
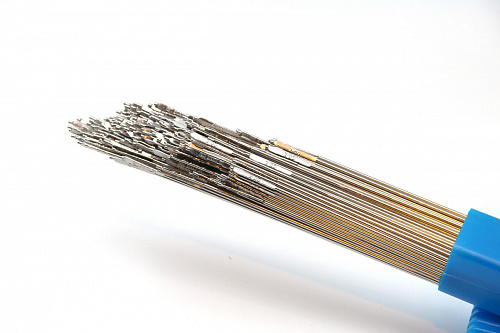
Особенности
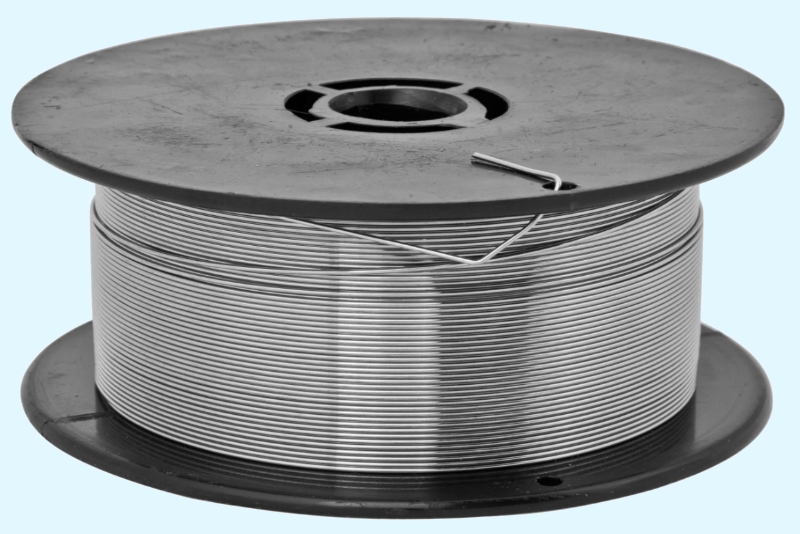
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Назначение флюсов для газовой сварки
При нагревании во время сварочного процесса медь, алюминий, магний и сплавы на их основе интенсивно взаимодействуют с кислородом воздуха или сварочного пламени. В результате на металлической поверхности образуются оксиды, температура плавления которых превышает температуру плавления основного металла. Оксидная пленка значительно усложняет сварку.
Предотвратить появление поверхностных оксидных пленок помогают специальные пасты или порошки, то есть флюсы. Эти составы наносятся предварительно на кромки свариваемых элементов и сварочную проволоку (прутки). При нагреве флюсы образуют легкоплавкие шлаки, предотвращающие образование тугоплавких оксидов. Функции флюсов выполняют: прокаленная бура, борная кислота, оксиды и соли лития, бария, калия, фтора, натрия и другие. Вид состава определяется свойствами свариваемого металла. База флюса для кислородной резки – железный порошок. Флюсы также могут использоваться для специальных легированных сталей и чугуна. Для обычных «черных» сталей не применяются.
Подборка присадочного материала

