
Сравнение конкурентов
Чтобы понять – что лучше, какой метиз нужно использовать в конкретной ситуации, необходимо разобраться во всех различиях, преимуществах и недостатках. Размеры деталей, частоту разборки/сборки конструкций тоже рекомендуется учитывать.
Ключевые характеристики
Болт – универсальный крепеж в виде стержня с наружной резьбой, принципиально отличается от конкурента граненой головкой.
Шпилька – это цилиндрический стержень, который с обоих концов или по всей длине имеет наружную резьбу. Ее применяют там, где невозможно использовать болтовое соединение – слишком широкие детали, нет места для головки болта или там, где необходимо получить компактное соединение. Шпильку используют и в том случае, если надо соединить детали так, чтобы между ними оставалось пространство.
Преимущества
У каждого типа крепежа есть преимущества и предпочтительные варианты применения.
Преимущества болтового соединения следующие:
- Разъемность, возможность многократной сборки/разборки.
- Простота, точность в изготовлении, большое разнообразие метизов – от общего назначения до специализированного.
- Небольшие усилия при соединении болта с гайкой дают прочную затяжку элементов, которая может сравниться со сваркой по надежности и сроку службы.
- Болтовое соединение используют при сравнительно небольшой толщине соединяемых деталей, или когда материал детали недостаточно прочный для резьбы.
- При самых разных вариантах расположении деталей сборка не составит труда.
Невысокая стоимость в совокупности с эффективным и надежным креплением делает болт востребованным вариантом крепежа.
Одно из главных преимуществ болтового соединения – нет необходимости в резьбе на соединяемых деталях.
Плюсы соединений шпильками:
- Этот крепеж незаменим там, где корпус деталей крупный, а сквозное отверстие для болта невозможно сделать.
- Элемент востребован, если для всей конструкции существуют ограничения по весу.
- Допустимо применение, если необходима частая сборка/разборка конструкции.
- Ее используют вместо винтов, когда прочность материала всей детали с резьбой недостаточна. Пример – алюминиевые сплавы.
- Легко устанавливается в труднодоступных местах.
