
Отрезные диски
Отрезные диски наиболее часто используются при работе с болгаркой. Различают следующие насадки по назначению:
Для металла. Такие отрезные круги изготавливают из электрокорунда или кристаллического корунда. При этом часто применяется бакелитовая связка внутри изделия. В зависимости от толщины и размера, диск может резать металлический профиль, нержавейку, трубы отопления и т.д. GRAFF GADM 115 10 является одним из представителей недорогих дисков по металлу.
Для камня и бетона. Круги для резки камня и бетона изготавливаются из карбида кремния
Обратите внимание, что диск предназначен для относительно «нетвердых» материалов, таких как белый кирпич и шифер (для более твердых понадобится алмазный круг)

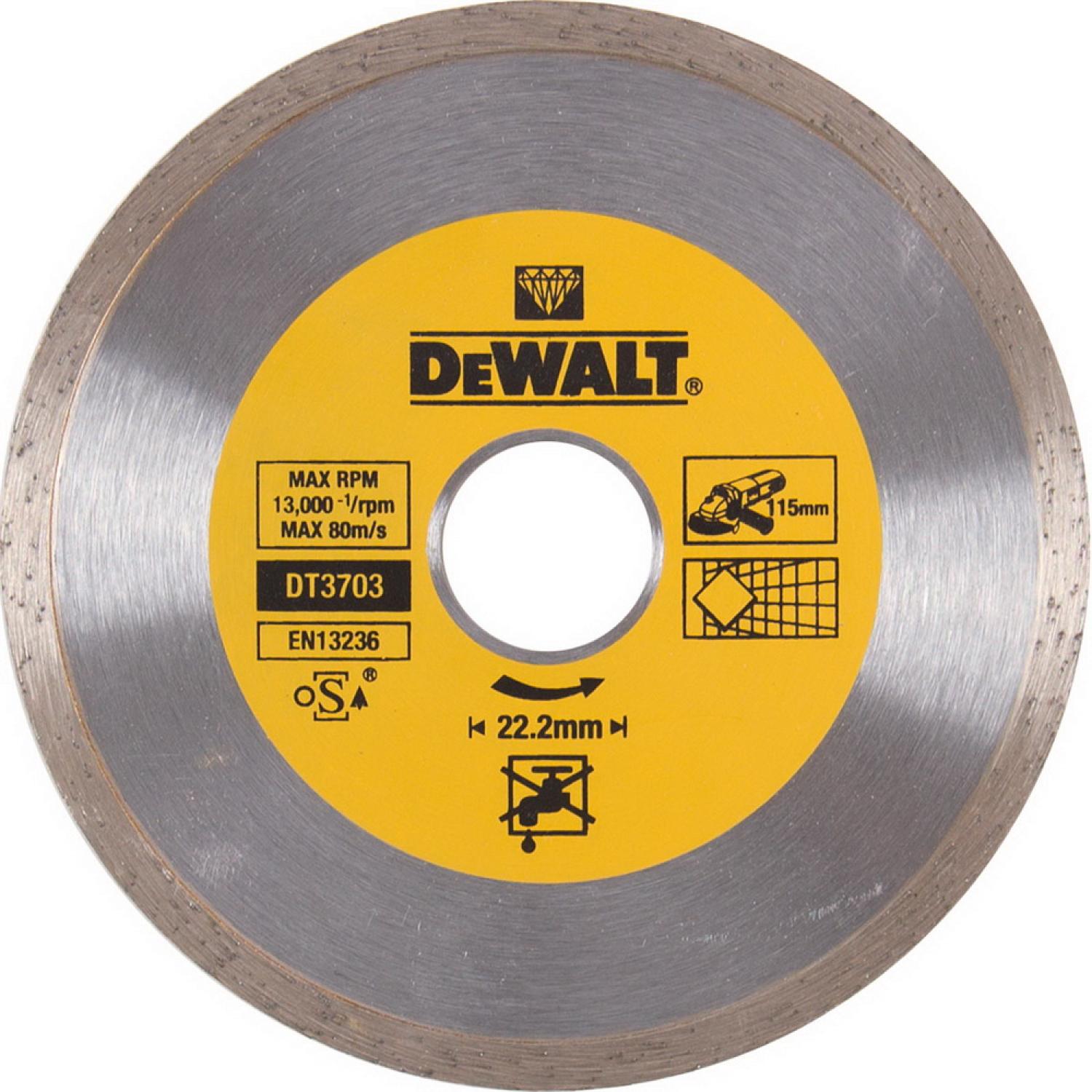
Для керамической плитки и бетона. Эта насадка предназначена для распила брусчатки, керамической плитки, красного кирпича, прорезки полос под штробление и т.д. Сам по себе диск изготавливается из металла с нанесением алмазной крошки на режущую кромку. Существуют сплошные цельнометаллические и сегментированные диски. Первые предназначены для мокрой резки (охлаждение водой), так как в процессе сильно нагреваются. Сегментированные же удобны для сухой резки, и именно они наиболее популярны среди алмазных дисков. Вот, например, качественный долговечный сегментированный диск Makita B-28086 для резки бетонных и каменных изделий.
Для дерева. Диски для обработки деревянных конструкций бывают твердосплавными из карбида вольфрама или металлическими с абразивным напылением. Первые предназначены для распила твердой и мягкой древесины, гипсокартона, газосиликата и МДФ. Второй может резать также металл и даже древесину с гвоздями (но это нужно проверять опытным путем). Зубр Профессионал 36859-125 как раз-таки является таким представителем «гвоздопила».
Универсальные. Эти насадки могут резать практически все типы материалов (для дерева лучше взять насадку прямого назначения). В частности, их удобно использовать, когда за один рабочий день приходится резать разные материалы, а на смену насадки не хочется тратить время. Универсальные модели режут даже армированный бетон. Однако зачастую они довольно дорогие, и порой выгоднее купить два диска под разные типы обрабатываемых материалов. Из хороших универсальных кругов можем посоветовать Росомаха 100125, который подходит, как для мокрой, так и для сухой резки.
Стандартные размеры дисков
| Наружный диаметр, см | Толщина, мм | Диаметр посадочного отверстия, см |
| 11,5 | 1; 1.6; 2; 2.5; 3; 3.2 | 2.2; |
| 12,5 | 0.8; 1; 1.25; 1.6; 2; 2.5 | |
| 15 | 3 и 3.2 | 1.32; 2.223 |
| 18 | 1; 1.25; 1.6; 2; 2.5; 3 | |
| 23 | 1.6; 2; 2.5;3; 3.2; 4 | 2.223; 3.2 |
Размеры нестандартных кругов могут отличаться от того, что указано в таблице, если они сделаны по техническим условиях предприятия-изготовителя.
Отрезные диски
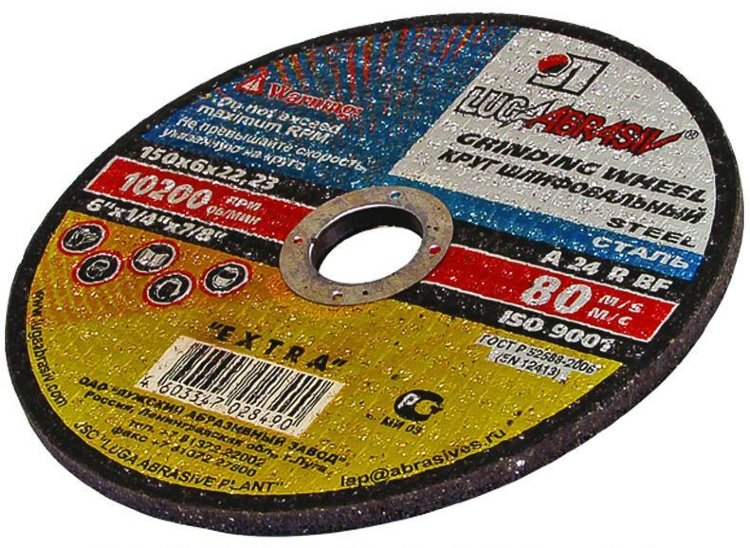
Отрезные диски, или как их еще называют, абразивные диски для угловых шлифовальных машин применяются чаше всего. В качестве абразивных зерен применяется карбид или электрокорунд кремния с разным размером и твердостью.
Выпускаются также насадки на бакелитовой (с элементами упрочнения и без них) и вулканитовой связке с утопленным центром и плоские круги. последний вид изделий режет по металлу с применением эмульсии, потому что имеет низкую степень тепловой устойчивости, а также не может работать при повышенной нагрузке. Отличаются диски по материалу изготовления, с которым они способы работать. В маркировке подобных изделий есть цвет и надпись. Расшифровка надписей представлена в таблице.
| Надпись | Предназначение – для резки … |
| Меtаl | Металла |
| Соnсrеtе | Камня и бетона |
| Stееl | Стали |
| Аluminium | Цветных металлов, алюминия, сплавов |
| Inох | Высоколегированной и нержавеющей стали |
