
Для изготовления отрезного станка, понадобятся материалы:
- профильная труба 40 х 20 мм – 0,32 м;
- профильная труба 20 х 20 мм – 1,38 м;
- профильная труба 15 х 15 мм – 0,34 м;
- полоса 40 мм – 0,14 м;
- полоса 20 мм – 0,16 м;
- подшипники 100-я серия – 16 шт.;
- болты М10 под шестигранник 75 мм – 8 шт;
- гайки М10 – 12 шт;
- шайбы 10 мм – 32 шт;
- длинные гайки М12 – 3 шт.;
- длинная гайка М10;
- болт М12 с полной резьбой 200 мм;
- болты М10 40 мм – 2 шт.;
- болт под шестигранник с полной резьбой 70 мм;
- заглушки для профиля 20 х 20 мм – 6 шт;
- заглушки для профиля 40 х 20 мм – 1 шт;
- профильная труба 50 х 50 мм, для направляющей – 2 м или более.
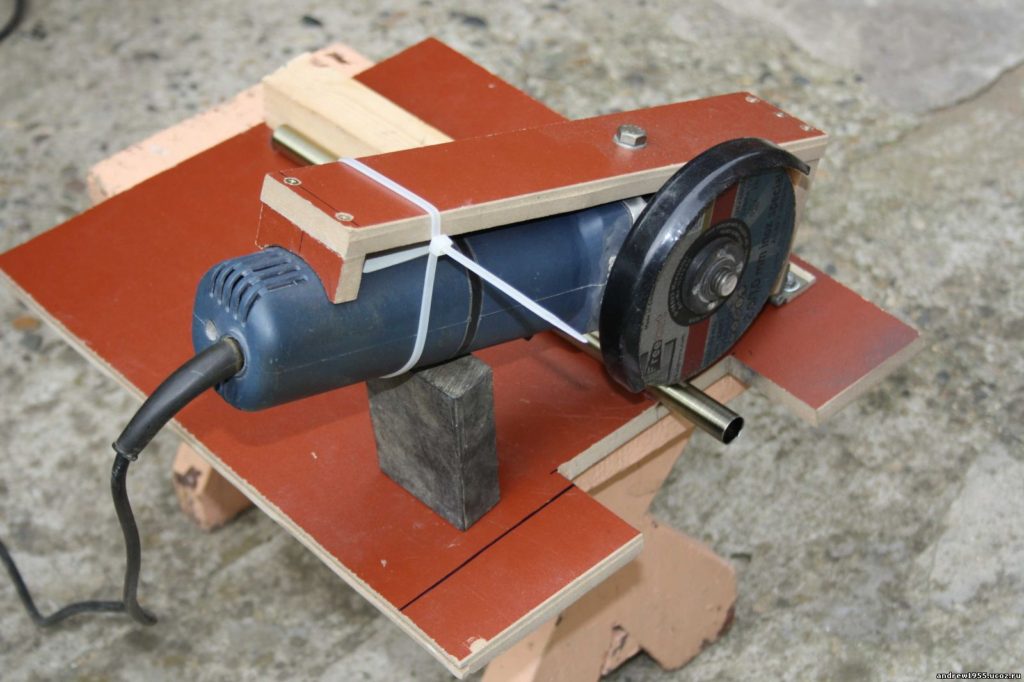
Далее на фото, показан процесс изготовления самоделки.
Первым делом, изготовим роликовую каретку для линейной направляющей. В качестве ее основы будет применяться профильная труба с сечением 20 х 20 мм. Потребуются 4 заготовки длиной по 300 мм.
Затем, в заготовках, нужно просверлить сквозные отверстия для будущего соединения деталей. Их центры располагаются за 25 мм от каждого края профильных труб. Потребуется сверло с диаметром 11 мм.
Переворачиваем просветленный профиль на другой бок, и отступив уже 50 мм,сверлим аналогичные сквозные отверстия с каждой стороны. Чтобы спрятать применяемые в дальнейшем при сборке каретки болты сквозные отверстия в заготовках нужно доделать. Для этого одну стенку каждого профиля требуется рассверлить, применяя сверло с диаметром 17 мм. Так дорабатываются все 16 отверстий, примыкающие к ним остальные 16 остаются нетронутыми.
Изготовим плечо для крепления болгарки, отрезаем профиль 40 х 20 мм, длиной 300 мм.
Также потребуется сделать узел для регулировки глубины прохождения при распиле. Он изготовляется из профильной трубы 20 х 20 мм, длиной 160 мм. Его торцы срезаются под углом 45 градусов. Из профильной трубы сечением 15 х 15 мм нужно нарезать небольшие проставки длиной по 40 мм. Всего потребуется 8 шт.
Собираем конструкцию. В качестве соединяющей петли будет применяться болт М12 со сплошной резьбой длиной 200 мм. На него накручиваются 3 длинные гайки М12. Закрепив болты с гайками струбцинами к столу нужно приложить заготовки из пары профилей 20х20 мм, и одного 40 х 20 мм. Трубы нужно приварить к гайкам.
Затем, из полосы шириной 40 мм нужно вырезать 2 заготовки длиной по 50 мм. По центу ближе к краям сверлим по отверстию сверлом 11 мм.
Эти пластины, послужат креплением болгарки в штатные отверстия, применяемые для крепления ручки. В некоторых инструментах данные отверстия могут быть изготовлены под болты М8, что нужно будет учесть. Для надежности прижимные болты М10 40 мм нужно оснастить гайками. Болты вкручиваются в редуктор сквозь пластины и поджимаются гайками.
Теперь, немного отступив от крепления пластин уваривается ранее сделанная заготовка из профиля 20х20 длиной 160 мм. На ее свободный торец варится заглушка из той же полосы, что и крепление для болгарки. На выступающем ухе пластины сверлится отверстие, и на него наваривается гайка М10. Для усиления конструкции дополнительно на бок профиля нужно приварить стальную полосу длиной 160 мм, также спиленную под 45 градусов.
После покраски деталей, собираем каретку. Для этого потребуются винты М10 под шестигранник длиной 75 мм. Нужно стянуть заготовки профильных труб 20 х 20 мм между собой. При этом между ними набирается пирог: шайба, подшипник, шайба, проставка, шайба, подшипник, шайба. Повторив так еще 7 раз, в результате получается готовая каретка.








