
МЕТОДЫ БОРЬБЫ СО СВАРОЧНЫМИ ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Рациональное конструирование сварных узлов. Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных напряжений и деформаций. Для этого сварные соединения конструируют таким образом, чтобы объем наплавленного металла был минимальным. Например, при толщине металла более 12 мм
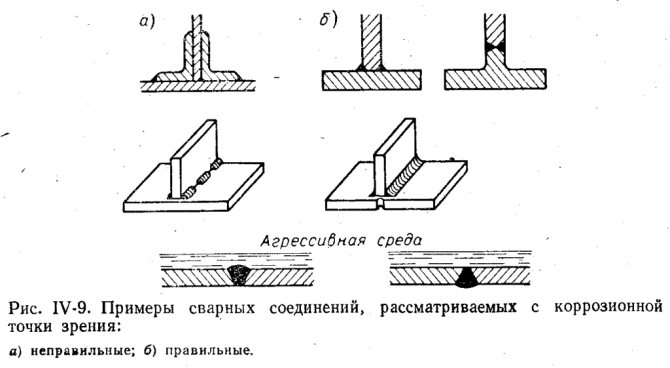
следует применять X и К-образную подготовку кромок. С этой же целью заменяют прерывистые соединения на сплошные швы меньшего сечения. Выполняют стыковые швы при минимальном угле раскрытия шва и минимальном зазоре. Избегают резких переходов сечений, а также применяют преимущественно стыковые соединения и не допускают концентрации и пересечений сварных швов.Технология сборки и сварки. Порядок сборки под сварку, способ сварки, режимы сварки и последовательность наложения шва по его длине и сечению оказывают значительное влияние на величину деформаций и на пряжений при сварке. Чтобы уменьшить остаточные деформации и напряжения конструкций и изделий при сборке по возможности не допускают скрепления узлов и деталей прихватками, которые создают жесткое закрепление. Для обеспечения подвижного состояния закрепленных деталей используют клиповые, центровочные и другие сборочные приспособления. На образование остаточных деформаций и напряжений значительное влияние оказывает способ сварки. На величину и характер сварочных напряжений и остаточных деформаций влияет погонная энергия сварки и режим сварки. Увеличение сечения шва, как правило, способствует росту деформаций. Величина остаточных деформаций и напряжений зависит и от порядка наложения швов по длине и сечению. Например, при сварке листовых конструкций вначале выполняют поперечные швы отдельных поясов, а затем соединяют (сваривают) пояса между собой. Уравновешивание деформаций. Сущность этого способа заключается в том, что устанавливают определенную последовательность наложения швов, при которой деформации от предыдущих швов снижаются при выполнении последующих швов. Этот способ широко применяют при сварке стержневых конструкций или деталей симметричного сечения. Обратные деформации. Перед сваркой конструкции или элемента для уменьшения остаточной деформации искусственно создают деформацию, обратную по знаку, по отношению к той, которая может возникнуть при сварке. На рис. 34 показаны некоторые примеры использования обратной деформации.
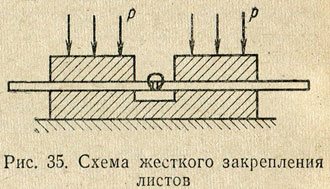
Жесткое закрепление (рис. 35). Закрепление обеспечивает уменьшение сварочных деформаций по сравнению со сваркой в незакрепленном состоянии, если зона нагрева до температур выше 600°С не превышает 0,15 общей ширины свариваемого элемента. Если зона нагрева будет более 0,15 ширины листа, то жесткое закрепление не уменьшает деформаций, а наоборот, может увеличить их по сравнению со сваркой в свободном состоянии.
Проковка швов и околошовной зоны. Проковка способствует снижению напряжений и деформаций. При выполнении проковки необходимо соблюдать следующие условия: при многослойной сварке проковку выполнять послойно, а первый и последний слой не проковывать; проковку следует выполнять на участке шва длиной 150 — 200 мм
сразу же после сварки или после подогрева его до 150 — 200° С; при сварке металла толщиной более 16мм необходимо проковывать и металл околошовной зоны.Общий отжиг сварного изделия. Отжиг применяется для сталей, имеющих склонность к образованию закаленных зон вблизи сварного шва (особенно при большой толщине свариваемого металла), и для конструкций, работающих при знакопеременных нагрузках. Механическая правка конструкций после сварки. Правку выполняют приложением ударной или статической нагрузок при холодном или нагретом состоянии металла. Термическая правка конструкций и изделий после сварки. Правка выполняется наплавкой валиков с обратной стороны шва или местным нагревом, производимым в особом для каждой конструкции порядке. Для получения сварных конструкций заданных проектных размеров необходимо давать припуски на усадку сварных швов. На один поперечный стыковой шов проката или листа толщиной 8 — 16 мм припуск должен составлять около 1мм .