| Саstirоn | Чугуна и литых изделий |
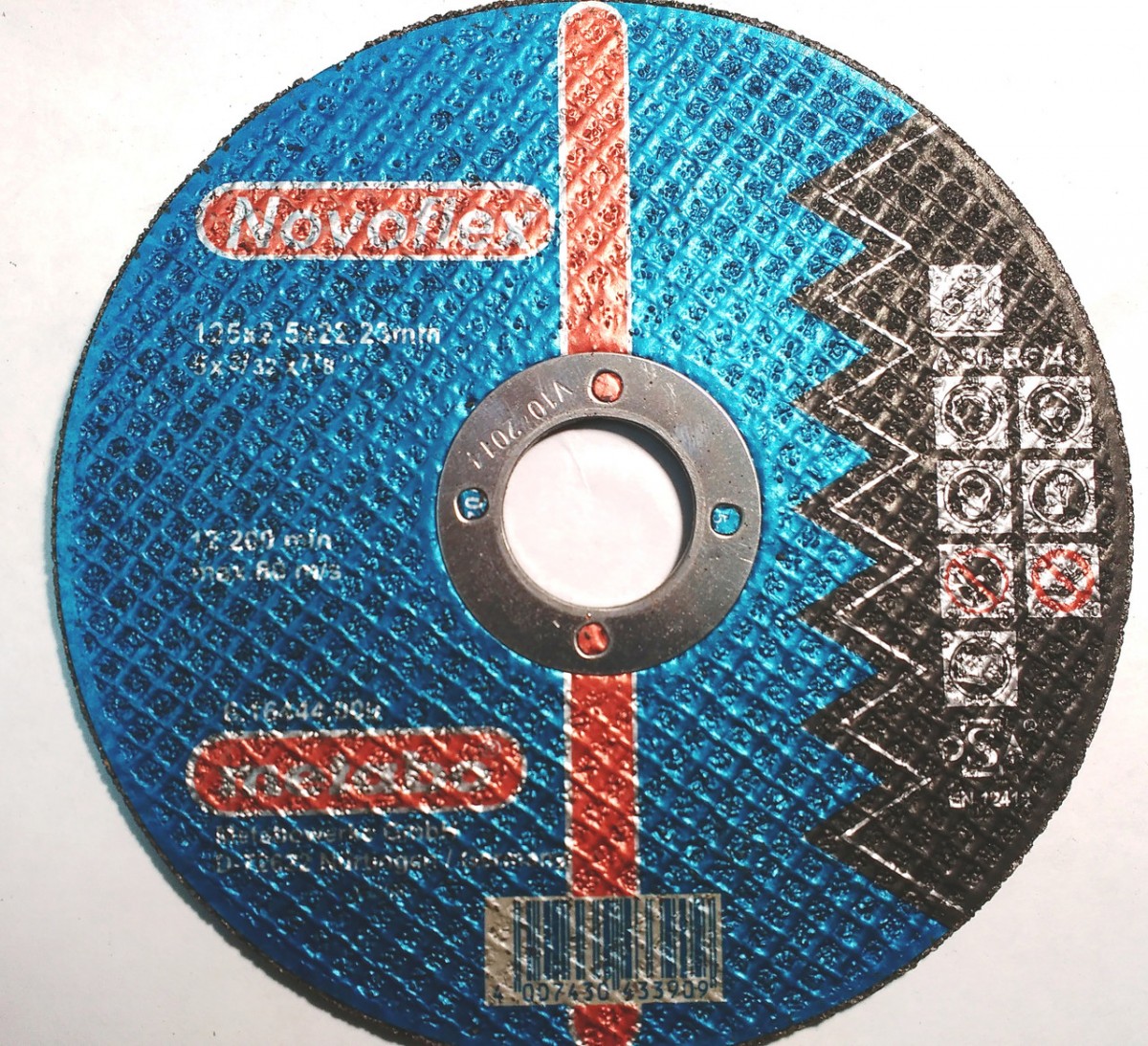
Обратите внимание, что если на диске есть полоска синего цвета, то круг создан для работ по металлу, а если есть зеленая полоска – то для работ с бетоном. Кстати, изделия, выполненные на вулканитовой связке, работают на скорости 50-80 м/сек, а на бакелитовой 80-100 м/сек
На самом диске обязательно стоит дата, до которой его можно использовать, т.е. срок годности. Если диск выполнен на вулканитовой связке, то срок годности не больше 1 года, а на бакелитовой и вовсе 6 месяцев
Кстати, изделия, выполненные на вулканитовой связке, работают на скорости 50-80 м/сек, а на бакелитовой 80-100 м/сек. На самом диске обязательно стоит дата, до которой его можно использовать, т.е. срок годности. Если диск выполнен на вулканитовой связке, то срок годности не больше 1 года, а на бакелитовой и вовсе 6 месяцев.
Обдирочные круги
Выпускают их в виде твердых и гибких изделий. В первой случае применяется бакелитовая связка, керамическая или даже вулканитовая, а во втором круг сделан на основе каучука. Степень зачистки поверхности во многом будет зависеть от размера зерен. Отличительно особенностью обдирочных кругов является то, что у них всегда одинаковый диаметр посадочного отверстия, и он равен 2.2 см. Они выпускаются с наружным диаметром в 11.5; 12.5; 15; 18 и 23 см, и с толщиной от 0.3 до 2 см.
Интересно, что в эту группу изделий относятся кордщетки, у которых рабочая поверхность – это металлическая проволока. Изделия называют еще витыми шарошками, и они могут быть как дисковыми, так и чашеобразными.
Диски для шлифования заготовки
Изделия из такой группы дают возможность выполнить шлифования с требуемой степенью шероховатости на дереве и металле. Важную роль будет играть даже размер зерна (абразива). Чем меньше размер зерен, тем выше будет качество отшлифованной ими поверхности.
Производители стараются выпускать круги со многими размерами зернистости, от 50 до 3000. Расходники могут быть выполнены из наждачной бумаги, и иметь фетровую, войлочную, губчатую или тканевую поверхность. Войлочный круг применяется для того, чтобы производить операцию полирования на угловой шлифовальной машинке, которая снабжена устройством для регулирования скорости.
Делают изделия из тонкой или грубой шерсти овец, коз, коров и верблюдов. Диаметр подобных кругов бывает от 5 до 15 см, и толщина у них 2.5-3 см. Рекомендуется полировать на скорости, которая указана производителем на расходном материале.
Заточные круги
При помощи таких кругов, а точнее дисков можно привести кромку режущих инструментов обратно в рабочее состояние, а еще зачищать сварные швы. Выпускают и чашеобразными, и плоскими. Отличительной характеристикой таких изделий является толщина, которая должна быть не менее 0.5 см.
Применение отрезных дисков по металлу
Определенные круги применяются при резке образцов различной степени твёрдости. Это может быть:
- кирпич;
- бетон;
- металл;
- гранит, трудно поддающийся резке.
Как выбрать отрезные диски для болгарки по металлу
Также можно выполнить шлифовку любого уровня, зачистку металлов, очистку поверхностей от краски, коррозии и клеевых составов.
Отрезные диски можно подобрать для маленькой, средней и большой болгарок
Основное внимание при выборе необходимо уделить подбору внешнего и внутреннего диаметра. От размера круга будет зависеть глубина реза
Отрезные круги по металлу
Также немаловажным является количество зубьев – режущих сегментов, которое варьируется от 24 до 100 и отвечает за скорость резки. Чем больше количество зубьев – тем выше скорость.
При разрезании металла чаще всего применяются диски диаметром 200–300 мм. Они используются при резке алюминиевого и стального профилей, листовой стали, арматуры и цветного металла.






