
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
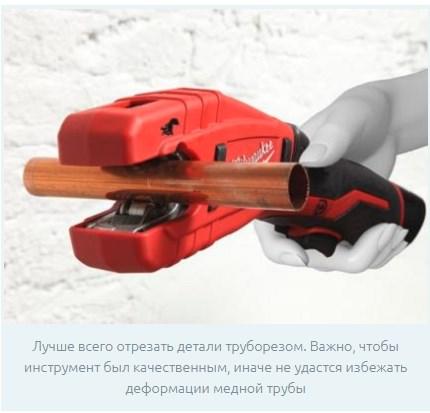
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
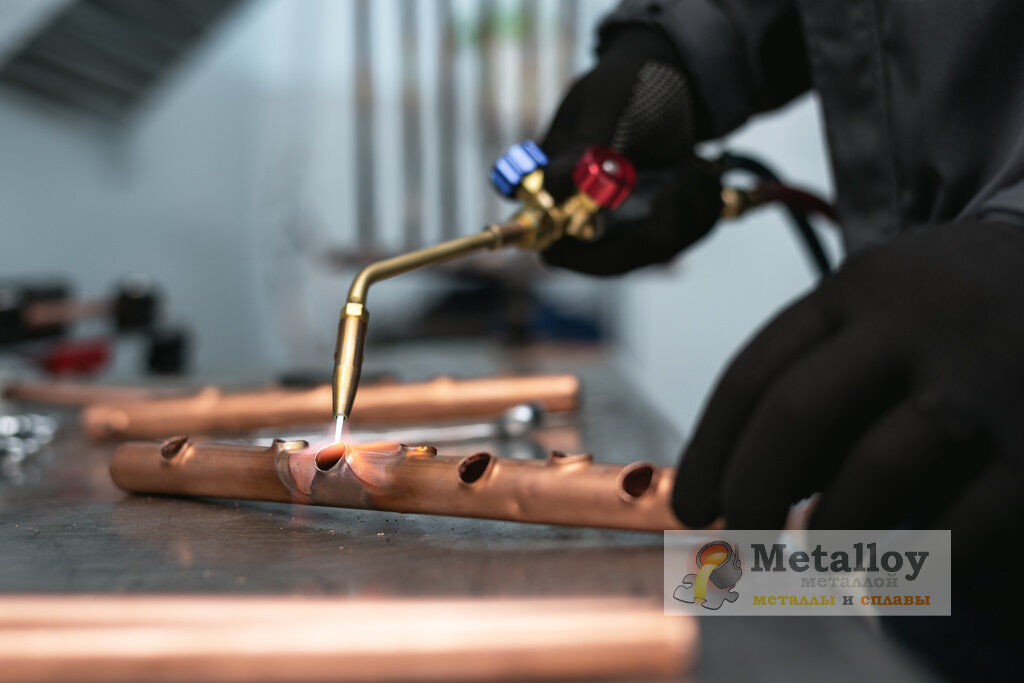
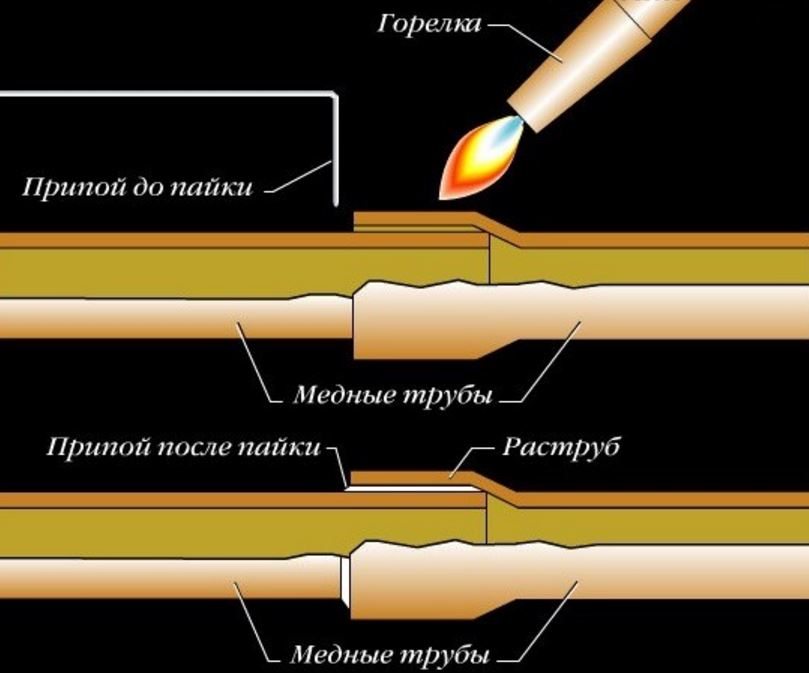
Образование соединения при низкотемпературной пайке