Электросварка. В. П. Фоминых А. П. Яковлев
https://tehinfor.ru/s_14/svarka_29.html
Вопрос 26
Шлифовка
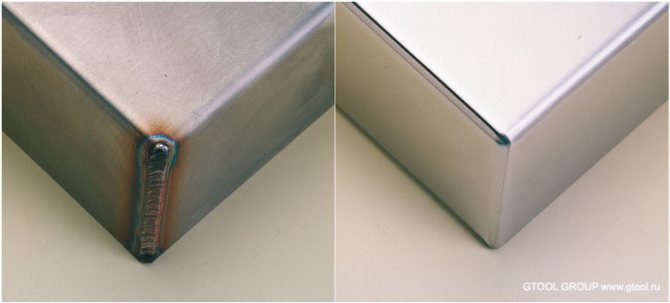
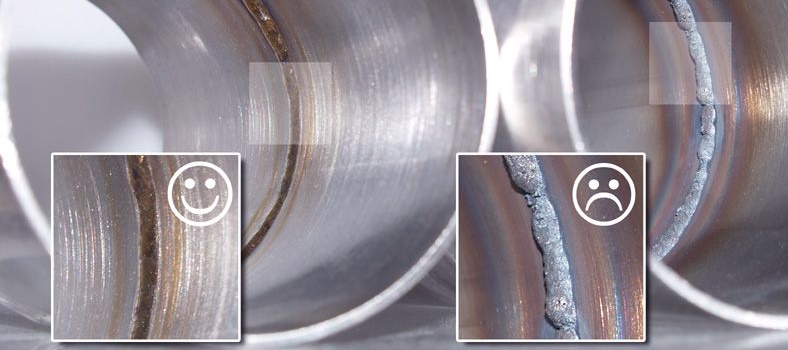
Шлифовка, она же полировка нержавейки после сварки — один из основных методов обработки шва. На картинке ниже вы можете видеть результат до и после шлифовки. Согласитесь, после шлифовки металл стал выглядеть гораздо привлекательнее. Он приобрел законченный вид, а его зеркальный блеск кажется чем-то само-собой разумеющимся. Помимо эстетических качеств полированная нержавейка становится прочнее и долговечнее, увеличивается ее срок службы.
Существует множество способов полировки: от классических до современных. Каждый имеет свои достоинства и недостатки. Какие-то позволяют получить лучшее качество, а какие-то ускоряют процесс. В рамках этой статьи мы не будем подробно разбирать каждый метод полировки, поскольку все они применимы в разных случаях. Расскажем лишь основы.
Вне зависимости от метода, который вы будете использовать, полировка — это всегда использование некого инструмента в связке со шлифовальным кругом, наждачной бумагой, шлифовальным диском или напильником. В качества инструмента может выступать шлифмашинка или ваши собственные руки. Со шлифмашинкой работать удобнее и быстрее, но для обработки в домашних условиях можно просто взять в руки наждачку и отполировать поверхность.
В любом случае полировка проводится в два прохода. При первом проходе выполняется так называемая грубая полировка, когда поверхность шва нужно сделать наиболее однородной и ровной. Если используете шлифмашинку, то наденьте на нее диск и тщательно отшлифуйте поверхность. Это общие рекомендации, далее мы более подробно разберем процесс шлифовки.
Особенности шлифовки
Давайте подробнее разберем, как проводится шлифовка швов, поскольку это довольно обширная тема, в ней есть свои нюансы. Для начала не забудьте о технике безопасности, наденьте защитную одежду, очки и маску, чтобы металлическая пыль не попала в глаза и дыхательные пути.
Также учтите, что шлифовка нужна не всегда. Если на поверхности металла есть видимые дефекты (например, царапины) или шов недостаточно эстетичный, тогда можно шлифовать. А если с виду все хорошо, то не нужно тратить время на дополнительную полировку.
Чтобы убрать глубокие царапины или любые другие подобные дефекты используйте шлифовальные головки с абразивными лентами. Ширина ленты подбирается исходя из площади металла, который нужно обработать. Чем больше деталь, тем шире лента.