Собираем крепление для болгарки.
На столе, устанавливаем направляющую и роликовую каретку. Ее высота регулируется подкладкой деревянных брусочков. Инструмент крепится по кромке стола. Заготовки для распила прижимаются парой слесарных струбцин. Для удобства можно проводить раскрой в несколько проходов, каждый раз добавляя глубину запила.
Самодельный отрезной станок из болгарки, готов к работе.
Станок делает ровные и точные пропилы.
В результате, получился удобный отрезной станок по металлу.
Также рекомендуем посмотреть видео, где показан процесс изготовления отрезного станка из болгарки и его испытания.










Как сделать орбитальный шлифовальный станочек на основе болгарки
Здравствуйте, уважаемые читатели и самоделкины! Одним из важных процессов при изготовлении различных самоделок является шлифовка. Для быстрой обработки деталей применяются различные станки, в том числе и орбитальный.
В данной статье автор YouTube канала «Мастер Класс 61» расскажет Вам, как можно сделать простейший орбитальный шлифовальный станок, сердцем которого послужит обычная болгарка (желательно, с регулировкой оборотов).

Этот проект достаточно прост в изготовлении, и может быть повторен с помощью минимального набора инструментов.
Инструменты , использованные автором. — Шуруповерт — Самоцентрирующиеся сверла — Сверла по дереву с зенковкой — F-струбцины — Защитные очки из поликарбоната — Болгарка — Дисковая шлифовальная насадка — Мини-сверлильный станок — Циркулярная пила, торцовочная пила — Отвертка с набором бит, рожковые гаечные ключи — Рулетка, комбинированная линейка 3 в 1, карандаш.
Материалы , необходимые для самоделки. — Толстая 25-мм листовая фанера — Монтажные стальные уголки, болты М8, шайбы, саморезы по дереву с пресс-шайбой — Набор шлифовальных дисков с липучкой. Процесс изготовления. Первым делом автор вырезает основание для станка из толстой фанеры (20-25 мм). Также для этого вполне подойдет кусок ДСП, или широкая доска.