Подбор отрезных дисков
Наиболее распространёнными отрезными кругами по металлу является инструмент с посадочным отверстием 22,0 и 22,23 мм. Это означает, что он подойдёт для болгарок с валом 22 мм. Второй стандартный посадочный размер — 32 мм, но при этом наружный размер круга будет от 300 мм и применяется подобный инструмент на станках. Существуют также диски с отверстием 10, 13, 16 мм, но их внешний диаметр составляет 50-100 мм и применение ограничено.
Круги с диаметром 115 применяются на углошлифовальных машинках малой мощности. Отрезной диск по металлу для болгарки 125 и 150 мм в диаметре применяется для УШМ средней мощности. На профессиональном инструменте, как правило, используются отрезные круги диаметром 180 и 230 мм.
При выборе толщины руководствуются следующим правилом: чем тоньше круг, тем меньше усилий для резки прилагается, а времени тратится меньше и наоборот, чем диск толще, тем больше времени и усилий потребуется. Коэффициент реза у тонкого диска нисколько не меньше, а вот работать с ним безопаснее. Это происходит благодаря тому, что тонкие изделия обладают большей упругостью и способностью изгибаться, нежели толстые круги.
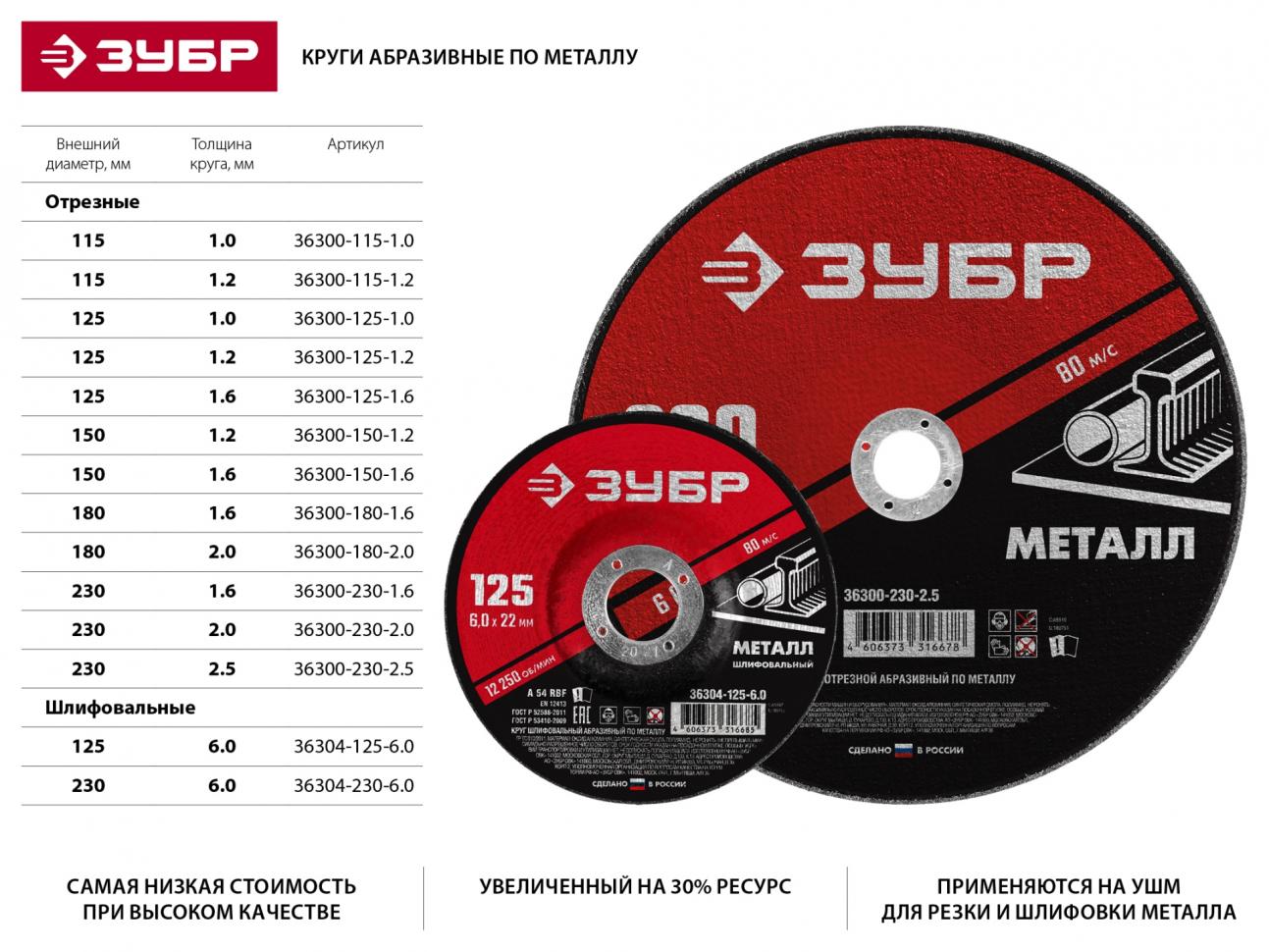
Соответствие толщины кругов наиболее распространённым диаметрам.
- Для наружного диаметра 115 мм стандартная толщина равна 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 мм при посадочном отверстии 22,23 мм;
- Для D = 125 мм предусмотрена толщина 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм и посадка 13, 20, 22, 32 мм;
- D = 150 мм соответствуют толщины 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм, а посадка 13, 20, 22,23 и 32 мм;
- При D = 180 мм посадка бывает только 22,23 и 32 мм, толщина — 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм;
- Такая же величина посадочного отверстия предусмотрена при наружном диаметре 230 мм, с толщиной 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм.
При выборе твёрдости действует принцип — чем тверже обрабатываемый материал, тем меньше должна быть твёрдость абразивного инструмента. Для отрезных дисков обычно используется твёрдость СТ1, СТ2, СТ3 — среднетвёрдые (O, P, Q) или Т1, Т2 — твёрдые (T, S). Такой вроде бы нелогичный выбор происходит потому, что твёрдость круга означает способность связки удерживать зёрна абразива от выкрашивания под действием обрабатываемого материала. Если выбрать слишком жёсткий круг, то зёрна будут «засаливаться», а эффективность реза значительно сократится.
Бакелитовый или вулканитовый?
Основное отличие отрезных кругов на вулканитовой связке от бакелитовых собратьев в том, что благодаря большей эластичности вулканита изделия могут иметь меньшую толщину и большую производительность. Используются они для бесприжоговой тонкой резки металлов. Круги на вулканитовой связке также могут работать в присутствие эмульсий, но керосин их разрушает. Основной недостаток вулканита — это его низкая теплостойкость, всего 160-200 градусов. Поэтому при увеличении нагрузки и температуры диск начинает хуже работать.
Отрезные круги на бакелитовой связке более теплостойки, но при длительной работе и нагреве до 250-300 градусов приобретают хрупкость и искрят. Кстати, правильно устанавливать диск на инструмент таким образом, чтобы искры при работе летели на вас. Тогда в случае разрушения диска осколки полетят в обратном от вас направлении.
Как открутить и правильно поставить диск на болгарку
Эта нехитрая операция иногда ставит в тупик даже опытных слесарей или пользователей болгарки. Причина в том, что диск фиксируется специальной гайкой. На гайке имеется 2 или 4 отверстия, в который вставляется специальный ключ. Этот ключ всегда прилагался при покупке болгарки. Возможно, он и сейчас входит в комплекты.
По инструкции к болгарке надо нажать на фиксатор, который расположен с обратной стороны редуктора. Когда вал зафиксируется, специальным ключом надо открутить гайку и поменять диск. Но трудно раскрутить гайку, если ее не зажало. А зажимает ее с такой гайкой почти всегда. Попытка открутить диск приводит к поломке фиксатора за редуктором.
Какой выход из проблемы предлагается специалистами и любителями + ()
- Устанавливать под гайку прокладку из газеты;
- Установить под гайку прокладку из пластиковой бутылки;
- Заменить гайку гайкой другой конструкции.
Что собой представляет прокладка из газеты.
Это бумажная шайба по размерам гайки. Она надевается на установленный диск, а сверху накручивается гайка. Эта бумажка была точкой преткновения, потому что инспекция по технике безопасности всегда вещала о вредности такого решения.
Таким же образом относятся представители органов техники безопасности и к установке прокладок из любых других материалов:
- Картона;
- Паронита;
- Прокладки из различных пластиков;
- Прокладок из резины различной толщины.
Но есть решение, которое не противоречит и требованиям техники безопасности, и позволяет нормально устанавливать и снимать диск. Это специальная гайка, которая состоит из двух элементов – гайки и прижимной шайбы. Применение такой гайки не требует никаких подкладок, потому что с ней диск не заклинивает.
Если нет под рукой специального ключа, то умельцы предлагают обойтись без ключа. Это не значит, что можно обойтись совсем без ключа, а воспользоваться «газовым ключом» или другим приспособлением. Для этого надо зажать фиксатор, зажать гайку газовым ключом и открутить ее. Так можно заменить заклинивший диск, но это очень неудобная операция для одного человека.
Некоторые зарубежные фирмы производители электроинструмента, такие как Bosh, выпускают болгарки с легкосъемными гайками. Они надежно фиксируют диск на валу инструмента, легко и быстро снимаются для замены диска.
Как снять закушенный диск с болгарки + ()
Применение новых гаек решает проблемы снятия диска, но что делать с уже закушенным диском? Даже, если диск был установлен правильно, снять его не всегда получается. Практика подсказывает разные пути решения проблемы.
Можно зажать фиксатор и ударять через надставку по отверстиям гайки в сторону раскручивания. Такой вариант возможен только при исправном фиксаторе. Но фиксатор может не выдержать такого решения проблемы и сломаться.
Второй метод более логичный. Под зажимной гайкой и нижней опорной шайбой расположен вал редуктора с проточенными фасками. На них одевается нижняя опорная шайба. Стандартный гаечный ключ туда установить нельзя – очень узко. Но можно взять обычный рожковый ключ на «17» и обточить его с двух сторон.
Обточенный ключ войдет в зазор, установится на фаски вала и зафиксирует его. Теперь любым ключом любая гайка будет откручена, а диск или его остатки сняты с болгарки.
Как правильно поставить диск на болгарку + ()
Шлифовальные диски имеют разные диаметры, разную толщину и разное предназначение. Одни изготовлены для обработки металла, другими обрабатывается керамика, а третьи работают по дереву.
https://youtube.com/watch?v=eJlLGjabuBg
На болгарку надо устанавливать диск такого размера, который не будет превышать размеров защитного кожуха. Размер устанавливаемого диска обозначен в инструкции и на маркировочной таблице болгарки.
Толщина диска подбирается по технологическим параметрам обрабатываемого материала. Все диски (шлифовальные круги) имеют свою классификацию. Классифицируется форма диска, абразивность материала, зернистость, твердость, класс точности и класс неуравновешенности. Именно последнее значение отвечает за то, что некоторые диски во время работы начинают бить.
Шлифовальный круг имеет лицевую и обратную стороны. Лицевой стороной считается та, на которой нанесена маркировка и фирменный рисунок производителя. При установке на болгарку лицевая сторона должна располагаться сверху.
Поэтому для работы с болгаркой обязательно нужно надевать защитную одежду или плотный фартук. Глаза и открытые части лица надо защищать маской или хотя бы защитными очками.
Как заменить
Диск болгарки это расходный материал. Поэтому его приходится часто менять. Существует простой алгоритм в котором важную роль играет оригинальной конструкции ключ, поставляемый потребителю вместе с болгаркой.
- — В пазы крепежной гайки устанавливаются выступающие стержни специального ключа.
- — Одновременно следует нажать на стопорную кнопку, находящуюся на корпусе редуктора. Она зафиксирует ротор от проворота.
- — Поворотом ключа против часовой стрелки освободить крепеж изношенного диска.
- — Производится замена старого диска на новый таких же технических характеристик и размера. Новый диск устанавливается маркировкой наружу, чтобы напоминать о параметрах диска и по другим веским причинам (см. объяснение в ролике выше).
- — Крепежная гайка предварительно закручивается рукой и окончательно затягивается специальным ключом.
Болгарка готова продолжать выполнять свое функциональное предназначение.
Разновидности отрезных дисков
Как было сказано выше, такие диски выпускаются разного размера и формы. Плоские предназначены для пиления в легкодоступных местах. Диски, выполненные в виде чаши, позволяют сделать рез в один уровень с поверхностью.
Толщина диска влияет на качество реза: чем диск тоньше, тем рез получается аккуратнее, но твёрдую поверхность, например, чугунные рельсы, таким диском пилить нецелесообразно. Поэтому для таких случаев используют диск с толстым основанием, более трёх миллиметров.
Круги по металлу
Технология изготовления обрезных дисков происходит в несколько этапов. Первоначально смола смешивается с основным веществом, благодаря которому и происходит резка. В качестве такого вещества обычно выступает электрокорунд, кобальт, алмаз. Далее в состав добавляют специальные добавки, а край диска армируется стекловолоконной сеткой. Всё это заливается в форму, а по центру располагают кольцо из оцинкованной стали. Следующим этапом является помещение изделия в печь под большим давлением на срок около суток, где и происходит его затвердевание. Такого рода диски применяют для реза металлических изделий.
Отрезные круги для пилы или болгарки по металлу имеют стандартные размеры и рассчитаны на определённый вид инструмента:
- для применения в бытовых условиях используют отрезные диски для болгарки 125 и 115 мм;
- отрезные круги с размерами 150 и 180 мм применяются для полупрофессионального типа;
- для очень мощных профессиональных болгарок используют 230 мм.
Внутреннее кольцо имеет размер 22,2 мм. Толщина кругов варьируется от 0,8 до 3 мм. Это значение напрямую связано с диаметром. В зависимости от толщины и вида металла подбирается толщина круга. Например, для резки тонкой стали или алюминия используют размер до 1,5 мм. Для плотных металлических изделий или арматуры следует уже применить размер, превышающий 2,6 мм.
По бетону и плитке
Такой диск может быть выполнен таким же способом, как и для металла или целиком быть изготовленным из стали. Особенностью является нанесение на режущую кромку диска алмазной крошки с помощью напыления. Обычно величина абразива составляет от 0,2 до 0,8 мм. Различают такие диски по способу применения: для сухой или влажной резки.
Диски первого типа обычно разделяются по периметру на полоски, к концам которых методом сварки привариваются алмазные зубья. Такого вида конструкция устойчива к перегреву, но всё же более трёх минут применять такой диск не рекомендуется. Основное применение — это резка бетонного и каменистого материала.
Второй тип диска имеет сплошной вид. Перед началом работы его необходимо смачивать. При изготовлении режущей кромки в состав добавляют кобальт и бронзу. С первой добавкой режут гипсокартон, кафельную плитку, а с добавкой второго типа — кварц и гранит.
Различают круги не только по нанесённой маркировке, но и по цвету. Например:
- синий цвет — для мрамора или бетона;
- серый цвет — для керамических изделий;
- зеленый — применяют при резке гранита;
- жёлтый цвет — для гипса и керамики;
- оранжевый — кирпич и штукатурка.
Диски для работ по дереву
Диски для УШМ по дереву считаются самыми опасными. Работа без установленной защиты с этими кругами строго запрещена.
Они выполняются в виде круга со специального вида зубцами. Часто эксплуатируют пильные круги по дереву от циркулярных пил, хотя это небезопасно. Опасность таится в том, что такие пилы имеют большое количество зубьев и рассчитаны на маленькие обороты, что приводит к быстрому перегреву. Когда такая пила попадает на твёрдое препятствие удержать её в руках при этом становится очень непросто. Поэтому при работе лучше выбирать круги со специально выполненными мелкими зубцами с острой кромкой. Используемую кромку покрывают карбидом вольфрама.
Универсальным считается круг с чередующимися скошенными зубьями. В то время как для пород из мягкой древесины или хвои применяют прямой зуб. Трапециевидным зубом уже пилят материал средней плотности.
Если болгарку закрепить на специальной станине, то её можно использовать как простейший фрезерный станок. В таком случае лучше всего использовать УШМ с возможностью регулирования оборотов, это позволит устанавливать нужную скорость вращения фрезы во время обработки разных материалов.