Как мы говорили выше, сталь нужно шлифовать в несколько проходов. Два прохода — это минимум. Зачастую на крупном производстве со строгим контролем качества шлифуют и в четыре, и в пять заходов. В любом случае, вашу работу ускорят профессиональные инструменты и сноровка.
Теперь немного поговорим про абразивные ленты. У них может быть бумажная или тканевая основа, тканевая лучше. Зернистость может быть разной, здесь нет единой рекомендации, нужно учитывать особенности самого металла. Иногда есть необходимости в мокрой шлифовке, в таких случаях применяются водостойкие ленты.
Также для профессиональной шлифовки вам понадобится болгарка. С ее помощью вы удалите наплывы со сварного соединения, если это необходимо. Неплохо иметь под рукой столярный клей. Его можно нанести на поверхность шва и сверху пройтись абразивной лентой.

После этого нужно еще пару раз отшлифовать поверхность. И после каждой шлифовки обязательно очищайте поверхность металла от остатков клея и металлической пыли. В конечном итоге вы должны получить идеально ровную, блестящую поверхность. Постарайтесь, чтобы не оставалось никаких шероховатых участков.








Теперь можно нанести на металл полировочную пасту и пройтись мягким шлифовальным кругом. Круг может быть изготовлен из войлока, это один из лучших материалов для качественной полировки. Состав пасты не так важен. Если вы выполняете полировку впервые, то сгодится и недорогая паста. Кстати, полировочную пасту можно сделать своими руками. В интернете полно инструкций.
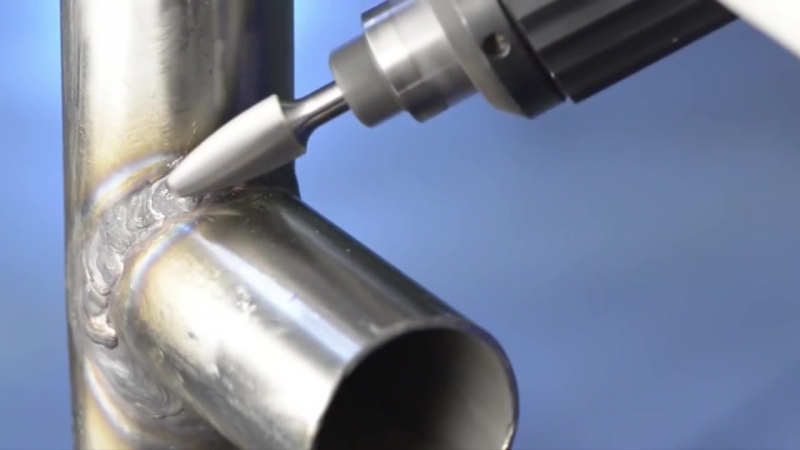
Механический способ обработки сварных швов
Убрать цветовые переходы и прочие визуальные дефекты можно при помощи войлочного круга для УШМ и пасты ГОИ. Причем болгарку лучше использовать с регулятором оборотов.
Cоветуем: Раскладной деревянный стол-лавка своими руками
Кстати, войлочный круг нужного диаметра можно сделать самостоятельно. Для этого можно пустить «в расход» старые валенки.

Наносим на войлочный круг пасту ГОИ и приступаем к полировке. Таким способом можно добиться очень хорошего результата.

Кстати, вместо войлочного круга можно также использовать круги скотч-брайт или полировальные муслиновые круги. Они позволяют добиться даже лучшего результата, чем с войлоком.

Термообработка
Термическая обработка металлов и сплавов — процесс тепловой обработки металлических изделий, целью которого является изменение структуры и свойств в заданном направлении. Несмотря на то, что закалка является одним из видов термообраоткиданный раздел посвящен реализациям таких технологических процессов как — отжиг, отпуск и дисперсионное твердение.
Довольно часто индукционное оборудование применяется для термообработки сварных соединений. Этот процесс включает в себя термическую подготовку деталей перед сваркой, термическую обработку в процессе сварки и термическую обработку уже готового сварного изделия. Термическая подготовка деталей необходима для улучшения свариваемости материала. Поэтому перед сваркой сталь подвергается отжигу или высокому отпуску, и подогреву. Так, сварку труб большого диаметра необходимо производить при температуре 110-120С. Выбор теплового режима сварки напрямую зависит от свариваемых материалов и сплавов, жесткости конструкции и состояния ее при сварке. Например, чем выше склонность стали к ее закатки и трещинам, тем больше должна быть температура подогрева.
