
Преимущества
Технология лазерной сварки алюминия обладает рядом преимуществ, которые делают данный способ одним из наиболее приемлемых для этой сферы. Среди них стоит отметить:
- Высокое качество шва при соединении трудно свариваемого металла;
- Для соединения не нужно проводить длительные предварительные процедуры, а также нужна тщательная механическая обработка;
- Лазерная установка обладает высокой точностью проведения процесса;
- Есть возможность создавать швы сложной формы, которые будут практически не заметны из-за свой толщины;
- Установка работает в экологически безопасном режиме, так что не загрязняет окружающую атмосферу и не выпускает удушливые для людей газы;
- Технология обладает высоким уровнем производительности;
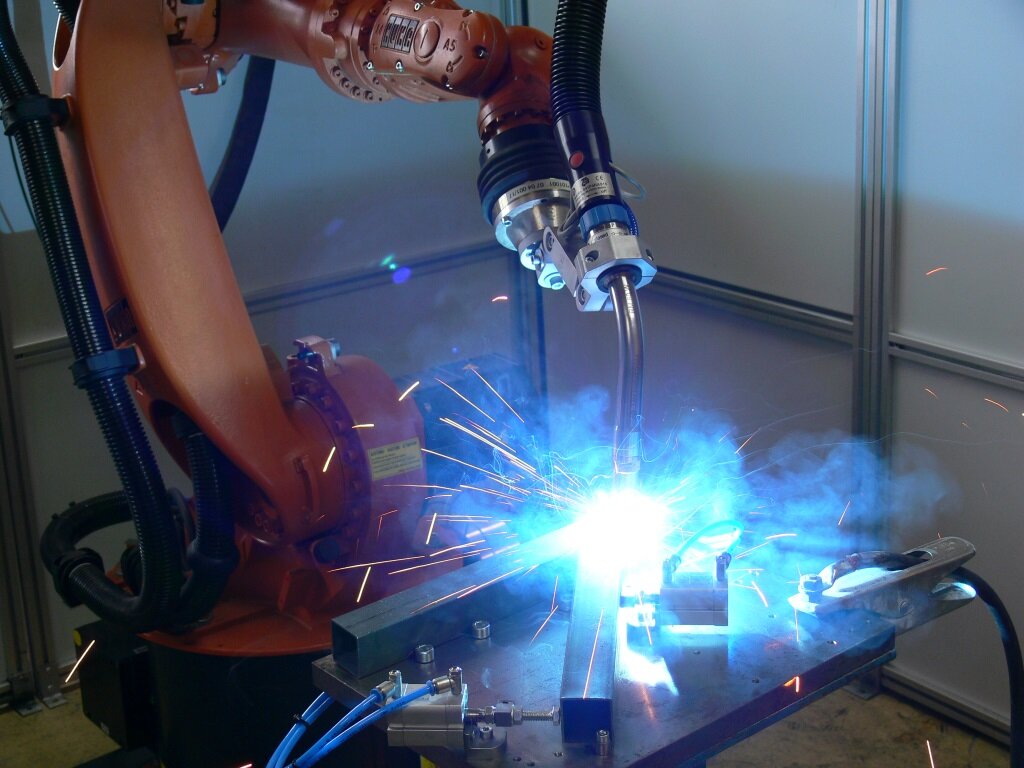
- Процесс происходит достаточно быстро и нередко является автоматизированным;
- Близлежащий к шву металл практически не подвергается тепловому воздействию, что помогает ему полностью сохранять изначальные свойства.
Недостатки
Помимо преимуществ, у технологии есть и ряд серьезных недостатков, которые усложняют ее распространение среди других сфер применения:
- Повышенная стоимость на технику для проведения процедур;
- Немалая себестоимость процесса;
- Плохо работает с большой толщиной металла;
- Подходит только для узкого перечня изделий из алюминия;
- Очень низкий коэффициент полезного действия, что приводит к высоким и нерациональным энергозатратам, эффективными из которых являются только 2%.
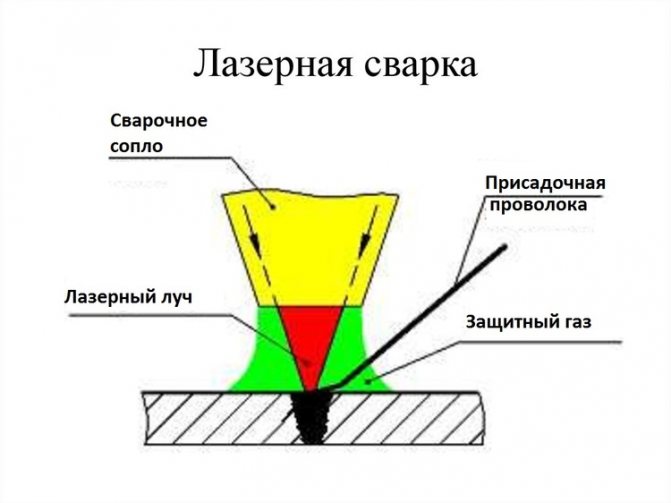