Так как ассортимент довольно обширный, начинающие сварщики могут столкнуться с некоторыми затруднениями. Материалы различаются производителями, марками, диаметрами. Какой сделать выбор из всего этого?
Например, вы собираетесь проводить аргоновую сварку металлов. Узнайте, какой именно металл вы собираетесь варить. При этом вам нужен не просто тип металла, а конкретная марка.
Выяснив, что у вас стальная заготовка, вы можете столкнуться ещё с десятком разных видов стали.
Когда марка станет вам известна, можно приступать к выбору материалов.
Диаметр присадки должен соответствовать толщине заготовки. Чем больше толщина детали, тем больше показатель диаметра. Часто значения диаметра проволоки и толщины металла совпадают.
Поэтому лучше закупаться в проверенном магазине, а если есть возможность, то идти к официальному представителю. У представителей обычно соблюдается все правила хранения и можно на счет этого не беспокоиться.
Трудности
Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.По сравнению с прочими сортами стали, теплопроводность нержавейки ниже в 2 раза. Это значит, при температурном воздействии на поверхность тепло будет концентрироваться в точке контакта, а не равномерно распределяться по плоскости, отводя излишки энергии. По этой причине у начинающих сварщиков не получается качественно проварить сплав без перегревов и прожогов. Технические пособия рекомендуют устанавливать меньшие амперные характеристики сварочного оборудования при сваривании данного сплава.
Важным фактором, который необходимо учитывать на стадии планирования, является высокий показатель линейного расширения. Избыточное температурное воздействие легко деформирует околошовную зону, поэтому необходимо оставлять зазор, достаточный для предотвращения образования трещин.
Высокое электрическое сопротивление также негативно влияет на качество сварки. Расходные материалы очень быстро нагреваются. Через некоторое время они начинают плавиться не сварочной ванне, а на конце дуги.
Все электроды для сварки нержавеющей стали имеют ограниченную длину, которая не превышает 350 мм.
Существуют и температурные ограничения сварочного процесса. При температуре 500 Сº в межкристаллическом пространстве начинают образовываться соединения, ухудшающие качество шва – карбид хрома и железа. Для предотвращения данного процесса, деталь необходимо охладить сразу же по окончании работ.









Основные требования к хранению
С применением присадочного материала выполняются практически все виды сварочных швов. Каждый тип изделия разрабатывается с учетом метода сварки и группы металла.
Проведенный анализ химического состава сварочных изделий, результат их испытаний и соответствие продукции документируется изготовителем
При покупке расходного материала необходимо обращать внимание на сертификат, где указываю марку, партию и тип изделия, химические и механические свойства, длину, диаметр и угол загиба
В сертификате к присадочному материалу также отмечают классификацию продукции по роду и полярности тока и область применения, что помогает правильно выбрать материал для сварки.
Сварочные расходные материалы поставляются в различных видах упаковки. Обычно формируются в пластиковых мешках, картонных коробках, тубусах, бочках. Извлеченные из упаковки проволока и прутки в нормальных условиях сохраняются в течение 2 недель. В условиях высокой влажности продукция теряет свои свойства и подлежит утилизации.
Физико-химические свойства
Присадочная проволока для аргоновой сварки часто обладает легирующими элементами, которые повышают стойкость к коррозии. Это очень удобно, как при сваривании, так и при хранении. Специальный состав помогает создать пластичный материал, которых хорошо переносит деформацию, причем это касается состояния до сваривания, а также после него. В большинстве случаев, кроме углеродной проволоки, материал обладает низким содержанием углерода, что противостоит его хрупкости. Благодаря этому можно повысить ударную вязкость шва. Некоторые марки способны уменьшать теплопроводность металла, чтобы не возникали деформации во время сваривания

Присадочная проволока для аргоновой сварки
Технические характеристики популярных марок
На примере марки СВ08Г2С можно рассмотреть технические характеристикой. Сопротивление на разрыв может достигать от 882 до 1370 МПа. Причем чем меньше диаметр присадочного материала, тем данный показатель выше.

Присадочная проволока марки СВ08Г2С
В проволоке ОК 15.66 предел прочности составляет всего 500 МПа, так как это марка для сваривания чугуна, так что она имеет достаточно высокую хрупкость.

Присадочная проволока марки ОК 15.66
Характеристики марки 06Х15 выглядят следующим образом. Температура плавления от 1453 градусов Цельсия, относительное удлинение до 35%, а твердость – 90 НВ.
Выбор
Если вам требуется проволока для сварки аргоном нержавейки, то следует в первую очередь определиться с составом данного металла. Ведь существует множество сортов и разновидностей, которые имеют свои добавки, влияющие на свойства. Если присадочная проволока будет отличаться по составу, то материал шва получит дополнительную уязвимость, так как образуется высокий перепад. Для идеальных условий, все должно полностью совпадать и присадочная проволока должна соответствовать составу основного металла.