Из-за неравномерного нагрева разных зон после завершения сварки свойства на сторонах шва могут быть неоднородными. Это происходит независимо от толщины сварочных элементов. В результате этого прочность, устойчивость к коррозии и температурная переносимость снижаются. А остаточные напряжения, которые остаются после кристаллизации шва, могут стать причиной разрыва соединения. Поэтому после сварки материалов применяют такую процедуру как термическая обработка.
Термообработка сварных соединений может использоваться в самых разных сферах: нефтеперерабатывающей, энергетической, химической. Она бывает местной, когда нагревается только шов, и полной, когда происходит нагревание всей конструкции. Местная обработка выполняется радиационным (электрическим или газовым источниками), индукционным, термохимическим и комбинированным способами. Полная термообработка трубопроводов может выполняться переносным индуктором с помощью токового напряжения.
Существует несколько видов термической обработки:
1. Нормализация; 2. Высокий отпуск; 3. Термический отдых; 4. Аустенизация; 5. Стабилизирующий отжиг; 6. «Улучшение» (комбинирование нормализации и высокого отпуска).
Нормализация — это термическая обработка, которая, в отличие от отжига, имеет более быстрое охлаждение изделий и обычно осуществляется на воздухе.
Высокий отпуск – это, пожалуй, самый распространённый способ, с помощью которого проводится термообработка сварных соединений, особенно в условиях монтажа. Она позволяет снизить уровень остаточных напряжений до 90% и заключается в выдержке шва под температурой 300-400 градусов на протяжении часа, последующем медленном охлаждении до 300 градусов, после чего можно закончить процедуру на открытом воздухе.
Аустенизация и стабилизирующий отжиг применяют для нержавеющих и хромоникелевых сталей. Термическая обработка труб способом аустенизации подразумевает сильный нагрев и охлаждение в естественных условиях.
Часто при монтаже паропроводов применяется, термообработка труб стабилизирующим отжигом подразумевает под собой нагрев металла до 970 градусов и его естественное охлаждение. Главное в этой процедуре то, что происходит оптимизация структуры шва, что в свою очередь резко снижает возможность образования трещин и коррозий. чаще всего для решения задачи — термообработки труб применяется индукционный нагрев.
Более подробная информация доступна в 3-ем издание П.М. Королькова, «Термическая обработка сварных соединений».
Термообработка сварных швов тонких труб перед гибкой, установка индукционного нагрева IHM 30-8-50
Решение для нагрева конструкций с целью снятия напряжений, в том числе перед правкой рам грузовых автомобилей, установка индукционного нагрева IHM 30-8-50
Групповая обработка сварных швов

Методы нагрева швов
Сварочные швы и соединения могут нагреваться несколькими способами. Среди наиболее распространенных можно выделить специальные гибкие нагревательные изделия, муфельные печи, индукционные и газопламенные приспособления.











Метод нагрева шва выбирается исходя из возможности установки дополнительного оборудования, доступа к трубам, диаметра детали и прочих субъективных факторов. Проще говоря, выбор метода нагрева не регламентируется нормами и правилами. Самое главное — нагревательные приспособления должны беспрепятственно монтироваться на деталь, весить немного и осуществлять равномерный нагрев, без перепадов температур. Такая обработка называется локальной или местной.
Локальная термообработка с помощью гибких нагревательных элементов — это самый простой и недорогой способ обработки шва. Ранее такие нагреватели выпускал завод «Минмонтажспецстрой», сейчас этим занимается «Корпорация Монтажспецстрой». Такие элементы легко подстраиваются под диаметр трубы и их монтаж не вызывает трудностей.
Также используются муфельные печи. Они вполне эффективны при работе с трубами небольшого диаметра. Но здесь есть один нюанс: чтобы прогрев был равномерным нужно устанавливать печь так, чтобы ее ось вращения не совпадала с геометрической осью.