Принцип работы
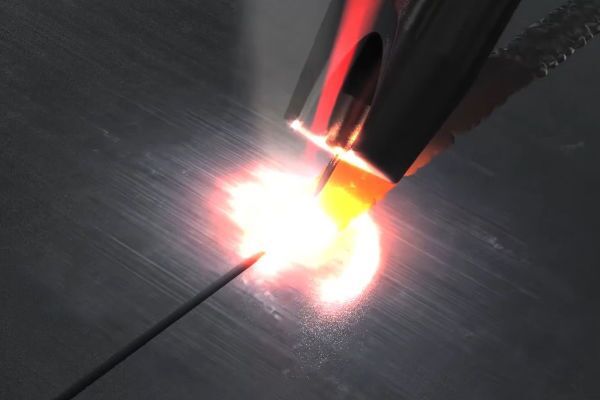
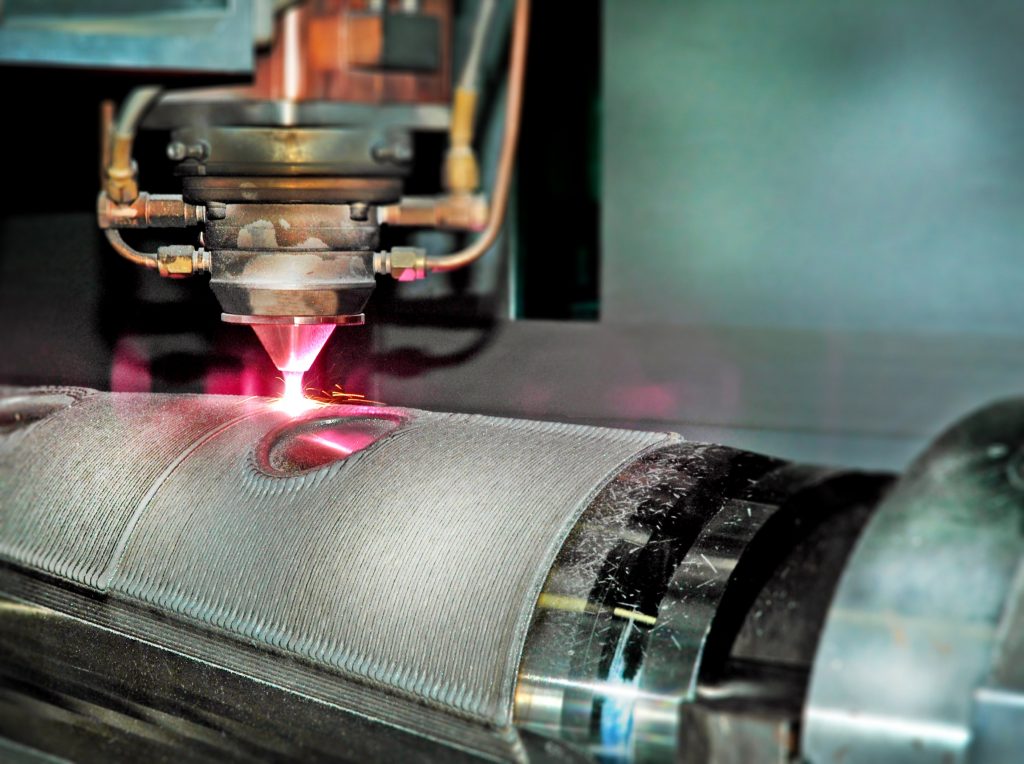
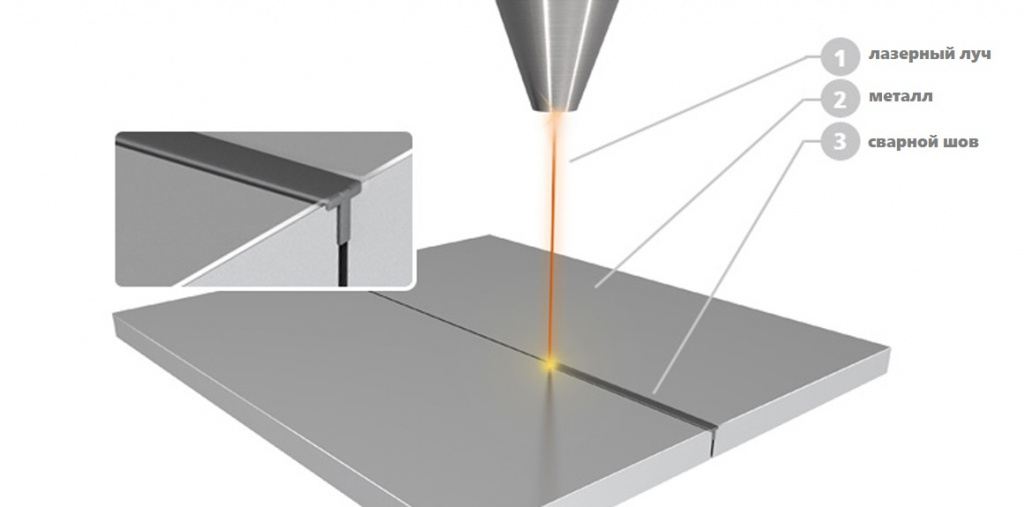
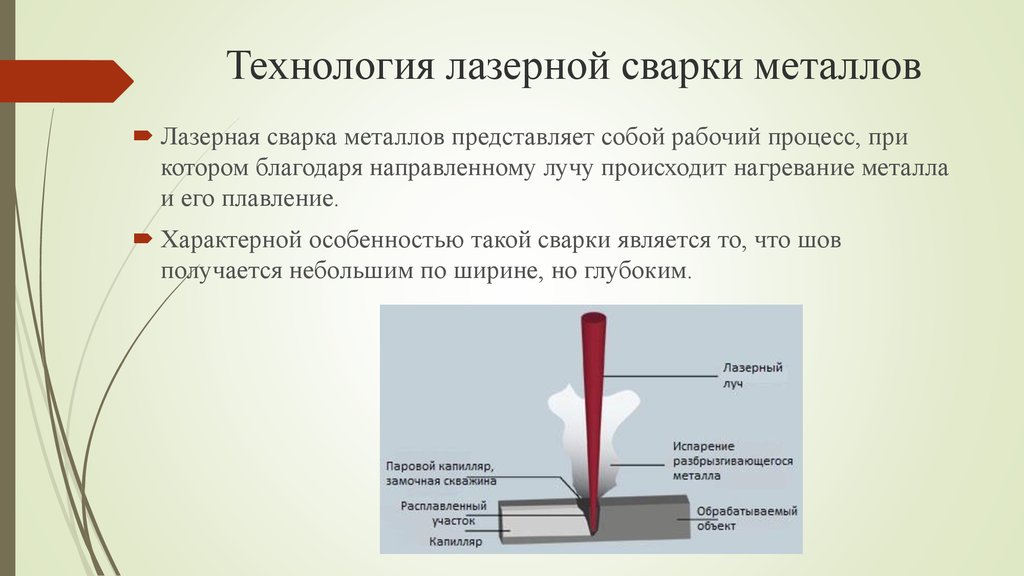
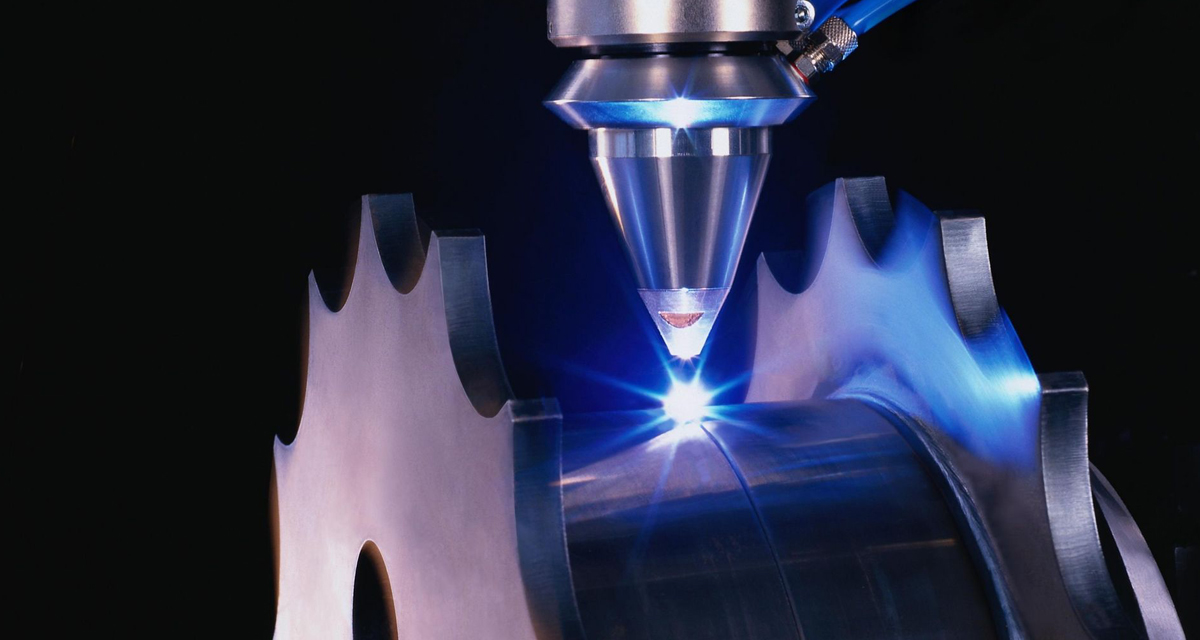
Принцип работы лазерной сварки основан на тепловом воздействии лазера. Появилась эта технология, примерно, в 60-х годах, как только был изобретен лазер, который может работать непрерывно. В производстве сразу оценили его преимущество воздействовать узконаправленным лучом энергии на определенный участок. Силы мощных установок вполне хватало, чтобы расплавить металл.
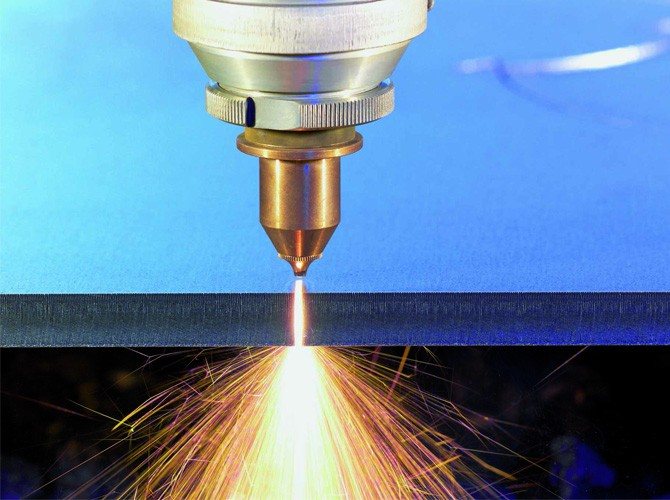
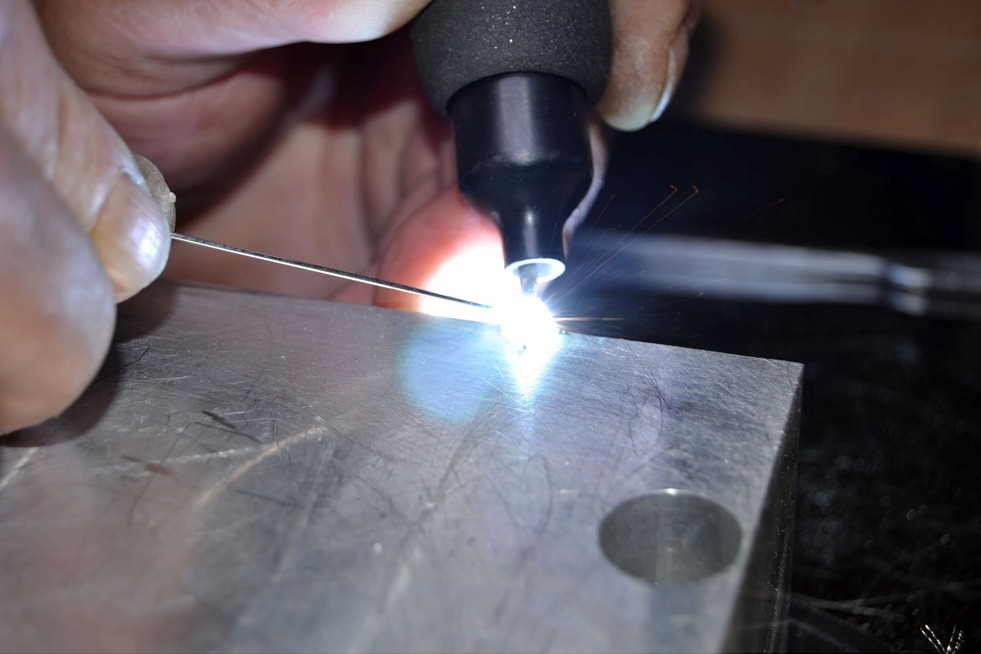
Лазер зарождается в головке устройства, которая формирует тонкий пучок энергии.