Далее нужно обратить внимание на диаметр проволоки. Одни и те же марки выпускают в различных вариантах, так как они используются для заготовок разной толщины. Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока
Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру
Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока. Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру.
Популярные марки и область их применения
Марка сварочной проволоки | Характеристики |
| Св-06Х19Н9Т | Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды |
| Св-08Х20Н9Г7Т | Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали, аустелитных сортов и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды |
| Св-10Х16Н25АМ6 | Применяется при сваривании нержавеющих сталей в среде защитных газов. Готовый шов сохраняет стойкость к коррозии. |
| ПП-АНЧ-1 | Сварочная проволока, которая не требует предварительного подогрева при использовании. Твердость наплавленного металла составляет до 300 НВ. |
Производители
На данный момент существует множество компаний, которые занимаются производством сварочной проволоки. На современном рынке можно встретить продукцию следующих производителей.
- ESAB;
- Gradient;
- Askaynak;
- KT;
- ДонЮг;
- Волна.
Проволока (сварочный пруток) для аргонной сварки алюминия
В продаже алюминиевая проволока (сварочные прутки) производства ESAB, BRIMA — Проволока 1070 — сварка чистого алюминия Проволока 4043 — сварка Al-Si сплавов Проволока 5356 — сварка Al-Mg сплавов в машиностроении Проволока 5183 — сварка Al-Mg сплавов, контактирующих с морской водой Проволока 5556 — сварка Al-Mg сплавов, контактирующих с морской водой. Повышенная прочность тавровых соединений.
| Проволока / Пруток | Номер сплава по AWS A5.10 | Назначение и свариваемые материалы (марки по ГОСТ и ISO) | Российский аналог (ГОСТ 7871-75) ESAB |
| АL99.7 | ~ ER 1100, 1070 | Технический алюминий АД00, АД0, АД1, АД, АМц Е1070, Е1050, Е1230, Е1200, E3003 | Св. А7, OK 18.01 |
| АL99.5Ti | 1450 | Технический алюминий Повышенная стойкость к образованию трещин и мелкозернистая структура сварного шва АД00, АД0, АД1, АД, АМц Е1070, Е1050, Е1230, Е1200, E3003 | Св. А85Т, OK 18.11 |
| АLSi 5 | ER 4043 | Алюминий-магний-кремний сплавы АД31, АД33, АД35, АВ, Е 6063, Е 6061, Е 6082, 6151 (6351) Ремонтная сварка литья и поковок из силуминов, содержащих до 7% кремния, в т.ч. АЛ1, АЛ3, АК4, АК6, АК6ч, АК8, Е2014 (слабонагруженные вспомогательные конструкции и автомобильная индустрия) | Св. АК 5, OK 18.04 |
| ALSi12 | ER 4047 | Алюминий-магний-кремний-медь сплавы, содержащие свыше 7% кремния, в т.ч «Силумин» AЛ2, АЛ4, АЛ9, АК9, АК12 (ремонтная сварка литья и поковок) | ~ Св. АК 10 |
| ALMg3 | ~ ER 5654, 5754 | Алюминий-магний сплавы АМг2, АМг3, Е 5251, Е 5754, Е 5954 (слабонагруженные вспомогательные конструкции) | Св. АМг 3 |
| ALMg 2,7Mn | ER 5554 | Алюминий-магний-марганец сплавы АМг2, АМг3, Е 5251, Е 5754, Е 5954 (в основном применяется для изделий, работающих при температурах более 100 °С) | ~ Св. АМг 3 |
| АLMg 5 | ER 5356 | Алюминий-магний сплавы АМг4, АМг5, Е 5086, Е 5083, Е 5056, АМг2, АМг3, Е 5251, Е 5754, Е 5954 (судостроение, транспортные емкости, железнодорожный и автомобильный транспорт) | Св. АМг 5, ОК 18.15 |
| АLMg 4,5 Mn | ER 5183 | Алюминий-магний-марганец сплавы АМг4, АМг4,5Mц, АМг5, Е 5056, Е 5083 и другие сплавы с содержанием магния менее 5% (изделия стойкие к морской воде, железнодорожный и автомобильный транспорт, емкости для молочной и пивоваренной промышленности, криогенные сосуды) | ~ Св. АМг 5, ОК 18.16 |
| АLMg 4,5Mn Zr | 5087 | Алюминий-магний-марганец сплавы АМг4, АМг4,5Mц, АМг5, Е 5056, Е 5083 и другие сплавы с содержанием магния менее 5% с повышенной стойкостью против трещин и коррозии (судостроение, транспортные емкости, железнодорожный и автомобильный транспорт) | Св. 1557 |
| AlMg 5Mn | ER 5556 | Алюминий-магний-марганец сплавы АМг5, Е 5056, Е 5083 и другие сплавы с содержанием магния менее 5% (высокопрочные конструкции для ВПК и строительной индустрии, транспортные емкости) | ~ Св. АМг 5, ОК 18.20 |
| ALMg 6Zr | — | Алюминий-магний сплавы АМг5, АМг6, АМг61, Е 5086, Е 5056 и другие сплавы с содержанием магния менее 5% с повышенной прочностью и коррозионной стойкостью (судостроение, высокопрочные конструкции для ВПК и авиационной промышленности) | Св. АМг 61, ~ Св. АМг 6, ОК 18.22 |
| ALCu 6Mn Zr Ti | ER 2319 | Алюминий-медь-марганец «Дюраль» 1201, 1205, Е 2219, Е 2014, Е 2036 (высокопрочные сварные конструкции с термической обработкой для ВПК и других применений) | ~ Св. 1201 |
Общие характеристики метода
Чем отличается обычный сварочный процесс от аргонодугового? В первую очередь использованием аргона, характеристики которого исключают возникновение химических реакций в зоне горения и расплавления металла. Удельная масса данного газа, который почти на 40% тяжелее воздуха, позволяет вытеснять последний из зоны горения дуги, тем самым изолируя сварочный процесс от соприкосновения с кислородом.
Технология сварки предполагает использование двух способов, при которых применяются плавящиеся или неплавящиеся электроды. За счет применения неплавящегося электрода обеспечивается качественное образование сварных швов и поддерживается равномерная глубина плавки металла. Данный способ является основным для сварки стыков в трубопроводах и соединения элементов из сплавов титана и алюминия.
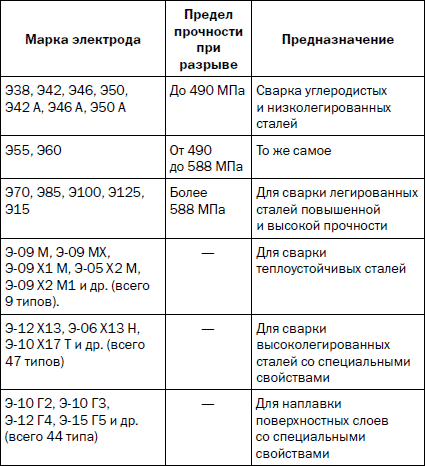
Марки электродов и их предназначение.
При работе дуга оборудования горит между электродом и свариваемой деталью. В аргонодуговой сварке принято использовать электроды, изготовленные из вольфрама. Этот металл давно зарекомендовал себя с самой лучшей стороны, являясь очень надежным и отличаясь высокой степенью тугоплавкости.
Для улучшения характеристик вольфрама при изготовлении электродов в него добавляют некоторые химические соединения. Если необходимо использование присадочного материала, он подается в зону горения сбоку, что исключает его контакт с электрической цепью.