Напряжение при затяжке крепежа распределяется более равномерно по сравнению с болтовым.
Недостатки
Помимо преимуществ, нужно учитывать и недостатки крепежных элементов.
Болты имеют следующие минусы:
- Обычно необходимо использовать сразу несколько штук, что значительно утяжеляет конструкцию.
- При затяжке в месте стыковки головки со стержнем возникает усиленное напряжение.
- Так как для крепления необходим идеальный тандем из болта и гайки, а также возможно применение третьего элемента – шайбы, то требуется корректный выбор метизов. При неправильном подборе крепежных элементов стыковка и крепление деталей становится невозможным. Но если фиксация деталей удается, то неидеальные размеры приводят к раннему выходу из строя всей конструкции.
Недостатки шпилек:
- могут гнуться, а значит, терять прочность;
- срывается резьба от сверхбольших нагрузок, например, на колесных деталях автомобиля.
В обоих случаях необходимо срочно заменить поврежденные элементы на новые.
Шаг резьбы в маркировке крепежа
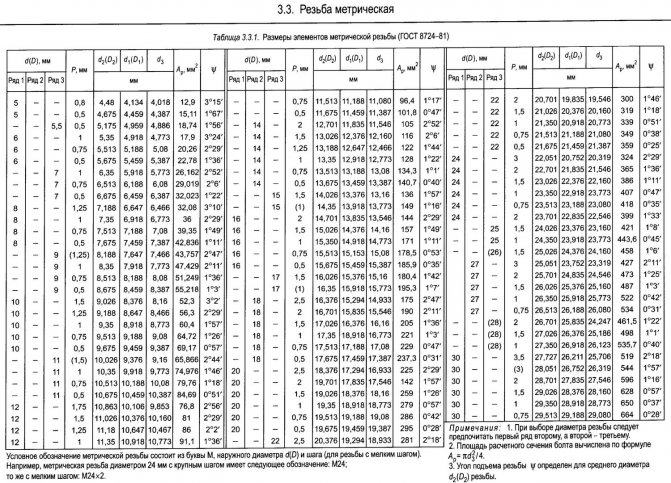
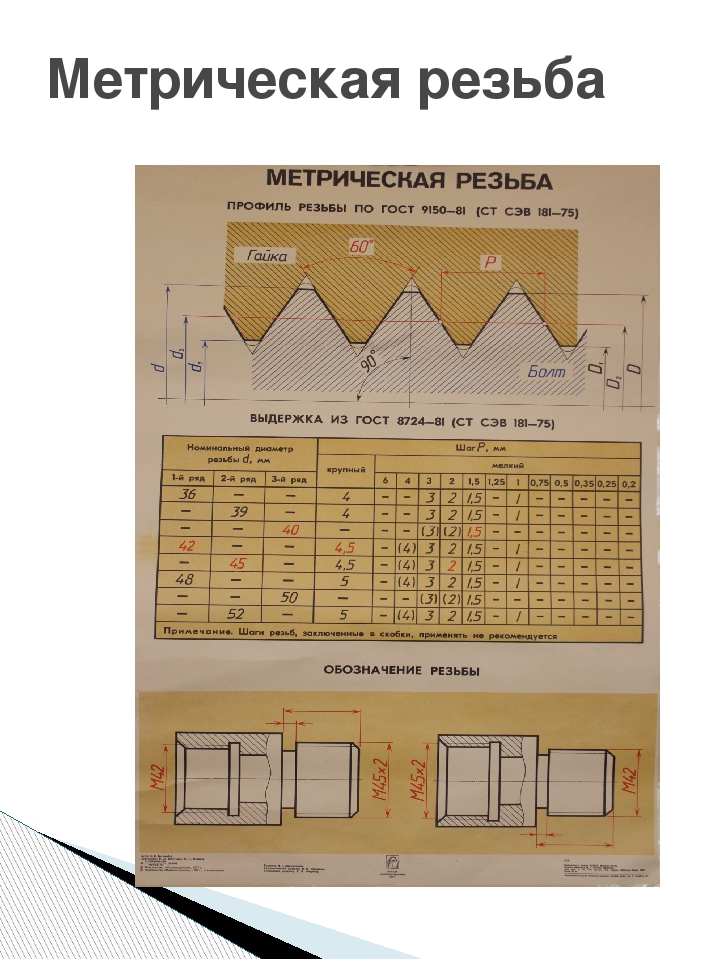
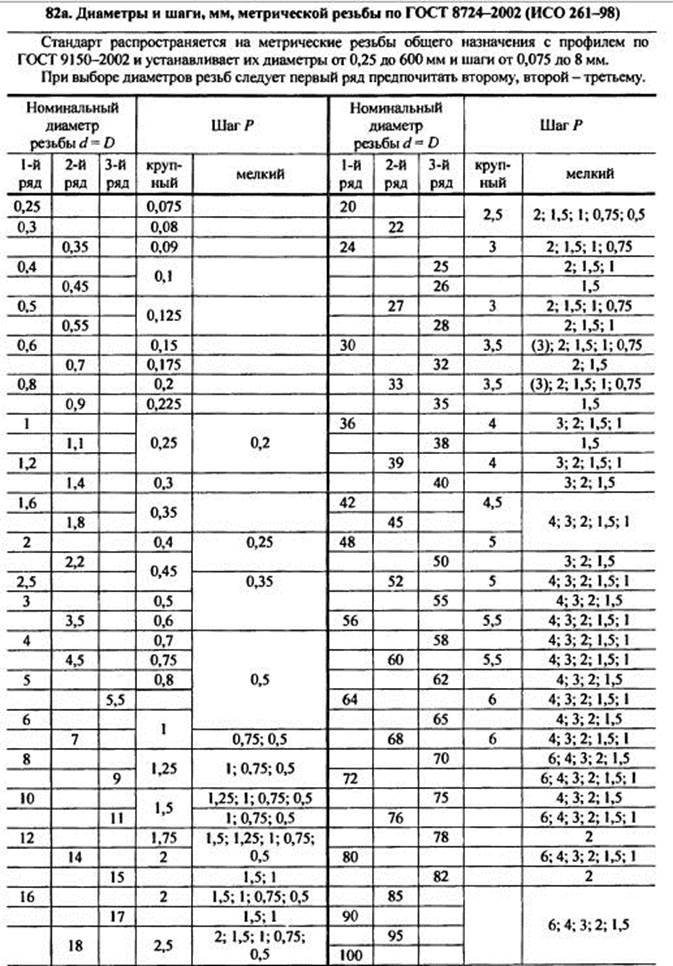
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
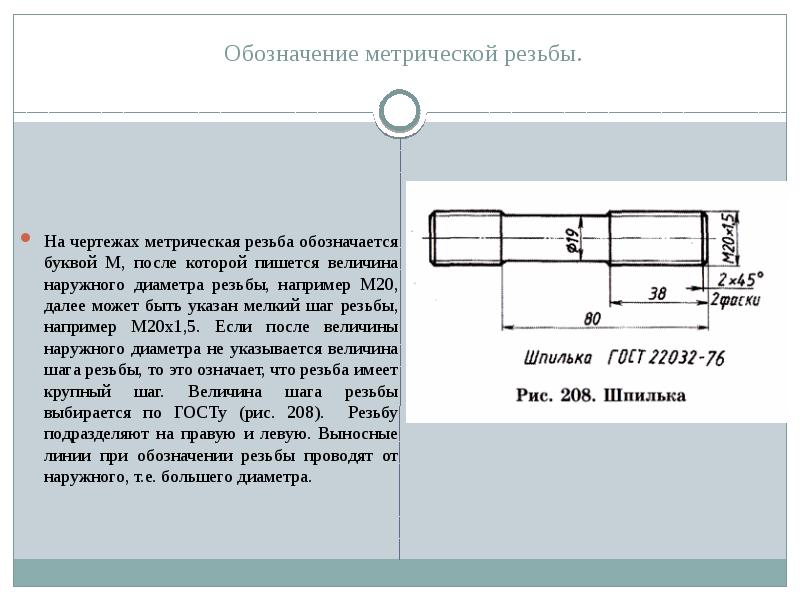
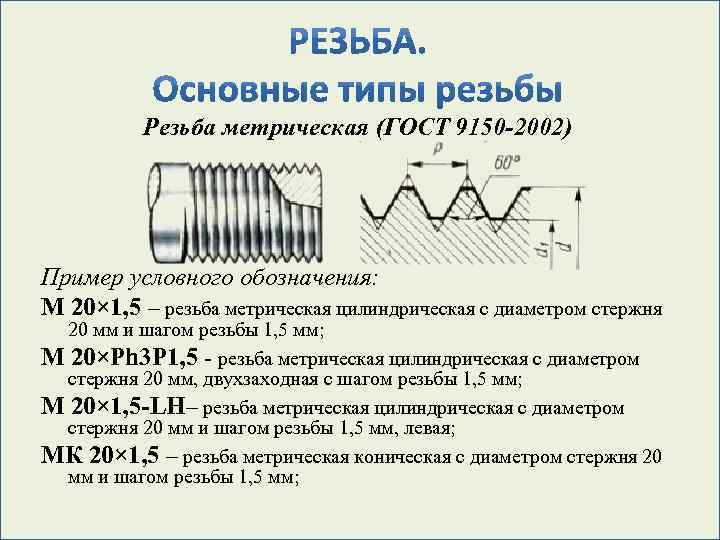
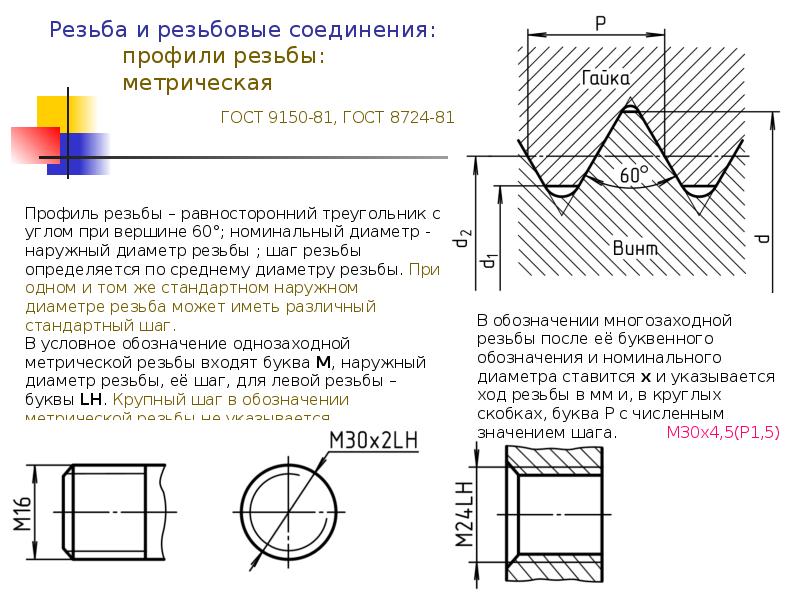
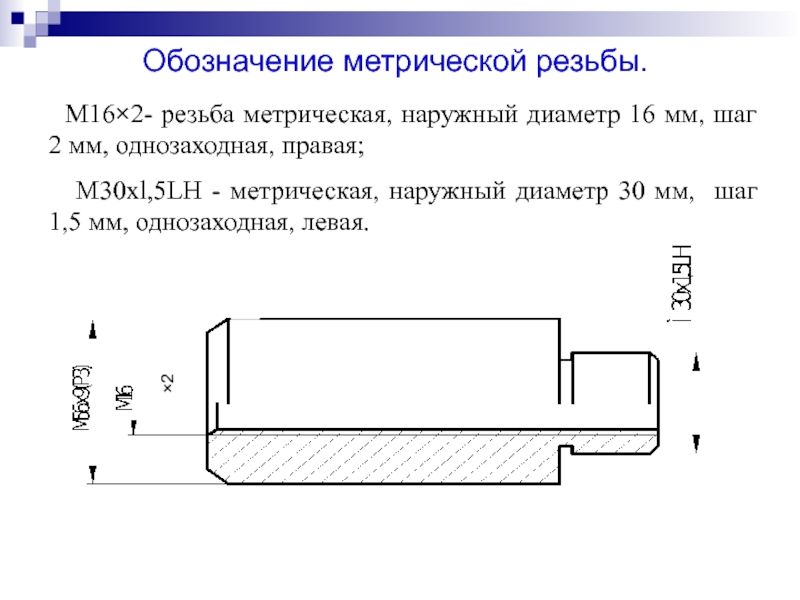
М16 – резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 – резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М – метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление – для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
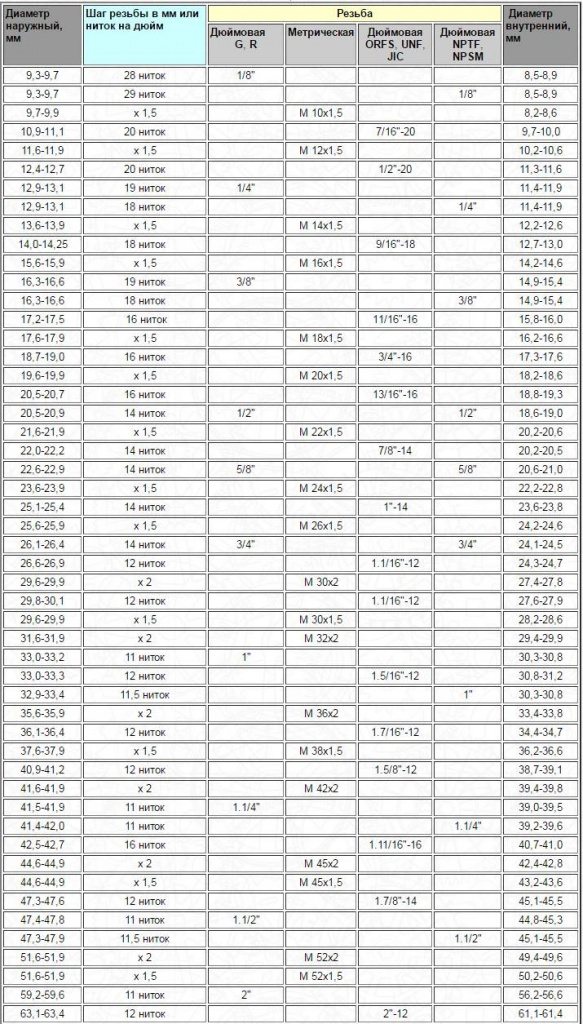
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.


Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.

Поля допусков наружной резьбы
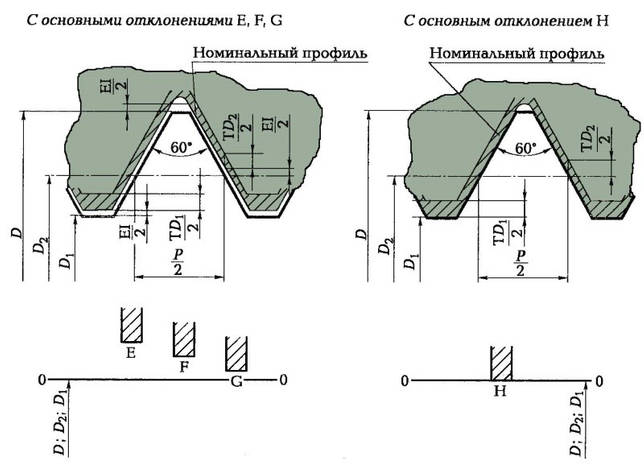
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя. Это интересно: Электроды МР-3 – характеристики и особенности использования
Это интересно: Электроды МР-3 – характеристики и особенности использования
Классы точности и правила маркировки
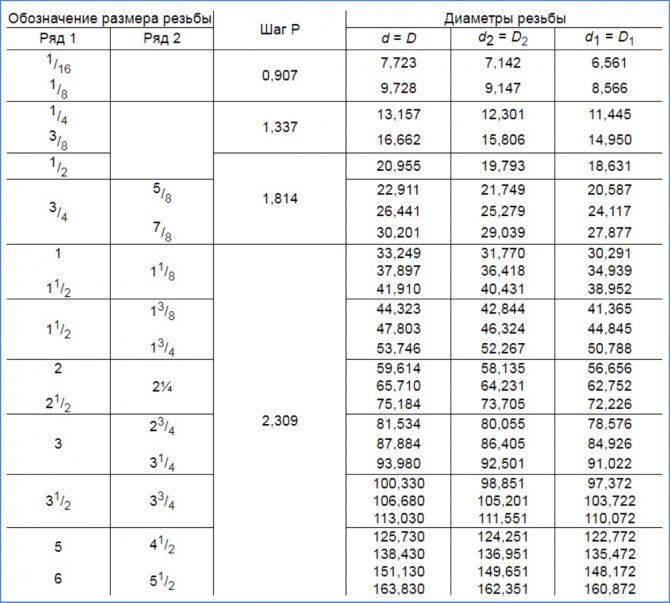
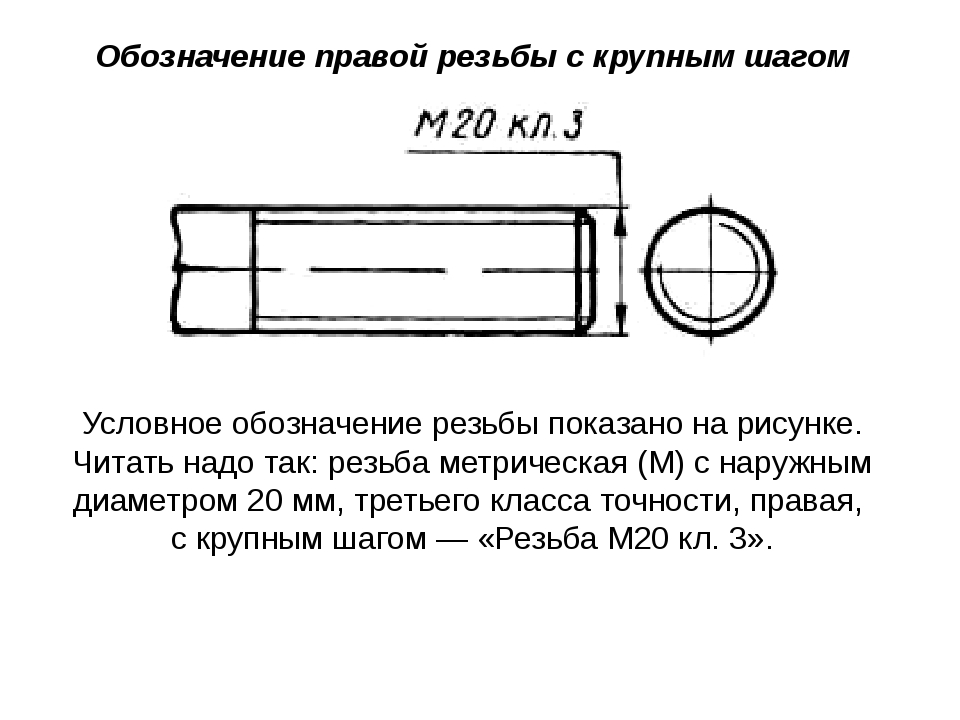
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.

Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
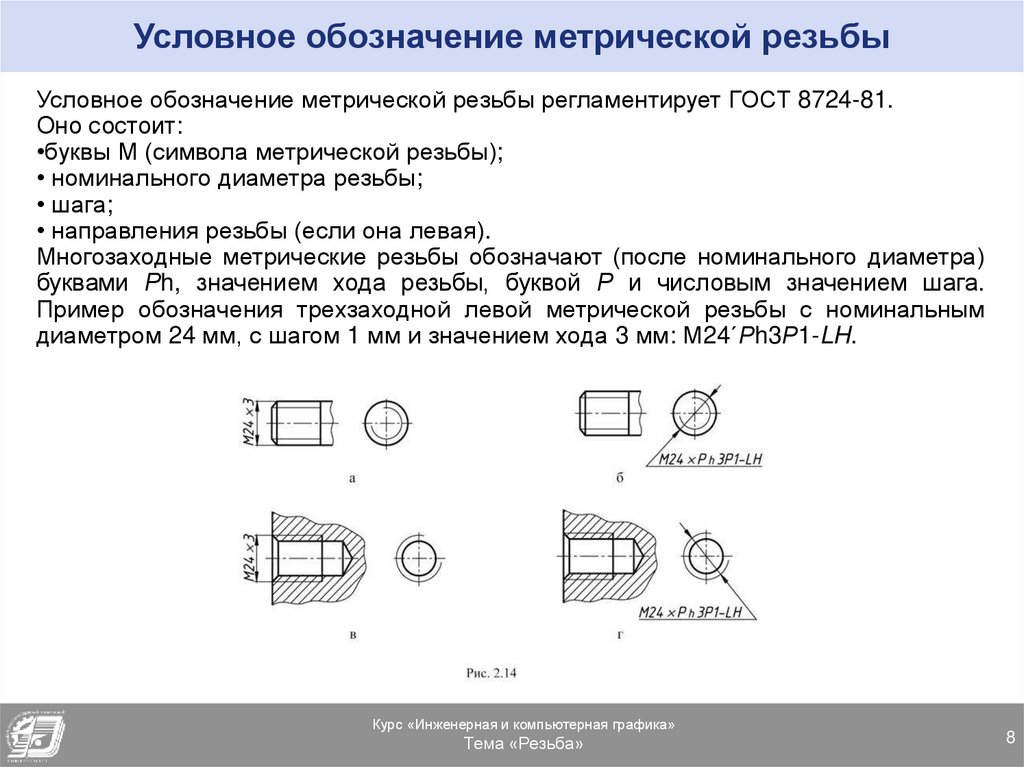
Принципы обозначения
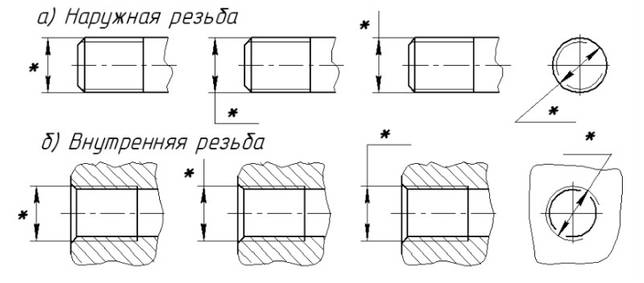
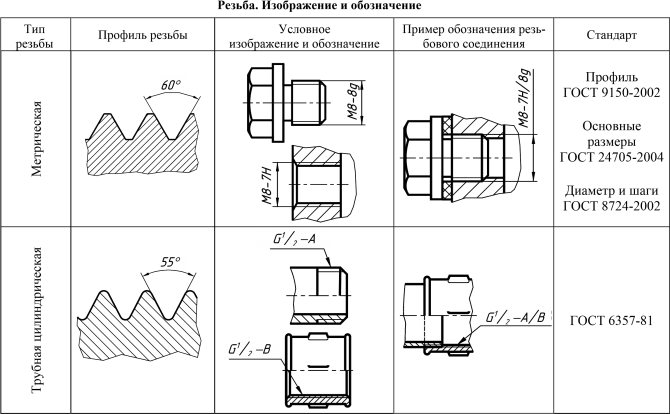
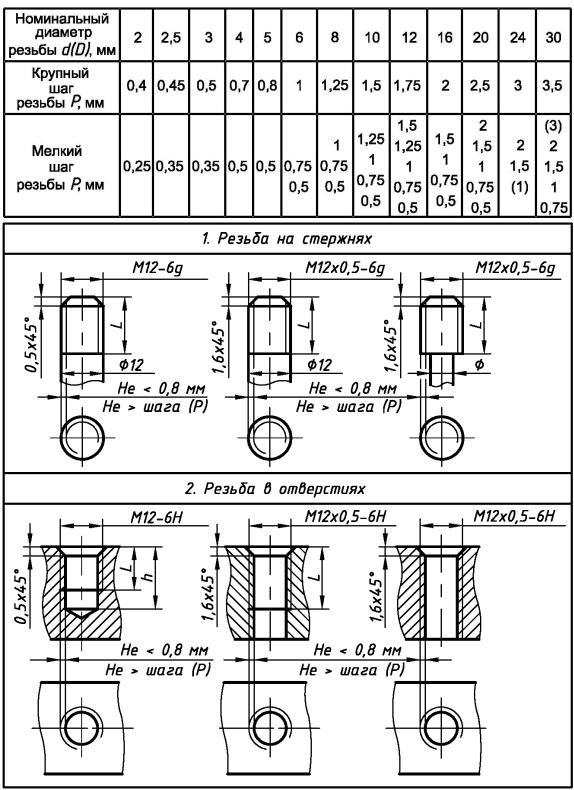
Обозначение резьбы на чертежах выполняется по следующим правилам.