Регулировка толщины пучка позволяет регулировать силу лазера, что в свою очередь обеспечивает установку различных режимов для сварки. Когда лазер включается и направлен на место создания шва, то при соприкосновении с поверхностью часть световой энергии отражается от металла. Остальная часть при соприкосновении с алюминием проникает внутрь него. Давление, которое создается лучом на конкретное место, приводит к тому, что преобразуется в тепловую энергию. Это приводит к разогреванию и расплавлению металла. В итоге, в намеченном месте плавятся кромки и металл расплавляется, образуя на месте соединения однородную массу.
Лазерная сварка алюминиевых сплавов
Технология
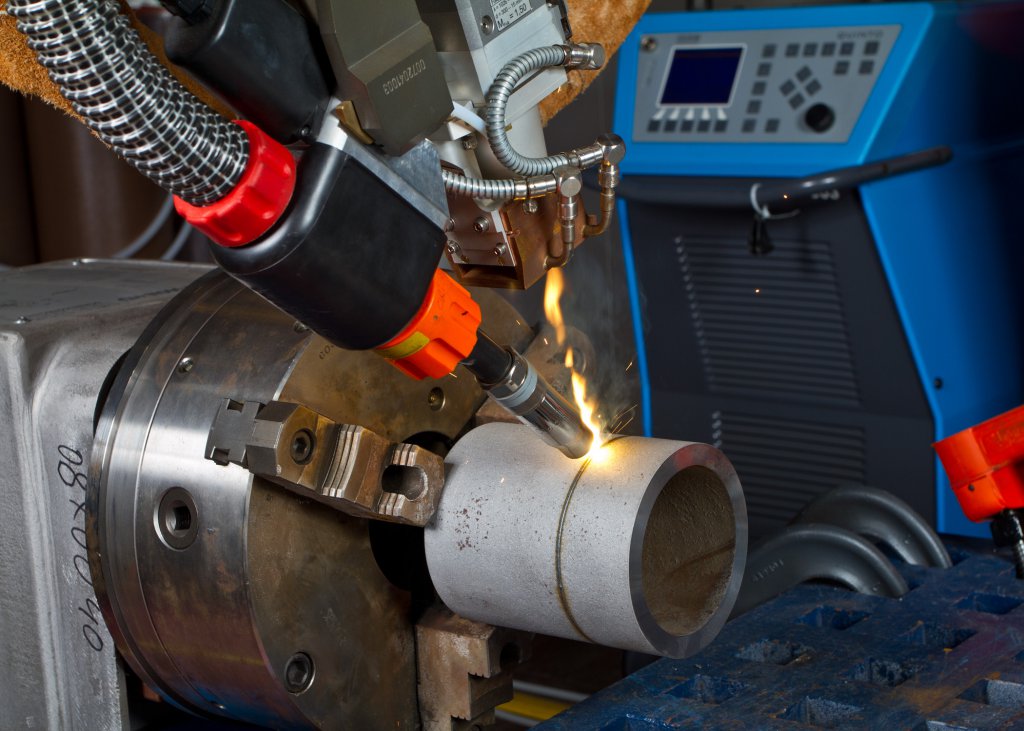
Технология лазерной сварки алюминия и алюминиевых сплавов не требует создания условия вакуума в отдельной камере. Это быстрый процесс, который требует только тщательной подготовки. Поверхность металла следует очистить от загрязнений, пленок жира и прочих лишних вещей. Это касается преимущественно места соединения. Сварка может проходить практически в любом пространственном положении. Соединение должно быть стыковым, так как внахлест сварку провести не получится. Зачастую не требуется и наличие припоя, так как впритык соединенные кромки сплавляются в месте соединения, сами образуя наплавочный материал.
Техника безопасности
Установка должна быть исправно и ее нужно проверять перед использованием. Не стоит ее направлять на людей и легко возгораемые предметы. На пути лазера не должно быть ни каких посторонних предметов, что могло бы привести к травме или пожару.
Заключение
Лазерная сварка алюминия является одним из тех способов, которые помогают работать с этим металлом без особого риска возникновения брака. Практически все другие, более простые, виды сварки, не всегда справляются с этой задачей. С ее помощью легче всего работать с листовым металлом небольшой толщины.
Возможные дефекты шва
На производствах часто проводятся тесты по лазерной сварке, которые позволяют предотвратить возможные дефекты швов. Но все же даже правильная подготовка не всегда защищает от деформаций, непроваров и других неприятных ситуаций.
Выделяют следующие дефекты лазерной сварки:
- Непроваривание шва.
- Образование пор и трещин.
- Наплывы, кратеры, сварные раковины.
- Посторонние включения.
- Прожоги.
Данные явления часто образуются при несоблюдении технологии. Сварщик обязательно должен правильно выставлять настройки в оборудовании в зависимости от свариваемого металла. Кроме этого он должен четко контролировать процесс и следить за движением лазерного луча по свариваемой области.
Лазерная сварочная технология — востребованный метод соединения разных металлов, а также изделий из стекла, пластика и драгметаллов, который позволяет получить качественное и прочное соединение. Но все же перед тем как к нему приступать, необходимо тщательно рассмотреть важные особенности, принципы технологии, от которых зависит итоговый результат. Кроме этого чтобы процесс был проведен правильно, обязательно нужно иметь опыт и навыки.