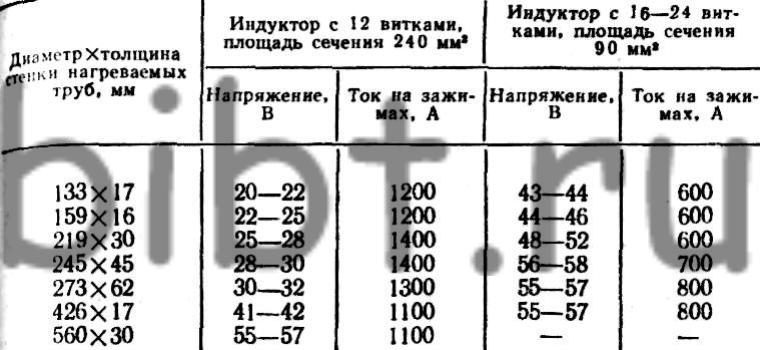
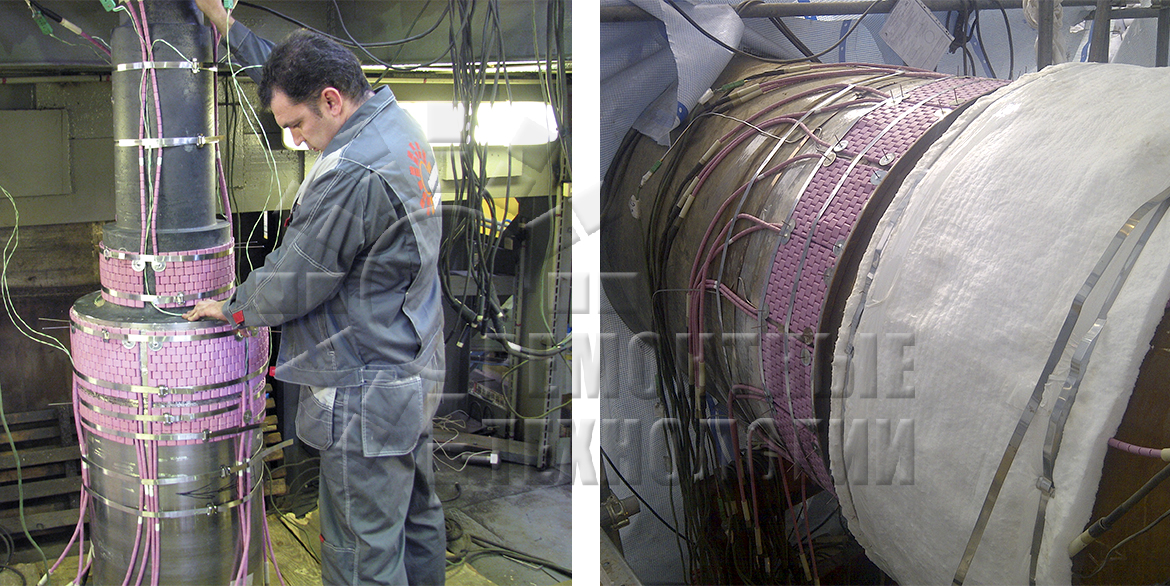
Индукционные приспособления также довольно распространены. Они недорогие и эффективные. Широко применяются при нагреве швов как раз на трубах. В качестве нагревательного элемента здесь выступают многожильные медные кабели, которые охлаждаются с помощью воздуха. При нагреве шва труб нужно оставить небольшой зазор между самой трубой и кабелями. Такая установка для термообработки сварных швов позволяет прогреть соединения равномерно и быстро. Ниже представлена таблица с характеристиками индукторов.
Газопламенный метод нагрева предполагает использование многопламенных газовых горелок. Принцип работы такой специальной горелки ничем не отличается от обычной бытовой зажигалки, разве что каналов выхода пламени в десять раз больше. Здесь пламя образуется при сгорании кислорода и горючего газа. Газопламенный метод хорош в труднодоступных местах, но может занимать больше времени.
Что и когда подвергается термической обработке
Нейтрализации остаточных явлений от электродуговой сварки необходимо подвергать все трубопроводы диаметром от 108 мм, имеющими стенку 10 мм и более. Для этого используют индукционный нагрев изделия током с частотой 50 Гц. Термообработка способна воздействовать на металл трубы со стенкой 45-60 мм, для чего применяют гибкие электронагревательные проволоки или муфельные печи. Если толщина стенки конструкции не более 25 мм, то можно использовать газопламенный способ нагрева. Во всех случаях важен фактор равномерности распределения температуры во все стороны от сварочного соединения.