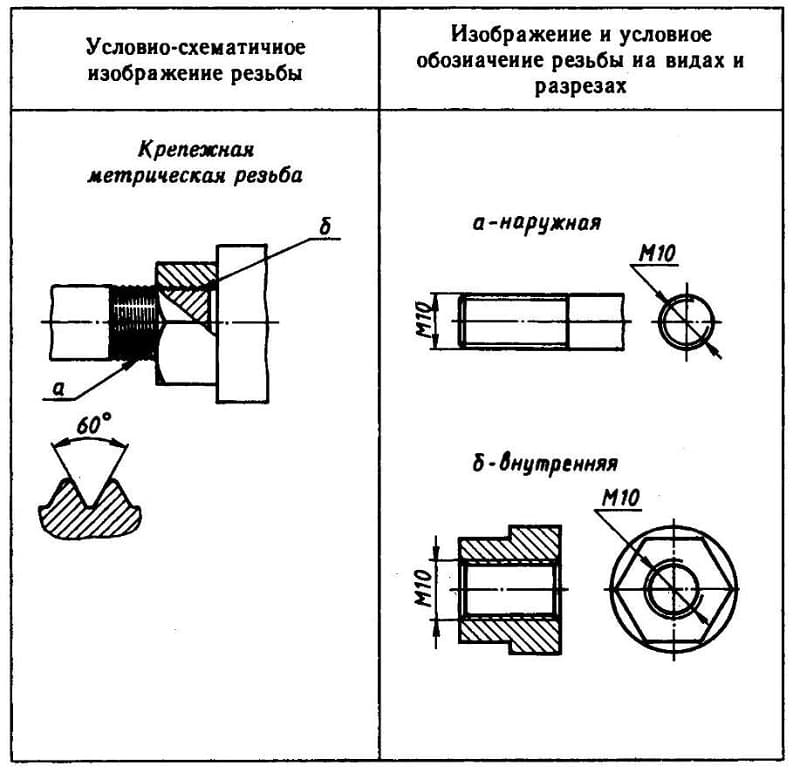
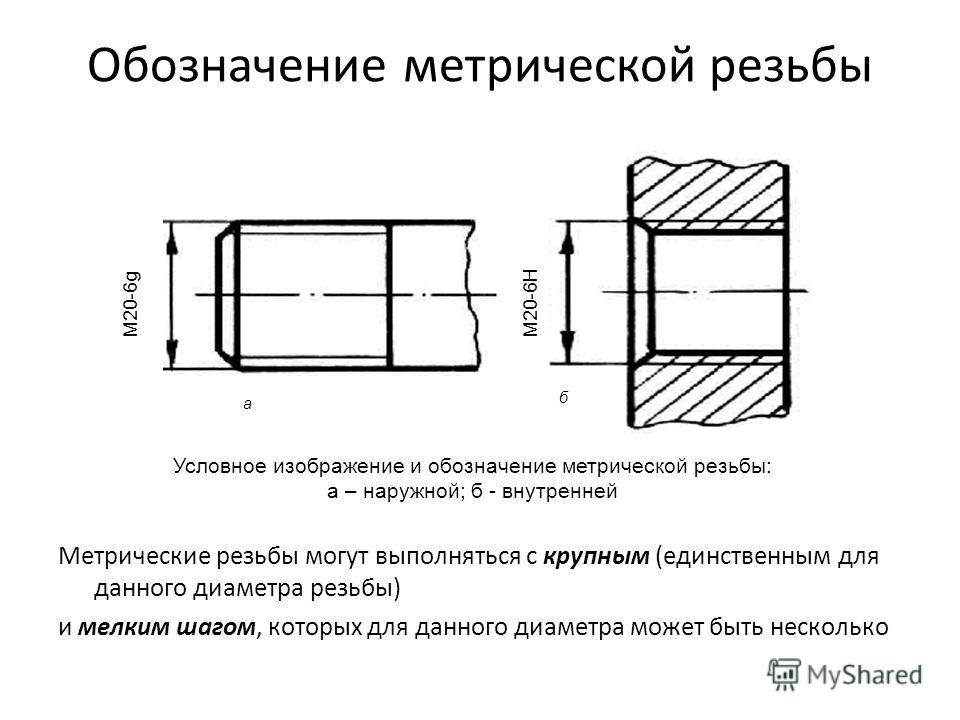
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
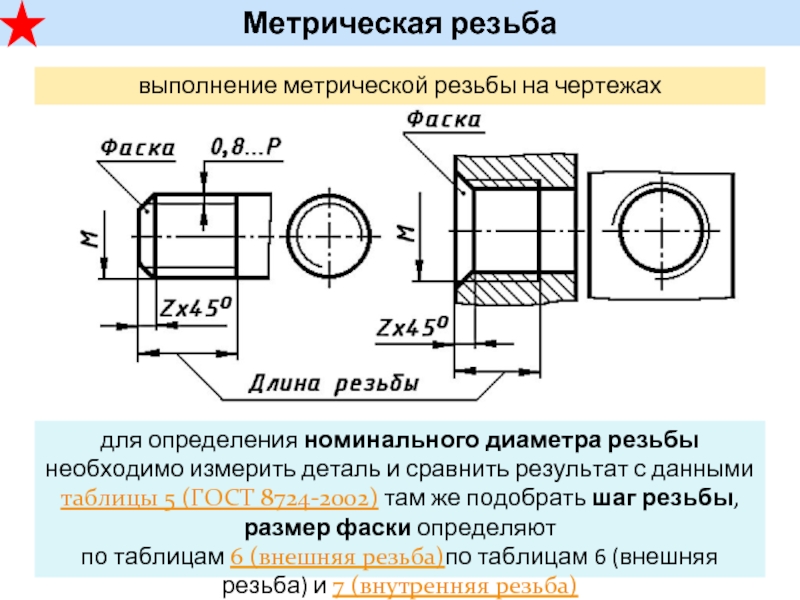
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
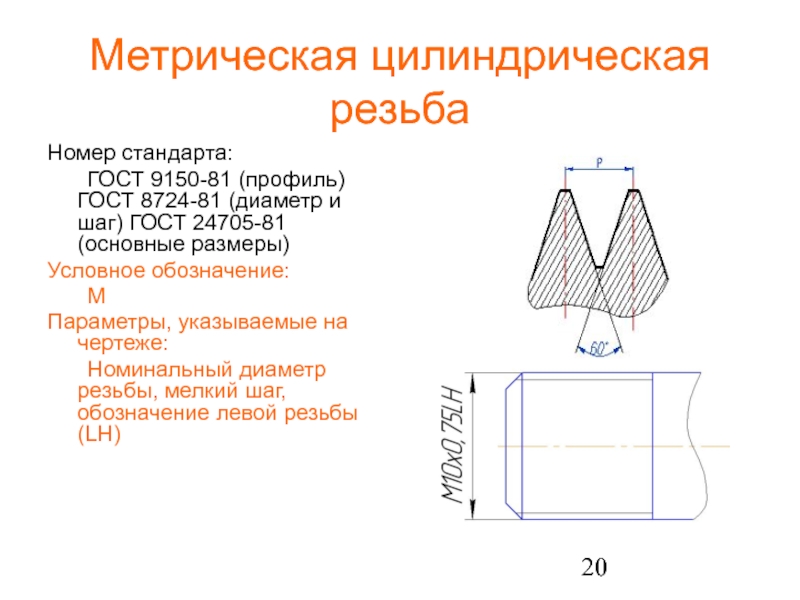
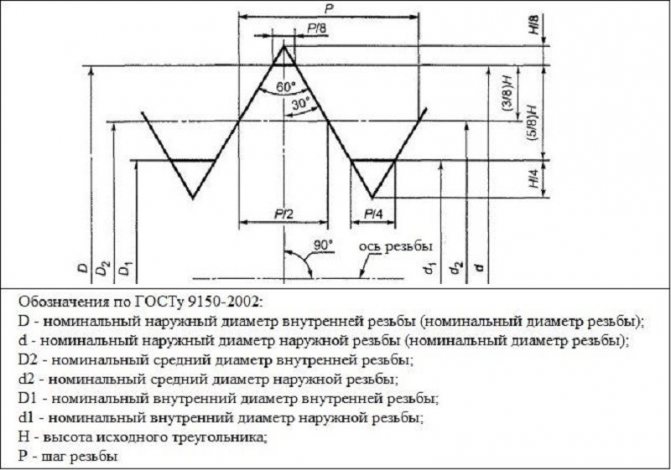
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
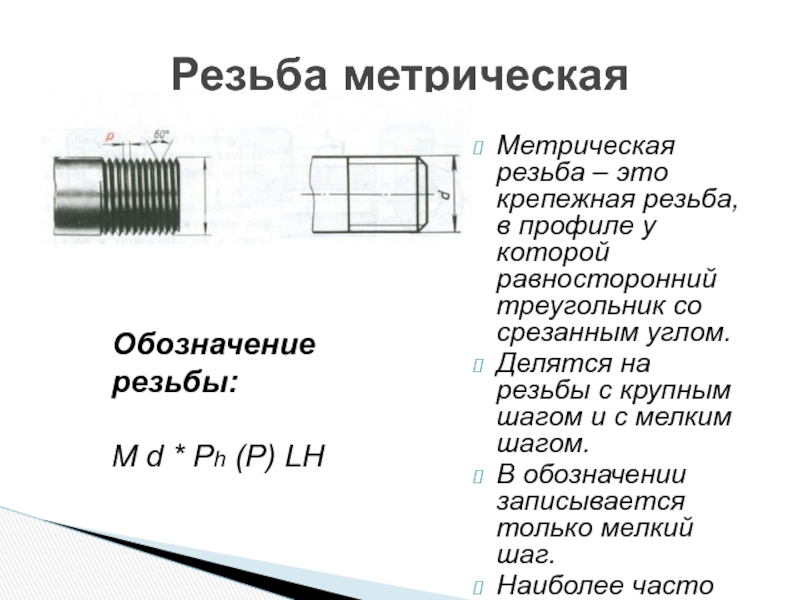
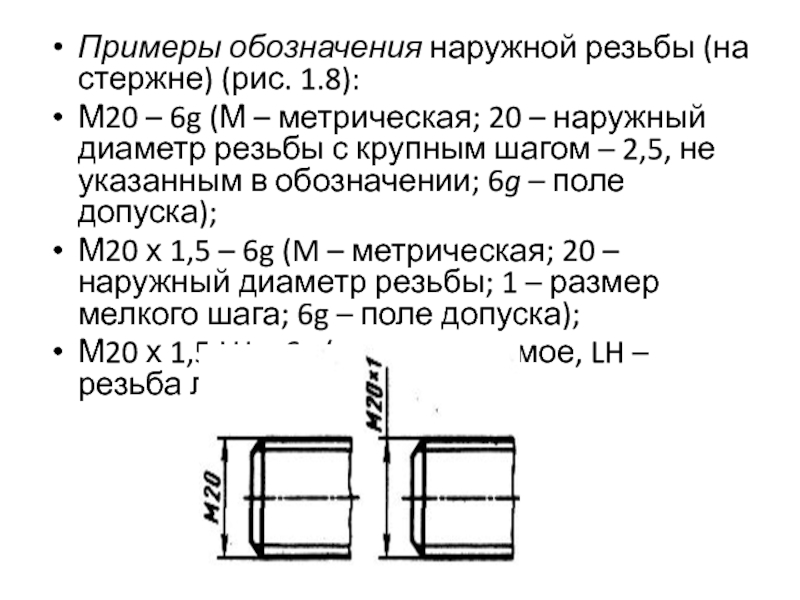
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
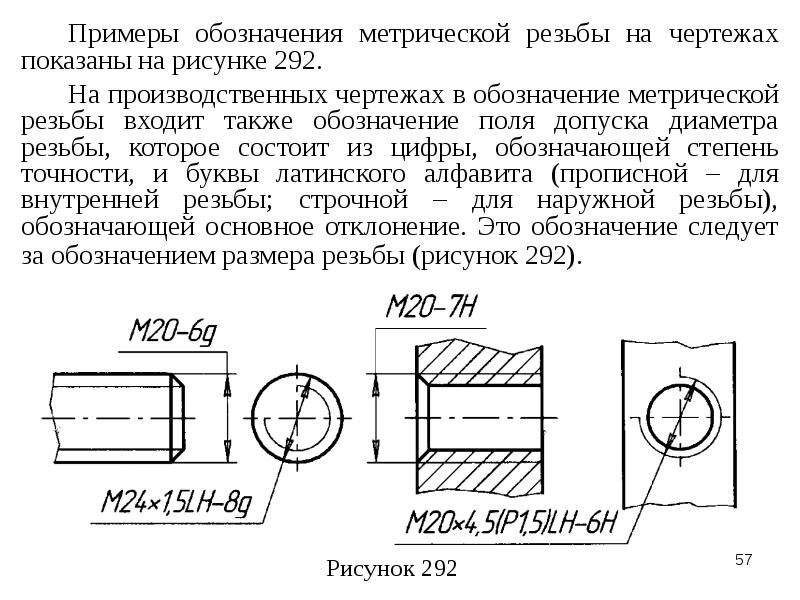
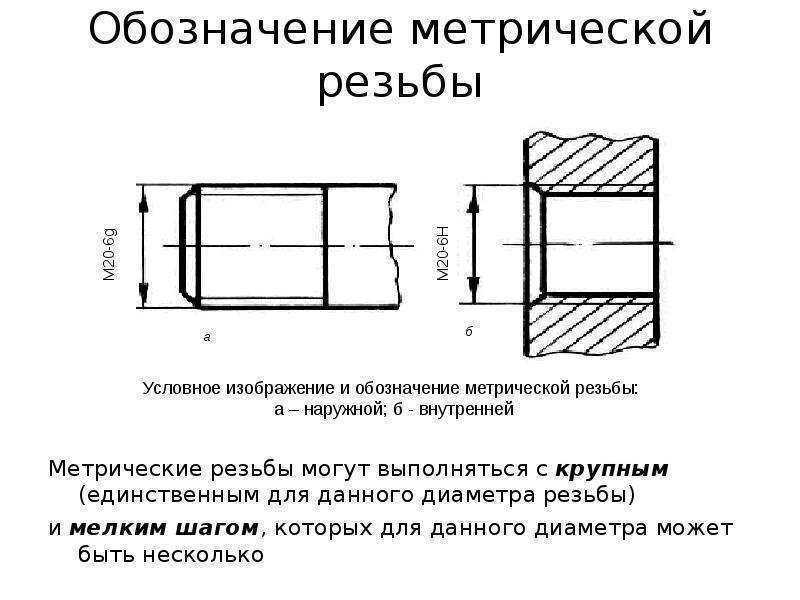
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
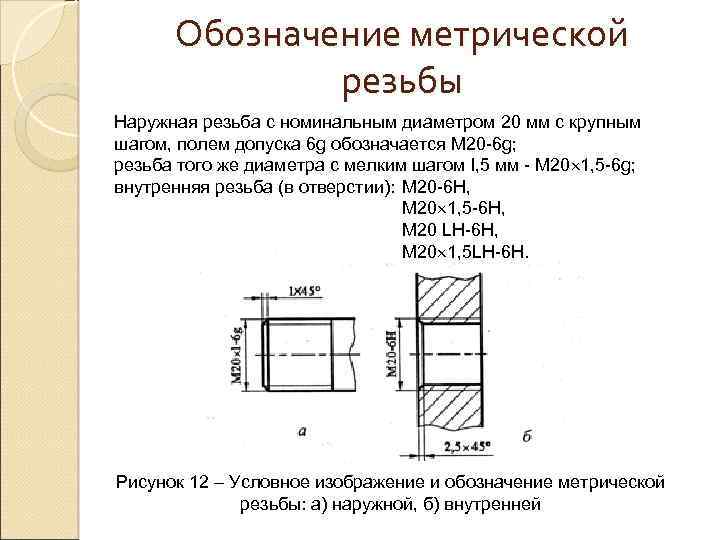
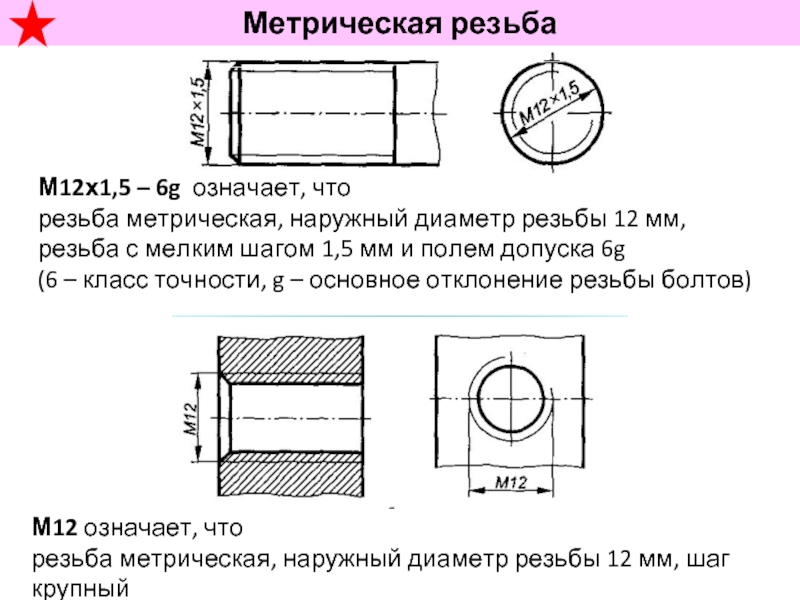
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
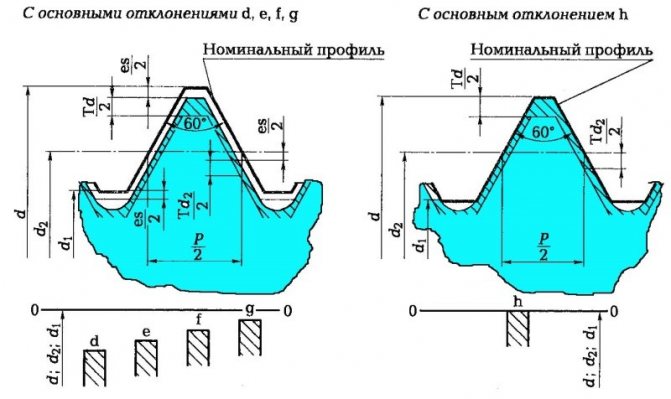