Технология лазерной сварки
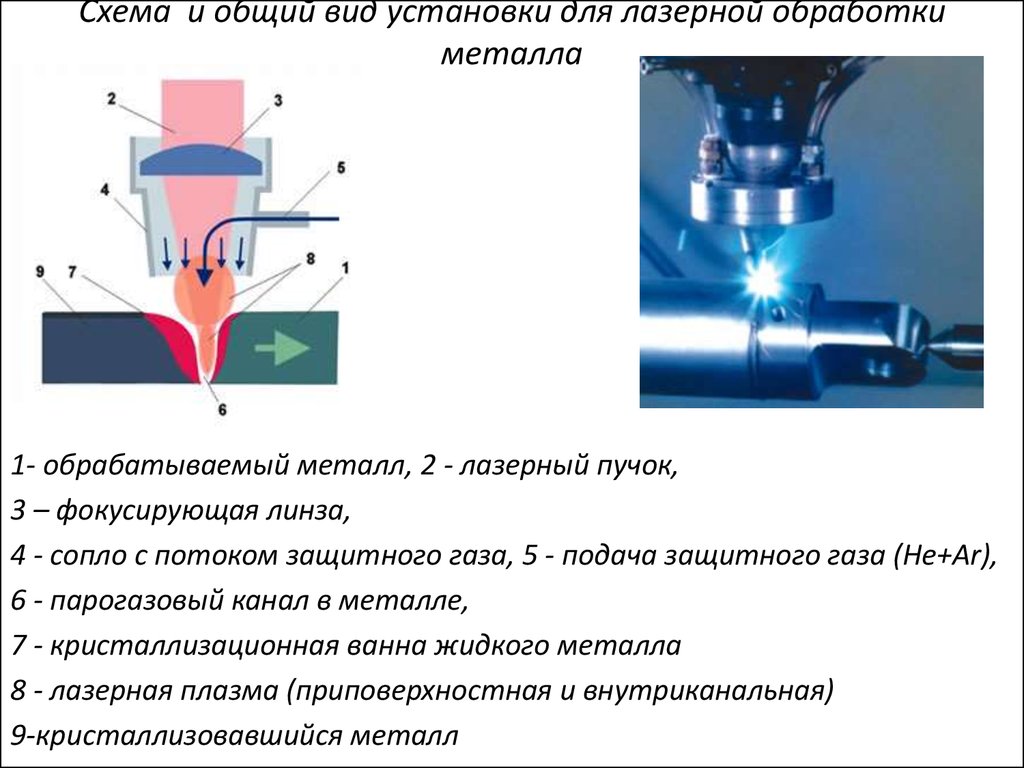
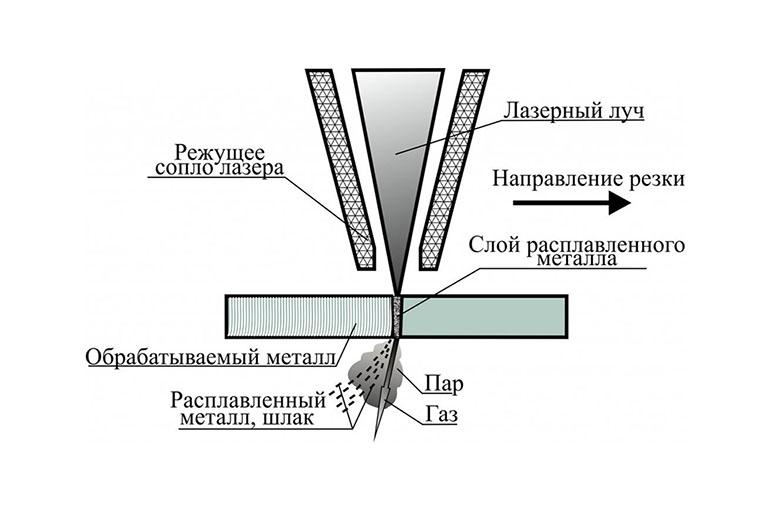
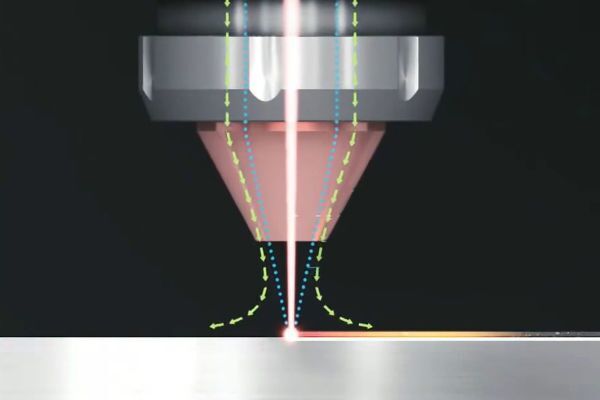
Рассмотрим природу теплового воздействия лазера на металл и последующего расплавления сварной зоны.
Поток лазерных лучей монохроматичен и характеризуется одинаковой длиной волны по сравнению со световым потоком, обладающим различными длинами волн. Поэтому он хорошо поддается фокусировке с помощью зеркал и оптических линз, позволяющих добиться резонанса (когерентности) лазерного луча, что приводит к увеличению мощности потока.