Опорный стол для деталей делается из того же материала, при этом его глубина составляет 100 мм.

Затем с обычной «125-й» болгарки снимается защитный кожух и дополнительная рукоятка.

В качестве держателей послужат вот такие монтажные стальные уголки. Они прикручиваются к болгарке болтами М8 с двух сторон корпуса редуктора. Для этого идеально подходят заводские отверстия для рукоятки.

Теперь вся конструкция прикручивается к основанию. Автор подготовил пилотные отверстия, используя самоцентрирующееся сверло, и прикрутил полки уголков саморезами с пресс-шайбой.

Теперь столик прикручивается к подставкам. Его верхняя часть должна находиться на уровне вала болгарки.

Столик прижимается к основанию струбциной, и прикручивается к нему саморезами с нижней стороны.

При работе с похожими станками следует всегда использовать защитные очки, и другие средства индивидуальной защиты. Соблюдайте технику безопасности!
На таком станке удобно обрабатывать углы деталей, выравнивать плоскости, и закруглять грани. При желании можно сделать столик с регулируемым углом наклона.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Для изготовления отрезного станка, понадобятся материалы:
- профильная труба 40 х 20 мм – 0,32 м;
- профильная труба 20 х 20 мм – 1,38 м;
- профильная труба 15 х 15 мм – 0,34 м;
- полоса 40 мм – 0,14 м;
- полоса 20 мм – 0,16 м;
- подшипники 100-я серия – 16 шт.;
- болты М10 под шестигранник 75 мм – 8 шт;
- гайки М10 – 12 шт;
- шайбы 10 мм – 32 шт;
- длинные гайки М12 – 3 шт.;
- длинная гайка М10;
- болт М12 с полной резьбой 200 мм;
- болты М10 40 мм – 2 шт.;
- болт под шестигранник с полной резьбой 70 мм;
- заглушки для профиля 20 х 20 мм – 6 шт;
- заглушки для профиля 40 х 20 мм – 1 шт;
- профильная труба 50 х 50 мм, для направляющей – 2 м или более.
Далее на фото, показан процесс изготовления самоделки.
Первым делом, изготовим роликовую каретку для линейной направляющей. В качестве ее основы будет применяться профильная труба с сечением 20 х 20 мм. Потребуются 4 заготовки длиной по 300 мм.
Затем, в заготовках, нужно просверлить сквозные отверстия для будущего соединения деталей. Их центры располагаются за 25 мм от каждого края профильных труб. Потребуется сверло с диаметром 11 мм.
Переворачиваем просветленный профиль на другой бок, и отступив уже 50 мм,сверлим аналогичные сквозные отверстия с каждой стороны. Чтобы спрятать применяемые в дальнейшем при сборке каретки болты сквозные отверстия в заготовках нужно доделать. Для этого одну стенку каждого профиля требуется рассверлить, применяя сверло с диаметром 17 мм. Так дорабатываются все 16 отверстий, примыкающие к ним остальные 16 остаются нетронутыми.