Сварка с использованием плавящегося электрода не так популярна, как вышеописанная технология, и применяется достаточно редко.
Где купить
Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения.
Сферы применения
Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение…
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре.
Список стран и заводов-производителей
Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
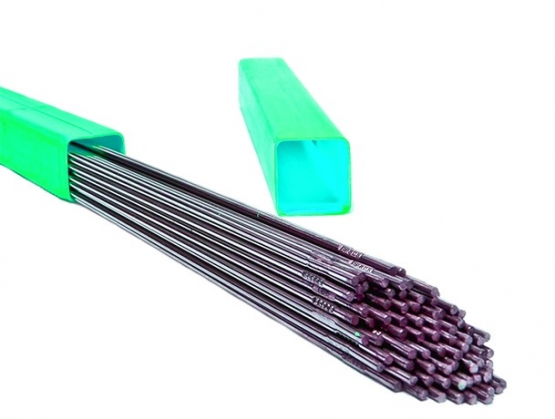
Проволока ВТ1
ВТ1-00Cв – самая химически «чистая» российская марка титана. Характеризуется ультранизким содержанием примесей и газов, что определяется сферой применения – сварка титановых изделий марок ВТ1-0 и ВТ1-00.
Область применения, назначение
Используется в качестве присадочного материала для сварных конструкций из титановых сплавов.
Характеристики
Основные характеристики титановой проволоки, применяющейся в основном при аргонодуговой сварки вольфрамовым электродом:
Производится из технического титана методом холодной или горячей…
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.
Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный…