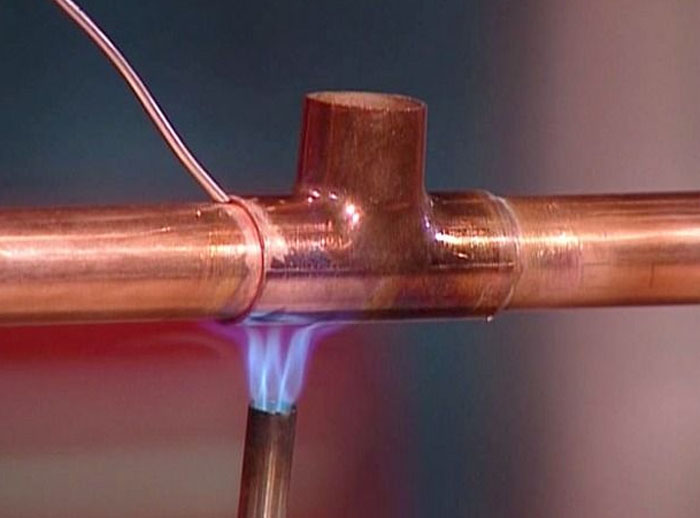
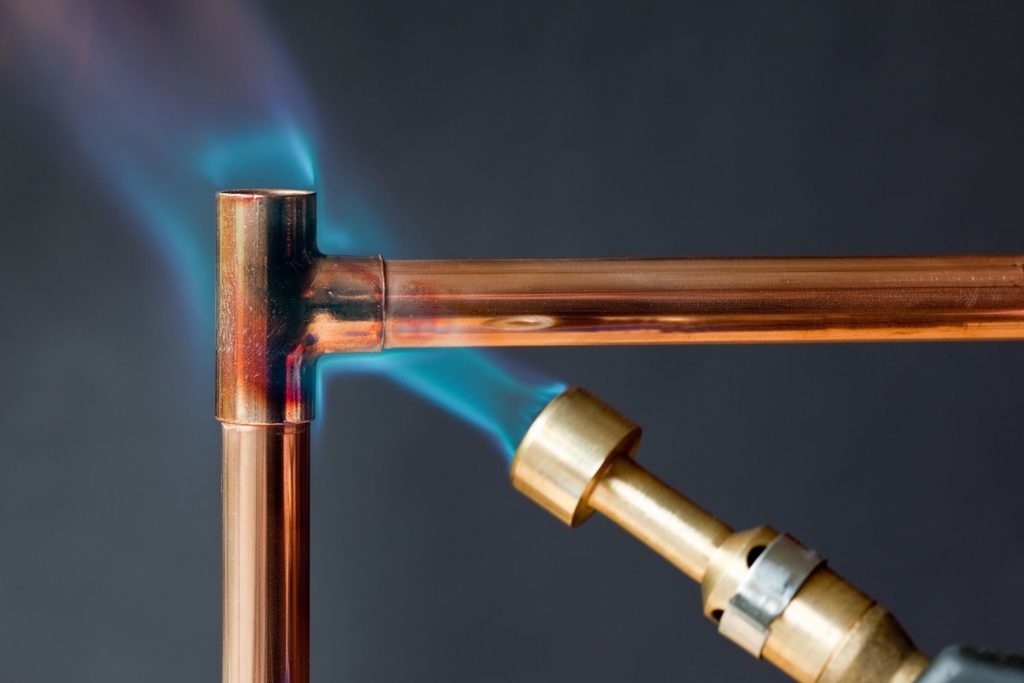
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
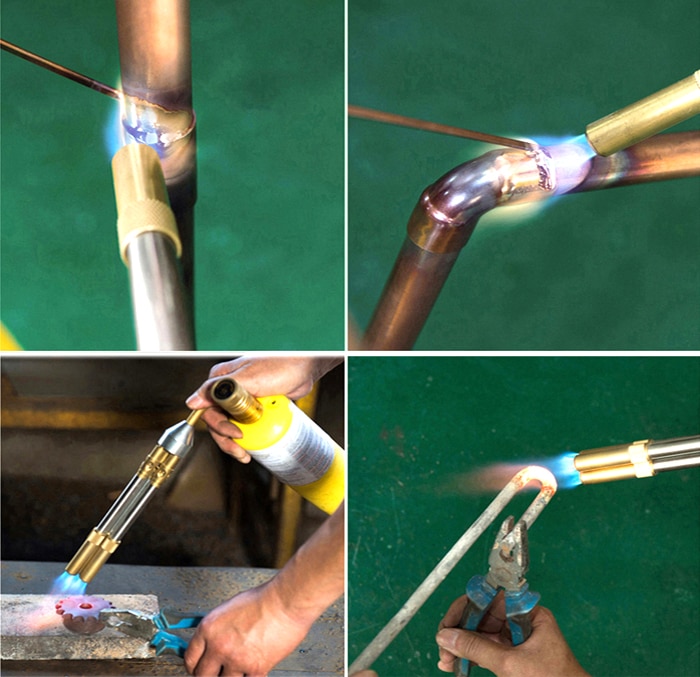
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:










- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими расходными материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.
Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Осуществляем процедуру самостоятельно: что для этого нужно
Прежде всего, необходимо запастись набором соответствующих инструментов. В случае если вы решили еще и изготовить составляющие для кондиционера своими руками, приобретайте труборез и несколько трубогибов. Первый позволяет грамотно обработать тот конец системы, которые впоследствии будет подвергаться пайке.
Непосредственно перед тем, как рассматривать вопрос, как запаять трубку кондиционера, отметим, что бывают они дюймовых и метрических размеров. Первые находятся в ценовом диапазоне от 170 рублей за один метр, вторые – дешевле, можно обойтись 30-40 за единицу.
Теперь непосредственно о самой пайке. Это сложная с точки зрения технологии процедура, в процессе осуществления которой происходит соединения деталей с помощью введения между ними, так называемого припоя, обладающего гораздо более низкой температурой плавления, чем тот материал, из которого изготовлены совмещаемые объекты.
Использование данной технологии обеспечивает герметичность шва под воздействием давления, его высокую коррозионную устойчивость, равномерное расширение при гипертермии, а, самое главное, длительный срок эксплуатации без ревизионного вмешательства.
Характер и качество соединения напрямую детерминированы квалификацией инсталлятора: помните об этом, когда решите выяснить, как запаять алюминиевую трубку кондиционера своими руками.
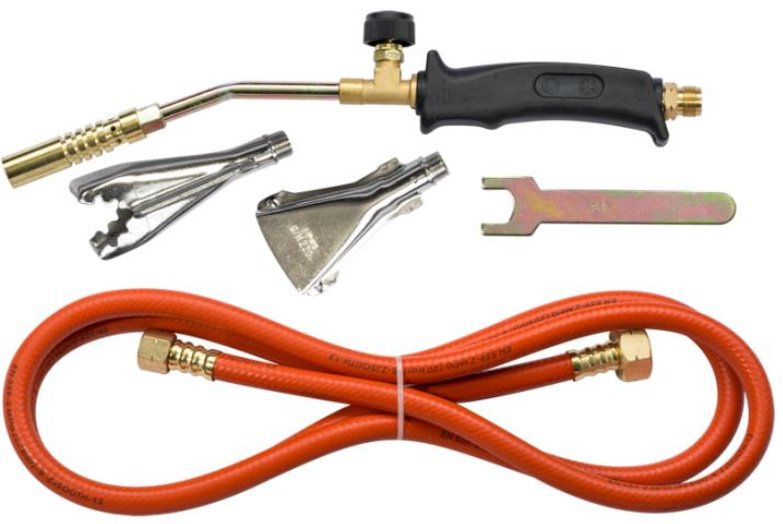
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром; Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
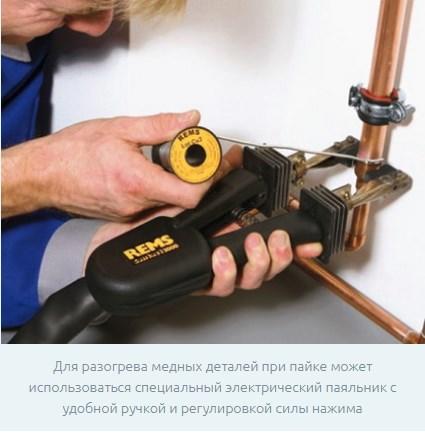
 Фото — паяльник
Фото — паяльник
Разновидности газовых приборов
Существует достаточно обширный ассортимент газовых приборов для пайки, которые логично разделить на виды в зависимости от рабочей температуры.
По этому критерии приборы бывают бытовыми, где показатель разогрева достигает максимум 1500°С, и профессиональными – с рабочей температурой свыше 1500°С.
По конструкционному исполнению горелки могут иметь удлиненное сопло или более короткое. Также некоторые модели оснащают гибким шлангом для подсоединения к баллону
Тип подсоединения тоже разнится.
Различают баллоны:
- резьбовые;
- цанговые;
- прокалываемые.
Емкость для топлива может быть перезаправляемой или одноразовой.
Что касается топлива, то, в зависимости от источника питания, горелки используют пропан, MAPP-газ, газ-кислород, мультитопливо. Последний вариант не применяют для пайки трубок из меди, но весьма удобен в быту, особенно в походах. Хотя мастера считают такие горелки менее надежными.