Стыки, выполненные с применением труб из стали 12XIMФ и ее разновидности 15XIMIФ, имеющие толщину стенки магистрали 45 мм должны подвергаться термической обработке сразу после окончания сварочных работ. Охлаждение материала не должно допускаться до температуры 300 градусов. Стыки из аналогичных сталей на трубах с диаметром 600 мм, при стенке 25 мм, обрабатываются в этот же временной период. В случае невозможности выполнить процесс, соединение необходимо укрыть слоем теплоизоляции 15 мм, а при первой же возможности произвести обработку. Максимальный срок на проведение этих работ составляет трое суток.
Термообработке необходимо подвергать не только кольцевые швы на трубопроводе, но и вваренные отводы, краны, заглушки. Крепление под участок трубы, которое присоединялось посредством сварки, тоже необходимо обработать нагревом.
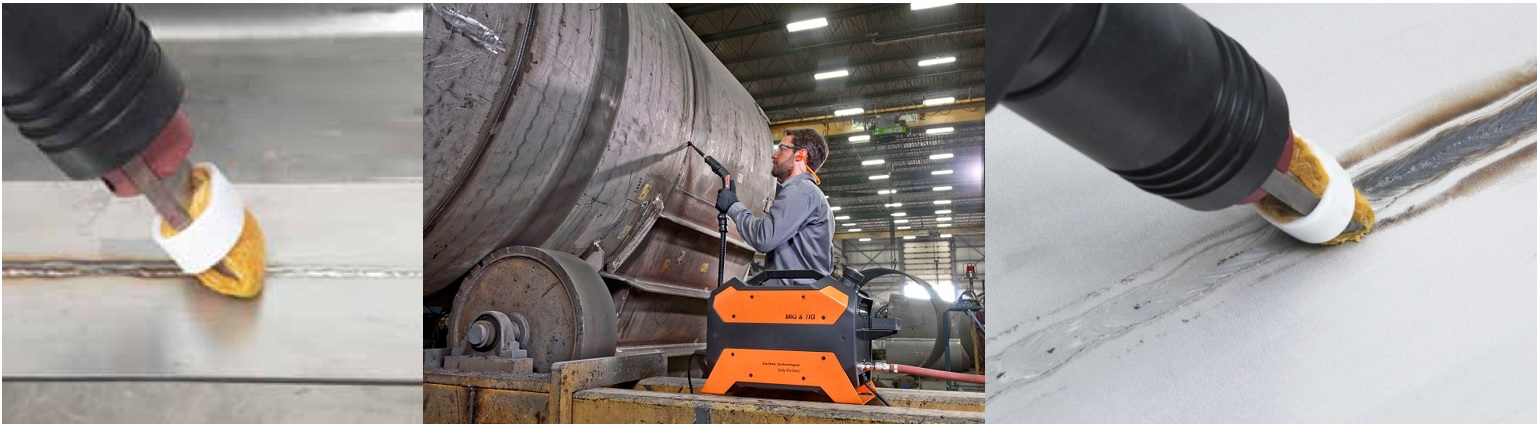
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
https://youtube.com/watch?v=mZnkrJ7_W_U
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
«Важно! При выборе шлифовального устройства необходимо в первую очередь исходить из показателей отдаваемой мощности, а уже затем обращать внимание на степень потребления». Пример:
Пример:
В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Это интересно: Применение жидкого стекла для разных типов поверхностей
Способы
Избавиться от сварочных швов на металле можно различными способами:
- термическая обработка;
- механическая обработка;
- химическая обработка.
Термическая обработка
Она используется в том случае, если необходимо зачищать остаточные напряжения во внутренней части. Данный тип обработки обязателен после сварки тонкостенных металлических конструкций. Чтобы произвести такую процедуру, следует слегка нагреть деталь, а затем охладить ее по заданному температурному графику.




Данный способ осуществляется в три этапа. На первом этапе нужно нагреть область вокруг сварочного шва, затем надо оставить элемент нагретым в течение небольшого времени, в конце все остужается. Такой способ позволяет восстановить свойства материала (пластичность и прочность), снять внутреннее напряжение и обеспечить долговечность сварки. Но при этом она имеет и ряд недостатков: необратимость (если вы не смогли провести обработку в соответствии с графиком температуры, то исправить брак будет почти невозможно), для такой процедуры требуется дорогостоящее профессиональное оборудование.
Термическая обработка позволяет бесшумно снять весь шлак со швов.