Функционал инструмента
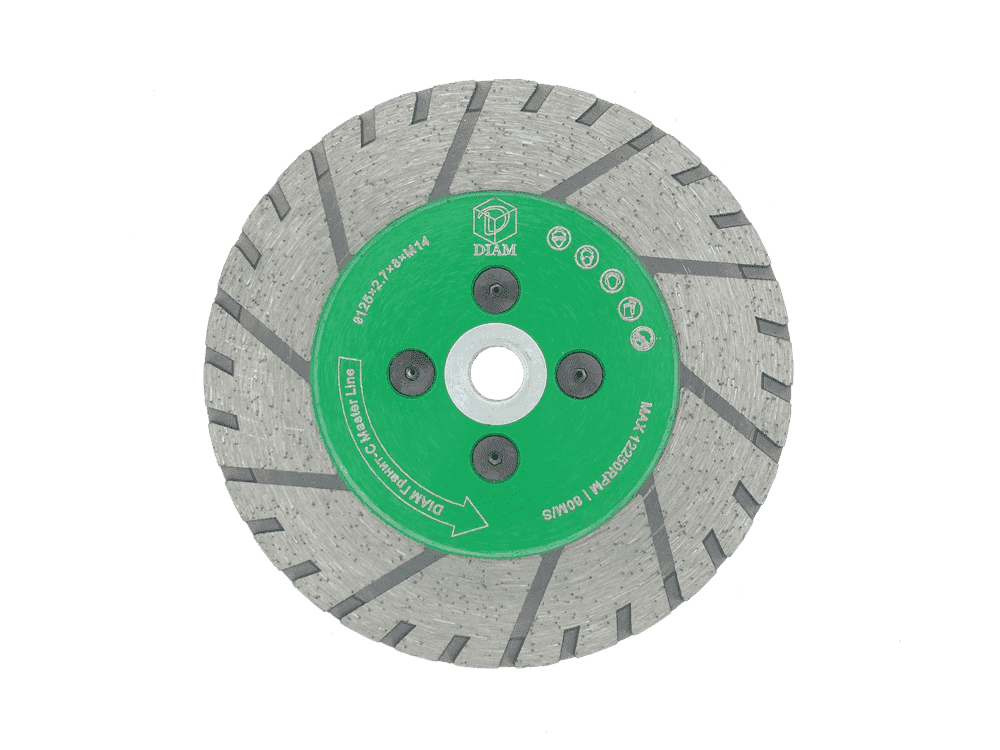
Круги для болгарки можно разделить по функционалу, для работы по металлу и бетону. Например, диск по бетону чаще бывает металлическим с алмазным напылением. Поверхность, на которую наносится алмазное покрытие, сплошная, либо делится на отдельные секторы. Деление поверхности позволяет повысить интенсивность охлаждения инструмента при работе. Режущая кромка может изготавливаться из алмазной крошки разной зернистости с различными связующими компонентами.

