских производителей. Такой инструмент, хотя и стоит значительно дороже аналогичных сверл от азиатских и китайских производителей, отличается исключительно высокой износоустойчивостью и способен служить на протяжении длительного времени, не изменяя при этом своих первоначальных характеристик. Кроме того, использование качественного корончатого сверла позволяет выполнять обработку металла с более высокой производительностью.










Корончатое сверло. Это сочетание слов слышал наверное каждый специалист, который занимается металлообработкой.
Но как оказывается, далеко не всем известно что это такое на самом деле.
Сегодня мы подробно разберем, что такое корончатое сверление, почему и когда оно выгоднее спирального, что такое корончатые сверла и как их выбрать.
Корончатое сверло, или как его иногда называют — кольцевая фреза. Это сверло выполненное в виде полого цилиндра, по внешнему контуру которого расположены режущие зубья.

Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так.
Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
Мы сегодня говорим исключительно про корончатые сверла для металла.
Так чем же так привлекательно именно корончатое сверление и чем оно выгоднее привычного сверления спиральным сверлом?
На схеме ниже показано, как работают спиральное и корончатое сверло.
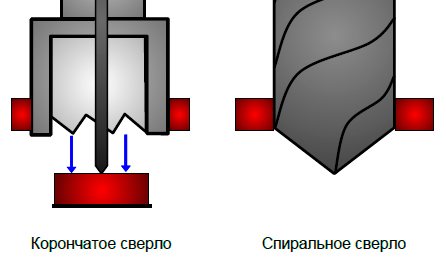
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Это означает, что корончатое сверление в несколько раз быстрее спирального (в зависимости от диаметра).
Так же, благодаря меньшей площади резания, такой способ требует меньше приложения усилий. Это позволяет использовать менее мощные двигатели сверлильных станков, чем при сверлении того же диаметра спиральным сверлом.
Виды коронок для сверления отверстий в бетоне
Существует общепринятая классификация, в которую объединены разные коронки для сверления бетонной стены под установку розеток или других элементов.
Наиболее часто встречающиеся их типы, перечислены в таблице:
| Вид коронки | Особенности |
| Это наиболее популярные инструменты для сверления нескольких отверстий в своем жилище. По сравнению с другими аналогами, цена изделия меньше, а прочность и долговечность достаточно высокие. Но существует и ограничение по применению таких коронок: их нельзя использовать на участках стен, где имеется арматура, из-за возможного «вылета» напаек при попадании на них арматуры. Минимальный диаметр инструмента 35 мм, максимальный — от 110 до 120 мм. |
| Сегменты коронок имеют алмазные вкрапления, что позволяет использовать инструменты при сверлении бетона и железобетона. С их помощью можно сделать отверстия даже в самых твердых стенах, включая кратковременную работу при наличии металлической арматуры. При этом отверстия имеют очень ровные стенки. Диаметры алмазных коронок могут быть в пределах от 25 мм до 130 мм для сверления отверстий в своих домах и до 600 мм в промышленных зданиях. |
| Коронки с таким напылением позволяют сверлить отверстия в кирпиче, бетоне, в кафельной или керамической плитке. Наличие в одном инструменте многих свойств позволяет пользоваться им при выполнении комплексных операций, что значительно экономит время. Серьезный недостаток, при эксплуатации коронок такого типа — выход их из строя, при наличии в стене металлической арматуры. |
 Твердосплавная из победита
Твердосплавная из победита