Поля допусков наружной резьбы
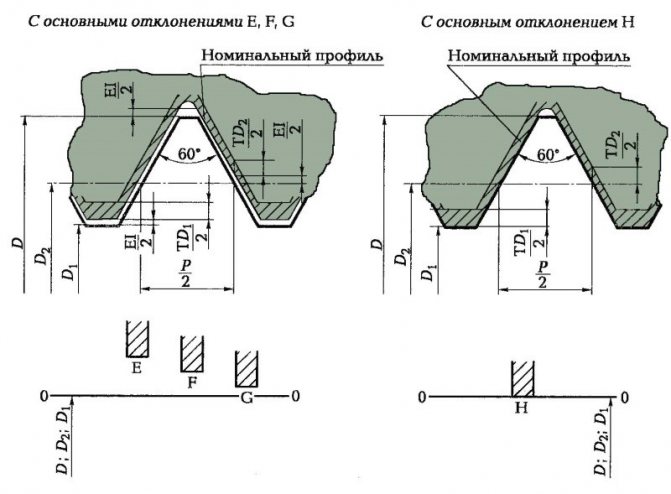
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя
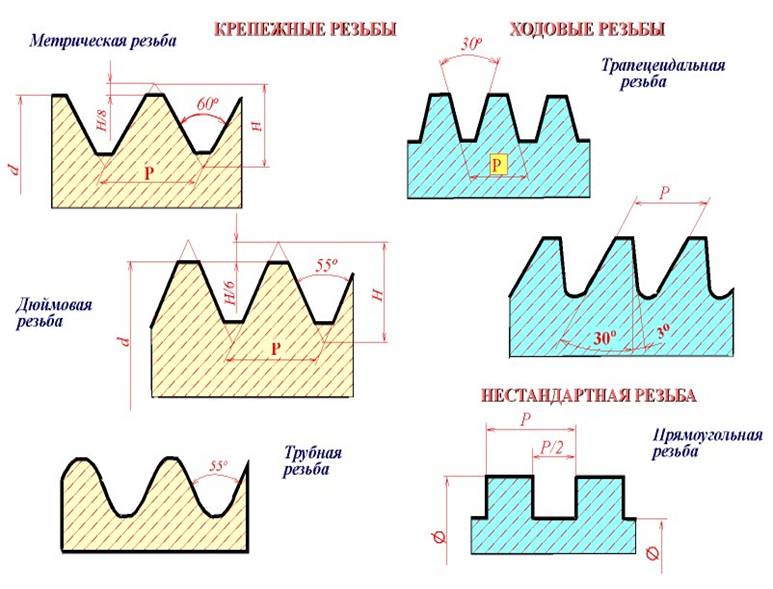
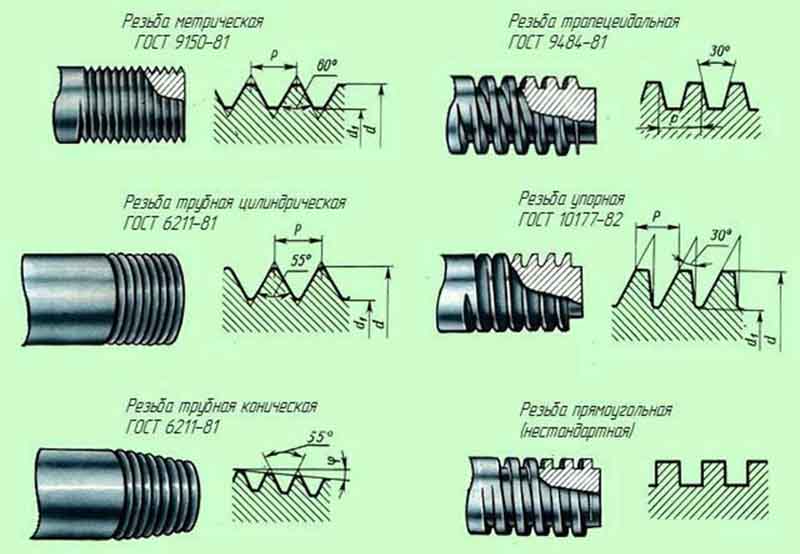
Виды метрических резьб
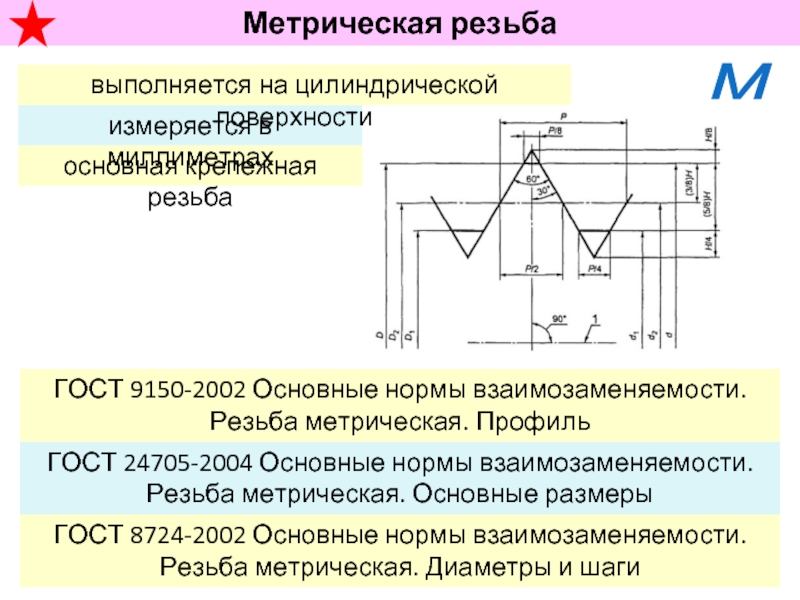
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.






По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
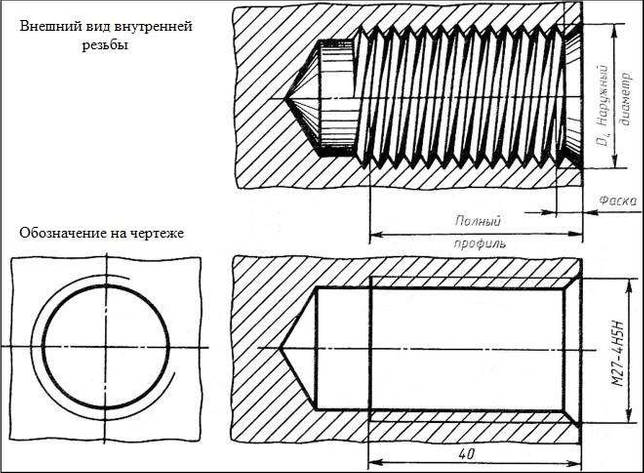
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
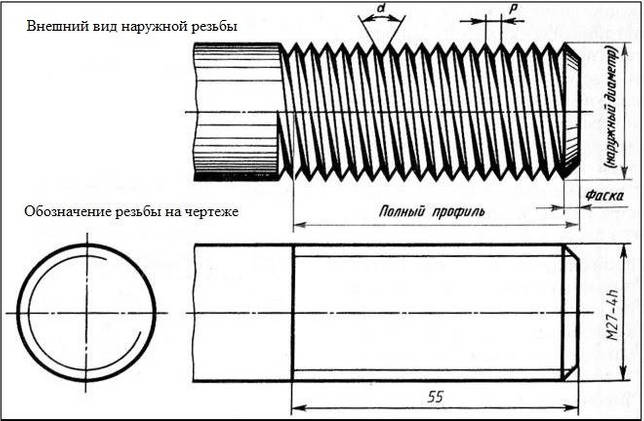
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
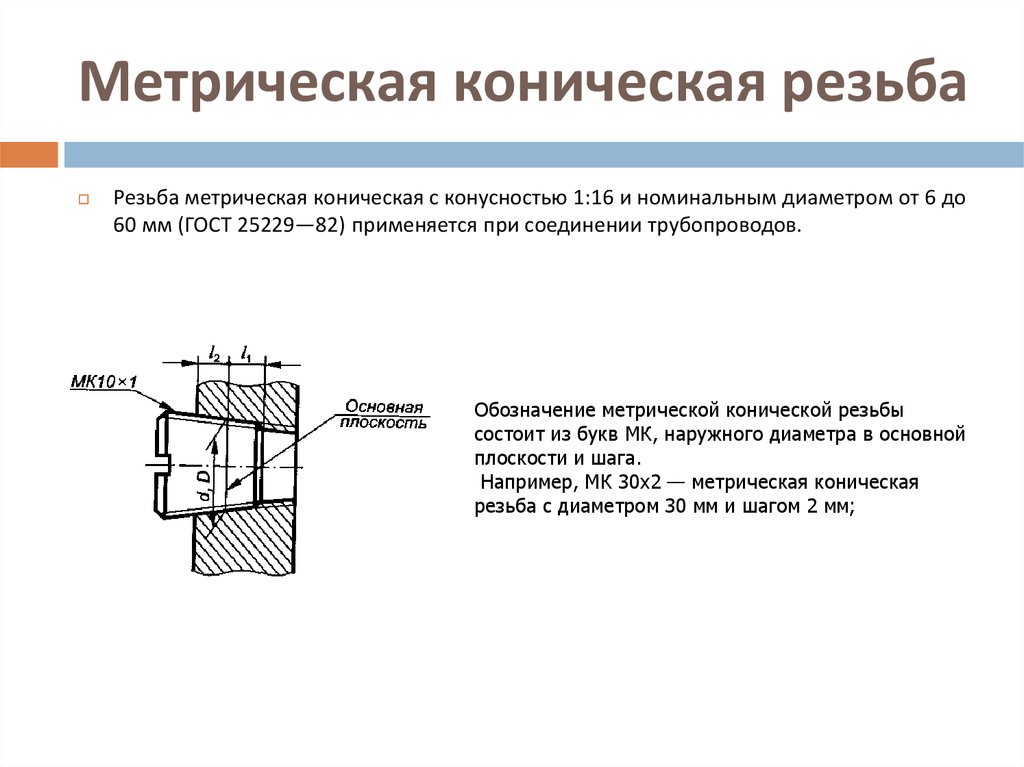
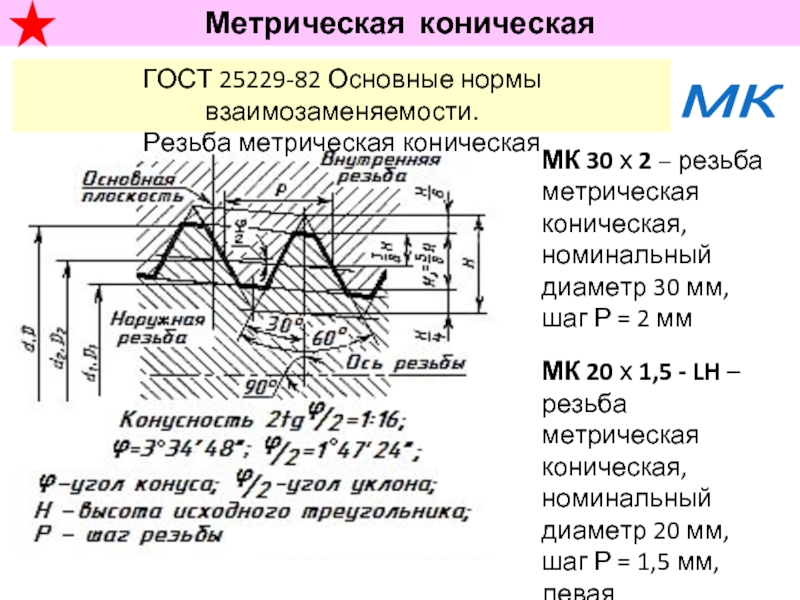
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
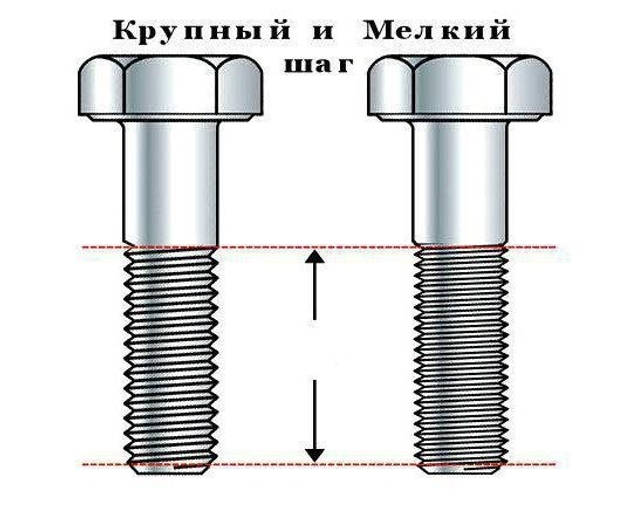
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