Круг алмазный по бетону со сплошной кромкой предназначен для резки мокрым способом, а сегментные и турбосегментные — для резки сухим способом. Деление рабочей поверхности на сегменты способствует повышению интенсивности охлаждения инструмента при работе, а соответственно — снижению износа режущей поверхности.
Кроме этого, диск алмазный имеет режущую кромку, которая изготавливается из алмазной крошки, имеющую разную зернистость с различными связующими элементами, это также влияет на стойкость диска отрезного алмазного к износу.
При выборе диска для болгарки важно учитывать, чтобы внешний диаметр не превышал максимально допустимые значения, предназначенные для инструмента. В случае, если на болгарку, рассчитанную на использование круга с максимальным диаметром 125 мм будет установлен круг на 230 мм, это может привести к:
- превышению линейной скорости режущей кромки, и разрушению абразивного круга и нанесением травм пользователю;
- перегрузка электродвигателя инструмента;
- установка насадки, превышающей допустимые размеры, потребует снятия защитного кожуха, что категорически запрещено правилами безопасности.
Классификация дисков на болгарку по размерам и материалам
Выбор дисков для болгарки может показаться совсем непростой задачей. Их классификация основана на множестве параметров.
Материал для обработки:
- по металлу;
- по дереву;
- по бетону;
- по керамике.