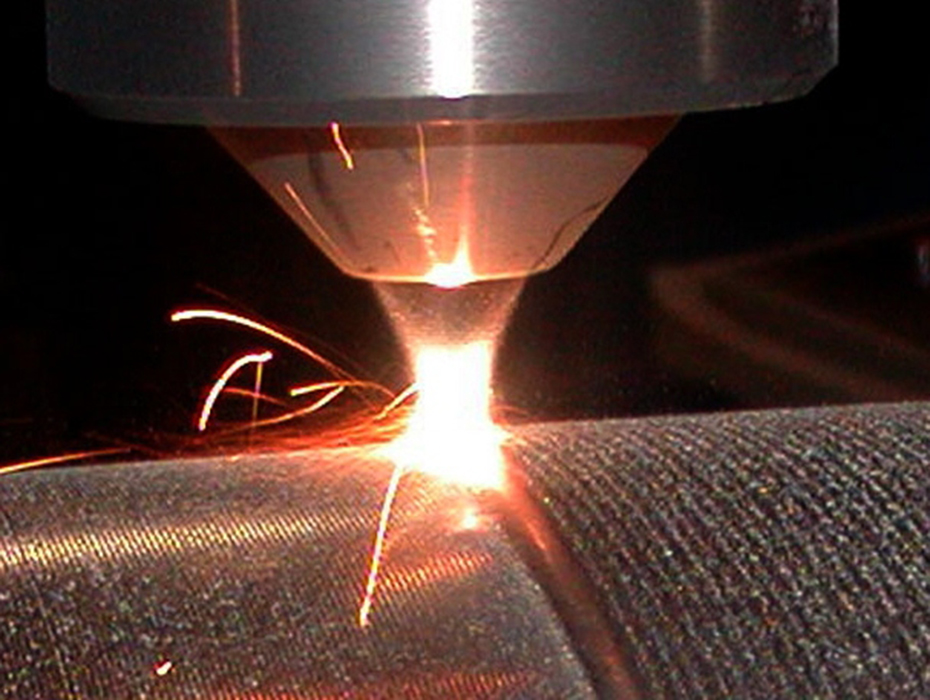


Принцип проведения сварки с помощью лазера основан на фокусировке лазерного луча, полученного с помощью квантового генератора. В основе его работы лежит излучение, которое является источником электромагнитных волн, индуцированных с помощью усилителя.
Направленный пучок лучей при проникновении внутрь металла воздействует на него на электронном уровне, отдавая свою энергию. Это происходит путем поглощения атомами металлов концентрированной лучистой энергии в виде фотонов.
В результате атомы переходят в возбужденное состояние и становятся способными сами излучать энергию в виде фотонов. При совпадении энергии фотонов падающей электромагнитной волны пучка с энергией фотонов возбужденных атомов металлов происходит индуцированное усиленное излучение.
В результате высвобождается тепловая энергия, за счет которой металл в этой области нагревается до температуры плавления. После кристаллизации расплавленных кромок металла образуется прочное межкристаллическое сцепление атомов и формируется качественный сварной шов.
Видео:
https://www.youtube.com/watch?v=Q38MpPsrF_Q
Особенности сварки инвертором
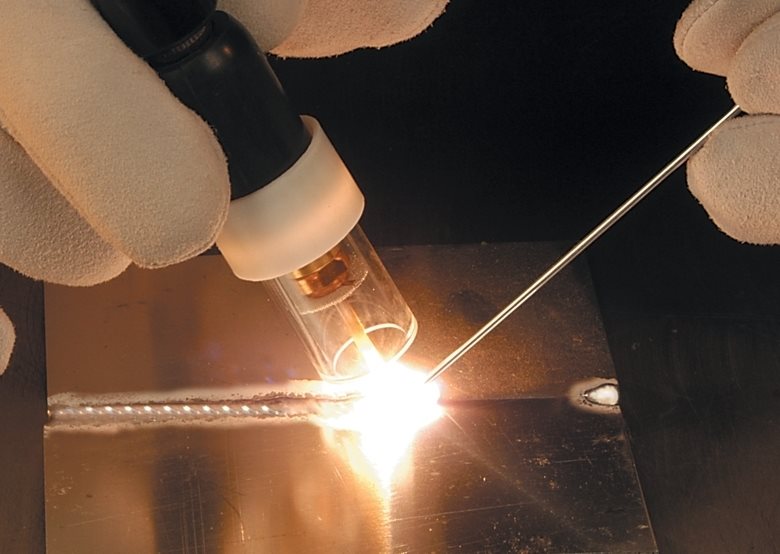
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства – инверторы. Данные приборы для сварки этого металла могут быть разными – они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.

Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.






Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
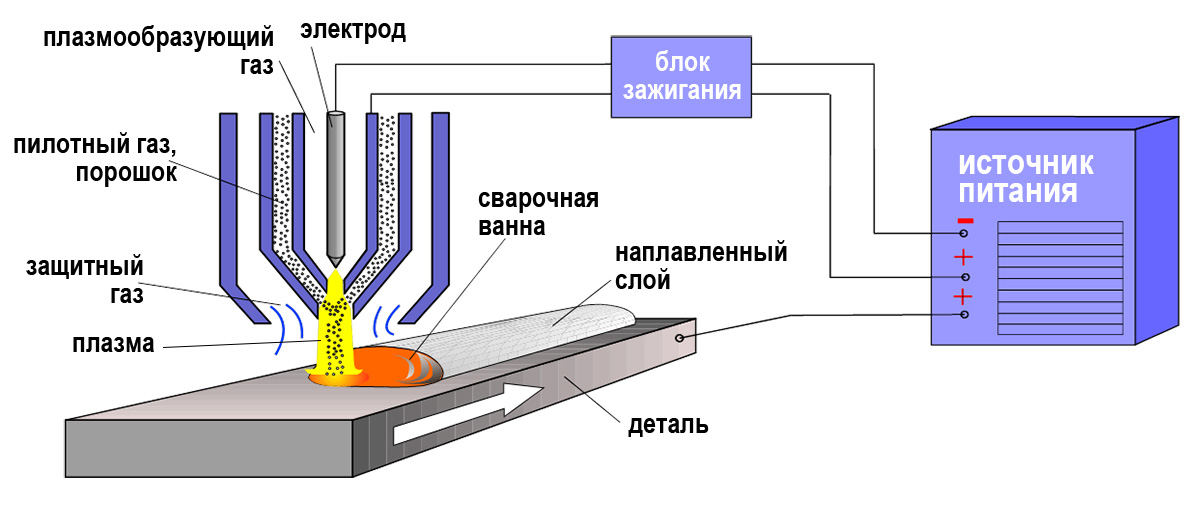
Плазменная сварка алюминия и его сплавов
Кроме чистого алюминия плазменная сварка используется для его сплавов. Основные их виды:
- Термоупрочняемые. Такие сплавы являются трудносвариваемыми, поэтому изготовление из них сварных изделий возможно только при термической обработке изделия. К ним относятся:
- Алюминиево-медно магниевые (Д1, Д16, Д18 и др.).