Изготовим плечо для крепления болгарки, отрезаем профиль 40 х 20 мм, длиной 300 мм.
Также потребуется сделать узел для регулировки глубины прохождения при распиле. Он изготовляется из профильной трубы 20 х 20 мм, длиной 160 мм. Его торцы срезаются под углом 45 градусов. Из профильной трубы сечением 15 х 15 мм нужно нарезать небольшие проставки длиной по 40 мм. Всего потребуется 8 шт.
Собираем конструкцию. В качестве соединяющей петли будет применяться болт М12 со сплошной резьбой длиной 200 мм. На него накручиваются 3 длинные гайки М12. Закрепив болты с гайками струбцинами к столу нужно приложить заготовки из пары профилей 20х20 мм, и одного 40 х 20 мм. Трубы нужно приварить к гайкам.
Затем, из полосы шириной 40 мм нужно вырезать 2 заготовки длиной по 50 мм. По центу ближе к краям сверлим по отверстию сверлом 11 мм.
Эти пластины, послужат креплением болгарки в штатные отверстия, применяемые для крепления ручки. В некоторых инструментах данные отверстия могут быть изготовлены под болты М8, что нужно будет учесть. Для надежности прижимные болты М10 40 мм нужно оснастить гайками. Болты вкручиваются в редуктор сквозь пластины и поджимаются гайками.
Теперь, немного отступив от крепления пластин уваривается ранее сделанная заготовка из профиля 20х20 длиной 160 мм. На ее свободный торец варится заглушка из той же полосы, что и крепление для болгарки. На выступающем ухе пластины сверлится отверстие, и на него наваривается гайка М10. Для усиления конструкции дополнительно на бок профиля нужно приварить стальную полосу длиной 160 мм, также спиленную под 45 градусов.
После покраски деталей, собираем каретку. Для этого потребуются винты М10 под шестигранник длиной 75 мм. Нужно стянуть заготовки профильных труб 20 х 20 мм между собой. При этом между ними набирается пирог: шайба, подшипник, шайба, проставка, шайба, подшипник, шайба. Повторив так еще 7 раз, в результате получается готовая каретка.
Собираем крепление для болгарки.
На столе, устанавливаем направляющую и роликовую каретку. Ее высота регулируется подкладкой деревянных брусочков. Инструмент крепится по кромке стола. Заготовки для распила прижимаются парой слесарных струбцин. Для удобства можно проводить раскрой в несколько проходов, каждый раз добавляя глубину запила.
Самодельный отрезной станок из болгарки, готов к работе.
Станок делает ровные и точные пропилы.
В результате, получился удобный отрезной станок по металлу.
Порядок действий при самостоятельном изготовлении станка
Собрать качественный станок своими руками получится, только изучив каждый из ключевых элементов по отдельности.
Двигатель
Мощность электродвигателя зависит от того, насколько твердый вид металла будет обрабатываться, как часто будет использоваться самодельная машина. Оптимальный диапазон мощностей – от 1,5 до 3 кВт. Количество оборотов должно быть не менее 2500 за минуту. Нельзя забывать про требуемую силу тока. Для домашней мастерской лучшим вариантом подключения будет общая сеть 220 вольт. Желательно выбирать двигатель с возможности изменения количества оборотов.
Отдельно нужно поговорить про диаметр отрезных дисков. Оптимальные размеры от 300 до 400 мм. Чем больше диск по размеру, тем больше оборотов он требует для качественной обработки. Однако, на любом расходнике указывается максимальное количество вращений за минуту, которые допустимы во время разрезания. Чаще всего максимум находится на показателе 4400 оборотов за минуту.
Привод
Чтобы сделать привод, нужно использовать ременную передачу. Для ее изготовления необходимо найти два шкива, которые будут равны по диаметру. Один шкив закрепить на валу от электродвигателя. Второй устанавливается на приводном валу абразивного диска. Далее вал оснастки закрепляется на двух подшипниках. Двигатель должен быть установлен с тыльной стороны готового маятника. Для этого используются 4 болта. Крепежные элементы должны устанавливаться в прорезях, с помощью которых двигатель можно будет смещать, на 5 сантиметров. Это позволит выбирать оптимальное натяжение ремня. С передвигающимся двигателем на самодельном станке проще менять расходники, ремни.
Консоль маятник
Консоль является ключевой частью оборудования, от сборки которой зависит точность резов. Для основания маятника понадобится две втулки, которые требуется изготовить из металлического квадрата размерами 4х4 см. Их высота не должна превышать 10 см. В стойках нужно проделать отверстия, которые нужно для закрепления вала-втулки. Далее к нему приваривается коромысло. Устанавливается поверхность для закрепления электродвигателя. Рычаг для опускания диска к заготовке высчитывается зависимо от желания человека.
Рабочий стол
Принципы изготовления рабочего стола:
- Сделать разрез, через которые будет проходить диск во время разрезания металлических заготовок.
- Размеры выбираются зависимо от того, какой ход у маятника, диаметра оснастки.
- Дополнительно можно соорудить механизм протяжки.
- Установить боковой прижим, чтобы можно было зажимать заготовки во время разрезания.
Оптимальная толщина листа металла под рабочий стол — около 4 мм.
Самодельный рабочий стол
Это интересно: Как сделать фуганок из электрорубанка своими руками: выкладываем по порядку
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).








Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию
Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин. (смотря по модели), а затем – вынужденный техпростой для остывания инструмента
Но для эпизодического использования УШМ имеет ряд преимуществ:
(смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин–1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин–1), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Модели станков для резки металла
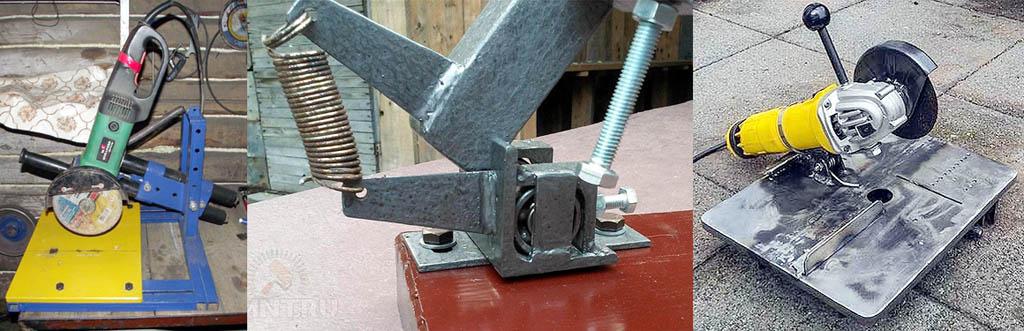
Продаваемое оборудование оснащается поворотной столешницей для резки под разными углами. Самоделки изготавливаются в двух вариантах: поворотными под углом 45° и неповоротными. Для каждого варианта в интернете можно найти чертежи отрезного станка из болгарки своими руками с полной деталировкой.
Поворотное устройство
Для изготовления в таком варианте станка понадобится:
- УШМ;
- стальной уголок на 50 и на 40;
- труба для водопровода с условным проходом Ду32 и 25;
- труба профильная 15х15, 20х20; 25х25;
- стальной лист толщиной 4 мм;
- закрытые или полузакрытые радиальные подшипники 202 — 2 штуки, упорный подшипник 8102;
- шпилька М14;
- метизы М6, М8 и М14;
- дверная пружина;
- жесть или оцинковка.
Порядок изготовления:
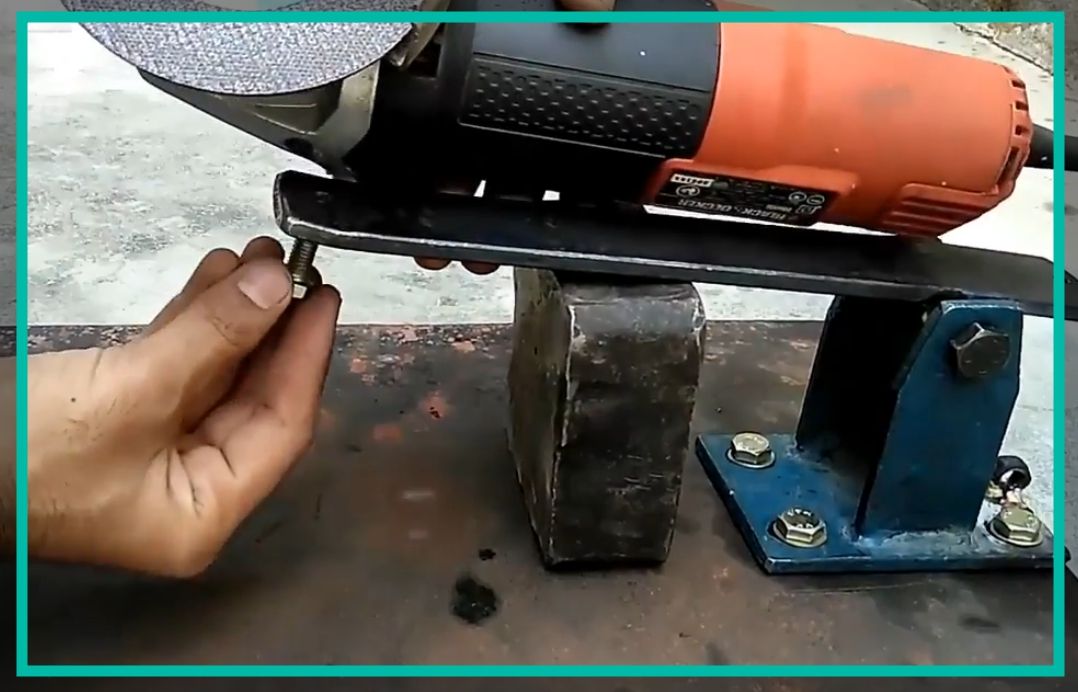
- Отрезать от 50-го уголка два куска.
- Просверлить в них отверстия. Диаметр отверстий 14 мм .
- Получившиеся детали прикрепить к болгарке болтами к местам крепления рукояток.
- В таком положении сваркой в двух местах прихватить уголки. После чего, открутив от болгарки, окончательно проварить.
- Для изготовления каретки необходимо от трубы Ду32 отрезать кусок.
- Из трубы Ду25 отрезать заготовку, меньшую по длине на высоту двух подшипников.
- Впрессовать один 202 подшипник в трубу Ду32.
- Вложить в нее отрезок Ду25.
- Забить второй подшипник.
- Сваренные уголки и каретку соединить шпилькой М14.
- Стойки для надежности изготавливаются из 50-го уголка. Для получения одинакового размера обоих деталей их необходимо стянуть струбцинами. В данном состоянии следует просверлить отверстия.
- Стойки прикручиваются к каретке.
- Из профильной трубы 20х20 вырезать две тяги оптимальной длины и ручку.
- Для основания достаточно листа в 4 мм и размером 600х600 мм.
- Сварить конструкцию.
- Прорезать в листе паз для выхода круга.
- Закрепить возвратную пружину.
- Зажим в виде тисков можно изготовить из шпильки куска трубы 20х20 и гаек. Гайки привариваются к основанию. Шпилька, вращаясь, перемещает трубу вперед, осуществляя зажим.
- Для удобства вращения можно сделать маховичок, приварив длинный болт.
- Кожух изготавливается по шаблону. Две зеркальные выкройки.