Механическая обработка
Этот способ позволяет убирать шлак, металлические «брызги» и окалины со сварочных швов посредством шлифовки. Для механического типа понадобится или проволочная прочная щетка, или специальный абразивный диск. На промышленных предприятиях такие элементы закрепляются в шлифовальных машинках (нередко в бытовых условиях такой аппарат называют болгаркой). Перед обработкой стоит подобрать подходящий круг.
Оптимальным вариантом для сварочных швов на нержавеющей стали будет цирконат алюминия, так как он не оказывает на такие изделия коррозийных воздействий. Также часто используются особые лепестковые абразивные насадки. Последние должны иметь лепестки, созданные на тканевой основе. Они считаются наиболее надежными по сравнению с остальными разновидностями. Элементы с лепестками на тканевой основе и с нанесением из цирконата алюминия обладают относительно высокой стоимостью, но и очистка посредством их отличается особым уровнем качества.
Самым простым и дешевым вариантом станут насадки на бумажной основе. Чаще всего их делают с напылением из оксида алюминия. Но уровень цены будет полностью соответствовать и уровню качества шлифовки швов. Помните, что подобные насадки следует подбирать с учетом типа работы. Если вам нужно зачистить швы в труднодоступных местах в угловых сложных металлических конструкций, то тогда размер абразивного элемента насадки лучше взять небольшого размера.
Для запиловки самого верхнего наиболее грубого слоя с окалинами и шлаком допустимо использовать насадку самого большого размера. В данном случае она не сможет повредить сам материал.

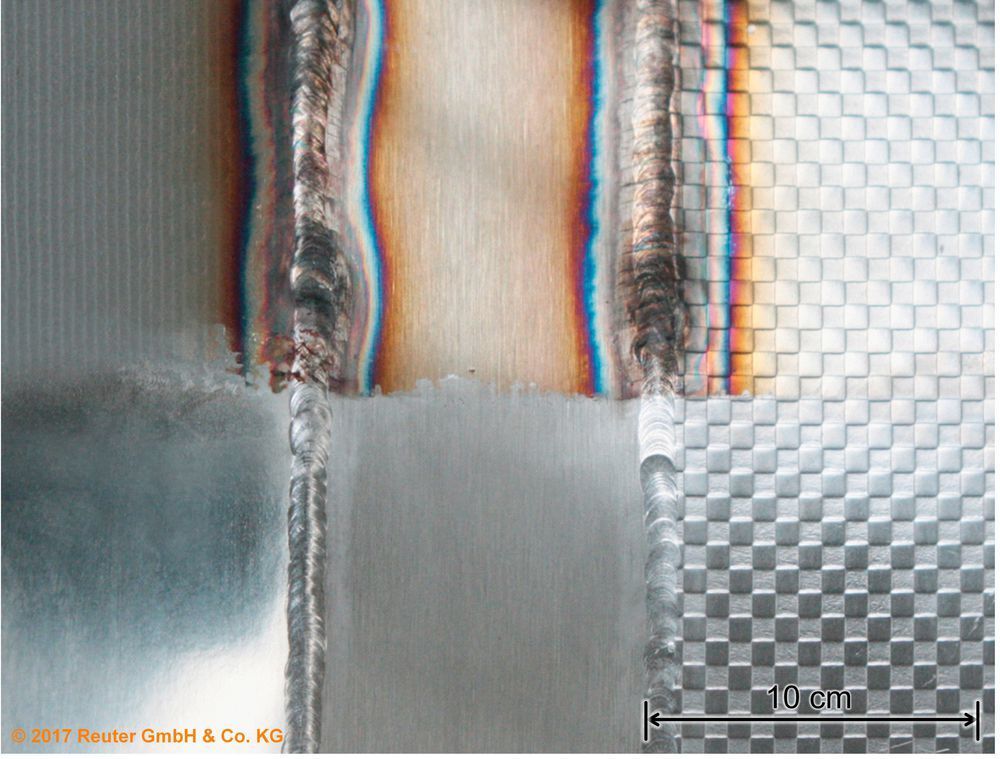
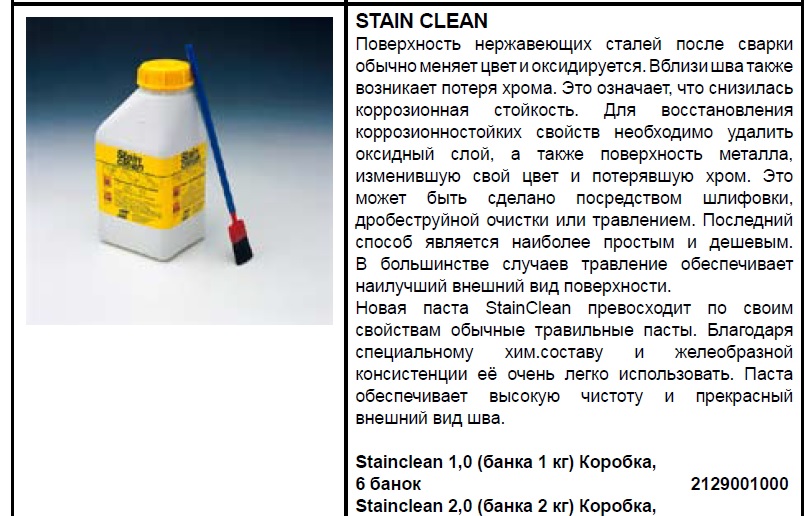
Химическая обработка
Самый лучший результат можно достичь, совместив механическую и химическую обработку швов. Последняя может производиться посредством травления или пассивации. Такой тип удобен для зачистки углом. Травление чаще всего выступает в качестве подготовительного этапа перед механической обработкой. Оно должно выполняться с использованием специальных химических веществ. Они позволят создать надежное покрытие, стойкое к образованию коррозии.