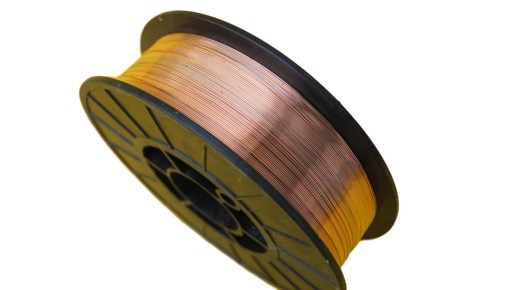
Сварочная проволока ER70S
ER70S-6 – омедненная сварочная проволока высокого качества, соответствующая всем российским и мировым стандартам.
Область применения, назначение
Проволока омедненная (не нужно путать с медными расходными материалами) ER70S-6 используется в сварочных автоматах и полуавтоматах, этот материал производится для работ с деталями, элементами и конструкциями из низколегированной или нелегированной, конструкционной и углеродистой сталей.
Широко применяется в различных отраслях промышленности: электроэнергетике, электротехнике,…
Сварочная проволока СВ08Г2С
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее.
Область применения, назначение
Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и…
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.

Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
| Марка | Характеристики |
| Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
| ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм
Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:
- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Кислород
При обычной температуре и давлении газ не имеет цвета и запаха. Для сварочных работ востребован технический кислород, добытый из воздуха и обработанный в воздухоразделительных установках, трех сортов:
- высшего, чистота по объему – 99,5%;
- 1-го – 99,2%;
- 2-го – 98, 5% .
Остаток составляют аргон и азот.
При смешении горючих газов или паров горючих жидкостей с кислородом в определенных пропорциях начинается интенсивное горение с выделением большого количества тепла.
Для хранения технического кислорода используют специальные окрашенные в голубой цвет баллоны объемом 40 дм3 (40 л). Надпись «Кислород» сделана черным. Масса такого баллона без колпака и башмака составляет 60 кг.








Внимание! При использовании кислородных баллонов необходимо соблюдать предельную осторожность из-за высокого давления внутри них. Есть еще одна опасность – высокая активность газа при контакте с органическими веществами (маслами или жирами). Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв
Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв.
Сколько кислорода содержится в баллоне 40 л? Номинальное давление газа в баллоне при +20°C – 14,7 МПа (по ГОСТу 5583). В таких условиях в него вмещается 6,3 м3 кислорода, по массе – 8,3 кг.