- Каркас нарезается из уголка, к которому винтами М6 закрепляются выкройки.
- Кожух закрепляется на штатные отверстия.
- Для крепления на верстаке в основании сверлятся два отверстия под болты М8.
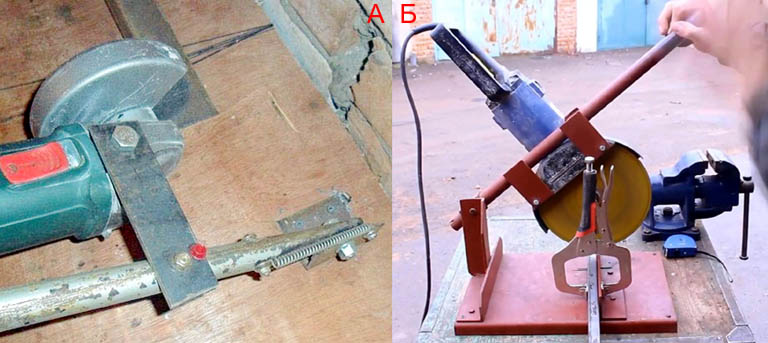
Вариант неповоротный
В отличие от первой модели, данная конструкция более сложная в техническом плане. Она имеет регулирование вылета ушм. Такую возможность она получила из-за использования автомобильных стоек машины.
Ввиду тонкого каркаса стоек необходимы кронштейны, в которые вставляются амортизаторы. Диаметр трубы подбирается под конкретные амортизаторы. Станина для болгарки своими руками, чертежи которой представлены, изготавливается из уголка. Остальные заготовки изготавливаются согласно чертежам.
Сварку конструкции следует производить полуавтоматом. Высота шва при этом минимальна, и нет необходимости в дальнейшей зачистке. Для облегчения хода механизм собирается на подшипниках. При этом исключается люфт и заклинивание. Высоту подъема болгарки ограничивает поперечина и шпилька. Откручивая гайку, амортизаторы поднимают механизм кверху. Это обеспечивает использование ушм разных моделей.
Для пиления труб под углом конструкция оборудуется поворотным столом. Жесткое крепление трубореза обеспечивает точный рез, а необходимый угол обеспечивает поворотный механизм, который требуется закрепить в нужном положении.
Необходимые инструменты и материалы
Приступая к изготовлению отрезного станка, следует понимать, что точность его работы напрямую связана с устойчивостью конструкции. Поэтому выбор материала определённой толщины продиктован не столько требованиями к прочности корпуса, сколько необходимостью в его жёсткости.
Прежде чем приступить к работе, надо приготовить:
- трубу профильную «квадрат» (25х25х2,5 мм);
- трубу профильную «прямоугольник» (40х20х2,5 мм);
- лист металлический толщиной 4–5 мм;
- подшипники шариковые № 202, 203 или 204 – 2 шт.;
- пруток калиброванный с толщиной, которая равна диаметру отверстия внутренней обоймы подшипника (до 100 мм);
- пруток диаметром 8–10 мм;
- шину металлическую (20х4 мм);
- болты и гайки c резьбой M8 или M.
Из инструментов понадобятся:
- угловая шлифмашина;
- дрель или сверлильный станок, набор свёрл;
- набор плашек для нарезания метрической резьбы;
- ключи рожковые;
- сварочный аппарат.
Для изготовления станка лучше выбрать болгарку известного производителя
Основным узлом отрезного станка является угловая шлифмашина. Не рекомендуется использовать «малую» болгарку, рассчитанную на отрезные диски диаметром до 125 мм с мощностью до 500–600 Вт. Помните, что чем больше диаметр режущего круга, тем универсальнее и надёжнее будет станок.