Кроме того, эта процедура дает возможность удалять места, где скапливается окисленный хром или никель. Если их своевременно не удалить, они могут быть поражены коррозией. Если сварочные швы небольшие, то тогда можно просто нанести на их поверхность химический состав. Иногда деталь полностью окунают в вещество. После травления следует выполнить пассивацию, которая позволит придать металлу дополнительную прочность. Пассивация представляет собой обработку детали специальным раствором, который позволяет формировать на поверхности изделия защитную пленку, не дающую образовываться коррозийному слою.
После проведения химической обработки обязательно нужно смыть все остатки растворов водой
При этом сточную воду нужно утилизировать максимально осторожно. Ведь жидкость будет содержать в себе большое количество вредных тяжелых металлов и кислот
Их можно немного нейтрализовать с помощью щелочей.

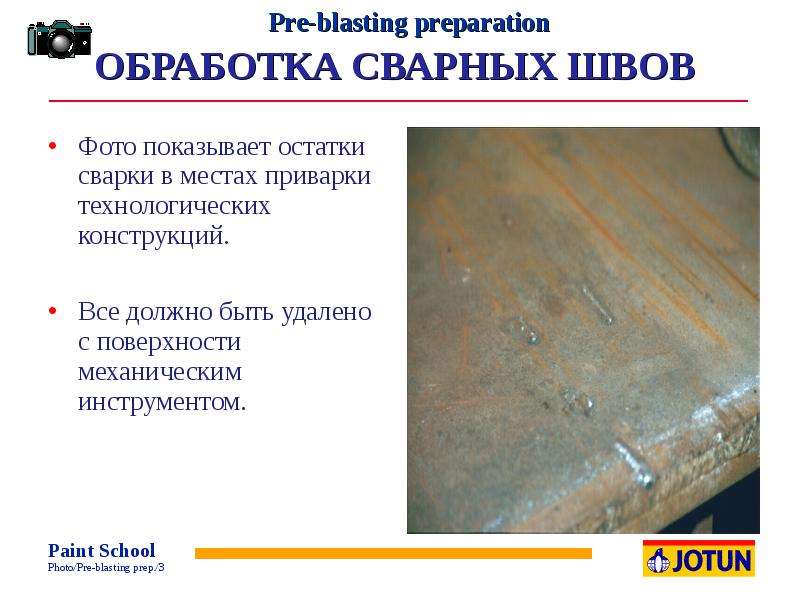
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.







Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Пассивация.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.








Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Критерии выбора шовного герметика
Для авто создаются разнообразные типы герметиков: для кузова, мест соединения труб, люков. Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки. Самыми эффективными считаются профессиональные типы, которые реализуются в больших объемах, и их целесообразно брать для автомастерских, когда ведется много подобной работы.
Для самостоятельной разовой обработки сварочных швов целесообразно приобретать небольшие тубы по 40-200 грамм. Если берется подобный тип, то желательно оставлять выбор на тубе из алюминия, тара позволяет сохранить технические характеристик без изменения весь срок годности.
Вариант в пластике дешевле, тогда использовать следует герметик, если его срок годности длится еще не меньше полугода.
Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки.