- Алюминиево-магниево-цинковые (В92, В92Ц и др.).
- Алюминиево-магниево-кремниевые и алюминиево-магниево-кремниево-медные сплавы (АК6 и АК6-1).
- Алюминиево-медно-марганцевые сплавы.
- И другие 5-ти и более компонентные сплавы.
- Нетермоупрочняемые сплавы. Наиболее распространены и отлично подходят для сварочных работ. Это технический алюминий, алюминиево-марганцевые и алюминиево-магниевые сплавы.
Виды лазеров
Лазерная сварка алюминиевых сплавов, меди, нержавейки и других металлов, материалов может осуществляться разными лазерами. Устройства бывают твердотельного и газового вида. Каждый тип выбирается в соответствии с целью применения оборудования. Но при этом не стоит забывать про важные характеристики каждого вида.
Твердотельный
Лазерная сварка меди, алюминия, нержавейки, серебра, пластмассы и даже стекла осуществляется твердотельным лазером. Для нее необходим главный компонент — рубиновый стержень, также он может быть выполнен из стекла с неодимом. Обычно этот элемент находится внутри осветительной камеры.
В момент, когда в камеру с определенной частотой подается свет с большой мощностью, в кристалле в этот момент возникает возбуждение атомов. Все это приводит к излучению света, которое имеет волны с одинаковой длиной. Торцевые части стержневого элемента состоят их отражающих зеркал. Одно из них является частично прозрачным. Через него выходит энергия в виде лазерного излучения.







Стоит отметить! Лазеры твердотельного вида имеют небольшую мощность. Этот показатель может варьироваться от 1 до 6 кВт.
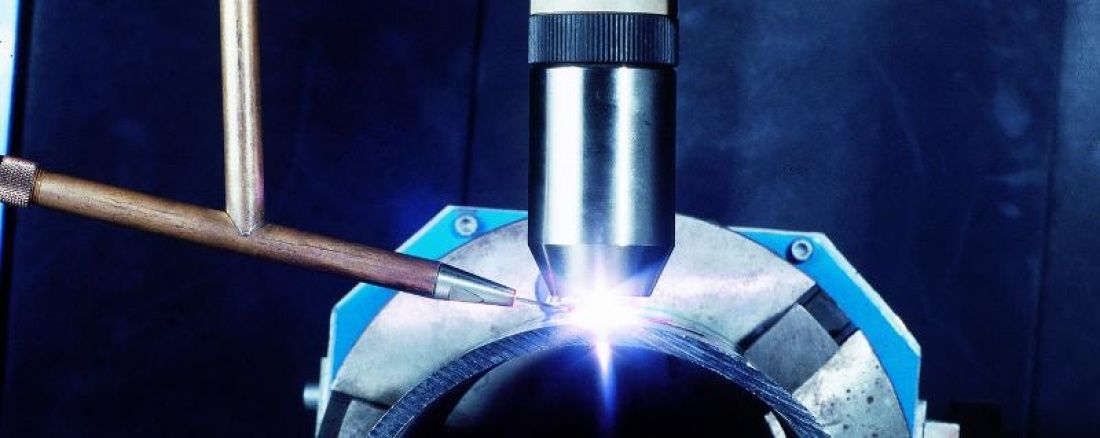
Газовый
Лазеры газового типа считаются более мощными и производительными устройствами, в который в качестве активного тела выступает газовая смесь. Однако лазерная сварка титана, меди, алюминия, нержавейки, которая проводится с использованием данных приборов, имеет важные особенности:
- Прокачивание газа из баллонов производится насосом. Для этого применяется газоразрядная труба.
- Между электродами возникает разряд электрического тока, который вызывает энергетическое возбуждение газовой смеси.
- В торцевых зонах газоразрядной трубы имеются специальные зеркала, через которые пропускаются лучи лазера.
- При выполнении лазерной сварки оправ, кузова автомобиля и других изделий электроды соединяются с источником питания.
- Процесс охлаждения лазерных устройств проводится водяной системой.
Но все же у газовых устройств имеется существенный недостаток — большие габариты. А вот лазерные агрегаты, имеющие поперечную прокачку газа, обладают небольшими размерами. Общие мощностные показатели оборудования начинаются от 20 кВт и выше. Благодаря этому может производиться сваривание металлов с толщиной до 2 см на скорости до 60 метров в час.
Лазерная сварка серебра, меди, алюминия, титана, нержавейки и других металлов производится в атмосферных условиях. Для нее необходим вакуум, но при этом должна быть защита расплавленного металла от влияния воздуха. Для этого используются газы, обычно аргон. В связи тем, что наблюдается высокая тепловая мощность луча на поверхности свариваемого элемента, происходит усиленное испарение металла. Пары ионизируются, в результате этого возникает рассеивание и экранизация лазерного луча.
Лазерная сварка стекла, пластмасс и изделий из разных металлов, во время которой применяются газовые смеси, характеризуется тем, что в область сваривания помимо защитного газа проникает плазмоподавляющий газ. В качестве него применяется гелий, который намного легче аргона, он не будет рассеивать лазерный луч. Для упрощения процесса многие опытные сварщики часто применяют комбинированные газовые смеси, которые обладают плазмоподавляющими и защитными свойствами.