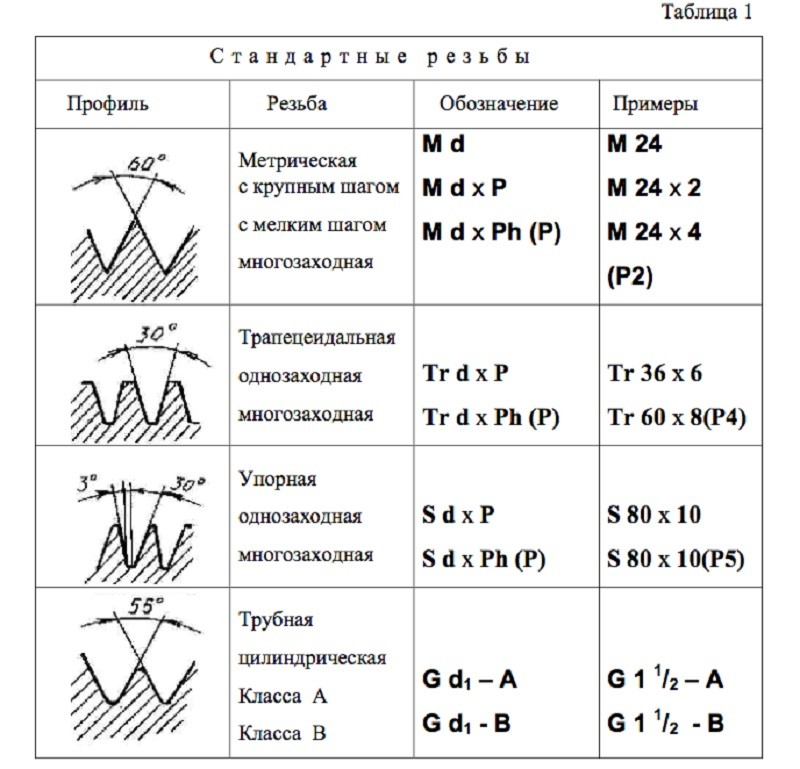
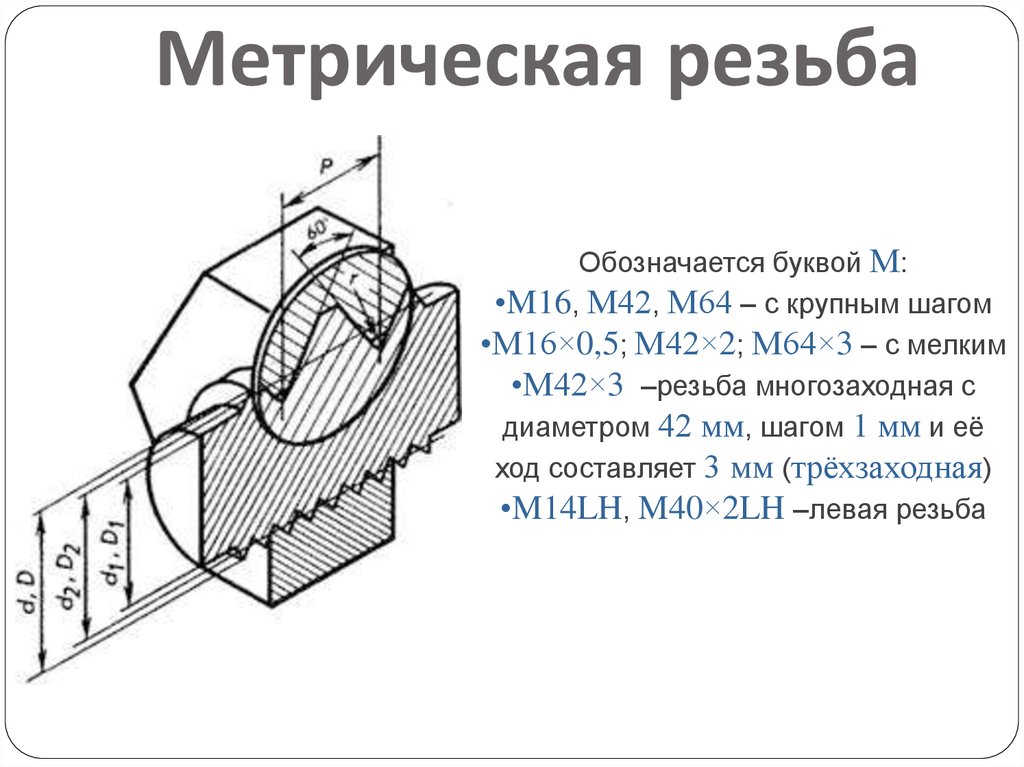
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.


Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей. Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.
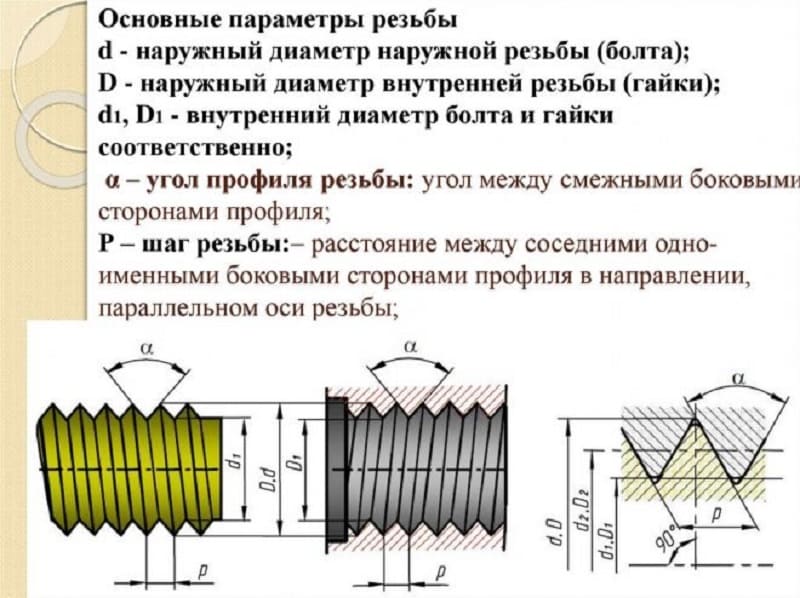
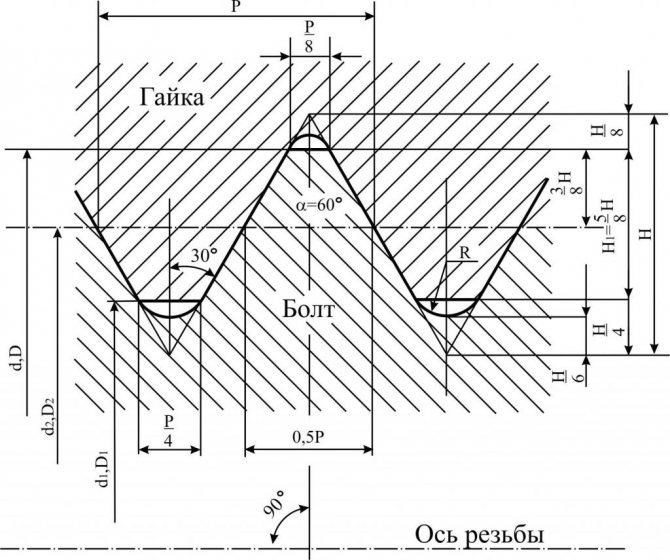
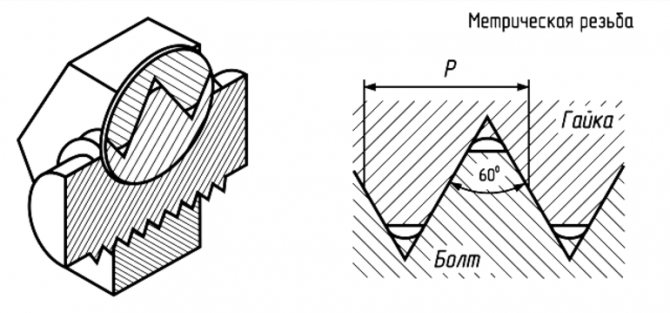
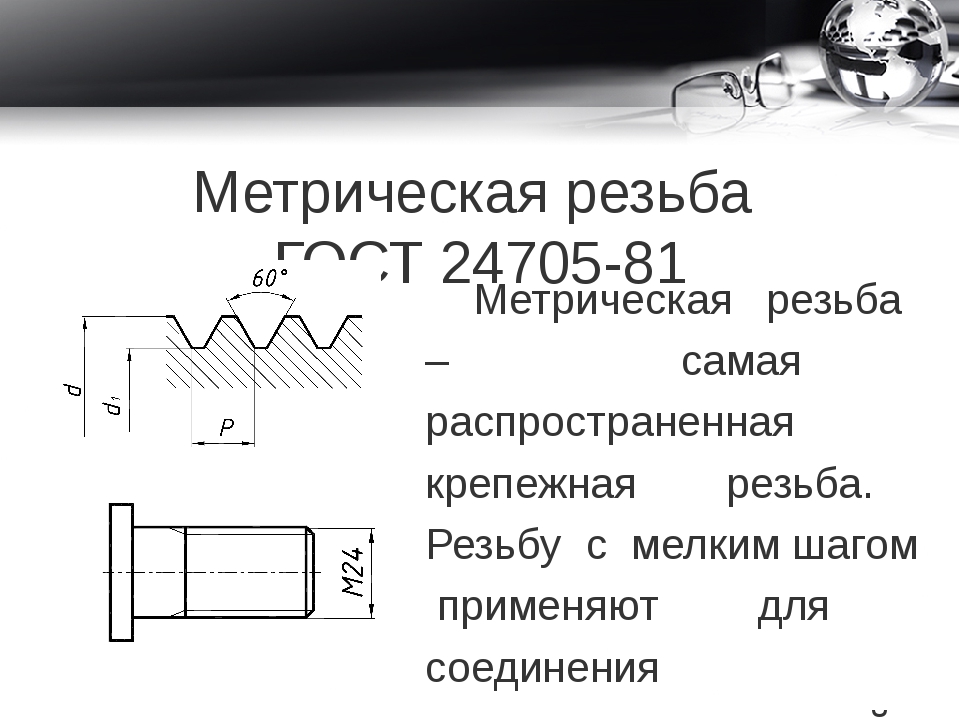
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам
В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно
Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
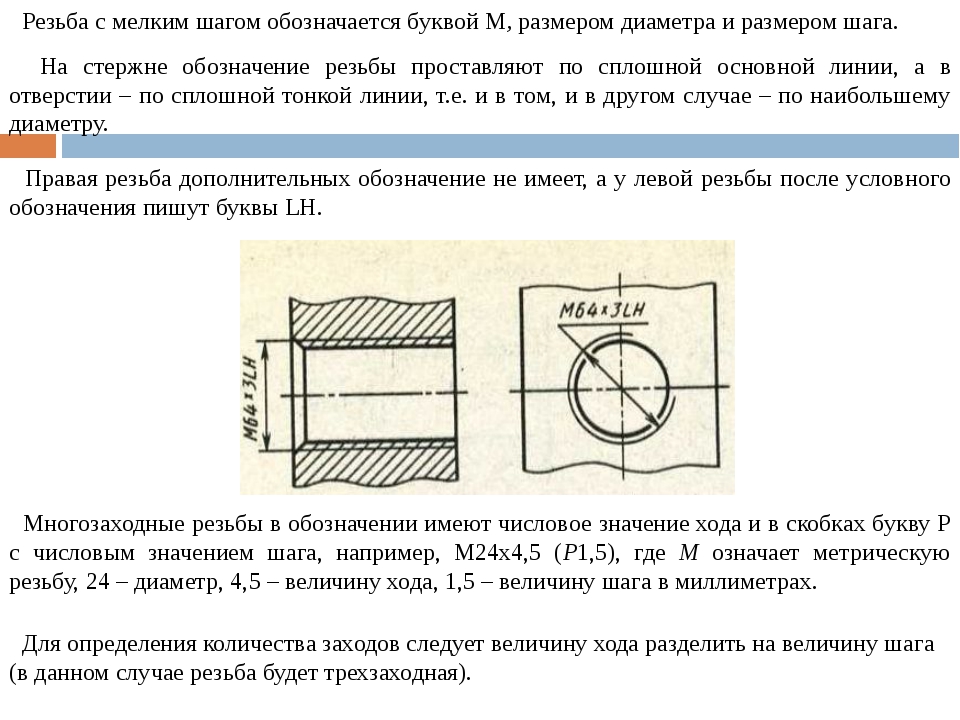
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
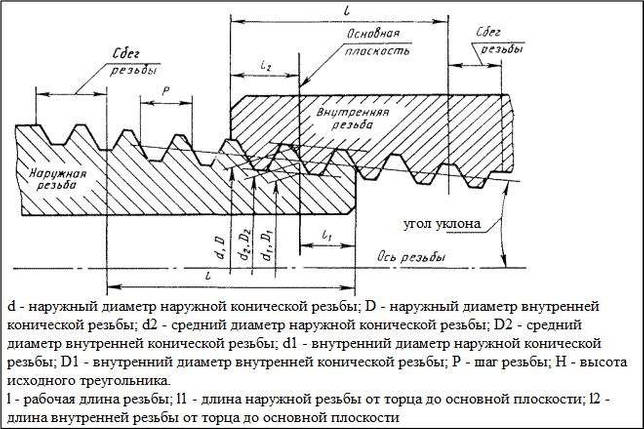
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
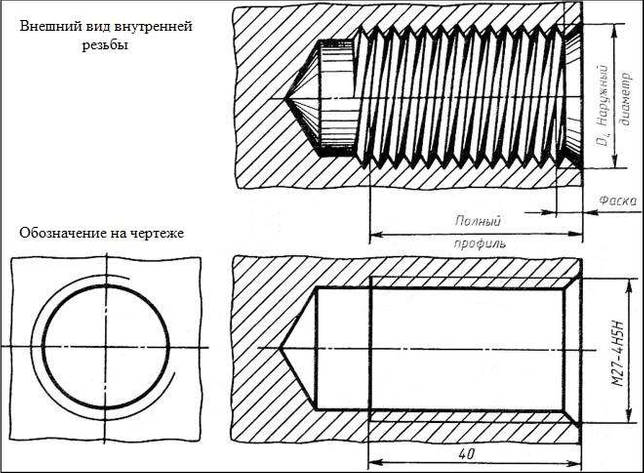