Ниже рассмотрим подробнее каждый из упомянутых видов газового оборудования, использующего различный тип топлива.
Вид #1 – пропановые горелки
Пропановый инструмент обеспечивает эффективное производство работ, направленных на разогрев, плавку, пайку металлов относительно небольшой массы. Толщина рабочего металла обычно 2-9 мм.
Как правило, основа пропановой горелки изготавливается на основе латуни. Конструкция сопла делается из высокотемпературного металла, обычно нержавеющая сталь.
Горелки пропановые – оборудование под выполнение пайки, а также других работ, связанных с высокотемпературным нагревом. Этот вид паяльного оборудования, достаточно популярный, активно используется на практике
По большей части, это приборы с ручной регулировкой пламени посредством управляющего «редуктора» – регулятора, расположенного на патрубке, который переходит к соплу. Горелки на пропане дают температуру пламени от 1300°C.
Вид #2 – приборы под MAPP-газ
Горелки газовые, рассчитанные под питание МАПП газом, успешно используются под разные цели, связанные с обработкой металлов, в частности, меди.
Возможные операции с металлом:
- подогрев;
- отжиг;
- плавка;
- пайка.
Используемая газовая смесь «Метилацетилен-Пропадиен-Пропан» содержит несколько ингредиентов, чем обеспечивается повышенная тепловая мощность.
Инструмент для пайки меди и прочих металлов. Конструкция, в данном случае, основана на формировании высокотемпературного пламени посредством подачи и сжигания смеси МАПП
Эта разновидность горелок характеризуется хорошей формой пламени, высокой интенсивностью теплового потока.
Максимальная температура пламени 2400°C, что демонстрирует улучшенную температурную эффективность по сравнению с пропановыми устройствами.
Вид #3 – газокислородные аппараты
Ещё одна разновидность аппаратов для пайки, плавки, сварки, нагрева, где рабочим источником энергии выступает смесь газа с кислородом.
Особенность конструкции – подача отдельных компонентов смеси с одинаковым давлением (0,5-1 АТИ). Поэтому такие горелки комплектуются специальным редуктором.
Газокислородное исполнение горелки – конструкции, при помощи которой можно добиваться очень высоких температур нагрева, а это значит – выполнять пайку в таких случаях, когда другие аппараты не годятся
Газокислородные приборы поддерживают использование различных газокислородных смесей.
Этот фактор позволяет получать широкий диапазон температур пламени:
- ацетилен – 3260°C,
- водород – 2680°C,
- пропан – 2640°C,
- бутан – 2760°C.
Конструкция газовоздушной горелки обеспечивает стабильное, ровно направленное пламя, что положительно сказывается на качестве пайки.
Вид #4 – газовые горелки мультитопливные
Конструкции мультитопливного исполнения – компактные, малогабаритные, оснащаются дополнительными приспособлениями, к примеру, отражателем тепла или защитой от ветра.
Конструкции горелок газовых, где используется так называемое мультитопливо, технологически исключают производство пайки меди. Однако это удобный инструмент для хозяйственных нужд
Разновидность газовых горелок, которые отличаются конструктивно тем, что рассчитаны под использование разного типа топлива:
- бензин;
- солярка;
- керосин;,
- спирт и т.п.
Устройства по большей части представлены хозяйственным инструментом, удобным для туристических целей, а также для производства различных бытовых работ, связанных с нагревом.
Достаточно высокая тепловая мощность до 3000 Вт обеспечивает нагрев 1 литра воды буквально за 3 минуты, параметр в характеристиках: 3,0-4,5 мин.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями








Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
 Устройство газовой горелки.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Горелки для пайки газом из баллончика
6 место – металлическая горелка под баллончик

Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.








Достоинства:
много металла, узкое сопло.
Недостатки:
нет пьезоподжига.
7 место – типовая горелка, которая надевается на баллончик

Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.
Стоимость такой .
Достоинства:
хорошо подходит для кулинарии, имеет пьезоподжиг.
Недостатки:
корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом

Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.
Достоинства:
хорошо подходит для кулинарии и массивных деталей.
Недостатки:
нет пьезоподжига.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.

Фитинги под медную трубу
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.
Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность. Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника. Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.








Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
https://youtube.com/watch?v=U2XvjUSkwJs
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
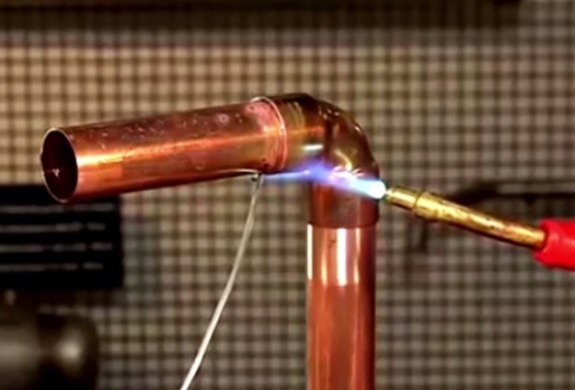
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
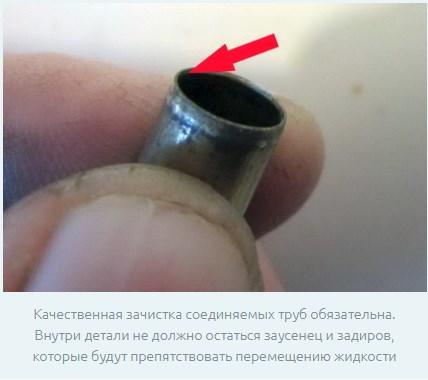
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.