Вид выполняемых работ:
- обдирочные диски и насадки;
- отрезные круги;
- полировальные и шлифовальные круги.





Материал для изготовления и его особенности:
- цельнометаллические алмазные (сплошные и секционные);
- цельнометаллические с зубьями;
- абразивные.



Маркировка абразивных кругов:
- основным цветом и соответствующей надписью обозначен материал образца: синий — для реза по металлу, зелёный — для работы с камнем;
- первыми буквами обозначен материал, из которогозготовлен диск: А, C, AS (корунд, карбид кремния, электрокорунд);
- цифровые обозначения – размер зерна абразива. Чем мельче зерно, тем ниже скорость реза и выше точность;
- последней буквой обозначена твёрдость связки. А – наиболее мягкая, далее по алфавиту показатель увеличивается;
- скорость вращения обозначена цифрами на цветной полосе и не должна превышать скорость работы болгарки.
 Маркировка абразивного круга
Маркировка абразивного круга
Линейные характеристики и размеры разных видов дисков
Для болгарок разных размеров и мощностей применяются круги с соответствующими линейными характеристиками:
- внешний диаметр: 115, 125, 150, 180, 200, 230, 300, 365 мм;
- диаметр посадочного кольца: 22.2 (наиболее распространён), 22, 32 мм;
- толщина: 1.0, 1.2, 1.6, 1.8, 2.0, 2.5, 3.2 мм.

Для тонкой и ровной линии реза наиболее подходящим является диск толщиной ≈ 1.0 мм. Но у него имеется существенный недостаток – повышенная гибкость, приводящая к слому при излишнем нажатии. Оптимальная толщина для реза, в среднем, составляет 1.6 мм.
С помощью шлифовальных и полировальных дисков можно достичь необходимого результата в обработке поверхностей. Такие круги имеют толщину большую, чем те, которые используют для резки металла. В зависимости от необходимого результата, на одну из сторон крепятся сменные накладки:
- наждачная бумага;
- ткань;
- войлок;
- губчатый материал.

Необходимым дополнением являются специальные мелкоабразивные пасты и жидкости.
Также существуют диски для затачивания инструмента и обдирочные насадки для болгарки:
- алмазные обдирочные (работа по бетону, камню и цементу). Не могут использоваться для обработки металла;
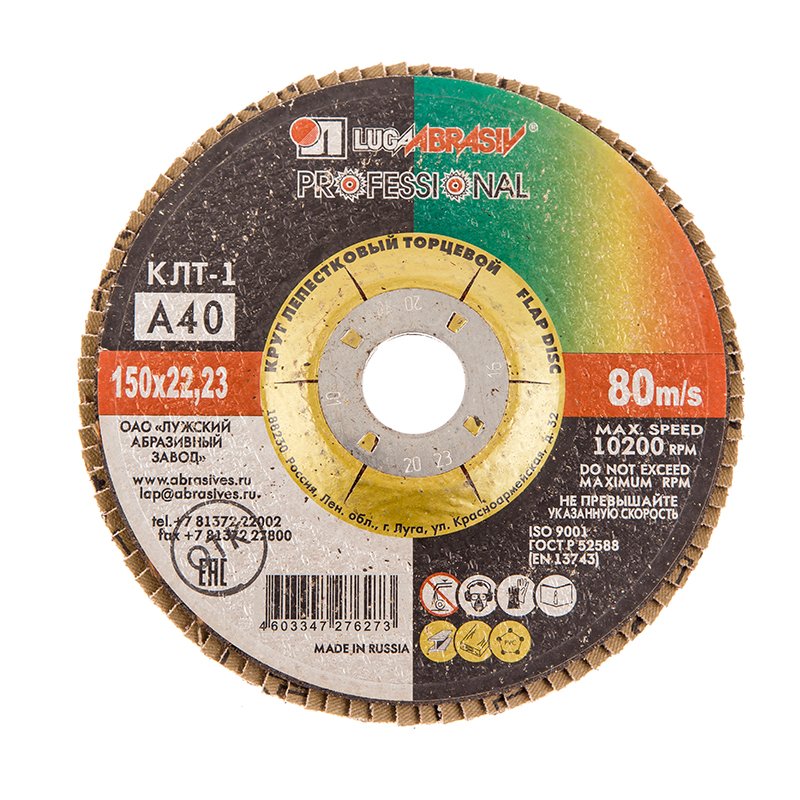
- лепестковые шлифовальные;
- абразивные заточные;
- витые шарошки (обдирка загрязнений с металлических, бетонных и каменных поверхностей).