Особенности газодинамических лазеров
Газодинамические агрегаты обладают высокими мощностными показателями. В качестве активного тела выступает окись углерода. Она нагревается до 3000 К и пропускается через сопло Лаваля. На выходе из сопла наблюдается быстрое снижение давления, и постепенное охлаждение газовой смеси.
Преимущества и недостатки
Преимущества лазерной сварки сделали данную технологию популярной и востребованной. Но она также как и другие сварочные работы имеет негативные стороны, которые обязательно нужно предварительно рассмотреть.

Среди преимуществ сварки можно выделить:
- Сварка лазерным лучом может использоваться для разнообразных материалов – от металлов и магнитных сплавов до термопластов, стекла, керамики.
- Наблюдается высокая точность и стабильность траектории пятна нагревания.
- Небольшой размер сварного соединения. Именно это делает его незаметным.
- Отсутствует нагревание околошовной области. Вследствие этого наблюдается минимальная деформация свариваемых деталей.
- При проведении нагревании не образуются продукты сгорания, не проявляется рентгеновское излучение.
- Высокая химическая чистота сварочного процесса. Это связано с тем, что во время сварки не используются присадки, флюсы, электроды.
- Подходит для сваривания в труднодоступных местах, может применяться на большом удалении от зоны расположения лазера.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Быстрая перенастройка при переходе на изготовления нового изделия.
- Сварные швы имеют высокое качество и прочность.
Несмотря на то, что лазерная сварка является востребованным методом, который отлично подходит для ремонта кузова автомобиля, для работы с различными конструкциями, металлическими изделиями, все же стоит рассмотреть плюсы и минусы технологии. Как мы поняли достоинств у нее достаточно много, но не стоит забывать про недостатки.
Особое внимание стоит обратить на следующие негативные качества:
- оборудование лазерной сварки имеет высокую стоимость. Также комплектующие, запасные части стоит достаточно дорого. По этой причине эта технология применяется только на производствах, предприятиях. А некоторые умельца прибегают к изготовлению лазерной сварки своими руками, но это требует некоторых знаний, а также необходимо иметь схемы, чертежи, инструкции;
- лазерно-дуговая сварка обладает низким показателем КПД. Для твердотельных сплавов он составляет 1 %, а для газовых он может составлять 10 %;
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям, в которых размещается лазерное оборудование. Это относится к показателям вибрации, влажности и запыленности.
Сварка алюминия аргоном
Сварка алюминиевых конструкций при помощи аргона проводится для создания прочного и ровного шва. Для ее проведения применяется полуавтоматическое оборудование, которое позволяет выполнить соединение правильно. Обычно для работы подходит аргонно-дуговой аппарат, который имеет в конструкции три агрегата.



Перед тем как будет начата дуговая сварка алюминия с использованием аргона, важно привести в рабочее состояние агрегаты оборудования. Показатели расхода сопутствующих ресурсов могут повлиять на итоговую цену услуги
Что будет нужно для сварки аргоном
Чтобы автоматическая сварка алюминия с использованием аргоновой среды была проведена правильно и качественно, важно к ней правильно подготовиться. Для нее обязательно должно быть специальное оборудование для сваривания
Аппарат для сварки обычно состоит из трех важных частей:
- источника электропитания;
- баллона с аргоновым газом;
- механизма, который подает присадочную проволоку.
На крупных промышленных производствах устройство подключаются к централизованным магистралям. По ним поступает инертный газ. Также обязательно применяется стабилизатор дуги для сварки алюминия. После подготовки оборудования для сварки, можно приступать к подготовке деталей для сваривания. Они должны быть подготовлены в обязательном порядке, от соблюдения данной меры будет зависеть качество и прочность свариваемого шва.
К основным рекомендациям подготовки деталей для сваривания можно отнести:
с их поверхности обязательно очищается вся грязь, жир и остатки от машинного масла
Это можно выполнить при помощи любого растворителя;
если толщина деталей для сваривания составляет больше 4 мм, то важно провести разделывание кромок;
согласно рекомендациям специалистов и техническим условиям, листовой алюминий с толщиной от 4 мм стоит сваривать только встык;
зачистка кромок может выполняться при помощи напильника или на наждачном станке. Если же деталь обладает сложной формой, то область для сваривания зачищается при помощи переносной шлифовальной машинки.
Как выполняется сварка аргоном
Чтобы правильно провести сварку алюминия дуговой сваркой в аргоновой среде при помощи полуавтоматического оборудования важно выполнять все этапы процесса. Для сваривания обязательно потребуются вольфрамовые электроды
Размер диаметра расходных материалов подбирается в пределах от 1,5 до 5,5 мм.

При выполнении сваривания важно следить за тем, как ориентирован электрод относительно свариваемой поверхности. Его требуется держать под углом не менее 800
А присадочная проволока по отношению к электроду должна быть под прямым углом. Максимальная длина дуги должна быть не больше 3 мм.







Имеет несколько правил, которые обязательно требуется соблюдать во время проведения сварки алюминия газовой горелкой в аргоновой среде:
- если соблюдать все рекомендации и правильное положение, то расход материалов будет оптимальным;
- при выполнении сварочного процесса присадочная проволока должна перемещаться спереди горелки;
- электрод и присадочная проволока во время сварки алюминия аргоном должны двигаться только вдоль сварного соединения;
- нельзя делать поперечные движения;
- если для сваривания применяются тонкие листы из алюминия, то обязательно будет нужна подкладка. В качестве данного элемента может применяться лист нержавейки;
- подкладка обеспечит интенсивный отвод тепла от рабочей зоны через лист нержавейки, в результате этого вероятность прожога резко уменьшится. Также снизится расход энергии, потому что рабочий процесс будет выполняться намного быстрее.