Внутренняя метрическая резьба
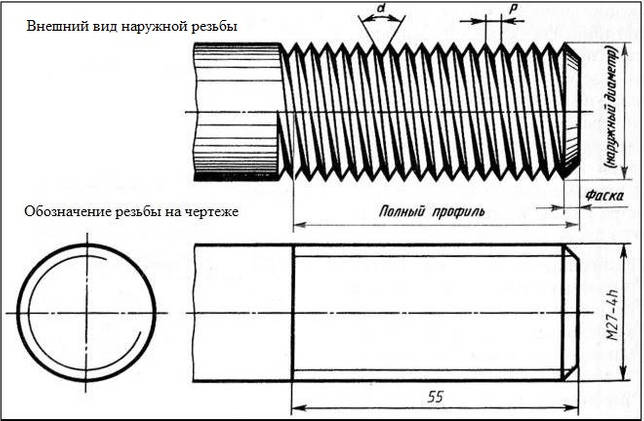
Наружная метрическая резьба
Это интересно: Горячая объемная штамповка металла: суть и преимущества технологии
Соотношение метрических и дюймовых резьб
В отличии от европейских и близких к ним стран, где после правления Наполеона получила распространение метрическая система, в странах бывших колоний Британии и ее сателлитах все измерения происходят в имперской системе. В этой системе измерение резьб и их соединений производятся в дюймах.



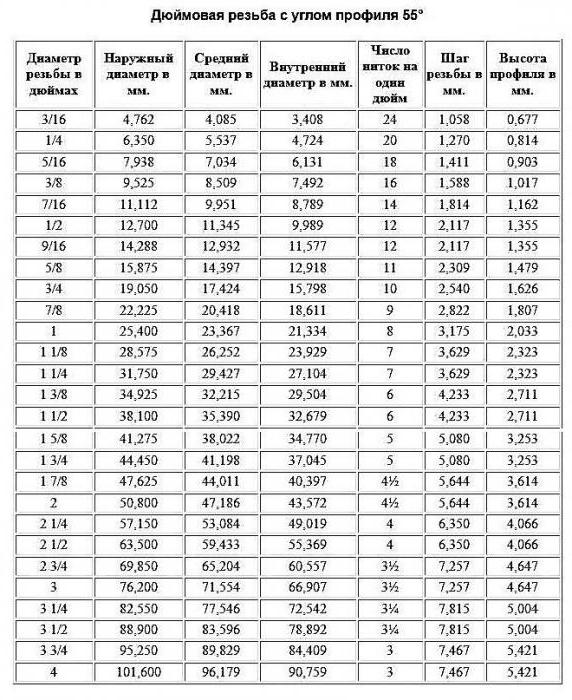
Винтовая нарезка, имеющая профиль зуба в виде равнобедренного треугольника, с величиной угла вершины в 55 град. (в UTS-стандарте для США и Канады — 60 град.), называется дюймовой резьбой, ее размеры задаются в дюймах, а шаг — в количестве витков на один дюйм (1″= 24,5 мм). Такие крепежные резьбы изготавливаются в диапазоне от 3/16″, при обозначении указывается только наружный диаметр.

Размеры дюймовых и метрических резьб замеряются штангенциркулем, и если в случае метрической резьбы этого будет достаточно, то в дюймовой после измерения пользуются специальной таблицей. При измерении резьб используют специальные шаблоны, но есть и народный способ измерения шага: если, обернув листом бумаги резьбу, несколько раз прокрутить изделие, на бумаге отпечатается след, позволяющий сделать замер линейкой. При использовании в качестве бумаги тетрадного листа в клеточку необходимость в линейке отпадает — достаточно посчитать количество отметок в 2 клеточках (1 см) и разделить на 10.
Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.