Абразивные заточные круги используются для грубой обработки металла:
- оплавление сварного шва;
- заточка разнообразного режущего инструмента (например, зубья дисковой пилы).
Лепестковые шлифовальные диски гораздо мягче абразивных. По этой причине появляются трудности в удалении твёрдых выступов, но повышается качество шлифовки рельефных поверхностей.
Как правильно выбирать диски для болгарки
Диски для угловой шлифовальной машинки в торговых сетях можно приобрести в различном ассортименте и по разным ценам (есть и умеренные, а если и очень высокие).
При помощи изделий, которые выполнены из разных материалов и по разной технологии, выполняют различные операции
Какие же есть основные правила выбора и на что стоит обращать внимание? Тут следует четко понимать, с каким материалом придется работать
Правила, которых стоит придерживаться, чтобы изделия служили как можно дольше, достаточно простые. Для твердых материалов следует делать выбор в пользу дисков с мягкой обвязкой, а для мягких материалов выбирать твердые круги. Рабочая зона в процессе проведения операций не должна перегреваться, и поэтому советуем периодически доставать их из материала для того, чтобы он мог остыть.
За один проход нельзя выполнять рез с большой глубиной. Нельзя также прижимать изделия с большим усилием и работать на повышенной скорости. Стоит помнить о том, что если в процессе проведения работ появляется биение диска, то на нем будут трещины, и таким расходником проводить разрезание нельзя. Его обязательно требуется заменить.
Виды насадок для УШМ
Самым распространенным инструментом для ремонтов, строительства и решения бытовых вопросов считается угловая шлифовальная машина (УШМ), которую традиционно называют «болгарка». Этот инструмент позволяет проводить ряд различных работ (резку, шлифовку, заточку, обдирку, полировку, зачистку и т.д.), для чего УШЛ комплектуется соответствующими дисками и насадками. Основные виды приспособлений следующие:
- Отрезные круги. Различаются в зависимости от вида материала, с которым предстоит работать (металл, камень, дерево и т.д.). Отрезные диски бывают цельнометаллические или изготовленные из абразивного материала.
- Шлифовальные и полировочные. Бывают губчатые, войлочные, со сменной наждачной бумагой, конической формы и т.д.
- Заточные и обдирочные. Необходимы для заточки инструмента и очистки поверхностей от разных наслоений.
Кодировка
Спецификация круга закодирована четырьмя символами, латинскими буквами и цифрами:
первая буква обозначает материал крошки абразива: АS — белый электрокорунд, он подходит для работы по нержавеющей стали, потому что в сплаве практически нет хлора, серы и железа, повышающих температуру резки; А — электрокорунд; С — карбид кремния — такими кругами режут кафель и камень, но не металл;
цифра — обозначает количество абразивных зерен на единицу площади. Чем больше цифра, тем мельче размер частиц. Для резки стали берут зерна покрупнее — 24, 30; для работы по мягким цветным металлам более мелкие — 60 или 40;
латинская буква — это твердость связки. Первые буквы алфавита — самые мягкие связки, чем дальше от начала — тем жестче
Самые мягкие связки подбирают для обработки наиболее твердых металлов! Это важное соотношение нужно знать при выборе расходного материала для болгарки. Во время резки изношенные частицы отпадают и в работу вступают новые, еще не затупленные
При слишком жесткой связке отрезной диск «засаливается»: греет металл, режет тяжело. Вместе с тем, круг с чересчур мягкой связкой стачивается быстрее;
последняя латинская буква (или пара) — это название связующего материала, чаще всего — бакелит. Обозначается как BF.
Особенности абразивных кругов
Отрезные круги для болгарки – это диски круглого вида с отверстием в центре. Данное посадочное гнездо укреплено специальным кольцом из металла и предназначено для того, чтобы круг мог быть зафиксирован на шпиндельном элементе УШМ.

На рабочую поверхность нанесены частицы, полученные из материала с абразивными свойствами. Для их соединения между собой применяется специальное связующее вещество.








Крошка абразивного вещества характеризуется определенными свойствами, например твердостью и уровнем зернистости. Данные параметры непосредственно определяют качество обработки поверхностей с помощью болгарки.
Для формирования крошки применяются разнообразные материалы:
- циркониевый тип корунда, электрокорунд;
- кремниевый карбид;
- оксид алюминия и т.д.
Какой толщины бывают отрезные диски
Один из самых интересных вопросов о том, какую же должен иметь толщину отрезной круг по металлу. Толстые круги используются для заточки, а тонкие для резки. Однако не все так однозначно, как может показаться. Отрезные круги имеют максимальную толщину в 4 мм, а минимальную 0,8 мм
Производители выпускают не только отрезные, но и заточные диски из аналогичных материалов, что немаловажно учитывать при покупке. Заточные диски не предназначены для резки металла, и они имеют толщину более 3 мм
При выборе толщины нужно руководствоваться такими данными:
- Если насадка имеет малую толщину, то для достижения результата требуется прилагать меньше усилий и затрат времени
- Если используется толстый диск, то требуется затратить не только больше времени, но и сил
Многие предпочитают использовать именно толстые диски, обосновывая это тем, что насадка большой толщины отличается высокой прочностью и устойчивостью к разрешению. В действительности все как раз таки иначе. Отзывы и рекомендации говорят о том, что работать тонкими кругами намного безопаснее и надежнее, но при условии того, что он выбран правильно. Как правильно выбрать абразивные круги, учитывая их технические характеристики, описано ниже. В качестве обоснования безопасности тонких дисков, нужно отметить, что они более упругие, и при этом способны изгибаться, не деформируясь, в отличие от толстостенных насадок. Какие бывают отрезные круги по толщине в зависимости от наружных размеров расходных материалов, указано в таблице ниже.