 Алмазная коронка для сверления бетона
Алмазная коронка для сверления бетона С карбидно-вольфрамовым напылением
С карбидно-вольфрамовым напылениемУстройство коронки
 Инструмент в сборе: в центре сверло, коронка по бетону вокруг него
Инструмент в сборе: в центре сверло, коронка по бетону вокруг него
Коронка по бетону для подрозетников — это труба из инструментальной стали, на торцах которой с одной стороны имеются режущие сектора высокой прочности, а с другой — хвостовик или фланец, с помощью которого инструмент крепится в зажиме привода вращения:
- Коронка по бетону может быть сборной или монолитной конструкцией. Головки изделий изготавливаются разного диаметра и длины.
- Некоторые модификации имеют в центре сменное центрирующее сверло с наконечником из твердого сплава.
- В чашке или цилиндре могут по бокам располагаться полости, через которые отводится пыль и материалы из зоны сверления отверстия.
- Приводами таких инструментов для работы своими руками могут быть перфораторы, простые и ударные дрели.
 Комплектация коронки
Комплектация коронки
Достоинства корончатых сверл
Корончатые сверла, в отличие от обычных, обладают целым спектром достоинств. К таковым достоинствам относятся:
- Удаление большого количества металлического материала при прохождении одного оборота фрезы. Это достигается благодаря большому размеру зубьев изделия
- Точность сверления. Достигается благодаря наличию в конструкции центрирующего сверла
- Низкий уровень шероховатости. Кольцевые фрезы позволяют делать отверстия, имеющие высокую степень гладкости внутренних стенок
- Скорость получения конечного результата. В зависимости от толщины сверлимого металла, высверлить отверстие в нем можно при помощи кольцевой фрезы достаточно быстро
- Невысокие показатели шумового эффекта при работе коронками
- Экономичность. Чтобы высверлить отверстие большого диаметра достаточно воспользоваться одной фрезой подходящего диаметра
Корончатые сверла еще называют биметаллическими. Такое название (биметаллической фрезы) изделие получило по той причине, что в его изготовлении применяется две разновидности металла: молибден в количестве 92% и кобальт — 8%.
 Твердосплавная коронка в работе
Твердосплавная коронка в работе
Это интересно! Максимальная глубина сверления коронками металлических оснований составляет 40 мм. Это достаточно высокий показатель для рассматриваемых кольцевых фрез.
Сфера применения инструмента
Основной задачей, для которой задействуют корончатое сверло по дереву, является вырезание сквозного отверстия. В большинстве случаев оно понадобится для подрозетника. Также кроме сплошной деревянной поверхности можно сверлить данным или аналогичным инструментом в других сходных по характеристикам или твердости материалах:
- фанера;
- ДСП или OSB;
- пластиковые бруски;
- цветные металлы;
- гипсокартон и пр.
Для обработки более прочных, чем дерево заготовок, предпочтительней выбирать корончатые сверла из высокоуглеродистых марок стали (HCS), покрытых зернами напыления из твердых сплавов. Если выбирать быстрорежущие марки (HSS), то рекомендуется отдавать предпочтения более прочным сплавам, аналогичным Р12 или Р18. Они имеют выше стойкость, чем Р6М5.
Использование коронки без центрирующего сверла
Для проделывания отверстий менее 65 мм диаметром понадобится державка с хвостовиком на 19 мм. Если же используется большая коронка по дереву, например, 90-110 мм или даже 125 мм, то должна быть применена усиленная державка не менее 3,2 см в окружности.
От типоразмера и габаритов применяемого инструмента напрямую зависит количество зубьев на рабочей части. Чем больше габариты, тем больше зубьев.
Пила сегментная наборная по дереву, 7 полотен
Положительным фактором служит чистая гладкая цилиндрическая поверхность внутри одновременно с формированием за короткий интервал времени большого по окружности отверстия. Внутренняя поверхность после работы инструмента не требует дополнительной обработки, зачистки от заусенцев, так как высокая скорость резания удаляет все возможные огрехи.










Важным качеством является то, что выбранную область не нужно центрировать заранее или рассверливать по периметру для облегчения резки и снижения нагрузки. Соответственно финальное качество возрастает, а скорость обработки увеличивается.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.










Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
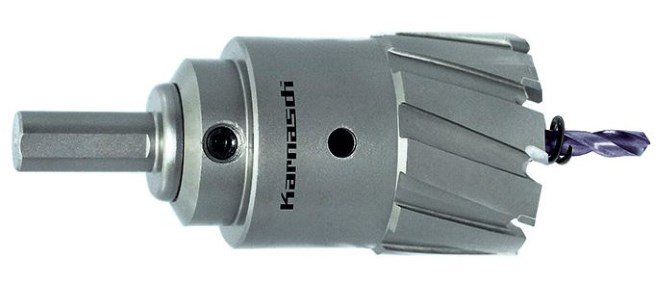
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор».
При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается
Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда
Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.
Чем охлаждать сверло при сверлении металла
В промышленности и быту сверла при сверлении металлов охлаждают различными СОЖ и рекомендованными к применению заменителями.
В промышленности
На производстве чаще всего используют следующие составы.
| Материал обрабатываемой заготовки | СОЖ |
| Нержавеющие и жаропрочные сплавы | Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний компонент этой смазки для сверления нержавейки можно заменить керосином (30 %) и осерненным маслом (50 %) |
| Чугунное литье | Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения. |
| Ковкий чугун | Эмульсия (3–5 %) |
| Цинк | Эмульсия |
| Медь | Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения. |
| Никель | Эмульсия |
| Латунь | Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения. |
| Бронза | Смешанные масла. Допускается глубокое сверление без охлаждения. |
| Алюминий и сплавы на его основе | Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения |
| Легированная сталь | Смешанные масла |
| Инструментальная сталь | Смешанные масла |
| Конструкционная сталь | Смесь осерненного масла и керосина |
| Углеродистая сталь | Осерненное масло, эмульсия |
При этом используют различные технологии подачи смазочно-охлаждающих жидкостей.
- Прямая подача. Осуществляется через каналы, которые имеют многие цельные и корпусные сверла.
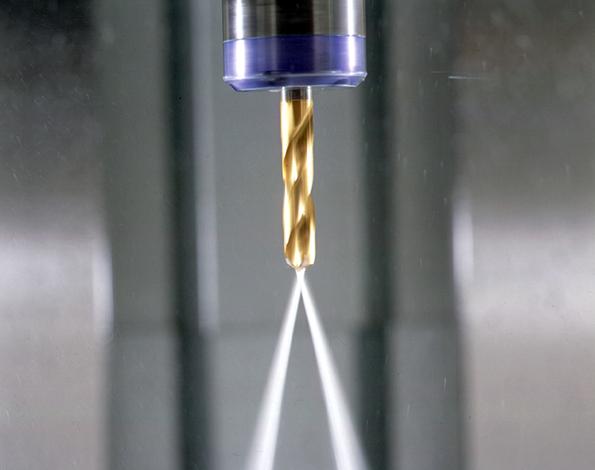
Фотография №1: подача СОЖ через каналы сверла
Наружное охлаждение. Для него станки оснащают специальными автоматизированными системами.

Фотография №2: наружное охлаждение.
При работе с ручными промышленными и бытовыми дрелями сверла периодически окунают в СОЖ, а также заливают жидкости в отверстия различными методами.
В быту
В домашних условиях для охлаждения режущих инструментов при сверлении металлов можно применять следующие СОЖ. Они, конечно, менее эффективны, чем специально разработанные составы, но это лучше, чем ничего.
| Обрабатываемый металл | Охлаждающая жидкость |
| Алюминий | Мыльная вода |
| Дюралюминий | Смесь касторового масла и керосина |
| Алюминиевые сплавы типа Д16Т | Хозяйственное мыло |
| Мягкие стали | Касторовое масло, технический вазелин |
| Силумин | Разведенный спиртом скипидар |
Если нет каких-либо компонентов, можете приготовить универсальную охлаждающую жидкость для сверления металла в домашних условиях.
- Возьмите 200 г мыла и растворите его в ведре воды.
- Добавьте 5 столовых ложек машинного масла.
- Прокипятите раствор до получения мыльной однородной эмульсии.










Виды коронок по металлу
Разновидности:
- Оснастка, применяющаяся для работы с магнитными дрелями. Считаются самыми прочными, эффективными, надежными, долговечными и износоустойчивыми.
- Кольцевые фрезы из твердых сплавов металлов. Они имеют твердосплавные зубья, с помощью которых можно сверлить различные материалы.
- Оснастка из быстрорежущей стали. На нее не наносятся какие-либо покрытия. Оснастка долговечна благодаря присутствию кобальта в составе.
Также нужно уделить внимание хвостовикам. Виды:
- UNIVERSAL. Универсальные хвостовики, которые подходят для закрепления в патронах разного типа.
- WELDON. Короткие цилиндры диаметром 19 или 32 мм. На таком виде хвостовиков присутствует по три лыски.
- QUICK-IN. Узкоспециализированный вид хвостовиков, который подходит только для электроинструмента от производителя FEIN.
Если хвостовик не подходит к имеющемуся патрону, в строительном магазине можно купить переходник.
Виды насадок зависимо от покрытия:
- Керамическое из нитрида титана. Прочность насадок с подобным напылением увеличена в 3 раза. Такие фрезы нельзя затачивать.
- Алмазное. С его помощью можно сверлить разные виды металлов.
- Карбонитрид титана. Прочное покрытие с высокой износоустойчивостью.
- Титано-алюминиевый нитрид. При нанесении подобного покрытия долговечность изделия увеличивается в 5 раз.
Коронка в патроне дрели (Фото: Instagram / zimbabva666)