Тщательность выбора электроинструмента обусловлена ещё и большим разнообразием конструкций болгарок, присутствующих на рынке. Поскольку подобное оборудование не унифицировано, то отрезной станок строится под определённую модель и размер УШМ. Если оборудование будет ненадёжным, то при выходе из строя будет сложно установить другую болгарку на его место без необходимости переделки креплений и маятника. Вот почему лучше выбирать продукцию от проверенных производителей — Makita, Bosch и так далее.
Область применения отрезных станков
Отрезные дисковые станки широко используются в металлообработке, машиностроении, на предприятиях деревообрабатывающей и мебельной промышленности. Агрегаты нашли своё применение и в домашнем хозяйстве: они используются в качестве удобного инструмента для выполнения различных работ в мастерской и гараже. Отрезной станок удобно использовать для решения целого ряда задач:
- разделение металлопрофиля на отрезки необходимой длины;
- раскрой листового металла;
- получение большого количества однотипных заготовок в короткие сроки;
- резка керамической плитки;
- разрезание деталей под любым углом, получение пропилов необходимой длины, глубины и так далее.
С помощью самодельного отрезного станка можно решить широкий круг задач
Благодаря относительно низкой стоимости, универсальные агрегаты имеют быструю самоокупаемость, поэтому их выгодно использовать на небольших производствах и в маленьких цехах.
В домашнем хозяйстве отрезной станок используется нерегулярно, поэтому покупка инструмента заводского изготовления нерациональна. Лучше смастерить специальную станину для угловой шлифмашины. Это увеличит универсальность болгарки, превратив её в малогабаритный отрезной станок.