Цена и производители
диск по металлу фирмы Hitachi
Для редких домашних работ вполне подойдут отрезные диски из низкой ценовой категории: «Спарта», «Зубр», «Центроинструмент». При периодическом использовании они прослужат достаточно долго.
Профессиональные диски по металлу стоят раза в 3 больше. Но для промышленного использования подходят только они. Это расходники фирм «Bosch», «Distar», «Hitachi». Они выдерживают ежедневную работу с самыми сложными материалами. Профессиональные круги, как правило, предназначаются для работы с определенным материалом: железобетоном, гранитом, плиткой, сталью, цветными металлами.
Видеоролик с тестом отрезного диска по металлу:
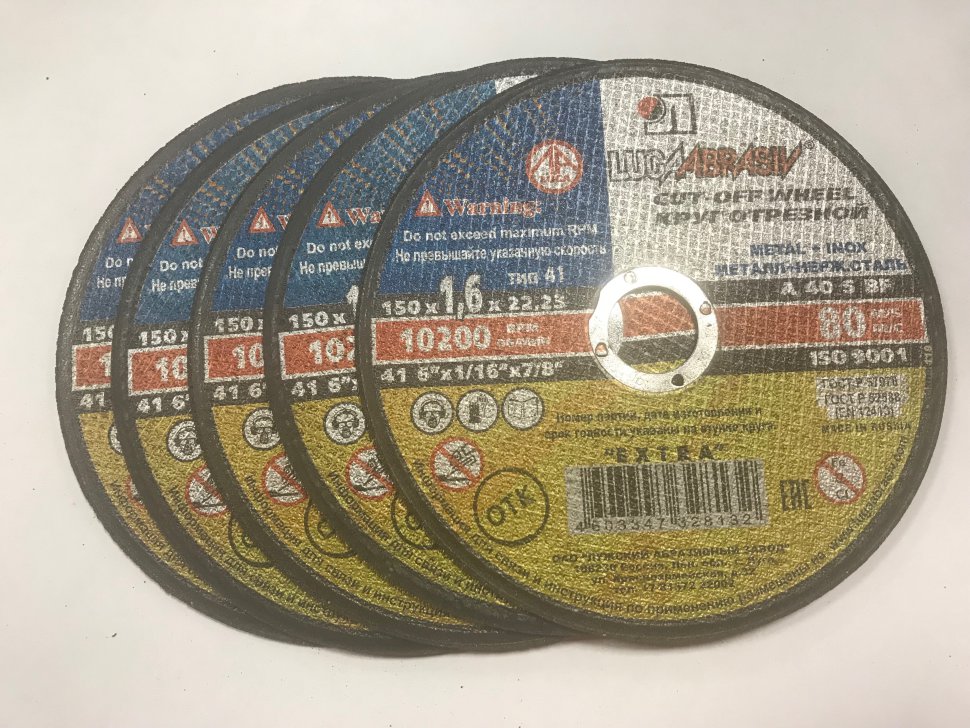
Маркировка
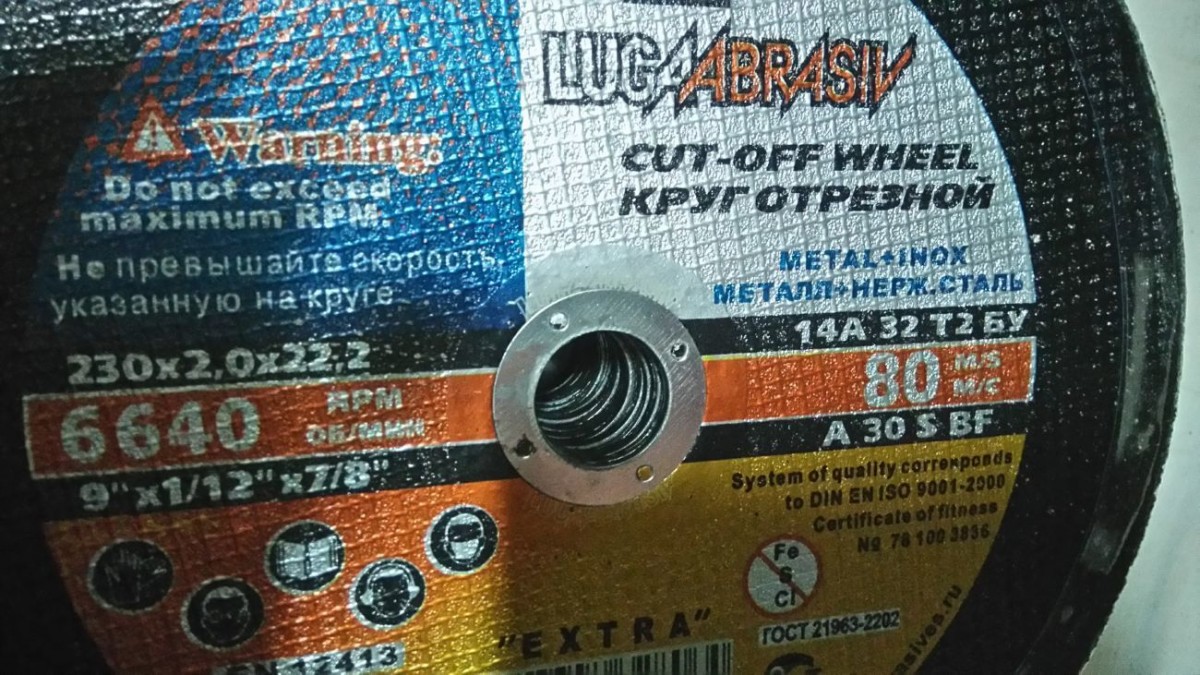
Выбору нужного инструмента способствует наличие маркировки. В ней в зашифрованном виде указаны технические параметры расходников. Например, так выглядит буквенно – цифровой набор маркировки отрезного диска, российским производителем:

- — На изображении обозначен производитель инструмента — Лужский абразивный завод (г. Луга, Ленинградская область).
- — Наименование инструмента:
- круг отрезной – на русском языке;
- cut –off – wheel – в английском переводе.
- — Назначение – для обработки стали (надписи «сталь», «steel» на круге).
- — Указаны размеры круга (наружный диаметр х толщина х посадочный диаметр):
- в мм – 200 х 2,5 х 22,23;
- в дюймах – 8”х 1/10”х 7/8”;
- цифровое обозначение «41». Это характеристика конструктивного исполнения круга – здесь плоский.
- — Круг рассчитан на 7650 об/мин, при этом максимальная окружная скорость не должна превышать 80 м/с.
- — Технические параметры материала круга определяются из обозначения «A 30 S BF», где:
- A – означает, что основу абразива составляет электрокорунд белый, как раз применяемый для обработки металла;
- 30 – размер зерна абразива, здесь оно среднее;
- S – твердость круга, здесь круг твердый;
- BF – обозначает тип связки, здесь синтетические смолы с армированным стекловолокном.
- — Правила безопасной работы в виде знаков, обозначающих необходимое действие.
- — ГОСТ 21963 – 2002, ГОСТ Р 52588 – 2011, ЕN 12413 – российские и европейские нормативные документы, которым соответствует данный инструмент.
Маркировка зарубежного производителя инструмента для УШМ выглядит следующим образом:

- — Инструмент под брендом NORTON VULKAN произведен корпорацией Saint Gobain (Сен Гобен) со штаб-квартирой во Франции.
- —Назначение отрезного диска (компания производит только такой инструмент для УШМ) для обработки стали (дополнительно с целью визуализации у кругов предназначенных для обработки металла этикетка имеет синий цвет) продублировано на нескольких языках.
- — Круг рассчитан на 12250 об/мин с максимальной окружной скоростью 80 м/c.
- — Размеры такие же как и на российском диске – в мм и в дюймах.
- — К техническим параметрам «A60S – BF41» добавилось цифровое обозначение «41». Это характеристика конструктивного исполнения круга – здесь плоский.
- — Обязательно указываются способы безопасной работы.
- — Нормативные документы, которым соответствует инструмент, выпущены Евросоюзом.
Эксплуатация
Работа с абразивно-отрезным оборудованием связана с высокой скоростью вращения и требует соблюдения мер безопасности
Перед началом работы ознакомитесь с мерами предосторожности, указанными производителем
- К работе с отрезными устройствами не допускаются несовершеннолетние лица, люди в нетрезвом состоянии. Вблизи места проведения работ не допускается присутствие детей, животных.
- Выполняйте отрезные работы вдали от горючих материалов.
- Используйте отрезные диски исключительно по предназначению.
- Перед началом операции осмотрите диск, не используйте расходные инструменты со следами повреждений (наличие сколов, трещин).
- Не используйте круги с истекшим сроком годности.
- Соблюдайте правила хранения расходного инструмента.
- При работе с электроинструментом используйте средства индивидуальной защиты.
Читать также: Разделка витой пары по цветам

Правила эксплуатации:
- Перед началом отрезных работ надежно закрепите круг в электроинструменте.
- Используйте инструмент, защитный кожух которого способен выдержать удар в случае разрыва круга и уловить осколки.
- При резке металла закрепите металлическую конструкцию лишь с одной стороны, это поможет исключить излишний нагрев и деформацию материала, и, как следствие, заклинивание абразивного диска.
- При выполнении отрезных работ держите круг прямо, применяя лишь радиальное давление.
- При возникновении интенсивного искрения отрезные работы следует прекратить на 10-15 секунд, по истечении указанного времени продолжить работу с меньшей скоростью реза.

Установка отрезного круга в углошлифовальную машину:
- Отключите электроинструмент от электросети.
- Посредством специальной кнопки зафиксируйте вал вращения.
- Установите диск на посадочное место.
- Закрутите стопорную гайку, закрепите ключом.
- До начала отрезных работ проверьте работоспособность диска на протяжении 1 минуты.





